Изобретение относится к области машиностроения, в частности к обработке материалов резанием.
Известны режущие пластины, в которых двухслойная вставка, содержащая режущий слой из поликристаллического сверхтвердого материала на металлической подкладке, закреплена в гнезде корпуса посредством пайки (В.П. Жедь и др. Режущие инструменты, оснащенные сверхтвердыми и керамическими материалами, и их применение: Справочник. - М.Машиностроение 1987, с.50...51).
Недостатком этих пластин является то, что крепление вставки производится как по опорной, так и по боковой стенкам гнезда. Различие в коэффициентах теплового расширения материалов режущего слоя, подкладки и корпуса приводит при колебаниях температуры, имеющих место в процессах пайки, заточки и при резании, к термическим напряжениям в пограничных слоях контактирующих материалов, в результате чего могут возникнуть трещины в режущем слое или отслаивание его от подкладки. Недостатком режущих пластин с пайкой в закрытом гнезде является также и то, что снижается эффективность охлаждения зоны резания вследствие невозможности доступа охлаждающей жидкости к нерабочей боковой поверхности вставки.
Задача изобретения - повышение стойкости за счет снижения термических напряжений в контактирующих материалах и температуры в зоне резания.
Поставленная задача достигается тем, что вставка контактирует с боковой поверхностью гнезда по линии или в точке, при этом контакт осуществляется по подкладке.
При пайке вставки только по ее нижней плоскости боковая поверхность режущего слоя остается свободной и, следовательно, уменьшается число связей, накладываемых на режущий слой, что обеспечивает снижение термических напряжений и уменьшает вероятность появления трещин.
Площадь вставки, омываемая в процессе резания охлаждающей жидкостью за счет освобождения боковой поверхности, возрастает в 1,5 раза по сравнению со вставкой, закрепляемой в закрытом гнезде. Учитывая, что интенсивность конвективного теплообмена с жидкостью при поливе в 8...10 раз выше, чем интенсивность теплоотдачи в металл, теплоотвод от зоны резания возрастает, а температура снижается, несмотря на уменьшение общей площади контакта вставки с корпусом.
Наличие линейного или точечного контакта подкладки с боковой стеной гнезда, не изменяя размеров охлаждаемой поверхности, позволяет в то же время удерживать вставку от смещения в гнезде и облегчает ее установку при пайке.
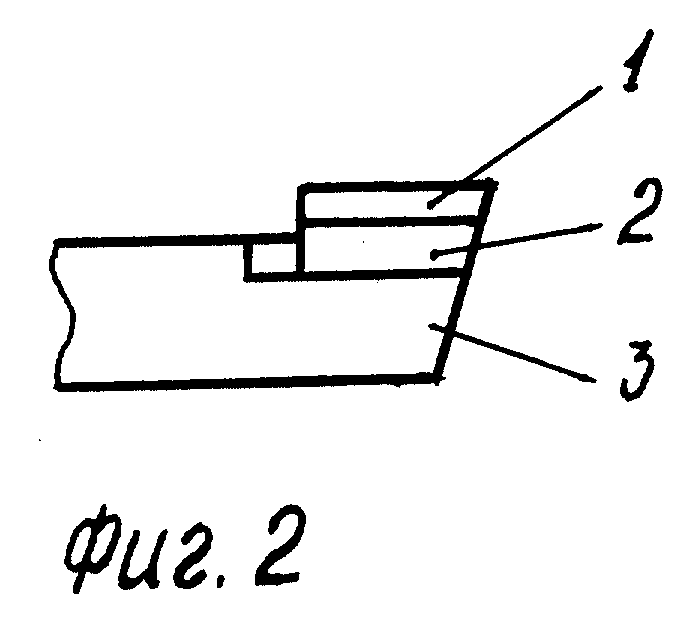
На фиг. 1 показана режущая пластина, вид сверху, на фиг. 2 - вид по стрелке А на фиг.1.
Режущая пластина содержит двухслойную вставку, включающую режущий слой 1 из сверхтвердого поликристаллического материала и металлическую подкладку 2. Вставка закреплена с помощью пайки в гнезде корпуса 3, при этом контакт вставки с боковой стенкой гнезда происходит по подкладке 2 и носит линейный или точечный характер.
Режущая пластина является более технологичной по сравнению с пластинами, в которых пайка производится как по опорной, так и по боковой стенкам гнезда, поскольку снижаются требования к точности изготовления вставки и выполнения гнезда, а также улучшаются условия заточки передней поверхности режущей пластины, так как заточной круг соприкасается только с режущим слоем.
Испытания режущих пластин проводились в условиях действующего производства АО "АВТОВАЗ" при чистовой обточке юбки поршня двигателя автомобиля 2108 на автоматической линии "Эксцелло". Материал детали - алюминиевый сплав АК10М2Н. Режим резания: t = 0,05 мм, U = 340 м/мин. S = 0,3 мм/об.
Испытывались режущие пластины квадратной формы со стороной квадрата 12,7 мм с напаянными двухслойными вставками фирмы "Компакс", оснащенными поликристаллическим алмазом, с креплением вставки по фиг. 1,2 и с пайкой в закрытом гнезде.
Средняя стойкость пластин заявляемой конструкции составила 25 тысяч обработанных деталей, а пластин с креплением в закрытом гнезде - 16 тысяч. Стойкость режущих пластин по сравнению с применяемыми в настоящее время пластинами повысилась более чем в 1,5 раза, при этом случаев отпайки вставок не наблюдалось.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2185935C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2001 |
|
RU2201846C2 |
| Двухслойная режущая пластина | 1990 |
|
SU1756076A1 |
| КРУГЛАЯ ПИЛА | 1998 |
|
RU2137598C1 |
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| Способ разъемного крепления двух- и трехслойных пластин-резцов со сверхтвердыми слоями и твердосплавной подложкой | 2016 |
|
RU2631756C1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2013 |
|
RU2551575C1 |
| Многолезвийный режущий инструмент | 1982 |
|
SU1159776A1 |
| Многолезвийный режущий инструмент | 1986 |
|
SU1390024A1 |
| БУРОВОЕ ДОЛОТО С НЕПОДВИЖНЫМ ВООРУЖЕНИЕМ, ИМЕЮЩЕЕ КЕРНОПРИЕМНОЕ ГНЕЗДО С ВОГНУТЫМ КЕРНОРВАТЕЛЕМ | 2017 |
|
RU2736678C2 |
Изобретение относится к области машиностроения, в частности к обработке материалов резанием. Достигаемый технический результат: повышение стойкости за счет снижения термических напряжений в контактирующих материалах и температуры в зоне резания. Режущая пластина содержит корпус, в гнезде которого с помощью пайки закреплена двухслойная вставка, имеющая режущий слой из сверхтвердого поликристаллического материала на металлической подкладке и расположенная с возможностью контакта с боковой поверхностью гнезда корпуса по линии или в точке. Упомянутый контакт может быть расположен на подкладке. 1 з.п. ф-лы. 2 ил.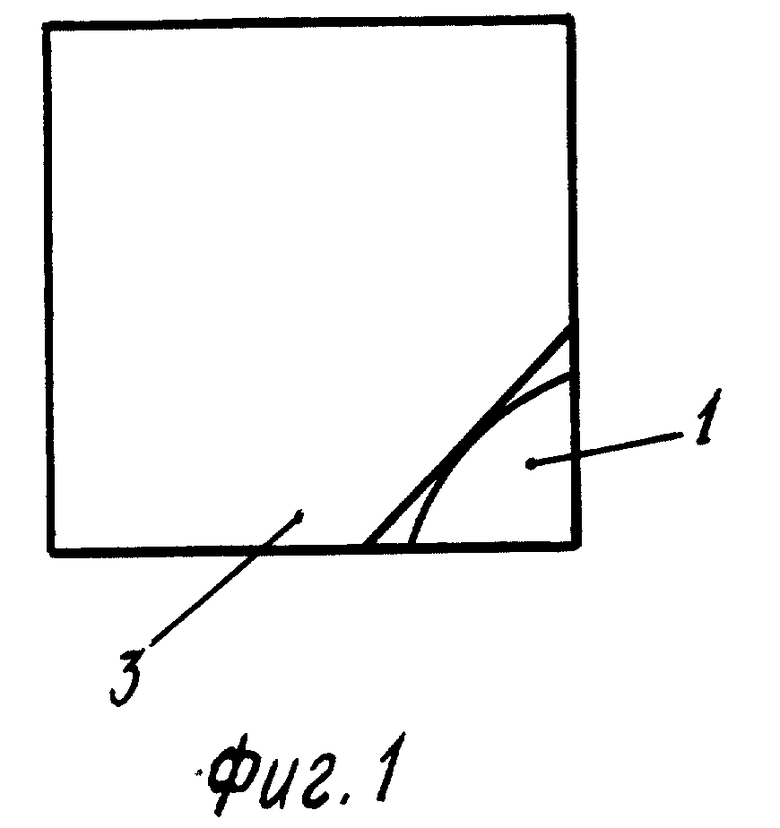
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Жедь В.П | |||
| и др | |||
| Режущие инструменты, оснащенные сверхтвердыми и керамическими материалами, и их применение | |||
| Справочник | |||
| - М.: Машиностроение, 1987, с.50,51 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Токарный резец | 1980 |
|
SU1333473A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU 1189588 A, 07.11.85 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Устройство для исследования сцепления элемента протектора шины с дорожной поверхностью | 1977 |
|
SU866433A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Гусев К.В | |||
| Скоростные прорезные фрезы | |||
| В сб | |||
| "Передовой научно-технический и производственный опыт" | |||
| ВИНИТИ филиал | |||
| - М., 1957, с.3-5. | |||

