Изобретение относится к обработке материалов резанием, в частности к чистовому точению.
Известна режущая пластина, оснащенная режущим элементом из сверхтвердого материала, в которой режущий элемент имеет две режущие кромки, образованные пересечением плоских передней и задних поверхностей (В.П. Жедь и др. Режущие инструменты, оснащенные сверхтвердыми и керамическими материалами, и их применение: Справочник. - М.: Машиностроение, 1987, с. 50-51).
К основным недостаткам известной пластины относится сложность достижения низкой шероховатости обработанной поверхности (например, Ra<0,4 мкм при точении цветных сплавов пластиной, оснащенной поликристаллическим алмазом).
Чтобы получить необходимую в этом случае величину радиуса между режущими кромками пластины (как правило, больше 2 мм), нужно сиять при заточке значительный объем инструментального материала, что, учитывая весьма низкую шлифуемость сверхтвердых материалов, приведет к неоправданному росту трудоемкости заточки.
Задача изобретения - получение низкой шероховатости обработанной поверхности при снижении трудоемкости заточки пластины.
Поставленная цель достигается тем, что в режущей пластине, содержащей режущий элемент из сверхтвердого материала с криволинейной режущей кромкой, образованной пересечением передней и задней поверхностей, задняя поверхность режущего элемента из сверхтвердого материала выполнена в виде двух пересекающихся конических поверхностей с параллельными осями, при этом режущая кромка включает центральный и боковые участки, причем радиус кривизны центрального участка больше радиуса кривизны боковых участков.
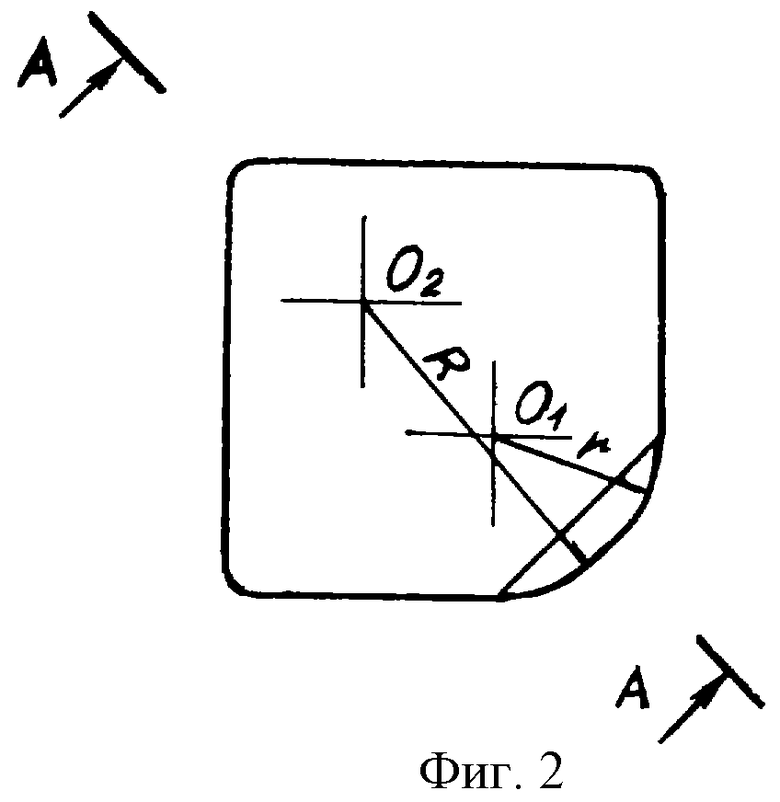
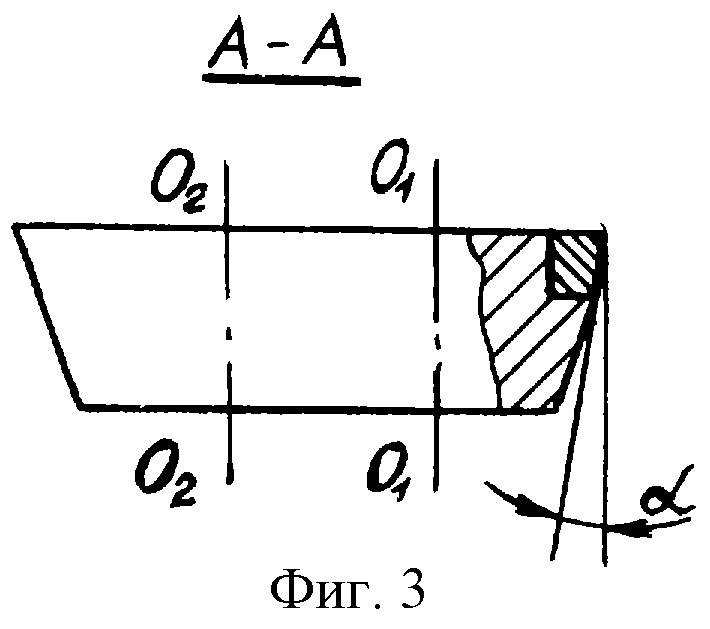
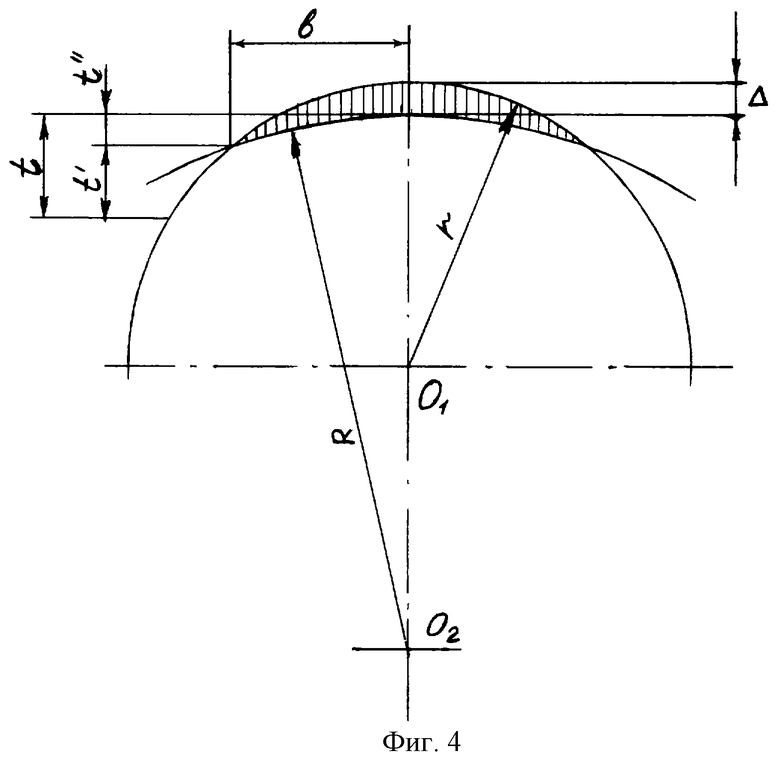
На фиг.1 - режущая пластина в изометрии, на фиг.2 - вид сверху, на фиг.3 - сечение А-А на фиг.2, на фиг.4 - схема к выбору параметров режущей пластины.
Режущий элемент 1 (фиг.1) в виде усеченного конуса либо его части закреплен в корпусе 2 режущей пластины, например, с помощью пайки. Основание усеченного конуса, имеющее радиус r, является передней поверхностью режущего элемента 1, а боковая поверхность конуса является частью задней поверхности режущего элемента, образуя боковые участки 3 и 4 режущей кромки с радиусом кривизны r.
Пересечением поверхности конуса, ось которого О2-О2 параллельна оси О1-O1 исходного усеченного конуса (фиг.2, 3), и передней поверхности режущего элемента образован центральный участок 5 режущей кромки (фиг.1), имеющий радиус кривизны R, при этом R>r.
Этот участок обеспечивает получение заданной шероховатости обработанной поверхности и создается заточкой, при которой снимается слой инструментального материала с максимальной толщиной Δ (фиг.4). Величина Δ определяет длину активного участка кромки 5. Эта длина характеризуется размером b (фиг. 4).
Чтобы получить необходимую геометрию режущей пластины, нужно подобрать режущий элемент с радиусом основания конуса r, меньшим выбранной величины R, и заточить коническую заднюю поверхность, имеющую ось O2-O2 и угол наклона образующей к оси α (фиг.3), обеспечив необходимое значение b. При этом величина съема инструментального материала получается примерно на порядок меньше, чем для известной пластины при заточке радиуса между кромками, равного R.
Пример. Для режущего элемента с r=1,8 мм (такой радиус имеют, например, алмазно-твердосплавные режущие вставки СВБН), чтобы получить R=3 мм при b=1 мм, нужно снять при заточке слой инструментального материала с максимальной толщиной Δ, равной 0,132 мм. Для известной пластины с углом между кромками в плане, равном 90 градусам, получение радиуса при вершине, равного 3 мм, потребовало бы съема слоя сверхтвердого материала с максимальной толщиной 1,242 мм. При R=4 мм величина максимального съема для заявляемой и известной пластины составляет соответственно 0,176 мм и 1,656 мм, при R=5 мм - 0,2 мм и 2,07 мм.
Режущая пластина по заявляемому изобретению работает следующим образом. Вначале в работу вступает один из боковых участков режущей кромки 3 или 4 (в зависимости от направления подачи), снимая основную часть t' припуска на обработку t (фиг.4). Затем центральный участок кромки 5 срезает оставшуюся часть припуска t'', удаляя следы обработки, оставленные боковым участком кромки.
Режущие элементы крепятся в корпусах стандартных твердосплавных пластин, в том числе с центральным отверстием. Целесообразно применять режущий элемент в виде части усеченного конуса, имеющей в плане форму сегмента (фиг.2). В этом случае снижается расход дорогостоящего сверхтвердого материала по сравнению с режущим элементом в виде сектора, используемого в известных пластинах, и гнездо в пластине под режущий элемент получается более технологичным.
Применение предлагаемой режущей пластины позволит получить низкую шероховатость обработанной поверхности при уменьшении трудоемкости заточки пластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| Ножи к вибрационным ножницам | 1978 |
|
SU745608A1 |
| СПОСОБ ТОЧЕНИЯ ПОВЕРХНОСТИ СЛОЖНОГО ПРОФИЛЯ СМЕННОЙ РЕЖУЩЕЙ МНОГОГРАННОЙ ПЛАСТИНОЙ С ЦИКЛОИДАЛЬНЫМ ПРОФИЛЕМ ПЕРЕДНЕЙ ПОВЕРХНОСТИ | 2019 |
|
RU2711998C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Многопозиционная режущая пласти-HA | 1978 |
|
SU814573A1 |
| РЕЖУЩАЯ ПЛАСТИНА И ТОРЦЕВАЯ ФРЕЗА | 2010 |
|
RU2490099C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С АЛМАЗОПОДОБНЫМ ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2714558C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2010 |
|
RU2518875C2 |
Изобретение относится к области обработки материалов резанием, к чистовому точению. Режущая пластина содержит режущий элемент из сверхтвердого материала с криволинейной режущей кромкой, образованной пересечением передней и задней поверхностей. Для получения низкой шероховатости обработанной поверхности при снижении трудоемкости заточки задняя поверхность режущего элемента из сверхтвердого материала выполнена в виде двух пересекающихся конических поверхностей с параллельными осями. При этом режущая кромка включает центральный и боковые участки, причем радиус кривизны центрального участка больше радиуса кривизны боковых участков. 4 ил.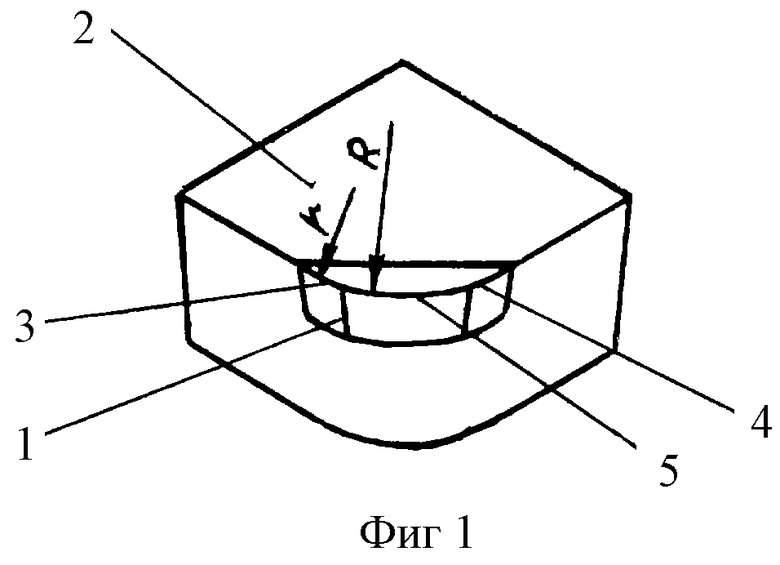
Режущая пластина, содержащая режущий элемент из сверхтвердого материала с криволинейной режущей кромкой, образованной пересечением передней и задней поверхностей, отличающаяся тем, что задняя поверхность режущего элемента из сверхтвердого материала выполнена в виде двух пересекающихся конических поверхностей с параллельными осями, при этом режущая кромка включает центральный и боковые участки, причем радиус кривизны центрального участка больше радиуса кривизны боковых участков.
| ЖЕДЬ В.П | |||
| и др | |||
| Режущие инструменты, оснащенные сверхтвердыми и керамическими материалами, и их применение | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Многопозиционная режущая пласти-HA | 1978 |
|
SU814573A1 |
| Режущий инструмент | 1991 |
|
SU1782196A3 |
| РЕЖУЩАЯ ПЛАСТИНА | 1994 |
|
RU2105638C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

