Изобретение относится к области нанесения покрытий электрохимическим способом и может найти применение в устройствах для нанесения гальванических покрытий и технохимической обработки деталей.
Известна автоматическая линия для гальванических покрытий и технохимической обработки, содержащая ряд ванн, автооператор, кожух, расположенный над ваннами с автооператором и проем для загрузки и выгрузки обрабатываемых деталей (авт.св. СССР N 399573, кл. C 25 D 21/04, 1971).
Недостатками известного устройства являются низкие безопасность обслуживания и экологическая чистота производства, обусловленные отсутствием герметичных укрытий для ванн и бортовых отсосов.
Наиболее близкой по технической сущности и достигаемому результату к заявляемому решению является автоматическая линия для гальванических покрытий и технохимической обработки, содержащая ряд ванн с герметичными укрытиями в виде крышек и бортовыми отсосами, автооператор с подвижной платформой, установленной с возможностью герметичного укрытия ванн, герметичный кожух, расположенный над ваннами с оператором, и проем для загрузки и выгрузки обрабатываемых деталей (патент России N 2015212, кл. C 25 D 21/04, 1994).
Недостатками известного устройства, принятого за прототип, являются низкие производительность и экологическая чистота производства, обусловленные отсутствием возможности использования одновременно нескольких автооператоров и непрерывным сбросом паров агрессивных растворов в атмосферу.
Заявляемое решение направлено на повышение производительности и экологической чистоты производства.
В ходе решения задачи получены следующие технические результаты: возможно использование в линии любого количества операторов одновременно, осуществление выбросов паров вредных веществ не постоянно, а короткими периодами на момент открывания крышки ванны и закрывания ванны подвижной платформой автооператора.
Указанные результаты обеспечиваются тем, что в автоматической линии для гальванических покрытий и технохимической обработки, содержащей ряд ванн с герметическими укрытиями в виде крышек и бортовыми отсосами, по меньшей мере один автооператор с подвижной платформой, установленной с возможностью герметичного укрытия ванн, герметичный кожух, расположенный над ваннами с автооператором, и по меньшей мере один проем для загрузки и выгрузки обрабатываемых деталей, согласно изобретению линия дополнительно снабжена зоной ожидания, а кожух снабжен патрубком для нагнетания воздуха, крышки ванн выполнены с возможностью открывания их в горизонтальной плоскости, выходной патрубок бортовых отсосов снабжен клапаном избыточного давления, приводные механизмы крышек ванн и подвижной платформы автооператора выполнены в виде червячной шестерни, винта, шарнирно связанного с парой симметрично расположенных относительно последнего рычагов, которые с другой стороны шарнирно связаны со второй парой симметричных рычагов, причем с одной стороны вторые рычаги шарнирно связаны с подвижными частями, а с другой стороны шарнирно связаны с третьей парой симметричных рычагов, которые с другой стороны шарнирно связаны с неподвижными частями.
Наличие зоны ожидания позволяет последовательно производить загрузку автооператоров, начиная с первого, и разместить их не в рабочей зоне до начала обработки деталей. Снабжение кожуха патрубком для нагнетания воздуха позволит вывести из агрессивной зоны вентилятор, что позволит его изготавливать не из специальных антикоррозионных материалов, а из обычных. Вентилятор размещается вне кожуха над патрубком. Выполнение ванн с возможностью открывания крышек в горизонтальной плоскости позволит уменьшить время нахождения в открытом состоянии ванн, что в свое время уменьшает и количество выделяемых паров агрессивных растворов, выбрасываемых в атмосферу. Кроме того, открывание крышки ванны в сторону позволяет автооператору находиться прямо над этой ванной в период ее открывания, что позволяет использовать несколько автооператоров на одной линии. Выполнение приводных механизмов крышек ванн и подвижной платформы автооператора в виде червячной шестерни, винта и трех пар симметричных рычагов относительно винта позволяет обеспечить большой размах хода крышек ванн и подвижной платформы с относительно малыми геометрическими размерами привода. Снабжение выходного патрубка бортовых отсосов клапаном избыточного давления позволяет исключить непрерывный выброс вредных веществ в атмосферу.
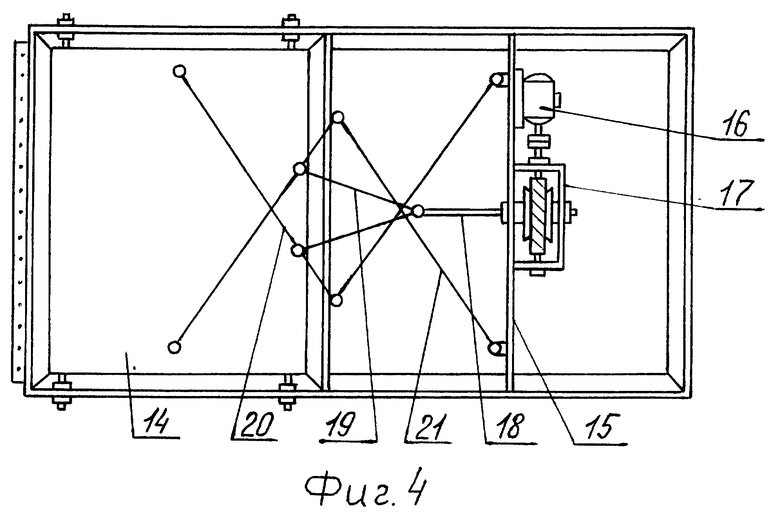
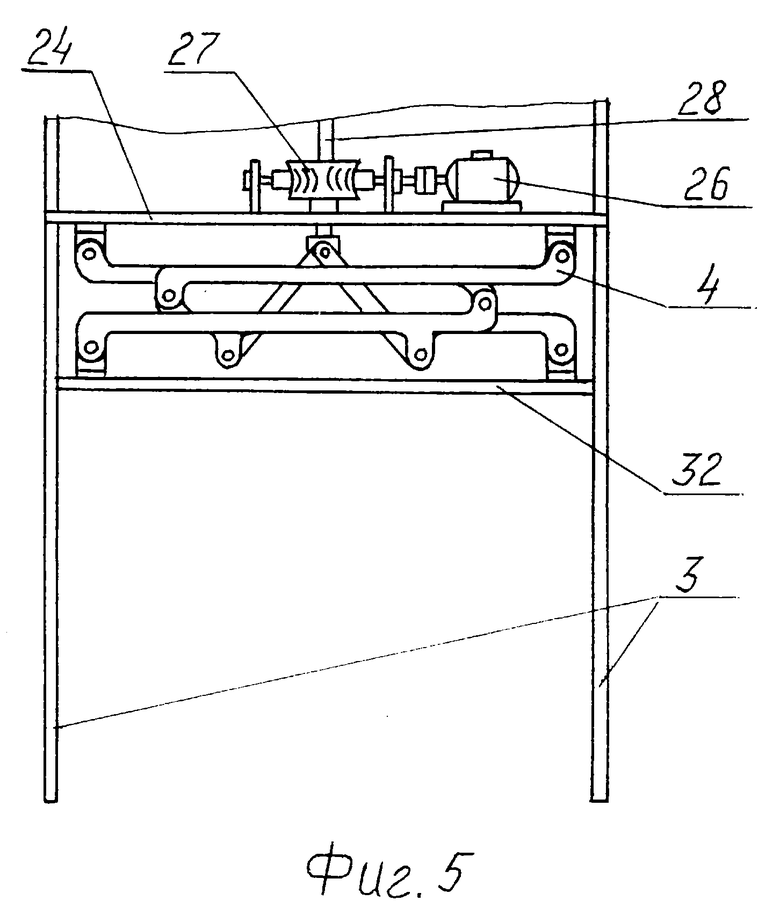
Сущность изобретения поясняется чертежами. На фиг. 1 схематично изображена автоматическая линия для гальванических покрытий и технохимической обработки; на фиг. 2 - клапан избыточного давления; на фиг. 3 - закрытая крышкой ванна, вид сбоку; на фиг. 4 - то же, вид сверху; на фиг. 5 - автооператор с поднятой подвижной платформой, вид спереди; на фиг. 6 - то же с опущенной подвижной платформой.
Линия содержит герметичный корпус 1 с направляющей 2, на которой расположены автооператоры 3 и 4 с захватными органами в виде барабанов 5, 6. В корпусе 1 выполнены герметичные шторки 7 и 8 для загрузки и выгрузки деталей и расположены по ходу технологического процесса ряд ванн I, II, III, ... . В верхней части корпус 1 снабжен патрубком 9 для нагнетания воздуха, а часть 10 корпуса 1 является зоной ожидания.
Каждая ванна имеет корпус 11, по бокам которого расположены бортовые отсосы 12. В верхней части ванны расположена направляющая 13 с возможностью перемещения вдоль ее крышки 14, которая выполнена с возможностью герметичного закрытия корпуса 11 ванны. Направляющие 13 соединены между собой планкой 15, на которой закреплен электродвигатель 16, связанный с червячным редуктором 17, который связан с винтом 18. Винт 18 шарнирно связан парой симметричных относительно винта 18 рычагов 19. Рычаги 19 с другой стороны шарнирно связаны со второй парой симметричных рычагов 20, которые шарнирно связаны с крышкой 14 и с третьей парой симметричных рычагов 21, которые шарнирно связаны с планкой 15.
Выходной патрубок 22 бортовых отсосов 12 снабжен клапаном избыточного давления 23.
На основании 24 каждого автооператора 3, 4 закреплен электродвигатель 26, связанный с червячным редуктором 27, который связан с винтом 28. Винт 28 через систему симметричных рычагов 29, 30, 31 шарнирно связан с подвижной платформой 32.
Линия работает следующим образом. После загрузки барабана 5 через открытый проем деталями и нажатия кнопки "Пуск" первого автооператора 3, открытый проем герметично закрывается шторкой 7 движением ее вниз и одновременно включается вентилятор (на чертеже не показан), который через патрубок 9 создает в герметичной зоне избыточное давление, которое также служит для уплотнения крышек 14 ванн, что исключает попадание паров агрессивных растворов в герметичную зону. После подъема барабана 5 с деталями первый автооператор 3 включается на движение по направляющей 2, холостым ходом проходит над ваннами и останавливается в зоне ожидания 10.
После загрузки деталями барабана 6 второго автооператора 4 также происходит опускание штоки 8, подъем барабана 6 второго автооператора 4 и движение его по направляющей 2. Автооператор 4 останавливается над ванной I. Открывается крышка 14 ванны I и в образовавшееся открытое пространство проникает избыточное давление воздуха, которое препятствует распространению паров агрессивных растворов наружу ванны. Пары под действием избыточного давления над открытой ванной проникают в бортовые отсосы ванны и через воздуховод 22 и открывшийся клапан 23 под действием избыточного давления пары выбрасываются в атмосферу. Как только ванна открылась, автооператор 4 опускает барабан 7 с деталями в раствор ванны I и закрывает ванну I подвижной платформой 32. Движение избыточного давления воздуха прекращается, клапан 23 закрывается. Выброс в атмосферу вредных паров прекращается. После отработки автооператора 4 на ванне I он перемещается на ванну II, а на ванну I переходит автооператор 3, который находится в зоне ожидания 10. Пройдя технологический процесс по ваннам, автооператоры 3, 4 возвращаются в первоначальное положение, шторки 7, 8 открываются, отключается вентилятор, происходит выгрузка деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2212477C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2015212C1 |
| Автооператор для нанесения гальванических покрытий | 1990 |
|
SU1838456A3 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Устройство для укрытия ванн | 1987 |
|
SU1505987A1 |
| Автомат для нанесения гальванических покрытий | 1982 |
|
SU1084343A1 |
| Автооператор | 1989 |
|
SU1640214A1 |
| УСТРОЙСТВО ДЛЯ УКРЫТИЯ ГАЛЬВАНИЧЕСКИХ ВАНН | 1992 |
|
RU2044803C1 |
| Устройство для укрытия ванн | 1980 |
|
SU1062319A1 |
| Укрытие ванны автоматизированной линии гальванических цехов | 1990 |
|
SU1805139A1 |



Изобретение относится к области нанесения покрытий электрохимическим способом и может найти применение в устройствах для нанесения гальванических покрытий и технохимической обработки деталей. Линия содержит ряд ванн с герметичными укрытиями в виде крышек с бортовыми отсосами, автооператоры с подвижными платформами, установленными с возможностью герметичного укрытия ванн, герметичный кожух, расположенный над ваннами с операторами, и проемы для загрузки и выгрузки обрабатываемых деталей, зону ожидания, расположенную в конце ванн. Кожух снабжен патрубком для нагнетания воздуха, крышки ванн выполнены с возможностью открывания их в горизонтальной плоскости, а выходной патрубок бортовых отсосов снабжен клапаном избыточного давления. Приводные механизмы крышки ванн и подвижной платформы автооператора выполнены в виде червячной шестерни, винта и трех пар симметричных рычагов относительно винта. Использование изобретения позволяет при одновременном участии в линии нескольких операторов осуществлять выбросы в атмосферу вредных веществ не постоянно, а короткими периодами на момент открывания крышки ванны и закрывания ванны подвижной платформой автооператора. 6 ил.
Автоматическая линия для гальванических покрытий и технической обработки, содержащая ряд ванн с герметичными укрытиями, открываемыми посредством приводных механизмов, и бортовыми отсосами, по меньшей мере один автооператор с подвижной платформой, установленной с возможностью герметичного укрытия ванн, герметичный кожух, расположенный над ваннами с оператором, и по меньшей мере один проем для загрузки и выгрузки обрабатываемых деталей, отличающаяся тем, что линия снабжена зоной ожидания, кожух имеет патрубок для нагнетания воздуха, бортовые отсосы имеют выходной патрубок с клапаном избыточного давления, а подвижная платформа автооператора имеет приводной механизм, укрытия ванн выполнены в виде крышек с возможностью открывания их в горизонтальной плоскости, приводные механизмы крышек ванн и подвижной платформы автооператора выполнены в виде червячной шестерни, винта, шарнирно связанного с парой симметрично расположенных относительно последнего рычагов, которые с другой стороны шарнирно связаны с второй парой симметричных рычагов, причем с одной стороны вторые рычаги шарнирно связаны с подвижными частями крышек ванн и платформы автооператора, а с другой стороны шарнирно связаны с третьей парой симметричных рычагов, которые с другой стороны шарнирно связаны с неподвижными частями крышек ванн и платформы автооператора.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2015212C1 |
| УСТРОЙСТВО для УКРЫТИЯ ЭЛЕКТРОЛИЗНЫХ ВАНН | 0 |
|
SU399573A1 |
| Форма выполнения генератора для непрерывного получения водяного газа по п. 1 авторского свидетельства № 60443 | 1940 |
|
SU60444A2 |
| РАСПРЕДЕЛИТЕЛЬ ИМПУЛЬСОВ | 0 |
|
SU387526A1 |
| DE 29111884, 02.10.80. | |||
