Изобретение относится к области нанесения химических и гальванических покрытий и может быть использовано для нанесения покрытий во всех областях промышленной металлообработки.
Современные гальванические линии, содержащие ванны предварительной межоперационной промывки, предварительной обработки и нанесения химических и гальванических покрытий, оснащенные автооператорами-манипуляторами и транспортерами для межоперационного перемещения обрабатываемых деталей, обеспечивают экологичность и имеют высокую производительность. Благодаря автоматизации всех операций обработки деталей исключается человеческий фактор вносимых погрешностей обработки, связанных с установкой параметров режима и продолжительности операции, непредвиденными задержками, и это обеспечивает повышение качества обработки. Однако их конструкции требуют больших площадей, имеют большие размеры, металлоемкость, высокую стоимость монтажа и содержания при эксплуатации. При этом невозможно, без применения дополнительного оборудования, обеспечить герметичность этих гальванических линий и их пылезащиту, они не способны обеспечить экономично обработку деталей в бескислородной среде и среде инертных газов, исключающих образование шлама на поверхности деталей и образование шлама в особо чистых электролитах переходных металлов, чувствительных к кислороду.
Известен способ гальванохимической обработки деталей, в частности, на подвесках, при использовании нагреваемых электролитов (растворов) процессных ванн [1], и способ управления подачей промывной воды в распределительные коллекторы ванны струйной промывки деталей, расположенных на подвесках, и установка для его осуществления [2], содержащие последовательные обработку погружным методом в ваннах и промывку с двумя и более промывными операциями в каскадах (ваннах), причем, для экономии электролитов и воды, первые каскады промывки выполняются в ваннах, а количество воды вычисляют исходя из расхода при обработке; вычисляют время операций и переходов и определяют момент переключения электромагнитных клапанов распределительных коллекторов подачи воды с элементами формирования струй воды с диспергированием сжатым воздухом, причем сжатый воздух подают и в процессе обработки. Подача сжатого воздуха в электролит во время обработки перемешивает электролит и способствует удалению пузырьков водорода и частиц катодного шлама, образующихся на поверхности деталей. Промывка струями воды, диспергированной воздухом, вызывает ее кавитацию, улучшая качество промывки или позволяя снизить ее расход. Однако известный способ имеет следующие недостатки. Частицы шлама и отработанный электролит смешиваются с применяемым электролитом, ухудшая качество обработки. Из-за образования шлама и изменения свойств при барботировании воздухом становится невозможным применение электролитов металлов с меняющейся валентностью и чувствительных к кислороду. В ходе осуществления способа необходимо грейферное погружение деталей в ванну или ванны согласно последовательности операций обработки, извлечение из ванн и перенос деталей. Это требует применения специализированных или универсальных автооператоров-манипуляторов и сопутствующих приспособлений (грузоподхватов), значит, усложняет комплект оборудования, повышает трудоемкость обслуживания, снижает надежность. Применение пространственно-разнесенных операций увеличивает вес оборудования, занимаемые им объем и площадь, а значит, усложняет герметизирующую камеру инертной атмосферы для его размещения. Эти недостатки не позволяют применить способ для получения экономичных высококачественных покрытий без пор.
Известна электролитическая ячейка и способ ее применения [3]. Ячейка содержит герметизирующий сосуд, два электрода, источник электрического тока, электрически связанный с электродами, электролит, в который погружены электроды, газ первого электрода; наклонный сепаратор, позволяющий направлять поток электролита и газа от второго электрода для быстрого удаления пузырьков водорода и кислорода с электродов и доставки свежего электролита к электродам. Достоинство ячейки - применено удаление пузырьков газа с поверхности электродов за счет струй, движимых благодаря уменьшению плотности этими пузырьками. Недостаток ячейки - в отсутствии изоляции электролита и электродов от выделяемого химически активного кислорода, и поэтому она не может применяться для получения высококачественных гальванических покрытий, содержащих металлы с изменяющейся валентностью.
Известна установка для гальванохимической обработки и горячей промывки [4], содержащая ванны с грузоопорами, вентиляционными отсосами и крышками, приспособления для перемещения обрабатываемых деталей с транспортером и грузозахватами, устройство экранирования газов в верхней части устройства, электропроводные штанги и пульт управления, трубопроводы на торце ванн с исполнительным механизмом подачи воздушно-газовой среды и коллектором с формирователем воздушно-газовых струй, причем исполнительный механизм выполнен в виде электромагнитного пневмораспределителя или безмасляной воздуходувки. Конструкция исполнительного механизма подачи воздушно-газовой среды с коллектором и формирователем воздушно-газовых струй позволяет быстро удалять газы с деталей, сокращая расход барботирующей воздушно-газовой смеси за счет возврата в нее выделяемого газа. Недостатком установки является то, что ее механизм подачи барботирующей воздушно-газовой среды соединен с источниками кислорода, которыми являются воздух и выделения анодов. Поэтому установка не может применяться для получения высококачественных гальванических покрытий, содержащих переходные металлы.
Известна автоматическая линия для гальванических покрытий и технохимической обработки [5], содержащая ряд ванн с герметичными створками, бортовыми отсосами и воздуховодом, автооператор с захватным органом и подвижной платформой, установленной с возможностью герметичного укрытия ванн и снабженной клапаном, пружиной, концевым выключателем, герметичный кожух, расположенный над ваннами с автооператором, включающий в себя камеру загрузки с герметичной створкой загрузки деталей и герметичной створкой, связывающей камеру с рабочим объемом линии, при этом подвижная платформа автооператора выполнена с конечными выключателями бортовых отсосов и клапанами, связывающими внутренний объем ванны с бортовыми отсосами. Применение герметичного кожуха над линией, а также герметичных створок в проемах этого кожуха для проемов прохода автооператора и загрузки-выгрузки деталей, створок над ваннами и бортовых отсосов ванн повышает безопасность обслуживания и улучшает экологию производства. Однако применение множества ванн и автооператора увеличивает размеры и вес линии, требует применения кожуха больших размеров. Это усложняет, снижает надежность и повышает стоимость оборудования для создания разреженной атмосферы внутри кожуха и создание в нем атмосферы, лишенной кислорода или атмосферы инертного газа. Поэтому установка не может применяться для получения высококачественных беспористых гальванических покрытий, содержащих металлы с изменчивой валентностью.
Известна линия для гальванохимической обработки деталей [6], содержащая: ванны, оснащенные грузоопорами, крышками с исполнительными механизмами, органами для их открывания-закрывания и бортовыми вентиляционными отсосами; сушильную камеру; стойки загрузки-разгрузки; датчики загрузки; транспортер приспособлений с деталями с грузозахватами и реверсивными приводами для горизонтального и вертикального перемещения на основе пневмо-цилиндров, электромагнитных пневмо-распределителей и дросселей переменного сечения, оснащенный колпаком для улавливания испарений с бортовыми вентиляционными отсосами, выполненными в виде замкнутых с боковых сторон гармошек из эластичного химически стойкого материала, например, фторопласта, соединенных с торцевыми сторонами колпака гофрами; рельсовый путь; электропроводную штангу с приспособлением с деталями, оснащенную транспортными кронштейнами; датчики положения транспортера и его грузозахватов; пульт управления. Бортовые отсосы конвейера улавливают испарения при использовании токсичных электролитов, улучшая экологию производства. Однако, линия громоздкая, не может обеспечить герметизацию процессов обработки деталей и работу в атмосфере инертных газов. Поэтому линия аналогично не может применяться для получения высококачественных беспористых гальванических покрытий, содержащих металлы, например, с изменчивой валентностью.
Известны способ и установка для гальванического осаждения никеля, кобальта, сплавов никеля или сплавов кобальта, т.е. переходных металлов, с использованием периодических импульсов тока [7]. Способ осуществляют в гальванической ванне с использованием содержащего соединения никеля или соединения кобальта электролита, при этом для осаждения на находящиеся в ванне по меньшей мере на один анод и по меньшей мере один катод периодически подают импульсы тока, причем соотношение амплитуд плотности токов анодной к катодной (IA/IC) устанавливают в пределах от 1 до 1,5, а соотношение переносимых зарядов (зарядов ионов металла) от анода к катоду (QA/Qc) - от 30 до 45. Ванна для осуществления этого способа имеет профильные аноды большой площади, экраны для улучшения распределения тока, очистное устройство для очистки электролита и систему циркуляции с обратной подачей электролита через сопла. Эта группа изобретений относится к гальваническому осаждению переходных металлов и сплавов группы железа: никеля и кобальта. Система циркуляции с обратной подачей очищенного электролита через сопла позволяет омывать детали свежим электролитом, очищенным от всех видов шлама, и удалять его струями образующиеся пузырьки водорода, атомарно соосажденного с металлом покрытия во время катодного тока и изгоняемого из структуры этого покрытия во время анодного тока, снижая дефекты структуры, позволяет получать качественные беспористые покрытия на основе железа, никеля кобальта, хрома и их сплавов. Однако, в способе и устройстве не предусмотрены средства, обеспечивающие введение инертного газа в струи свежего электролита, омывающего детали и работу ванны в инертной атмосфере. Поэтому за счет шламообразования происходит большой расход электролита, засоряющего фильтры очистного устройства, оставаясь в них в виде шлама. Такое устройство неэкономично применять для получения промышленных покрытий на основе металлов с изменяющейся валентностью.
Известен способ химической обработки поверхности деталей [8], включающий струйную обработку химическим раствором и струйную промывку водой в одной ванне с подачей химического раствора и воды через общие элементы формирования струй, погружную промывку в проточной ванне, струйную промывку незагрязненной водой и обдувку сжатым газом, например, воздухом. Способ экономичен в отношении вода для промывки, и его можно применить для предварительной обработки деталей. Однако он недостаточно эффективен, так как в нем не применяется введение в промывочную воду газа.
Известны способ и аппарат для гальванического покрытия металлических деталей [9]. Способ содержит гальваническое покрытие деталей при их последовательном переносе с помощью управляемого компьютером манипулятора в серию резервуаров с открытым верхом, содержащих растворы. Резервуары имеют съемные металлические приспособления, временно поддерживающие детали, индивидуально подключенные к источнику постоянного тока через соответствующий таймер, управляемый компьютером, причем каждое съемное приспособление покрыто изоляцией и имеет ограниченную металлическую площадку контакта с деталью. Гальванические линии, включающие названные компоненты и резервуары обслуживания, общие для приема однотипного электролита, который возвращаемого обратно через общий фильтр и резервуары обслуживания, в которых электролит подогревается и корректируется. Постоянное обслуживание электролитов обеспечивает постоянный состав и температуру электролита в рабочих резервуарах, а применение таймеров, управляемых компьютером, для управления длительностью подключения детали и противо-электрода резервуара к источнику постоянного тока - одинаковую толщину покрытия. Однако электролит возвращается в рабочий резервуар, очищаемый только фильтрами, которые не способны удалить полностью субмикронный шлам. Также не предусмотрены удаление пузырьков водорода с поверхности деталей во время осаждения покрытия, тщательная межоперационная промывка. Аппарат содержит череду резервуаров, расположенных в порядке выполняемых операций, поэтому имеет большой вес, занимает большой объем и площадь. Не предусмотрена возможность работы в среде инертных газов, позволяющей повысить качество и экономичность покрытий. Эти недостатки не позволяют применить известную группу изобретений в экономичной высокопроизводительной линии, обеспечивающей повышение качества гальванического покрытия.
Известно устройство для изменения на два направления сливаемого из ванны потока обрабатывающей среды [10], содержащее оснащенный коммутирующим механизмом замкнутый корпус, вход которого соединен со сливным трубопроводом ванны, а два его выхода соединены трубопроводами со сборниками обрабатывающей среды процессной ванны различной концентрации, причем верхняя поверхность корпуса соединена со сливом ванны, боковые поверхности - с выходными трубопроводами, упомянутый коммутирующий механизм выполнен в виде оси, неразъемно соединенной с двухсторонним лотком и размещенной в отверстиях и/или клипсах-опорах в нижней Части торцевых поверхностей корпуса, в которой установлен ложемент для размещения лотка, оснащенный направляющими для стока обрабатывающей среды, при этом лоток выполнен с возможностью углового перемещения в зависимости от концентрации сливаемой обрабатывающей среды процессной ванны. Устройство предусматривает применение одной и той же ванны для поочередных операций гальванического покрытия детали и промывки детали водой. Это обеспечивает меньший вес и размеры гальванических линий, освобождает от необходимости оборудования для переноса деталей в следующие ванны. Благодаря переключению сливаемого потока на одно из двух направлений зависимо от концентрации электролита в воде обеспечивается минимум расхода электролита и промывочной воды. Однако наличие только двух направлений переключения недостаточно для применения устройства в проточных ваннах автоматических гальванических линий со сменой растворов химической обработки, электролитов и промывочной воды.
Известна автооператорная гальваническая линия [11], содержащая сушильную камеру, ванны, оснащенные опорами, устройства загрузки, выгрузки, датчики загрузки подвесок с деталями в ванны, автооператор с грузозахватами и реверсивными приводами горизонтального и вертикального перемещения, рельсовый путь, электропроводные штанги с транспортными кронштейнами, два датчика положения автооператора и его грузозахватов и командоаппарат, блок автоматического управления процессом перегрузки деталей из сушильной камеры на устройство выгрузки, причем сушильная камера выполнена с расположенным внутри датчиком загрузки, исполнительным механизмом для перегрузки штанг с подвесками на устройство выгрузки, выполненным в виде шарнирно закрепленных и шарнирно связанных силовых цилиндров соответственно вертикального и углового перемещения штанг из сушильной камеры на устройство выгрузки, управляемых от электромагнитных распределителей, причем силовые цилиндры вертикального перемещения выполнены с направляющими и роликами, оси вращения которых жестко соединены со штоками силовых цилиндров, а устройство выгрузки выполнено в виде соединенных с электромагнитными распределителями силовых цилиндров, штоки которых выполнены с опорами и расположенным в одной из них датчиком загрузки, причем выход датчика загрузки исполнительного механизма для перегрузки штанг на устройство выгрузки соединен с первым входом блока автоматического управления процессом перегрузки деталей из сушильной камеры на устройство выгрузки, первая группа выходов которого соединена с электромагнитными распределителями управления силовыми цилиндрами вертикального перемещения штанг из сушильной камеры, выход первого датчика положения автооператора соединен с вторым входом блока автоматического управления процессом перегрузки деталей из сушильной камеры на устройство выгрузки, вторая группа выходов которого соединена с электромагнитными распределителями управления силовыми цилиндрами углового перемещения штанг из сушильной камеры на устройство выгрузки, выход датчика загрузки устройства выгрузки соединен с третьим входом блока автоматического управления процессом перегрузки деталей из сушильной камеры на устройство выгрузки, третья группа выходов которого соединена с электромагнитными распределителями управления силовыми цилиндрами устройства выгрузки, выход второго датчика положения автооператора соединен с четвертым входом блока автоматического управления процессом перегрузки деталей из сушильной камеры на устройство выгрузки, четвертая группа выходов которого соединена с соответствующими входами командоаппарата. Автоматическое управление гальванической линией обеспечивает повышение производительности линии, повышает точность толщины гальванических покрытий и, при поддержании параметров электролитов и режимов, - точное повторение результатов при обработке одинаковых деталей. Однако применение ряда ванн увеличивает вес линии, занимаемую ею объем и площадь. Для применения линии при нанесении покрытий в атмосфере инертных газов необходимо применение общей герметизирующей камеры увеличенных размеров. Необходимость автооператора и механизмов переноса деталей так же усложняет линию. Поэтому, применение линии для повышения качества гальванических покрытий неэкономично.
Известны способ струйной химической обработки и очистки поверхностей плоских изделий [12], и устройство для струйного травления плоского изделия [13], включающий их загрузку в ванну, подачу обрабатывающей среды в виде растворов обезжиривания, травления, активации и/или промывной воды из баков с помощью локальных напорных систем в горизонтально расположенные коллекторы со струеформирующими элементами - форсунками, обеспечивающие формирование управляемых для разного времени экспозиции струйных потоков и выполненные с возможностью возвратно-поступательного перемещения относительно обрабатываемых поверхностей изделий с помощью соответствующих исполнительных органов и механизмов, причем струйно-динамическую обработку изделий при возвратно-поступательном перемещении струйных потоков относительно указанных изделий начинают с верхней точки обрабатываемых поверхностей, а после окончания по крайней мере струйно-динамической химической обработки изделий в процессе выгрузки изделий осуществляют их очистку от остатков соответствующего раствора путем подачи на их поверхность промывной воды или промывной воды, загрязненной основным отмываемым компонентом, сжатого воздуха или инертного газа из расположенных в верхней части ванны статично размещенных коллекторов со струеформирующими элементами с определенным количеством коллекторов. При этом емкости, из которых подаются растворы могут быть с двойными стенками, между которыми находится горячая вода. Известный способ позволяет осуществлять высококачественную предварительную обработку деталей, экономичен, и, благодаря возможности переключения на подачу разных типов жидкостей через одни и те же коллекторы и благодаря отсутствию необходимости переноса деталей в следующие рабочие позиции, имеет относительно небольшие вес и габариты. Однако он не может применяться в качестве экономичной автоматической гальванической линии из-за недостатка операций, обеспечивающих раздельный слив растворов, гальваническое осаждение металлов на детали.
Известна линия гальванохимической обработки деталей [14], содержащая последовательно установленные ванны технологических операции нанесения покрытий, после каждой из которых установлены соответствующие ванны промывки; а также механизм подачи промывной жидкости через трубопроводы в ванны промывки, причем ванны промывки соединены трубопроводами, образующими с датчиком концентрации примесей в ванне промывки деталей после нанесения на них покрытия, подключенным к устройствам открывания и закрывания трубопроводов, механизм подачи промывной жидкости в ванны, который выполнен с возможностью одновременного открывания трубопроводов для подачи жидкости из ванны промывки после технологической операции в ванну промывки предыдущей технологической операции, для подачи жидкости из ванны промывки после первой технологической операции на слив и для подачи в ванну промывки после гальванопокрытия чистой воды при превышении концентрации раствора в ней, а при достижении концентрации раствора в ванне промывки после гальванопокрытия установленной нормы - с возможностью одновременного закрывания трубопроводов; при этом ванны промывки могут быть выполнены многосекционными, образующими каскады с возможностью переливания промывочной жидкости при превышении ее объема в предыдущую секцию ванны, а трубопроводами соединены последняя секция каждой предыдущей ванны промывки с первой секцией каждой последующей ванной промывки. Автоматическое управление гальванической линией обеспечивает повышение производительности линии, повышает точность толщины гальванических покрытий и, при поддержании параметров электролитов и режимов, - точное повторение результатов при обработке одинаковых деталей. Однако применение ряда ванн увеличивает вес линии, занимаемую ею объем и площадь, высокую металлоемкость. Для применения линии при нанесении покрытий в атмосфере инертных газов необходимо применение общей герметизирующей камеры увеличенных размеров. Необходимость механизмов переноса деталей так же усложняет линию. Поэтому, применение линии для повышения качества гальванических покрытий неэкономично.
Известна автоматическая линия для химических и гальванических покрытий [15], содержащая процессные ванны и ванны промывки, средство для межоперационного транспортирования обрабатываемых деталей, позиции загрузки и выгрузки, рельсовый путь, датчики, систему вентиляции, устройство программного управления, поддон для сбора капель с транспортируемых деталей, причем ванны расположены в два ряда длинными сторонами вдоль гальванической линии, ванны промывки расположены напротив процессных ванн, снабженных крышками со скользящим элементом и секциями системы вентиляции с регулируемыми отверстиями в подкрышечное пространство процессных ванн, средство для межоперационного транспортирования обрабатываемых деталей выполнено в виде транспортного робота с кабиной, снабженного электроприводом движения вдоль гальванической линии и электроприводом для поперечного перемещения кабины, установленной на платформе, на которой смонтирован привод для подъема-опускания деталей внутри кабины, рельсовые пути транспортного робота расположены между рядами процессных ванн и ванн промывки и выполнены в виде двух параллельных швеллеров, жестко закрепленных на платформе, внутри которых расположены четыре ходовых колеса транспортного робота, при этом кабина снабжена расположенным на уровне торца крышки процессной ванны скользящим элементом с возможностью взаимодействия со скользящим элементом крышки процессной ванны, и выступающей рамой захвата крышки процессной ванны, устройство программного управления выполнено в виде бортового контроллера с элементами управления и индикации, расположенного на транспортном роботе, под упомянутым поддоном расположен бак для сбора капель с краном для слива содержимого бака в отдельно стоящую в гальванической линии емкость. Гальваническая линия выполняет основные операции автоматически, этим обеспечивая высокую производительность, точность толщины гальванических покрытий и, при поддержании параметров электролитов и режимов, - точное повторение результатов при обработке одинаковых деталей. Однако аналогично предыдущему аналогу, применение ряда ванн увеличивает вес линии, занимаемую ею объем и площадь, высокую металлоемкость. Для применения линии при нанесении покрытий в атмосфере инертных газов необходимо применение общей герметизирующей камеры увеличенных размеров. Необходимость механизмов переноса деталей так же усложняет линию. Поэтому, применение линии для повышения качества гальванических покрытий неэкономично.
Известны способы связывания кислорода нагретыми растворами восстановителей: сульфитов и бисульфитов натрия и калия [16], [17], хлорида двухвалентного железа [18]. Растворы этих солей не образуют токсичные испарения, причем применение сульфитов и бисульфитов предпочтительнее, так как получающиеся сульфаты хорошо растворимы водой и легко смываются, не загрязняя ванны. Однако применение этих растворов для полного удаления кислорода при подаче инертного газа в камеру автоматической гальванической линии в литературе не рассмотрено.
Наиболее близким техническим решением является автоматизированная линия для электролитического нанесения покрытий [19], содержащая раму с установленными на ней в зоне обработки деталей проточными ячейками обезжиривания и нанесения покрытия, систему управления, транспортер для перемещения деталей, а также коммутаторы рабочих сред по количеству проточных ячеек, датчики наличия детали, датчики зажима детали, индивидуальные токоподводы к обрабатываемым деталям с системой регулировки силы тока, пневмосистему сжатого воздуха, причем зона обработки деталей состоит из кинематически не связанных модулей обезжиривания, монтажа анода, нанесения покрытия, демонтажа анода, а коммутатор рабочих сред содержит распредвал с кулачками, взаимодействующими с гидроклапанами и пневмоклапанами, датчик положения распредвала, при этом модули обезжиривания и нанесения покрытия содержат независимые транспортные механизмы в виде грейферных (прерывисто движимых) механизмов, а каждый модуль снабжен накопителем деталей гравитационного типа, содержащим датчик наличия детали. Автоматическая работа гальванической линии обеспечивает высокую производительность, точность толщины гальванических покрытий и, при поддержании параметров электролитов и режимов, - точное повторение результатов при обработке одинаковых деталей. Однако линия имеет такие же недостатки, как и предыдущие аналоги. Применение череды зон обработки и покрытия, необходимость механизмов перемещения деталей в очередную зону увеличивает вес линии, занимаемую ею объем и площадь, и линия имеет высокую металлоемкость. Для применения линии при нанесении покрытий в атмосфере инертных газов необходимо применение общей герметизирующей камеры увеличенных размеров. Необходимость механизмов переноса деталей также усложняет линию. Поэтому, применение линии для повышения качества гальванических покрытий неэкономично.
Целью изобретения является уменьшение металлоемкости и размеров, повышение качества работы и расширение функциональных возможностей автоматической линии химической обработки и гальванических покрытий деталей.
Цель достигается тем, что:
1. в способ химических и гальванических покрытий, предварительной и межоперационной обработки деталей, включающий загрузку деталей в герметизируемую камеру, предварительную струйную промывку деталей в ванне, обезжиривание и промывку, декапирование и промывку, обработку поверхности и промывку деталей, нанесение первого слоя покрытия и промывку, обработку поверхности и промывку деталей, нанесение каждого следующего слоя с последующими промывками, обработкой поверхности с промывкой, сушку, в котором обезжиривание и обработка поверхности могут быть химическими или гальваническими, первая обработка для металлических деталей включает в себя декапирование и полирование, а для неэлектропроводных деталей (пластмассовых, стеклянных, керамических, органических или минеральных) - повышение сцепляемости с покрытием и электропроводности, а последующие обработки между операциями покрытий могут быть полированием или отсутствовать, причем все операции промывки, обработки поверхности и нанесения покрытий выполняются погружением и в струе соответствующего раствора или промывочной деионизированной воды, имеющих заданную температуру и барботируемых инертным газом; при этом гальваническое покрытие осуществляется асимметричным током подачей электрического напряжения на подвешенную деталь и на противоэлектрод, например, на нерастворимый анод или анодную корзину ванны, а форма и продолжительность тока задается контроллером (компьютером) линии, введены:
- вытеснение инертным газом воздуха из камеры, предшествующее всем операциям, с одновременным полным связыванием остатков кислорода атмосферы внутри камеры дождем нагретого раствора сульфитов щелочных металлов;
- циркуляция обескислороженного инертного газа путем откачки его из камеры и возврата в ванны для барботажа струй, с поддержанием давления на уровне давления вне камеры за счет восполнения утечек из камеры, например, подачей из баллона, по сигналу датчика давления, например, через гидрозатвор с раствором сульфитов щелочных металлов или хлорида двухвалентного железа;
- смена растворов и деионизированной воды, подаваемых струями в ванны, а также их раздельный экономящий слив в устройства глубокой очистки и коррекции обеспечивается узлами переключения жидкостей на основе электромагнитных клапанов, управляемых контроллером линии, причем растворы для покрытий подаются в ванну полностью очищенными от шлама, включая субмикронного, откорректированными по составу, плотности, показателю кислотности и температуре.
2. в автоматическую камеру для осуществления этого способа, содержащую: кожух 1 с герметизируемыми створками, предназначенными для загрузки-выгрузки деталей и обслуживания камеры, внутри которого размещены N одинаковых ванн (N≥1), из химически стойкого диэлектрика, для погружения обрабатываемых и покрываемых деталей, трубы для подвода растворов обработки и нанесения покрытий и инертного газа, изолированная разветвленная катодная шина для подвеса и подключения деталей к внешнему источнику тока, управляемому контроллером, анодные корзины или нерастворимые аноды, соединенные с изолированной анодной шиной для их подключения к внешнему источнику тока, введены:
- стеллажи, расположенные внутри камеры, из химически стойкого диэлектрического материала и имеющие канал стока на наклонное дно камеры, причем стеллажи предназначены для размещения на них заполненных растворами ванн с анодами, трубами и деталями и способны выдержать их вес;
- два узла переключения жидкостей на основе электромагнитных клапанов, управляемых контроллером, причем входы первого подключены к выходам напорных источников химических растворов для обработки деталей, растворов с глубокой очисткой для покрытия деталей и деионизированной воды, а выход - к входу каждой ванны, расположенному на ее дне; вход второго соединен с отверстием на нижней точке наклонного дна камеры, а выходы - к входам источников для забора загрязненных и отработанных растворов и воды; при этом вход ванны может быть разделен на несколько входов, взаимно разнесенных на дне ванны;
- управляемый контроллером первый электромагнитный клапан, общий для всех ванн, выход которого соединен с теми же входами на дне ванн, а вход - с выходом Напорного источника инертного газа; два датчика давления газов, один из которых расположен внутри верха кожуха, а другой снаружи, выходы которых соединены с контроллером; управляемый контроллером второй электромагнитный клапан, вход которого соединен с отверстием наверху кожуха, а выход - с всасывающим входом источника инертного газа, содержащим баллон инертного газа и гидрозатвор с раствором сульфитов щелочных металлов или хлорида двухвалентного железа;
- дождевальная система, содержащая форсунки-распылители на трубе, размещенной по верхнему периметру внутри кожуха, вход которой через третий электромагнитный клапан, управляемый контроллером, соединен с напорным источником горячего раствора сульфитов;
- причем, стенки кожуха выполнены из ударопрочного химически стойкого Прозрачного материала, например, поликарбоната и ПВХ, и закреплены на несущей арматуре из титана; стеллажи отстоят от каждой стенки кожуха на расстоянии не менее 0,1 м, необходимом для обслуживания камеры;
- дно каждой ванны имеет дополнительный патрубок для удаления жидкостей из ванны самотеком;
- ванны выполнены с двойными стенками с открытым верхом, расстояние между которыми не менее 0,1 диаметра ванны, при этом наружная стенка расположена выше внутренней более, чем на 5 мм; а анодная корзина или нерастворимый анод расположен между этими стенками ванны.
Существенным отличием способа химических и гальванических покрытий, предварительной и межоперационной обработки деталей от аналогов и прототипа является введение следующих операций: вытеснение инертным газом воздуха из камеры, предшествующее всем операциям, с одновременным полным связыванием остатков кислорода атмосферы внутри камеры дождем нагретого раствора сульфитов щелочных металлов; циркуляция обескислороженного инертного газа путем его из камеры и возврата в ванны камеры для барботажа струй, с поддержанием давления на уровне давления вне камеры за счет восполнения утечек из камеры, например, подачей из баллона внешнего напорного источника инертного газа, по сигналу датчика давления, например, через его гидрозатвор с раствором сульфитов щелочных металлов или хлорида двухвалентного железа; смена растворов и деионизированной воды, подаваемых струями в ванны, а также их раздельный экономящий слив в устройства глубокой очистки и коррекции внешних напорных источников этих жидкостей обеспечивается узлами переключения жидкостей на основе электромагнитных клапанов, управляемых контроллером линии, причем растворы для покрытий подаются в ванну от внешних напорных источников полностью очищенными от шлама, включая субмикронного, откорректированными по составу, плотности, показателю кислотности и температуре.
Введенные технологические операции в таком сочетании, обеспечивающем достижение цели изобретения, применяется впервые, следовательно, является признаком новизны способа.
Существенным отличием автоматической камеры для осуществления этого способа является введение стеллажей, расположенных внутри камеры, выполненных из химически стойкого диэлектрического материала и имеющих канал, стока на наклонное дно камеры, причем стеллажи предназначены для размещения на них заполненных ванн с анодами, трубами и деталями и способны выдержать их вес; двух узлов переключения жидкостей на основе электромагнитных клапанов, управляемых контроллером, причем входы первого подключены к выходам напорных источников химических растворов для обработки деталей, растворов с глубокой очисткой для покрытия деталей и деионизированной воды, а выход - к входу каждой ванны, расположенному на ее дне; вход второго соединен с отверстием на нижней точке наклонного дна камеры, а выходы - к входам источников для забора загрязненных и отработанных растворов и воды; при этом вход ванны может быть разделен на несколько входов, взаимно разнесенных по площади дна ванны; управляемого контроллером первого электромагнитного клапана, общему для всех ванн, выход которого соединен с теми же входами на дне ванн, а вход - с выходом напорного источника инертного газа; два датчика давления газов, один из которых расположен внутри верха кожуха, а другой снаружи, выходы которых соединены с контроллером; управляемого контроллером второго электромагнитного клапана, вход которого соединен с отверстием наверху кожуха, а выход - с всасывающим входом источника инертного газа, содержащим баллон инертного газа и гидрозатвор с раствором сульфитов щелочных металлов или хлорида двухвалентного железа; дождевальной системы, содержащей форсунки-распылители на трубе, размещенной по верхнему периметру внутри кожуха, вход которой через третий электромагнитный клапан, управляемый контроллером, соединен с напорным источником горячего раствора сульфитов; причем, стенки кожуха выполнены из ударопрочного химически стойкого прозрачного материала, например, поликарбоната и ПВХ, и закреплены на несущей арматуре из титана; стеллажи отстоят от каждой стенки кожуха на расстоянии не менее 0,1 м, необходимом для обслуживания камеры; дно каждой ванны имеет дополнительный патрубок для удаления жидкостей из ванны самотеком после прекращения подачи жидкости на вход ванны; ванны выполнены с двойными стенками с открытым верхом, расстояние между которыми не менее 0,1 диаметра ванны, при этом наружная стенка расположена выше внутренней более, чем на 5 мм; а анодная корзина или нерастворимый анод расположен между этими стенками ванны. Введенные в автоматическую камеру для осуществления способа химических и гальванических покрытий, предварительной и межоперационной обработки деталей новые компоненты и их связи между собой и остальными его компонентами применяются впервые, и это является признаком новизны технического решения.
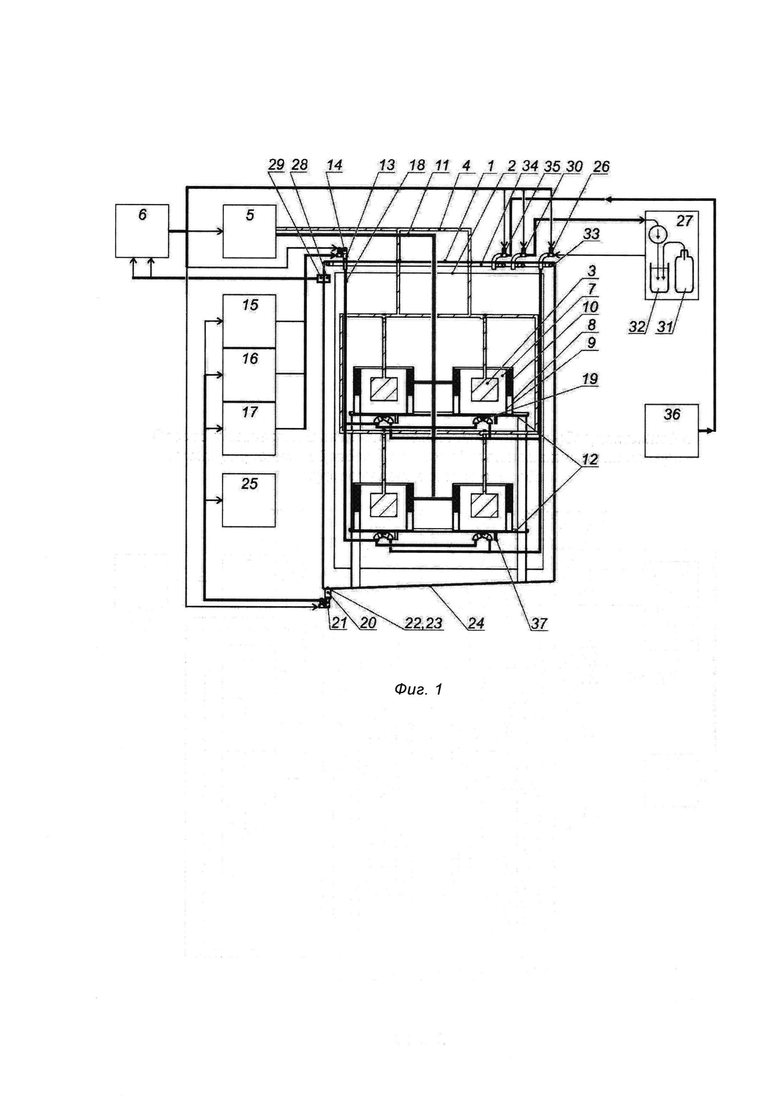
Эскиз автоматической камеры для осуществления способа химических и гальванических покрытий, предварительной и межоперационной обработки деталей приведен на фиг. 1. Согласно этому эскизу автоматическая камера химических и гальванических покрытий содержит: кожух 1 с герметизируемыми створками 2 (не показаны, т.к. их описание не обязательно) для загрузки-выгрузки деталей 3, подвешенных на разветвленную несущую изолированную катодную шину 4, электрически соединяющую их с внешним источником 5 асимметричного тока, управляемым контроллером 6, N одинаковых диэлектрических ванн 7, где N≥1, выполненных с двойными стенками, зазор между которыми более 0,1 диаметра ванны, при этом наружная стенка 8 расположена выше внутренней стенки 9 более, чем на 10 мм, анодные корзины или нерастворимые аноды 10, расположенные между этими стенками ванн 7 и соединенные посредством изолированной анодной шины 11 с внешним источником 5, М решетчатых стеллажей 12 для установки на них ванн 7, где М≥1, расположенных внутри кожуха 1, отстоящих от каждой его боковой стенки на расстоянии не менее 0,1 м, первый узел 13 переключения жидкостей на основе электромагнитных клапанов 14, управляемых контроллером 6, причем входы узла 13 подключены к выходам внешних напорных источников 15 химических растворов для обработки деталей, к выходам внешних напорных источников 16 растворов с глубокой очисткой для покрытия деталей и к выходу внешнего напорного источника 17 деионизированной воды, а выход, посредством труб 18, подключен к входу 19 каждой ванны 7, расположенному на ее дне, при этом вход 19 ванны 7 может быть разделен на несколько параллельно включенных входов, взаимно разнесенных на дне ванны 7; второй узел 20 переключения жидкостей на основе электромагнитных клапанов 21, управляемых контроллером 6, причем вход 22 узла 20 соединен с отверстием 23 на нижней Точке наклонного дна 24 кожуха 1, а выходы - к входам источников 15, 16, 17 для очистки и восстановления параметров растворов и воды, и к входу внешнего устройства 25 утилизации сульфатов; первый Обособленный электромагнитный клапан 26, управляемый контроллером 6, выход которого соединен с теми же входами 19 на дне ванн 7, а вход - с выходом внешнего напорного источника 27 инертного газа; датчики давления газов 28 и 29, первый из которых расположен внутри верха кожуха, а другой снаружи, выходы которых соединены с контроллером 6; управляемый контроллером 6 второй электромагнитный клапан 30, вход которого соединен с отверстием наверху кожуха 1, а выход - с всасывающим входом источника 27, содержащим баллон 31 инертного газа и гидрозатвор 32 с раствором сульфитов щелочных металлов или хлорида двухвалентного железа, причем первый вход гидрозатвора 32 является входом источника 27, второй его вход соединен с выходом баллона 31, а выход является выходом источника 27; дождевальную систему 33, содержащую форсунки-распылители на трубе 34, размещенной по верхнему периметру внутри кожуха, вход которой через третий электромагнитный клапан 35, управляемый контроллером 6, соединен с внешним напорным источником 36 горячего раствора сульфитов; причем дно каждой ванны 7 имеет патрубок 37 для удаления жидкостей из ванны самотеком.
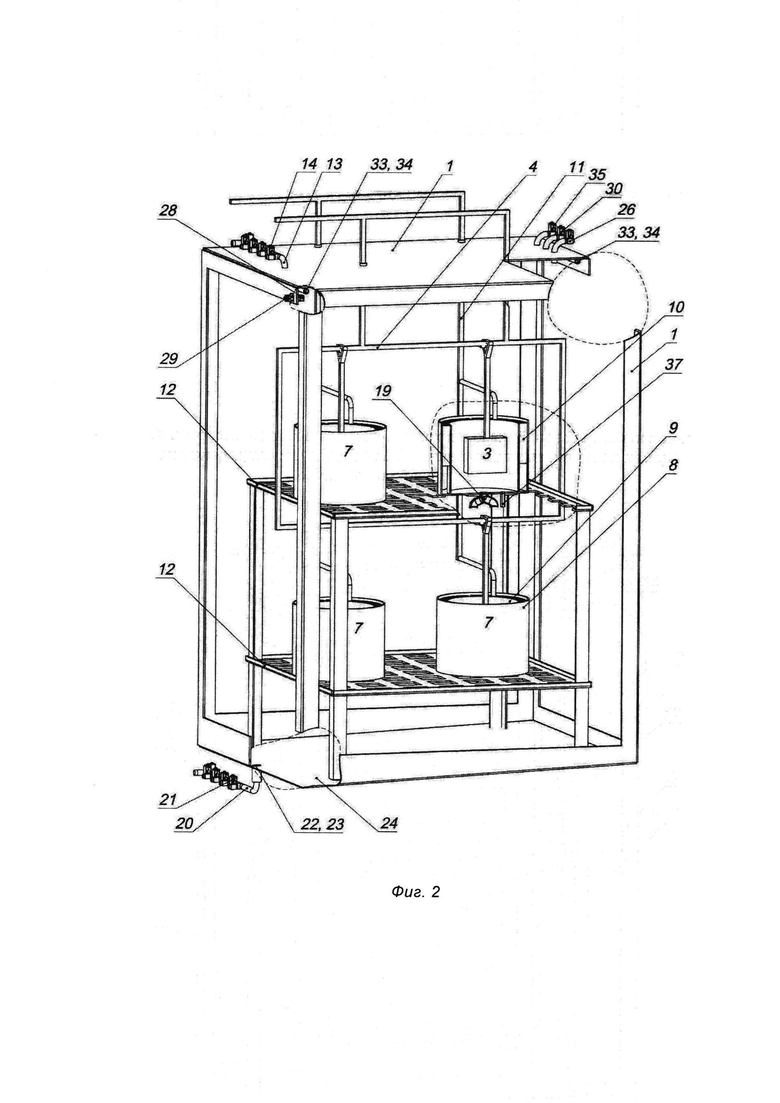
Для большей наглядности на фиг. 2 приведена схема камеры, без внешних по отношению к ней подключений, створок и труб, в изометрии.
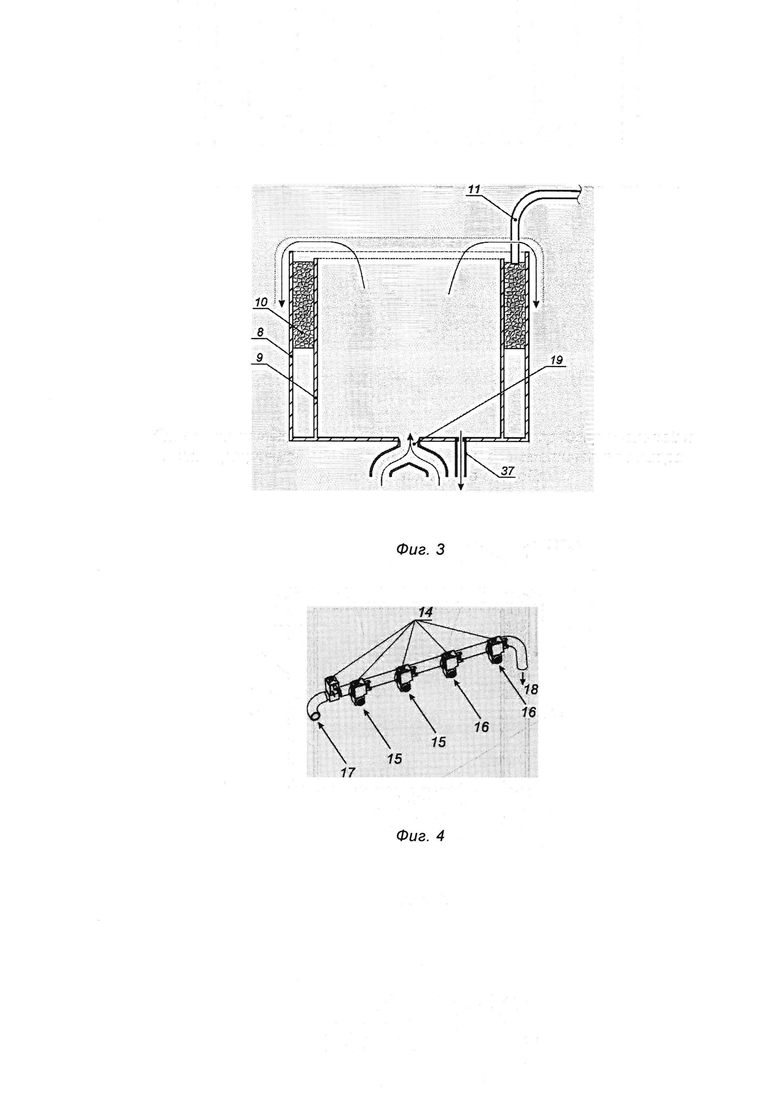
На фиг. 3 представлен эскиз диэлектрической гальванической ванны 7, где показаны: ее внешняя стенка 8, внутренняя стенка 9, между которыми расположен нерастворимый анод (анодная корзина) 10, ее выходы 19 и 37, фрагмент анодной шины 11, соединенный с анодом 10.
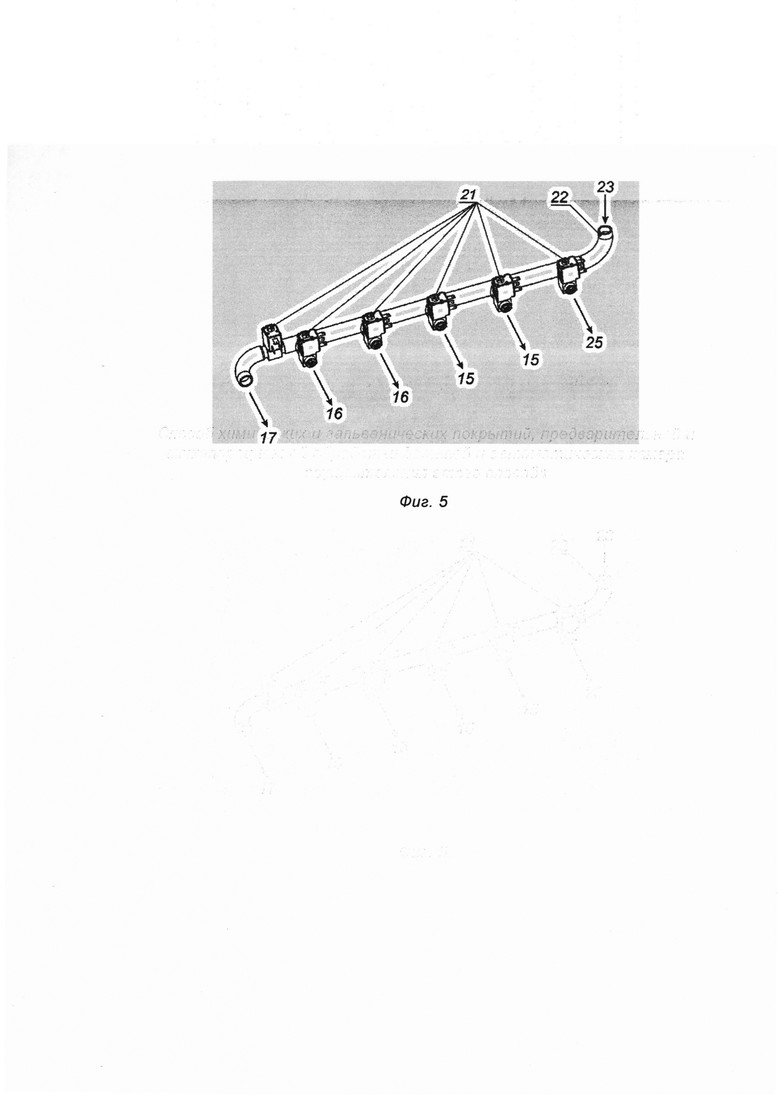
На фиг. 4 показана схема узла 13 переключения подаваемых жидкостей, где 14 - электромагнитные клапаны, 15, 16 и 17 - потоки от внешних напорных источников 15, 16 и 17 подачи растворов обработки, растворов для покрытия и деионизированной воды, 18 - поток на выходе переключателя; а на фиг. 5 - схема узла 20 переключения сливаемых жидкостей, где 21 - электромагнитные клапаны, 15, 16 и 17 - потоки на очистку и восстановление к внешним напорным источникам 15, 16 и 17 растворов обработки, растворов для покрытия и деионизированной воды, 25 - поток к устройству 25 утилизации сульфатов, 22 - вход узла 20, на который поступает поток переменного состава из отверстия 23 дна камеры.
Осуществление способа химических и гальванических покрытий, предварительной и межоперационной обработки деталей посредством автоматической камеры (фиг. 1) заключается в следующем.
При открытых створках 2 кожуха 1 осуществляется загрузка обрабатываемых деталей 3 внутрь ванн 7 путем их подвешивания крюками на несущие катодные шины 4, которые для повышения ресурса и для защиты загрязнения растворов из-за возможного растворения их металла (меди) имеют химически стойкое изоляционное покрытие, вскрытое только в местах электрических контактов. Это обеспечивает электрический контакт деталей 3 и шин 4. Во время загрузки деталей атмосфера камеры становится воздушной, т.е. содержащей более 20% кислорода. После загрузки деталей створки 2 герметично закрываются, и включается контроллер 6 управления камеры. Алгоритм работы контроллера обеспечивает выполнение следующих технологических операций:
1. Подготовка растворов. Выполнение функций камеры становятся возможными после установления заданного состава, концентрации, чистоты и температуры растворов во внешних источниках 15 растворов для предварительной обработки деталей, включающей обезжиривание, декапирование с полировкой, во внешних источниках 16 растворов для покрытия деталей, во внешнем источнике 36 раствора сульфитов (поглотителя кислорода) и во внешнем источнике 17 деионизированной воды. Эти параметры отслеживаются контроллером 6 до старта камеры.
2. Очистка атмосферы камеры (фиг 1, фиг 2). При старте камеры контроллер 6 включает электромагнитный клапан 35, и через него в дождевальную систему 33 от источника 36 поступает подогретый раствор сульфитов, который через форсунки-отверстия на трубе 33 интенсивно распыляется вдоль створок (стенок) кожуха 1 и активно поглощает кислород, превращаясь в раствор сульфатов, стекающий на дно 24 кожуха 1. Контроллер 6 включает также электромагнитный клапан 26, через который инертный газ от источника 27, например азот или аргон, подается на входы 19 ванн 7, и Минуя ванны, поступает в атмосферу внутри кожуха 1. Подача инертного газа немного превышает по объему поглощение кислорода внутри кожуха 1, и не останавливается после этого подготовительного поглощения кислорода, продолжаясь в течение полного цикла работы автоматической камеры для загруженной партии деталей. При этом перепад давлений между внешней атмосферой цеха и атмосферой внутри кожуха 1, отслеживается датчиками 28 и 29 контроллера 6. Если внутри кожуха давление атмосферы выше, чем в цеху, то контроллер 6 включает электромагнитный клапан 30, и через него избыточный инертный газ всасывается от отверстия сверху кожуха 1 в источник 27 для дополнительной очистки от кислорода в его гидрозатворе 32. Неизбежная потеря инертного газа из-за утечек в створках 2 кожуха 1 восполняется из баллона 31 источника 27. Одновременно с включением клапана 35 подачи раствора сульфитов контроллер 6 включает клапан узла 20, связанный с входом устройства 25 утилизации сульфатов. При скачке повышения давления атмосферы в кожухе 1, которое возникает, когда поглощение кислорода из нее почти прекращается из-за низкой концентрации, контроллер отключает клапан 35, и подача сульфитов в дождевальную систему 33 прекращается. С задержкой времени τ1, необходимой для почти полного стекания раствора сульфатов на дно 24 камеры 1, которое определяется экспериментально при настройке контроллера 6, он выключает клапан узла 20, связанный с входом устройства 25 утилизации сульфатов.
3. Далее следует промывка (фиг 1, фиг 2). Контроллер 6 включает клапан узла 13, связанный с выходом источника 17 деионизированной воды, и она подается на входы 19 на дне ванн 7, и ее пузырящаяся смесь с инертным газом, поступающим на эти же входы, обеспечивает кавитацию (эффект джакузи) для качественной промывки деталей 3. Так как внутренние диаметры патрубков 37 на дне ванн 7 меньше четверти диаметра входов 19, жидкость заполняет ванну 7 и выливается на дно 24 кожуха 1. Одновременно контроллером 6 включается клапан узла 20, связанный с всасывающим входом источника 17 деионизированной воды для очистки. С задержкой времени τ2, которое определяется экспериментально при настройке контроллера 6 и согласно достижения низкого значения электропроводности промывочной воды, незапачканной, т.е. деионизированной до поступления в ванны 7, сначала отключается клапан узла 13, связанный с выходом источника 17 деионизированной воды, и потом, с задержкой времени τ3 самотека через патрубок 37, отключается клапан узла 20, связанный с всасывающим входом источника 17 деионизированной воды.
4. Обезжиривание, декапирование, химическое полирование (фиг 1, фиг 2). Контроллер 6 включает клапан узла 13, связанный с выходом источника 15, соответствующим технологической операции обработки, и аналогичный клапан узла 20, связанный с всасывающим входом источника 15. Операции выполняются в ваннах 7 интенсифицировано, с одновременной подачей раствора и инертного газа на их входы 19, Через установленное время τ4 выполнения каждой операции обработки детали 3 контроллер 6 выключает соответствующий клапан узла 13, и с задержкой времени τ3 самотека выключает соответствующий клапан узла 20.
5. Повторение операции промывки (п. 3).
6. Покрытие токопроводящей поверхности детали слоем металла, сплава или несколькими слоями металлов (фиг 1, фиг 2). Контроллер 6 включает клапан узла 13, связанный с выходом источника 16, соответствующим технологической операции покрытия, и аналогичный клапан узла 20, связанный с всасывающим входом источника 16. Одновременно включается источник 5 асимметричного тока, обеспечивающего покрытие деталей 3. При катодном токе, т.е. при длинном импульсе отрицательного электрического потенциала детали 3 относительно анода 10 (фиг. 3), на поверхности детали разряжаются ионы соответствующего металла и водорода, который частично встраивается атомарно в структуру покрытия, и частично соединяется в молекулы водорода, образуя пузырьки, прикрепленные к точкам выделения на поверхности детали. При анодном токе, т.е. при коротком импульсе положительного электрического потенциала детали 3 относительно анода 10, атомарный водород успевает удалиться из структуры покрытия, благодаря их высокой подвижности представляющих его протонов, имеющих малые размеры по сравнению с ионами покровного металла. Обратно в раствор электролита переходят также частицы случайного шлама, и частично, т.е. от 1 до 10%, в зависимости от технологии, растворяется металл покрытия. Одновременная подача свежего особо очищенного электролита и инертного газа на входы 19 ванн 7 (фиг. 3) обеспечивает постоянное активированное удаление катодного шлама и пузырьков водорода с поверхности деталей 3, струя свежего электролита омывает детали 3 и препятствует приближению к ним частиц шлама и несвежего электролита. Поднимающийся поток электролита проходит над анодами 10, захватывая анодный шлам, и удаляется из рабочей зоны ванн 7, переливаясь через их наружную стенку 8 на дно 24 кожуха 1. Поэтому детали 3 окружены всегда особо чистым электролитом, скорость потока которого совсем не влияет на движение ионов металла или сплава, переносимых на эти детали. По истечении заданного времени τ5, процесса покрытия детали 3 одним слоем, контроллер 6 выключает соответствующий клапан узла 13, и с задержкой времени τ3 самотека выключает соответствующий клапан узла 20.
7. Повторение операции промывки (п. 3).
8. Если необходимо осуществить покрытие детали следующим слоем другого металла, повторяется операция покрытия (п. 6). При этом контроллер 6 включает клапан узла 13, связанный с выходом источника 16, соответствующим электролиту другого металла или сплава покрытия, и аналогичный клапан узла 20, связанный с всасывающим входом источника 16.
9. Повторение операции промывки (п. 3).
Операции покрытия и промывки повторяются k раз, где: k - количество последовательных слоев покрытия на деталь 3.
10. Сушка деталей 3 (фиг 1, фиг 2). После операций нанесения покрытий детали 3 остаются некоторое время нагретыми, это создает условия для удаления остатков особо очищенной деионизированной воды с их поверхности. Контроллер 6 включает клапаны 26 и 30, и инертный газ, поступающий на входы 19 ванн 7, обдувает и высушивает детали 3.
Благодаря тому, что вход узла 13, связанный с выходом источника 17 деионизированной воды, расположен крайним противоположным по отношению к выходу узла 13 (фиг. 4), операции промывки, следующие за операциями обработки и покрытия, очищают узел 13 от остатков растворов, обеспечивая чистоту растворов, поступающих в ванны 7 камеры. Аналогично выход узла 20, связанный с входом источника 17 деионизированной воды, расположен крайним противоположным по отношению к входу узла 20 (фиг. 5), и при операции промывки узел 20 тоже очищается от остатков рабочих растворов, уменьшая их расход при восстановлении состава в их источниках 15. 16, 17.
Применение одной ванны, для проведения всех операций обработки и покрытий над одной деталью или небольшой группой деталей, с последовательной сменой растворов и промывочной воды позволило исключить перенос деталей при переходе к следующей операции. Поэтому конструкция заявляемой камеры более компактна и экономична по сравнению со всеми аналогами, а отсутствие механизмов переноса деталей повышает надежность и ресурс автоматической камеры. Индивидуальные ванны для каждой деталей или одинаковых небольших одинаковых групп деталей обеспечивает лучшие одинаковые условия обработки и покрытия деталей при меньших затратах, не увеличивая размеры камеры.
Таким образом, в предлагаемом способе химических и гальванических покрытий, предварительной и межоперационной обработки деталей и автоматической камере для осуществления этого способа достигается цель изобретения - уменьшение металлоемкости и размеров, повышение качества работы и расширение функциональных возможностей автоматической линии химической обработки и гальванических покрытий деталей.
Заявляемый способ химических и гальванических покрытий, предварительной и межоперационной обработки деталей и автоматическая камера для осуществления этого способа универсальны с точки зрения возможности осуществления высококачественных покрытии с повышенной коррозионной стойкостью на детали из разных материалов, различными металлами и сплавами, и могут применяться во всех промышленных отраслях для покрытия деталей металлами и их соединениями.
Для изготовления кожуха 1, в том числе его несущей арматуры, и труб, применяется титан марки ВТ1-0, створки 2 кожуха изготавливаются из ударопрочного химически стойкого прозрачного материала например, поликарбоната. Материал ванн 7 - стеклотекстолит или полипропилен, стеллажей 12 - стеклотекстолит, анодных корзин или анодов 10 - титан или графит. Клапаны 14, 21, 26, 30, 35 выполняются с химически стойкими каналами.
Список использованной литературы
1. Патент RU 2149228 С1 МПК C25D 21/08 от 05.08.1998.
2. Патент RU 21 01396 С1 МПК C25D 21/08 от 27.02.1996.
3. Патент RU 2484182 С2 МПК С25В 1/00 от 17.02.2010.
4. Патент RU 2043431 C1 C25D 21/04. C25D 19/00 от 18.08.1992 C25D 21/04 удаление газов или паров.
5. Патент RU 2015212 С1 МПК C25D 21/04 от 24.06.1991.
6. Патент RU 2024653 С1 МПК C25D 21/04 от 08.01.1991.
7. Патент RU 2281990 С2 МПК C25D 3/12. C25D 5/18. C25D 17/00 от 06.12.2001.
8. Патент RU 94008708 А1 МПК C25D 19/00. C25D 21/08 от 27.10.1995.
9. Патент US 9238874, C25D 21/12. C25D 17/08. Method and apparatus for electroplating metal parts от 29.01.2015.
10. Патент RU 2643095 C1 МПК C25D 19/00. C25D 21/12. СПК C25D 21/12 от 10.10.2016.
11. Патент RU 1816003 С МПК C25D 21/12 от 17.10.1989.
12. Патент RU 2426820 С1 МПК C25D 19/00. C23G 3/00. C25D 21/08. C25D 21/12 от 28.12.2009.
13. Патент RU 2488646 C1 МПК C23F 1/00, C23G 3/00, C25D 21/12 от 20.06.2012.
14. Патент RU 2328558 С2 МПК C25D 19/00. C25D 21/08 от 11.11.2004.
15. Патент RU 2379382 С2 МПК C25D 19/00. С23С 1 8/00 от 02.04.2008.
16. М.Е. Позин. Технология минеральных солей. Часть 2. - Л.: Химия. 1974. 768 с.
17. М.Ю. Бондарь, М.Ю. Шустер, В.М. Карпам, М.Ю. Костина. М.А. Азаматов. Проект АСП. Проблематика растворенного кислорода. Теория и практика. / Журнал «Георесурсы/Georesources», 2018, т. 20, №1, С. 32-38.
18. К.М. Вансовская. Г.А. Волянюк. Промышленная гальванопластика. Библиотечка гальванотехника. Под ред. П.М. Вячеславова. Выпуск 10. - Л.М.: "Машиностроение", 1986. 103 с.
19. Патент RU 2202008 C2C25D 19/00 от 05.04.2001.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПИНОВЫЙ КЛАПАН С ЗАМКНУТЫМИ КОАКСИАЛЬНЫМИ ИЛИ ПАРАЛЛЕЛЬНЫМИ СЛОЯМИ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2776236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ ЧИСТОГО ФЕРРОМАГНИТНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2470097C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| Способ подготовки сорбента | 1990 |
|
SU1730302A1 |
| СПОСОБ ЛОКАЛЬНОГО ХРОМИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2430197C1 |
| ЛИНИЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2004 |
|
RU2328558C2 |
| Автоматизированная установка нанесения гальванических покрытий | 2024 |
|
RU2833577C1 |
| СПОСОБ СТРУЙНОЙ ХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ПЛОСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2426820C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Способ управления операциями промывки деталей в выполненной в одноуровневой компоновке гальванической линии | 2020 |
|
RU2761305C1 |
Группа изобретений относится к способу химической обработки и гальванического нанесения покрытия на детали и автоматической камере для химической обработки и гальванического нанесения покрытия на детали упомянутым способом. В способе детали загружают внутрь ванн, размещенных в герметизируемой камере, и выполняют технологические операции при погружении деталей в соответствующий раствор, барботируемый инертным газом. Перед всеми операциями осуществляют вытеснение инертным газом воздуха из камеры с обеспечением одновременного полного связывания остатков кислорода атмосферы внутри камеры при подаче дождем нагретого раствора сульфитов щелочных металлов, и осуществляют циркуляцию обескислороженного инертного газа путем его откачки из упомянутой камеры и возврата в ванны для барботажа, при этом давление в камере поддерживают на уровне давления вне камеры за счет восполнения утечки инертного газа из камеры. Выполнение всех операций в ваннах осуществляют без переноса деталей при последовательной смене растворов путем их подачи в ванны и раздельного слива в устройства глубокой очистки и коррекции с использованием узлов переключения жидкостей на основе электромагнитных клапанов, управляемых контроллером. Растворы для нанесения покрытия подают в ванны полностью очищенными от шлама, включая субмикронного, откорректированными по составу, плотности, показателю кислотности и температуре. Группа изобретений направлена на повышение качества и расширение функциональных возможностей химической обработки и гальванического нанесения покрытия на детали и обеспечивает получение коррозионностойких покрытий на поверхности деталей при уменьшении металлоемкости и размеров оборудования. 2 н. и 2 з.п. ф-лы, 5 ил.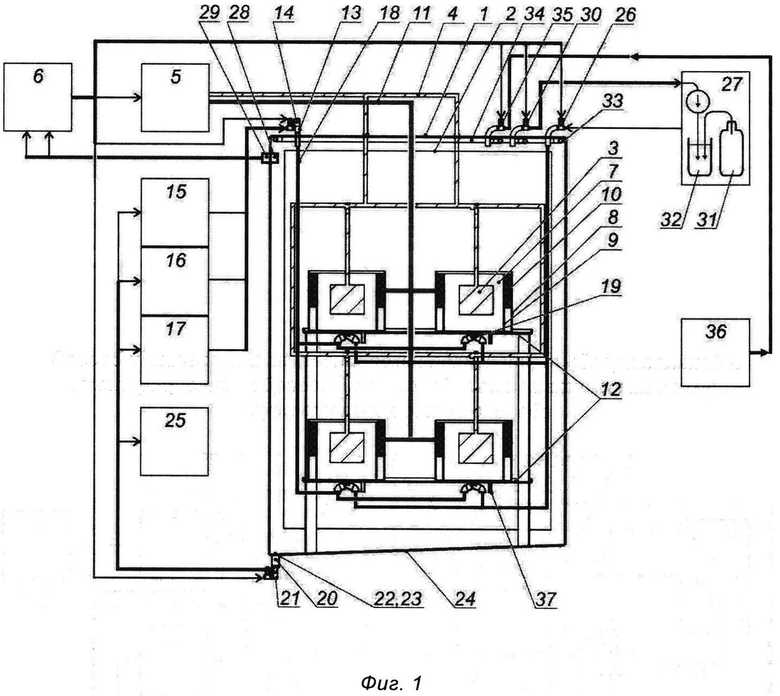
1. Способ химической обработки и гальванического нанесения покрытия на детали, включающий загрузку обрабатываемых деталей внутрь ванн, размещенных в герметизируемой камере, и выполнение следующих технологических операций: промывку деталей деионизированной водой, предварительную обработку деталей в виде обезжиривания, декапирования и при необходимости полирования, повторную промывку деталей, нанесение гальванического покрытия в виде слоя металла, сплава или нескольких слоев с повторением операции промывки и сушку, при этом операции промывки, обработки и нанесения покрытий выполняют при погружении деталей в соответствующий раствор, имеющий заданную температуру и барботируемый инертным газом, причем гальваническое нанесение покрытия осуществляют при асимметричном токе при подаче электрического напряжения на подвешенные в ваннах детали и на противоэлектроды в виде нерастворимых анодов или анодных корзин этих ванн, а форму и продолжительность тока задают посредством контроллера, отличающийся тем, что перед всеми операциями осуществляют вытеснение инертным газом воздуха из камеры с обеспечением одновременного полного связывания остатков кислорода атмосферы внутри камеры при подаче дождем нагретого раствора сульфитов щелочных металлов, и осуществляют циркуляцию обескислороженного инертного газа путем его откачки из упомянутой камеры и возврата в ванны для барботажа, при этом давление в камере поддерживают на уровне давления вне камеры за счет восполнения утечки инертного газа из камеры, причем выполнение всех операций в ваннах осуществляют без переноса деталей при последовательной смене растворов и промывочной деионизированной воды путем их подачи в ванны и раздельного слива в устройства глубокой очистки и коррекции с использованием узлов переключения жидкостей на основе электромагнитных клапанов, управляемых контроллером, при этом растворы для нанесения покрытия подают в ванны полностью очищенными от шлама, включая субмикронный, откорректированными по составу, плотности, показателю кислотности и температуре.
2. Способ по п. 1, отличающийся тем, что поддержание давления на уровне давления вне камеры осуществляют за счет восполнения утечек инертного газа путем его подачи по сигналу датчика давления из баллона или через гидрозатвор с раствором сульфитов щелочных металлов или хлорида двухвалентного железа.
3. Автоматическая камера для химической обработки и гальванического нанесения покрытия на детали способом по п. 1, содержащая кожух с герметизируемыми створками, внутри которого размещены N одинаковых диэлектрических ванн, где N≥1, трубы для подвода растворов и инертного газа, катодная шина для подвеса и подключения деталей к внешнему источнику тока, управляемому контроллером, анодные корзины или нерастворимые аноды, соединенные с анодной шиной для их подключения к внешнему источнику тока, отличающаяся тем, что она дополнительно содержит:
- решетчатые стеллажи, расположенные внутри кожуха и отстоящие от каждой стенки кожуха на расстоянии не менее 0,1 м, причем дно кожуха выполнено наклонным, а ванны расположены на стеллажах, при этом дно каждой ванны имеет дополнительный патрубок, выполненный с возможностью удаления жидкостей из ванны самотеком, ванны выполнены с двойными стенками с открытым верхом, расстояние между которыми не менее 0,1 диаметра ванны, при этом наружная стенка расположена выше внутренней более, чем на 5 мм, а анодная корзина или нерастворимый анод расположен между этими стенками ванны;
- два узла переключения жидкостей на основе электромагнитных клапанов, управляемых контроллером, причем входы первого узла выполнены с возможностью подключения к выходам источников химических растворов для обработки деталей, растворов с глубокой очисткой для покрытия деталей и деионизированной воды, а выход - к входу каждой ванны, расположенному на ее дне, вход второго узла соединен с отверстием, выполненным в нижней точке наклонного дна кожуха, а выходы второго узла выполнены с возможностью подключения к входам источников для забора загрязненных и отработанных растворов и воды,
- управляемый контроллером первый электромагнитный клапан, выход которого соединен упомянутыми входами на дне каждой ванны, а вход - с выходом источника инертного газа;
- два датчика давления газов, один из которых расположен внутри верха кожуха, а другой - снаружи, выходы которых соединены с контроллером;
- управляемый контроллером второй электромагнитный клапан, вход которого соединен с отверстием наверху кожуха, а выход - с входом источника инертного газа, содержащим баллон инертного газа и гидрозатвор с раствором сульфитов или хлорида закиси железа;
- дождевальную систему, содержащую форсунки-распылители на трубе, размещенной внутри кожуха по верхнему периметру, вход которой через третий электромагнитный клапан, управляемый контроллером, выполнены с возможностью соединения с источником раствора сульфитов.
4. Автоматическая камера по п. 3, отличающаяся тем, что вход ванны разделен на несколько входов, взаимно разнесенных на дне ванны.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2015212C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2202008C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
| УСТРОЙСТВО ДЛЯ СТРУЙНОГО ТРАВЛЕНИЯ ПЛОСКОГО ИЗДЕЛИЯ | 2012 |
|
RU2488646C1 |
| Устройство для изменения на два направления сливаемого из ванны потока обрабатывающей среды | 2016 |
|
RU2643095C1 |
| СПОСОБ СТРУЙНОЙ ХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ПЛОСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2426820C1 |
| АВТООПЕРАТОРНАЯ ГАЛЬВАНИЧЕСКАЯ ЛИНИЯ | 1989 |
|
RU1816003C |
| US 9238874 B2, 19.01.2016. | |||

