Изобретение относится к упаковочной технике и может быть использовано для упаковки пищевых и непищевых изделий различной формы и размеров, а также жидких, сыпучих и пастообразных веществ упаковочными машинами, выполненными по технологической схеме «флоу-пак».
Наиболее распространенная технологическая схема упаковочной машины «флоу-пак» (flowpack, flowpak, flow pack, flow-pack - встречаются разные написания) непрерывного действия работает следующим образом.
Лента упаковочного материала, разматываясь с рулона, через систему направляющих и натяжных роликов подходит к устройству формирования рукава, где сворачивается в рукав, преимущественно прямоугольного сечения. Упаковываемые предметы (или блоки предметов) движутся непрерывно через определенные промежутки и помещаются внутрь рукава. Сформированный рукав с помещенными предметами проходит через ролики, которые тянут его за сложенные вместе края, одновременно сваривая их.
Обычно устанавливается несколько пар роликов; горячие и холодные ролики, которые чередуют, добиваясь оптимального соотношения производительности и качества шва упаковки.
Установленные далее на роторах губки поперечной сварки образуют поперечные швы упаковки, запечатывая рукав с предметами, в промежутках между последними.
Одновременно с образованием поперечных швов происходит и разрезание упаковок. Готовые упаковки отводятся от губок.
Значительно реже встречаются и другие схемы горизонтальных машин, образующих упаковку «флоу-пак».
Существуют машины непрерывного действия с нижней установкой рулона упаковочного материала. Технологическая схема такой машины заключается в том, что упаковываемый предмет укладывается на упаковочный материал в момент его сворачивания в рукав. Машины с нижней подачей материала наиболее удобно использовать для упаковывания предметов неопределенной формы или предметов, размеры которых могут меняться.
Существуют также машины периодического действия. Их используют в тех случаях, когда предметы упаковываются в материал, который не может быть сварен постоянно нагретыми роликами или губками. Это, в частности, полимерные монопленки, например полиэтиленовая, неориентированная полипропиленовая, высокопрозрачная полиолефиновая пленка. Лента упаковочного материала разматывается с рулона и через систему роликов подается к устройству формирования, где сворачивается в рукав. Упаковываемые предметы периодически подаются внутрь сформированного рукава. Рукав с помещенными в нем предметами периодически протягивается одной или двумя включаемыми и выключаемыми парами роликов. В момент, когда рукав не протягивается, термоимпульсные губки продольной сварки сходятся и образуют продольный шов будущих упаковок. В момент остановки протягивания сводятся и губки поперечной сварки, образуя поперечные швы упаковок и отрезая готовые упаковки. Готовая упаковка отводится от машины.
Машины периодического действия могут использоваться и для комбинированных и многослойных материалов, только в этом случае надо применять сварку постоянно нагретыми элементами (роликами и губками). Преимущество машин периодического действия для упаковывания в многослойные и комбинированные материалы заключается в том, что, работая на них, легче регулировать длину упаковки в зависимости от длины предметов. Но по производительности они заметно проигрывают машинам непрерывного действия, что снижает значение указанного преимущества.
Из уровня техники известна упаковочная машина (см. патент РФ №2131833, МПК6 В65В 9/06, 1998 г.), которая имеет станину, бункер для сыпучего продукта, дозирующее устройство, рулонодержатель для ленты упаковочного термосвариваемого материала с отгибающим роликом, устройство, образующее рукав, вертикальную трубу, для ввода продукта в рукав, приспособление для образования продольного сварного шва в виде сваривающего ролика, механизм для образования поперечного сварного шва и отрезания пакета, содержащий сварочно-режущие элементы, установленные с возможностью непрерывного перемещения, а также устройство для образования двух продольных складок на трубе из упаковочного материала.
Подвижные крепления петли позволяют фиксированно изменять ее конфигурацию, геометрические размеры и наклон. В состав устройства, образующего рукав, входит направляющий пруток, подвижно закрепленный к горизонтальной стойке станины. Устройство для образования двух продольных складок на трубе из упаковочного материала, обеспечивающее получение стоячего пакета с плоским дном, представляет собой ролики, свободно вращающиеся на регулируемых осях и входящие в продольные прорези вертикальной трубы. В этих же продольных прорезях находятся регулируемые направляющие полозки, несущие ту же функцию, что и ролик.
К недостаткам известной конструкции следует отнести сложность изготовления и обслуживания машины и невысокое качество сварки продольного и поперечных швов, т.к. продольная сварка выполняется одним роликом, а нагреватель в утюгах поперечной сварки размещен только в одном из них.
Кроме того, узел отрезания пакета сложен и, следовательно, не надежен.
Известен также упаковочный автомат, который содержит смонтированные на каркасе рулонодержатели, средства загрузки и разгрузки и сварочные механизмы. Аппарат содержит также формователь лент, идущих с рулонодержателей, ролики механизма продольной сварки выполнены подпружиненными и установлены на двух отдельных валах по разные стороны формователя лент с возможностью изменения расстояния между ними.
Под роликами установлен с возможностью вращения и взаимодействия с ними резиновый или металлический протяженный вал, расположенный поперек каркаса. Формирователь лент выполнен в виде двух пар ограничительных пластин, расположенных параллельно роликам, консольно закрепленных на каркасе и размещенных между лентами упаковочного материала, и валиков формирования верхней ленты, взаимодействующих с дополнительным валом.
Средство загрузки может быть выполнено в виде транспортера, консольно закреплено на каркасе с возможностью размещения между лентами и перемещения вдоль каркаса. Для заправки внутрь упаковки излишков упаковочного материала перед механизмом поперечной сварки установлены лопаточные элементы. Для обеспечения различных конфигураций сварного шва механизм поперечной сварки имеет съемные держатели (см. патент РФ №2191722, МПК 7 B65B 9/02, 1998 г.).
Этот автомат относится к горизонтальным упаковочным машинам, поэтому занимает относительно много места. Кроме того, упаковка образуется двумя лентами материала, поэтому содержит два рулонодержателя, что также увеличивает габариты машины.
Наиболее близким техническим решением к предлагаемому изобретению, выбранным за прототип, является упаковочная машина для упаковывания с использованием термосвариваемой пленки.
Упаковочная машина содержит бобину для подачи указанной пленки или сетки, формообразующий туннель, обеспечивающий придание определенной формы указанной пленке или сетке, термосварочные ролики, обеспечивающие образование продольного края упаковки, режущие и сшивающие ножи, обеспечивающие образование двух поперечных краев указанной упаковки.
Бобина, формообразующий туннель, термосварочные ролики и режущие и сшивающие ножи установлены на единой конструкции и опираются на эту конструкцию таким образом, чтобы образовать рабочий узел, выполненный с возможностью поворота в вертикальной плоскости посредством оси, размещенной в опоре, прикрепленной к основанию указанной упаковочной машины (см. патент РФ №2391266, МПК В65В 9/06, 2006 г.).
С точки зрения конструкции, рабочий узел состоит из жесткой рамы, содержащей два боковых плеча, которые служат опорой бобине, штанг, которые соответственно служат опорой передаточным роликам и формообразующему туннелю, поперечины, которая служит опорой сварочным роликам, и плиты, приваренной служащей опорой стойкам, по которым перемещаются со скольжением ножи.
Наличие консольного крепления поворотных узлов является недостатком данного технического решения, снижающего его надежность.
Кроме того, к недостаткам данного технического решения можно отнести конструкцию узла формирования поперечного шва упаковки, не обеспечивающего надежность образования поперечного шва - сваривание и разрезание - и, следовательно, снижающего качество упаковки продукта.
Задачей, на решение которой направлено изобретение, является создание универсальной упаковочной машины.
Достигаемый технический результат заключается, в частности, в обеспечении компактности упаковочной машины, упрощении ее конструкции, повышении надежности ее работы и эксплуатационного срока службы машины за счет оптимальной конструкции поворотной платформы, легко переходящей из горизонтального состояния в вертикальное без асимметрии нагрузок, и повышения качества производимой с ее помощью упаковки за счет конструктивного решения узла поперечной сварки.
Технический результат достигается тем, что универсальная упаковочная машина для упаковывания продуктов с использованием термосвариваемой пленки содержит установленные на поворотной в вертикальной плоскости платформе: рулонодержатель, узел размотки и подачи пленки, формирователь рукава, узел продольной сварки, включающий термосварочные ролики, узел поперечной сварки, обеспечивающий образование двух поперечных краев упаковки, и нож для отрезки упаковки, при этом платформа установлена на валу, расположенном на боковых сторонах корпуса в подшипниковых опорах и являющемся геометрической осью поворота платформы, узел поперечной сварки состоит из верхней и нижней прямоугольных губок с расположенными внутри них термоэлектронагревателями и выдвижного ножа для отрезки упаковки, размещенного в пазу нижней губки и соединенного с пневмоприводом, причем губки прикреплены к плитам, перемещаемым по направляющим навстречу друг другу, перемещение плиты с нижней губкой осуществляют штоком пневмопривода, а с верхней губкой - посредством соединения штока с коромыслами, которые связаны с соответствующим рычажным механизмом.
Кроме того, в универсальной упаковочной машине узел продольной сварки может быть снабжен протяжными роликами, а термосварочные ролики выполнены с возможностью их разведения при остановке упаковочного материала.
В частности, в универсальной упаковочной машине согласно изобретению термоэлектронагреватель узлов продольной и поперечной сварки может быть снабжен термопарами, размещенными в них для контроля температуры сварки.
Введение протяжных роликов в узел продольной сварки позволяет облегчить нагрузку при протяжке упаковочного материала, а после сварки удерживать упаковку с продуктом, создавая возможность разведения термосварочных роликов, исключая прожиг упаковочного материала.
Введение термопар в каждый термосварочный элемент упаковочной машины позволяет устанавливать и контролировать оптимальную температуру в зависимости от материала упаковки.
Изобретение поясняется чертежами, где:
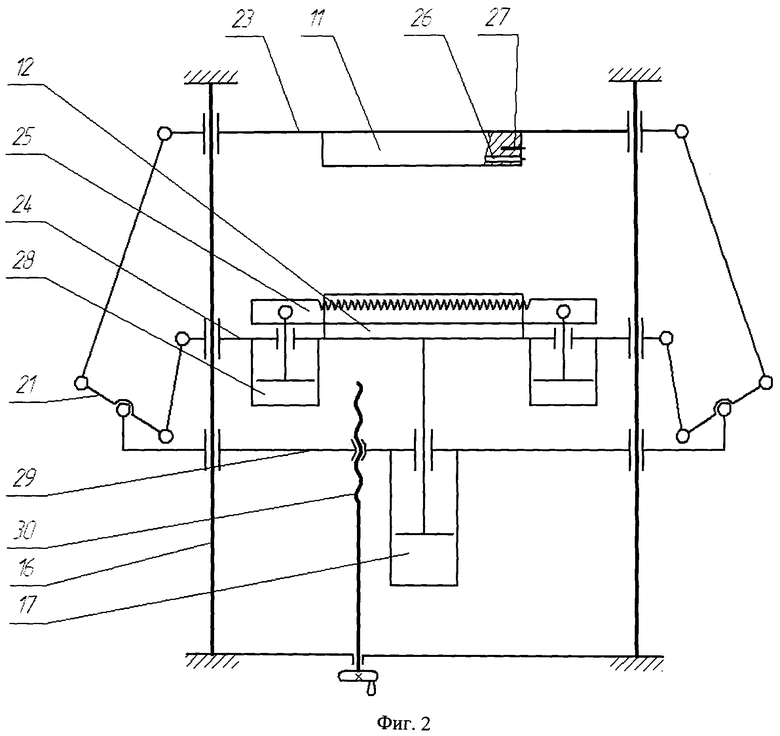
на Фиг.1 изображен общий вид машины с некоторыми непоказанными частями кожуха, для иллюстрации конструкции;
на Фиг.2 - кинематическая схема узла поперечной сварки.
Универсальная упаковочная машина содержит поворотную платформу 1, образующую единый рабочий узел, неподвижное основание корпуса машины 2, узел 3 размотки и подачи пленки, формирователь 4 рукава, шкаф 5 системы управления работой машины, узел 6 протяжки и сварки продольного шва, рулонодержатель 7, узел торможения 8 размотки пленки, склиз 9, узел 10 поперечной сварки, верхнюю сварочную губку 11, нижнюю сварочную губку 12, сварочные ролики 13 продольной сварки, протяжные ролики 14, подшипниковую опору 15, направляющую 16 перемещения сварочных губок, пневмоцилиндр 17, электропривод 18 с редуктором 19, энкодер 20, рычажный механизм 21, вал 22 вращения поворотной платформы 1.
На Фиг.2 кинематической схемы узла поперечной сварки позициями обозначены: верхняя балка 23, к которой прикреплена верхняя сварочная губка 11, нижняя балка 24 с нижней сварочной губкой 12, отрезной нож 25, термоэлектронагреватель 26 (ТЭН), термопара 27, пневмоцилиндры 28 для выдвижения отрезного ножа 25, коромысло 29 рычажного механизма 21 и регулировочный узел 30 установки исходного положения сварочных губок.
Устройство работает следующим образом.
Рулон с пленкой устанавливается на рулонодержатель 7 и разматывается с помощью узла 3 размотки и подачи пленки. Скорость движения пленки регулируется частотным регулятором (не показан) в зависимости от типа упаковочной пленки и упаковываемого продукта.
Пройдя через систему роликов узла торможения 8 размотки пленки, пленка попадает на формирователь 4 рукава, где посредством пластинок формируется в виде трубы или рукава, в который вручную укладывается или подается от дозатора продукт.
Конструкция формирователя 4 рукава позволяет быстро переходить к упаковке продукта различной формы и размеров. При загрузке продукта размотка пленки прекращается посредством узла торможения 8 размотки пленки, а упаковочная пленка посредством протяжных роликов 14 узла 6 протяжки и сварки продольного шва поступает на сварочные ролики 13 продольной сварки. Загиб продольного шва производится язычком (позицией не обозначен), который находится за сварочными роликами 13 продольной сварки.
Благодаря наклону машины, продукт перемещается внутри упаковки. Упаковываемый продукт вместе с пленкой (рукав с уже сваренным продольным швом) проходит между верхней и нижней сварочными губками 11, 12 узла 10 поперечной сварки.
Поперечная сварка осуществляется следующим образом.
Узлом 30 установки исходного положения сварочных губок устанавливается исходное положение сварочных губок 11, 12 посредством вращения штурвала винта.
Верхняя и нижняя балки 23, 24 постоянно осуществляют встречное перемещение, вместе с верхней и нижней сварочными губками 11, 12, в которых установлены термоэлектронагреватели 26, обогревающие губки до температуры примерно на 5°С выше температуры плавления термопластичного упаковочного материала.
Температура в сварочных губках 11 и 12 контролируется термопарами 27. Нижняя балка 24 с нижней сварочной губкой 12 поднимается вверх под действием пневмоцилиндра 17, шток которого соединен с коромыслами 29, которые вместе с рычажным механизмом 21 образуют привод для перемещения верхней балки 23 с верхней сварочной губкой 11 вниз.
Движение балок 23, 24 осуществляется по двум направляющим 16 перемещения сварочных губок 11 и 12, чтобы исключить перекос. Когда сварочные губки 11 и 12 сомкнутся, т.е. зажмут рукав, происходит образование поперечного шва упаковки.
Через время, достаточное для окончания сварки, система управления работой упаковочной машины выдает команду на пневмоцилиндры 28 и они выдвигают отрезной нож 25, который, опираясь на подложку верхней сварочной губки 11, отрезает пакет после сварки его с двух краев.
Пакет с продуктом по склизу 9 поступает на конвейер (не показан) или непосредственно в коробку.
Температура сварки продольного и поперечного швов регулируется с помощью микропроцессора и контролируется термопарами, показания которых выводятся на дисплеи шкафа 5 системы управления. При остановке машины в автоматическом режиме происходит разведение сварочных роликов 13 узла продольной сварки.
Все основные рабочие узлы машины установлены на поворотной платформе 1, которая может свободно поворачиваться вокруг геометрической оси, образованной валом 22, устанавливаемым в подшипниковых опорах 15, опирающихся на боковые основания корпуса машины.
Угол наклона машины зависит от вида упаковываемого продукта и устанавливается специальным штурвалом, находящимся на шкафу управления 5 (в ручном режиме или электроприводом с редуктором).
Универсальная машина обладает небольшим весом и может легко перемещаться путем установления колесиков на нижнем основании машины. За счет оптимальной конструкции поворотной платформы легко переходить из горизонтального состояния в вертикальное без асимметрии нагрузок, что повышает надежность работы и эксплуатационной срок машины.
Универсальная упаковочная машина выполнена из традиционных конструкционных материалов и может быть изготовлена в условиях серийного и/или экспериментального производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| Упаковочная машина | 1983 |
|
SU1395546A1 |
| УПАКОВОЧНАЯ МАШИНА | 2006 |
|
RU2318708C1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| УПАКОВОЧНАЯ МАШИНА | 1998 |
|
RU2131833C1 |
| УПАКОВОЧНЫЙ АВТОМАТ | 1998 |
|
RU2191722C2 |
| ФАСОВОЧНО-УПАКОВОЧНЫЙ ВЕРТИКАЛЬНЫЙ АППАРАТ | 1996 |
|
RU2096281C1 |
| УПАКОВОЧНАЯ МАШИНА | 1997 |
|
RU2114032C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕДИЦИНСКИХ САЛФЕТОК | 1996 |
|
RU2112485C1 |
Изобретение относится к упаковочной технике и может быть использовано для упаковки пищевых и непищевых изделий различной формы и размеров, в том числе жидких, сыпучих и пастообразных веществ, упаковочными машинами, выполненными по технологической схеме «флоу-пак». Машина содержит установленные на поворотной в вертикальной плоскости платформе 1 рулонодержатель 7, узел 3 размотки и подачи термосвариваемой пленки, формирователь 4 рукава, узел продольной сварки, включающий термосварочные ролики 13, узел 10 поперечной сварки для образования двух поперечных краев упаковки, и нож для отрезки упаковки. При этом платформа 1 установлена на валу 22, расположенном на боковых сторонах корпуса в подшипниковых опорах 15 и являющемся геометрической осью поворота платформы 1. Узел 10 поперечной сварки состоит из верхней 11 и нижней 12 прямоугольных губок с расположенными внутри них термоэлектронагревателями и ножа, выполненного выдвижным, размещенного в пазу нижней 12 губки и соединенного с пневмоприводом 17. Причем губки прикреплены к плитам, перемещаемым по направляющим навстречу друг другу. Перемещение плиты с нижней губкой осуществляют штоком пневмопривода 17, а плиты с верхней 11 губкой - посредством соединения штока с коромыслами, которые связаны с соответствующим рычажным механизмом. Изобретение обеспечивает повышение надежности работы и качества. 2 з.п. ф-лы, 2 ил.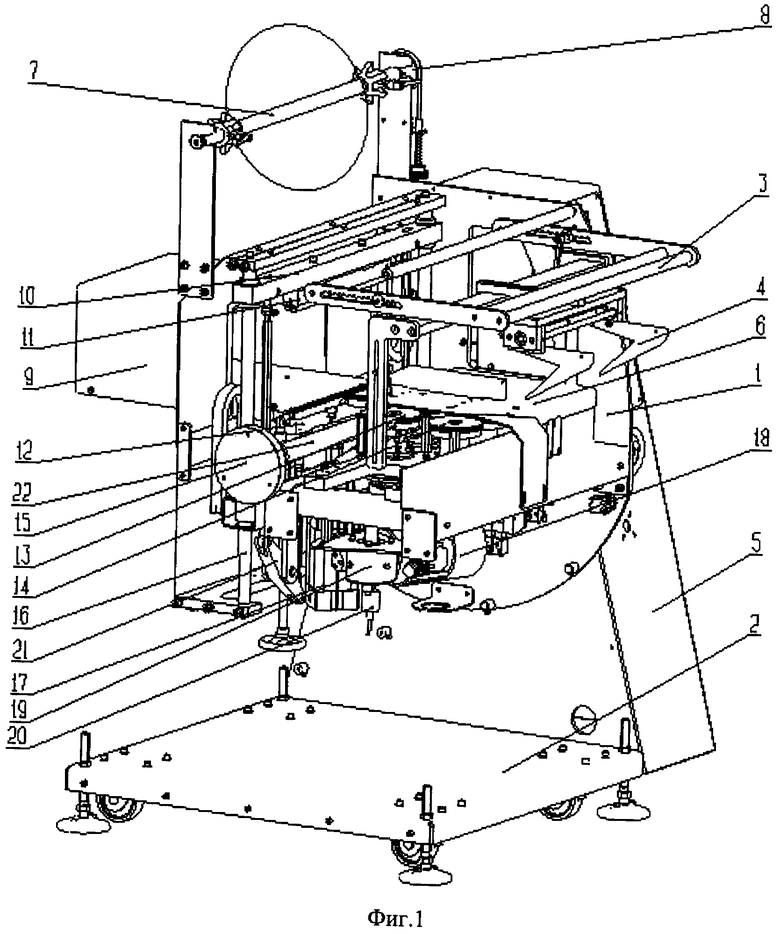
1. Универсальная упаковочная машина для упаковывания продуктов с использованием термосвариваемой пленки, содержащая установленные на поворотной в вертикальной плоскости платформе рулонодержатель, узел размотки и подачи пленки, формирователь рукава, узел продольной сварки, включающий термосварочные ролики, узел поперечной сварки, обеспечивающий образование двух поперечных краев упаковки, и нож для отрезки упаковки, при этом платформа установлена на валу, расположенном на боковых сторонах корпуса в подшипниковых опорах и являющемся геометрической осью поворота платформы, узел поперечной сварки состоит из верхней и нижней прямоугольных губок с расположенными внутри них термоэлектронагревателями и выдвижного ножа для отрезки упаковки, размещенного в пазу нижней губки и соединенного с пневмоприводом, причем губки прикреплены к плитам, перемещаемым по направляющим навстречу друг другу, перемещение плиты с нижней губкой осуществляют штоком пневмопривода, а с верхней губкой - посредством соединения штока с коромыслами, которые связаны с соответствующим рычажным механизмом.
2. Упаковочная машина по п.1, в которой узел продольной сварки снабжен протяжными роликами, а термосварочные ролики выполнены с возможностью их разведения при остановке упаковочного материала.
3. Упаковочная машина по п.1, в которой термоэлектронагреватель узлов продольной и поперечной сварки снабжен термопарами, размещенными в них для контроля температуры сварки.
| УПАКОВОЧНАЯ МАШИНА, В КОТОРОЙ ИСПОЛЬЗУЕТСЯ ТЕРМОСВАРИВАЕМАЯ ПЛЕНКА | 2007 |
|
RU2391266C1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| УСТРОЙСТВО ПОПЕРЕЧНОЙ СВАРКИ, ИСПОЛЬЗУЕМОЕ В МАШИНЕ ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ | 1996 |
|
RU2163219C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ РУКАВА ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 0 |
|
SU261901A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПАКОВКИ ПИЩЕВОГО ПРОДУКТА В ТЕКУЧЕМ СОСТОЯНИИ С ПОЛУЧЕНИЕМ ОТДЕЛЬНЫХ ЛОМТИКОВ, НАХОДЯЩИХСЯ В ГЕРМЕТИЧНЫХ ОБОЛОЧКАХ | 1992 |
|
RU2104236C1 |

