Изобретение относится к системам программного управления упаковочной техникой и может быть использовано для автоматизации процесса маркировки, наклейки этикеток, акцизных марок на предметы прямоугольной формы, в частности при нанесении акцизных марок на пачки сигарет.
Известна этикетировочная машина для наклеивания этикеток на объемные предметы, содержащая конвейер для подачи и отвода изделий, механизм пошагового разделения изделий, вакуумный транспортер для забора и переноса этикеток, бесконечный вакуумный транспортер, расположенный параллельно основному вакуумному транспортеру с возможностью взаимодействия их ветвей, устройство нанесения этикеток, включающее магазин для этикеток, механизм для нанесения клея, кассету печатных марок с планкой прижатия и приводом и печатающий механизм. Этикетки транспортером из магазина этикеток передаются к печатающему механизму и далее к вакуумному транспортеру, который передает их к механизму для нанесения клея и далее к предметам. Этикетки захватываются перемещающимися на конвейере с определенным шагом изделиями (Авт. свид. СССР 1211158, B 65 C 3/16, 15.02.86 г.).
Недостатком известного устройства является невысокая точность взаимной ориентации предметов и этикеток, и, кроме того, указанная конструкция машины не предусматривает автоматизацию процесса этикетирования предметов и согласования со скоростью подачи исходных предметов.
Известно устройство для наклейки этикеток на плоские предметы, взятое в качестве прототипа, включающее транспортирующий орган для перемещения изделий с лотками для размещения этикетируемых предметов, крайние лотки выполнены винтообразными для переориентировки изделий, на транспортере расположена кассета для подачи предметов на оклейку. Устройство содержит также ротор с укрепленными по его окружности ячейками для предметов и устройство для нанесения этикеток, включающее магазин для этикеток, клеевое приспособление и механизм захвата и перемещения этикеток, которое также как ячейки для предметов смонтированы на роторе один под другим соосно. Транспортер соединен с ячейками ротора и образует замкнутый контур. Устройство работает следующим образом. Перед пуском устройства и во время его работы оператором заполняются лотки на транспортере, ячейки на роторе и кассета подачи предметов. Ротору сообщается равномерное вращение, а предметам - перемещение по лоткам - предметом на один шаг, обеспечивая тем самым циркуляцию предметов по замкнутому контуру. Во время поворота ротора механизм захвата и перемещения этикеток подает этикетку к клеевому приспособлению, при дальнейшем вращении ротора с помощью подпружиненного рычага и прижимной пластины этикетка опускается и приклеивается к предмету в ячейке ротора (Авт. свид. СССР N 1016226, B 65 C 1/04, 07.05.83 г.).
Недостатком известного устройства являются сложность его конструкции, обусловленная необходимостью очень точного сопряжения основных узлов устройства, и невысокая его производительность. Кроме того, устройство не предусматривает автоматизации процесса этикетирования предметов и согласования его работы со скоростью поступления предметов с линии их упаковки.
Задачей изобретения является создание высокопроизводительной электронно-механической системы для этикетирования и маркировки предметов, обеспечивающей возможность регулирования и согласования производительности системы со скоростью поступления этикетируемых предметов с линии их упаковки.
Поставленная задача решается тем, что в электронно-механической системе для этикетирования и маркировки предметов, включающей соединительный транспортер, снабженный средством переориентировки предметов, шахту подачи предметов и устройство нанесения этикеток, содержащее магазин для этикеток, механизм захвата и перемещения этикеток и клеевой механизм, дополнительно введены переносящий транспортер с расположенными у его концов входной и выходной шахтами сбора предметов, последняя снабжена подъемным столиком и толкателем, линейный конвейер отвода готовых предметов, электронно-механический редуктор, соединенный с приводом переносящего транспортера. Кроме того, в установку введены программно-аппаратное устройство и с первого по шестой датчики контроля, соответственно: датчик контроля рабочего состояния упаковочной линии, датчик контроля максимального заполнения соединительного конвейера, датчик контроля минимального заполнения соединительного конвейера, датчик контроля времени прохождения предмета, датчик контроля наличия этикетки и датчик контроля момента включения толкателя. Выходы датчиков подключены к соответствующим входам программно-аппаратного устройства, выходы которого соединены соответственно с управляющими входами электронно-механического редуктора, подъемного столика, толкателя выходной шахты предметов и упаковочной линией. Средство переориентировки предметов в установке выполнено в виде двух жестких радиальных направляющих, сопряженных с соединительным транспортером и соответственно с шахтой подачи предметов и входной шахтой переносящего транспортера, устройство нанесения этикеток установлено над переносящим транспортером в зоне контакта с этикетируемым предметом, датчики с первого по третий расположены на соединительном транспортере, а с четвертого по шестой - соответственно на выходе входной шахты переносящего транспортера, механизме перемещения этикеток и толкателе выходной шахты переносящего транспортера.
На фиг. 1 представлена общая схема системы.
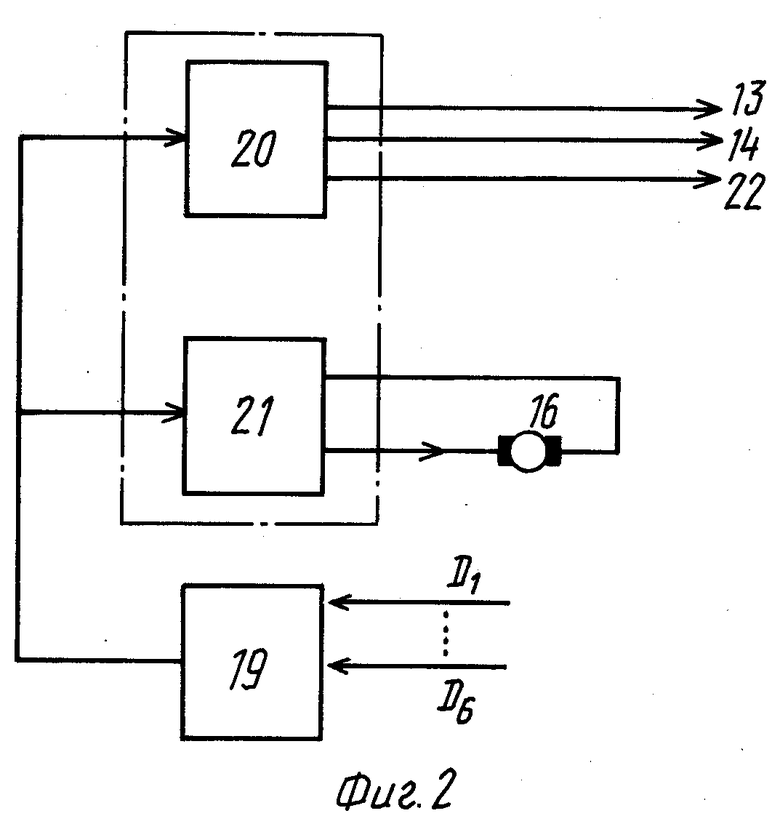
На фиг. 2 представлена схема программно-аппаратного устройства.
Электронно-механическая система содержит соединительный транспортер 1, который обеспечивает отбор предметов из шахты подачи предметов 2 с темпом, превышающим их поступление.
Соединительный транспортер снабжен с двух концов жесткими радиальными направляющими 3 и 4, соединяющими его с шахтой подачи предметов 2 и входной шахтой 5 переносящего транспортера 6. После прохождения соединительного транспортера 1 предметы, переориентированные на 90o, поступают во входную шахту 5 переносящего транспортера 6, работающего с переменной производительностью, который подает предметы в зону наклейки этикеток к устройству нанесения марок 7. Последнее состоит из магазина для этикеток 8, механизма захвата и перемещения этикеток, включающего ролик-отделитель 9 и этикеточный ролик 10. Ролик-отделитель 9 предназначен для извлечения этикетки из магазина 8 и передачи ее на этикеточный ролик 10, подающий ее через клеевой механизм 11 на предмет. Переносящий транспортер 6 перемещает далее оклеенный предмет в выходную шахту 12, подъемный столик 13 и толкатель 14 перемещает предметы на линейный конвейер 15 выхода готовых предметов. Магазин для этикеток выполнен раздвижным с возможностью размещения в нем этикеток разного формата.
Система снабжена электронной системой управления, представляющей собой адаптивную систему с косвенной обратной связью. Для этого установка снабжена датчиками Д1, Д2, Д3, Д4, Д5, Д6, электронно-механическим редуктором 16 с косвенной обратной связью с возможностью изменения скорости вращения на базе асинхронного двигателя со ступенчатым изменением числа оборотов, программно-аппаратным устройством 17. Кроме того, имеется пульт управления 18 для осуществления взаимодействия оператора с электронно-механической системой и, в случае необходимости, ручного управления ей.
Программно-аппаратное устройство (фиг. 2) включает блок управления 19, блок силового управления 20 и блок управления асинхронным двигателем 21, при этом вход блока логического управления 19 соединен с датчиками, а выход - с блоками силового управления 20 и управления асинхронным двигателем 21, выходы которых являются выходами блока.
Система датчиков включает в себя датчики Д1 - Д6 и определяет следующее состояние установки:
Д1 - контроль рабочего состояния упаковочной линии;
Д2 - контроль максимального заполнения соединительного конвейера 1;
Д3 - контроль минимального заполнения соединительного конвейера 1; зона между датчиками Д2 и Д3 определяется как буфер накопления предметов;
Д4 - контроль времени прохождения предметов, кроме того, он определяет динамические характеристики, связанные с процессом наклейки этикеток, периодом наклейки, анализирует состояние по отбраковке предметов,
Д5 - контроль наличия этикетки,
Д6 - контроль момента включения толкателя 14.
Основным узлом, согласующим производительность электронно-механической системы и производительность упаковочной линии, является электронно-механический редуктор 16 с косвенной обратной связью. Входными параметрами для правильности его работы является состояние буфера накопления на соединительном конвейере 1 (зона между датчиками Д2 и Д3). Изменение скорости вращения электронно-механического редуктора осуществляется программно-аппаратным устройством 17.
Система подключается к выходу упаковочной линии 22 и может работать в 3-х режимах:
"автоном" - система работает в режиме ручного управления; этот режим необходим для проведения диагностики и настройки системы перед работой; он осуществляется оператором путем подачи соответствующих команд с пульта управления 18;
"система" - рабочий режим установки, в котором управление осуществляется устройством 17 путем анализа состояния датчиков и выдачи соответствующих управляющих сигналов;
"аварийный останов" - режим возникает в случаях, когда с помощью датчиков обнаруживается какая-либо нештатная ситуация: замятие, переполнение сдвигаемой стопы предметов и др. С помощью датчика Д4 формируется временной интервал T = T + 30%, позволяющий сформировать аварийный останов при зависании предметов по выходной шахте 13, или, если через заданное время после появления начала предмета не будет сформирован сигнал окончания его про хождения, то будет выдана команда аварийного останова по причине неполного выхода из выходной шахты 13. Данный режим может быть задан также с пульта управления.
Электронно-механическая система работает следующим образом.
Работа системы показана на примере наклейки акцизных марок на пачки сигарет.
Из шахты 2 подачи предметов пачки поступают на соединительный транспортер 1, где происходит разворот пачек на 90o из горизонтального в вертикальное положение за счет жестких радиальных направляющих, соединяющих шахту 2 и транспортер 1.
Пачки по одной проходят на соединительный транспортер 1. Последний представляет собой ленточный транспортер с горизонтальной лентой, скользящей по настилу, которая перемещает пачки вперед, и двумя боковыми лентами, ограничивающими перемещение пачки в сторону. Боковые ленты поджимают к пачкам щетки, закрепленные на кронштейнах, расположенных вдоль зоны транспортера 1 с правой и левой сторон. Привод несущей горизонтальной ленты осуществляется от электродвигателя через редуктор. Передача вращения на главный вал транспортера 1 от редуктора осуществляется через цепную передачу. На главном валу установлен приводной барабан, который приводит в движение транспортерную ленту.
Движение на боковые ленты передается с главного вала через конические шестерни. На соединительном транспортере 1 установлены три датчика Д1, Д2, Д3, контролирующие максимальное и минимальное заполнение его пачками.
Рабочий алгоритм системы следующий:
24 ≥ BOX ≥ 8 ⇒ max (±),
8 > BOX ⇒ min(-).
В случае недостаточного количества пачек на соединительном транспортере 1 датчик Д3 подает сигнал на программно-аппаратное устройство 17, которое управляет электронно-механическим редуктором 16, позволяющим изменить скорость переносящего транспортера 6. После соединительного транспортера 1 пачки поступают с помощью радиальных направляющих 4, выполняющих функцию разгрузочной зоны транспортера, во входную шахту 5 переносящего транспортера 6. На выходе из шахты 5 установлен датчик Д4, который сигнализирует системе время прохождения пачки мимо него. Если через 0,25 сек после появления начала пачки не будет сформирован сигнал окончания ее прохождения, то будет выдана команда аварийного останова по причине неполного выхода пачки из шахты 5 (например, если произойдет залом во входной шахте из-за расклейки пачки). Пачку по направляющим переносящего транспортера 6 перемещают упоры, жестко закрепленные на цепи транспортера 6. Привод цепи, несущей на себе упоры, осуществляется от электронно-механического редуктора 16 через звездочку, жестко закрепленную на главном валу транспортера 6. Цепной упор подает пачку в зону контакта с устройством нанесения марок 7 под марочный ролик 10.
Нанесение марки происходит следующим образом: из магазина для марок 8, емкость которого можно изменять, ролик-отделитель 9 отделяет по одной марке за счет вакуума. При повороте ролика-отделителя на сто восемьдесят градусов вакуумирование прекращается, и марка попадает на площадку марочного ролика 10, который представляет собой цилиндр с двумя рабочими площадками, расположенными диаметрально. Площадки имеют перфорацию. Марка удерживается на площадке за счет вакуума. При повороте марочного ролика площадка с маркой перемещается относительно клеевого механизма 11, состоящего из клеевого ролика, сидящего на оси, принудительно вращающейся в ванночке с клеем. При соприкосновении марки с клеевым роликом на нее наносятся две клеевые дорожки. При повороте площадки, несущей на себе марку, на сто восемьдесят градусов вакуумирование прекращается и марка наклеивается на пачку. Марочный ролик конструктивно выполнен так, что одновременно на одной из площадок создается вакуум, а на второй прекращается.
Датчик Д5 определяет наличие марки на марочном ролике 10 и несет чисто информативный характер.
Марка наклеивается на пачку по центру задней плоскости пачки.
Пачка с наклеенной маркой подается по неподвижным направляющим транспортера 6 на подъемный столик 13, который подает пачки в выходную шахту 12. На выходе из шахты 12 установлен датчик Д6, предназначенный для определения момента включения электромагнита толкателя 14 по пять пачек, с помощью которого стопы из пяти пачек попадают на линейный конвейер 15.
Созданная электронно-механическая система позволяет согласовать производительность устройства наклейки этикеток или акцизных марок с режимом работы машины упаковочной линии. Система может работать в двух и более скоростных режимах, которые задаются автоматически, в зависимости от наполнения соединительного транспортера 1 предметами. Система агрегатируется с линией упаковки предметов путем присоединения к ней соединительного транспортера без присоединения к кинематике упаковочных машин.
Кроме того, электронно-механическая система позволяет
- наклеивать этикетки или марки с необходимой точностью;
- производить учет наклеенных этикеток или марок;
- значительно повысить производительность работы;
- автоматически изменять ее производительность без остановки всей системы.
Изобретение предназначено для программного управления упаковочной техникой, маркировки, наклейки этикеток, акцизных марок на предметы прямоугольной формы, в частности для нанесения акцизных марок на пачки сигарет. Технический результат заключается в обеспечении согласования производительности устройства наклейки этикеток с режимом работы машины упаковочной линии. Система может работать в двух и более скоростных режимах, задаваемых автоматически, в зависимости от наполнения конвейера предметами. Система агрегатируется с упаковочной линией без присоединения к кинематике упаковочных машин. Система содержит два транспортера подачи и отвода готовых предметов, переносящий транспортер, устройство нанесения этикеток, электронно-механический редуктор и программно-аппаратное устройство. Кроме того, в систему введены с первого по шестой датчики контроля, подключенные к соответствующим входам программно-аппаратного устройства. 1 з.п. ф-лы, 2 ил.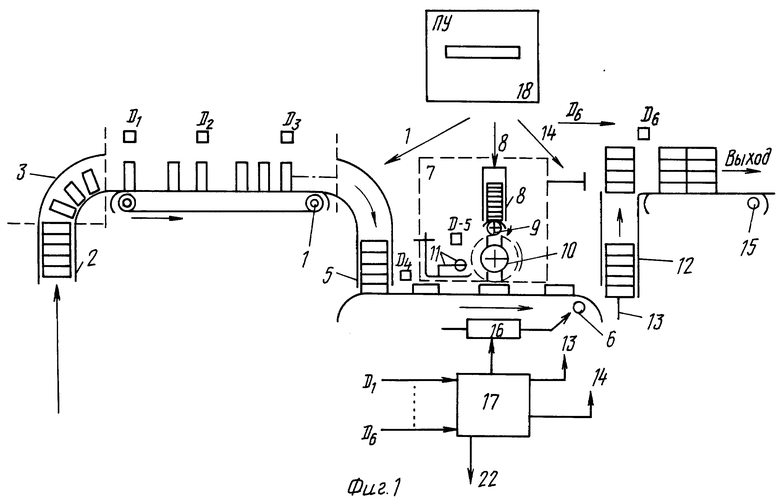
| Устройство для наклейки этикеток на плоские предметы | 1982 |
|
SU1016226A1 |
| Этикетировочная машина | 1984 |
|
SU1211158A1 |
| АППАРАТ ДЛЯ НАЛОЖЕНИЯ КРУГОВЫХ АНАСТОМОЗОВ МЕЖДУ ОРГАНАМИ ПИЩЕВАРИТЕЛЬНОГО ТРАКТА | 1990 |
|
RU2025093C1 |
| Устройство для автоматического управления подачей изделий загрузочным и транспортным механизмами | 1982 |
|
SU1105864A1 |
| СИСТЕМА УПРАВЛЕНИЯ УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ | 1981 |
|
RU2020539C1 |
| Устройство для управления робототехнологическим комплексом | 1980 |
|
SU911464A1 |
| DE 2060050 B, 22.11.73. | |||
