ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к пищевой промышленности, в частности к технологическому оборудованию для производства замороженных тортов. Данное изобретение предназначено для того, чтобы в автоматическом режиме производить различные по диаметру и наполнению замороженные торты длительного хранения.
УРОВЕНЬ ТЕХНИКИ
Из патента РФ № RU 2535401 C1, опубл. 10.12.2014 г., известно изобретение, которое относится к пищевой промышленности, в частности к технологическому оборудованию для производства кондитерских изделий. Автоматизированная линия содержит миксер, тестомесильную машину, формующую машину, хлебопекарную печь, барабан тиражирования, линию глазирования, упаковочный автомат. Линия снабжена установкой водоподготовки, установленной после тестомесильной машины и соединенной с формующей машиной. Формующая машина дополнительно содержит многопозиционный опрыскиватель, связанный с блоком микропроцессорного управления машины. Блок микропроцессорного управления оснащен реле времени, являющимся исполнительным механизмом многопозиционного опрыскивателя, с помощью заданной последовательности импульсов.
Из патента РФ № RU 128458 U1, опубл. 27.05.2013 г., известна полезная модель, которая относится к технологическому оборудованию для производства кондитерских изделий. Линия по производству кондитерских изделий содержит миксер, тестомесильную машину, формующую машину, хлебопекарную печь, барабан тиражирования, линию глазирования, упаковочный автомат. Она снабжена устройством для подачи воды, изготовленным из пищевого нержавеющего материала, связанная с блоком подготовки и подачи воды, и с микропроцессорным управлением формующей машины. Формующая машина содержит приемный бункер, устройство для подачи воды, сходящиеся лепестки, узел диафрагменной резки, блок фильер, валки для нагнетания теста.
В настоящее время основной недостаток предшествующего уровня техники - известных линий производства кондитерских изделий заключается в том, что блоки оборудования не связаны между собой в единую линию. В известных примерах подобных линий задействовано много ручного труда. Например, вручную дозируют сырье, устанавливают формы для выпечки, вручную осуществляют: выемку бисквита, перемещение его на охлаждение и укладку на резку, последующую подачу слоев бисквита и растительных сливок на линию; вручную наносят бордюрную ленту, делают упаковку продукции, направляют готовые торты в шоковую заморозку.
Существует потребность в более эффективном приготовлении кондитерских изделий, в частности, замороженных тортов.
Техническая задача заключается в уменьшении времени приготовления тортов, исключении сложностей, связанных с использованием ручного труда, и обеспечении по мере необходимости привлекательной текстуры и разнообразия продуктов.
Кроме того, существует потребность в предоставлении потребителям ассортимента замороженных тортов, выполненных по различным рецептурам, автоматизированным и хорошо управляемым образом.
Преимущество заявленной автоматизированной линии состоит в том, что оборудование в ней связано в единую линию от дозирования до упаковки. Подобное решение в таком объеме не реализовано нигде в мире. Данное техническое решение исключает такие ручные операции, как: подача муки, сахара, какао, пекарского порошка для бисквита, установка форм на линию, выемка бисквита, перемещение на охлаждение, перемещение на резку, распределение нарезанных слоев бисквита в торте, мойка и сушка форм для сборки, охлаждение заготовок тортов, декорирование тортов, нанесение бордюрной ленты, перемещение на шоковую заморозку, упаковка продукта.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является разработка автоматизированной линии, которая позволяет изготавливать замороженные торты по различным рецептурам с минимизацией ручного труда и сократить при этом время их приготовления.
Технический результат заключается в повышении производительности, достижении высокого и стабильного качества готовой продукции, уменьшении потерь и брака.
Технический результат достигается за счет внедрения автоматизированной линии по производству замороженных тортов, снабженной блоком управления, включающей взаимосвязанные между собой функциональные участки приготовления бисквитного теста; приготовления бисквита; приготовления крема, начинки и сиропа; сборки; декорирования и заморозки; упаковки.
При этом участок приготовления бисквитного теста включает предварительный смеситель, буферную емкость; насос; аэратор.
При этом участок приготовления бисквита включает печь; холодильную установку для охлаждения бисквита; устройство для нарезки целого бисквита на слои; депозитор для дозирования теста в формы поддона, агрегат очистки и смазки форм поддонов; устройство выгрузки бисквитов из форм поддонов; конвейер с поддонами; ленточный транспортер.
При этом участок приготовления крема, начинки и сиропа включает буферный бак, группу варочных емкостей, группу аэраторов, установку подачи начинки из дежи, группу буферных емкостей, дежу, миксер, бункер для сыпучих компонентов.
При этом участок сборки включает укладчик, группу роботов, группу депозиторов крема, депозитор начинки, группу депозиторов сиропа, охлаждающую установку, устройство извлечения из форм, устройство подачи 1-го слоя бисквита, устройство подачи 2-го слоя бисквита, устройство подачи 3-го слоя бисквита, группы транспортеров.
При этом участок декорирования и заморозки включает депозитор крема для украшений, установку нанесения глазированных полосок, группу баков с глазурью, группу роботов нанесения бордюрных лент, бак для начинки, депозитор начинки, депозитор глазури, фризер, группу ленточных конвейеров.
При этом участок упаковки включает транспортер фризера, группу ручьев, группу устройств подачи поддонов и крышек, группу транспортеров, укладчик, группу устройств контроля веса и детектора металла, группу устройств наклейки этикеток и печати даты, группу роботов с пневмозахватами, формирователь коробов, устройство для закрытия коробов и заклейки их скотчем, устройство для наклеивания лейблов, буферный транспортер для накопления коробов.
При этом группа роботов нанесения бордюрных лент на участке декорирования и заморозки расположена на конвейерной ленте, включающей блок подачи бордюрной ленты, блок позиционирования, манипулятор и клеевую машину, при этом блок подачи бордюрной ленты содержит приёмный лоток и направляющую с, по меньшей мере, одним элементом фиксации, выполненную с возможностью захвата бордюрной ленты из лотка и ее направления в блок позиционирования, при этом блок позиционирования содержит внутреннее неподвижное кольцо и внешнее кольцо, выполненное с возможностью перемещения относительно своей оси. Манипулятор содержит группу элементов захвата с фиксаторами бордюрной ленты, и выполнен с возможностью переноса бордюрной ленты из блока позиционирования к клеевой машине и к кондитерскому изделию, расположенному на конвейерной ленте и с возможностью нанесения ленты вокруг него. Робот содержит группу датчиков обнаружения торта на конвейерной ленте, определения скорости движения торта. Элементы захвата ленты установлены с возможностью совершения поступательных движений навстречу друг другу, а клеевая машина, содержит форсунку и фотодатчик, и выполнена с возможностью нанесения клеевого слоя на край бордюрной ленты.
При этом блок управления включает группу панелей управления для ввода входных технологических параметров, группу контроллеров на каждом функциональном участке производства тортов, которые взаимодействуют между собой посредством микропроцессоров по заложенным в них программно-логическим алгоритмам с получением выходных параметров.
Вышеуказанные и другие задачи, особенности, преимущества, а также техническая значимость данного изобретения будут более понятны из нижеследующего подробного описания изобретения со ссылками на сопровождающие чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фигуре 1 представлена блок-схема автоматизированной линии по производству замороженных тортов.
На фигуре 2 представлен участок приготовления бисквитного теста.
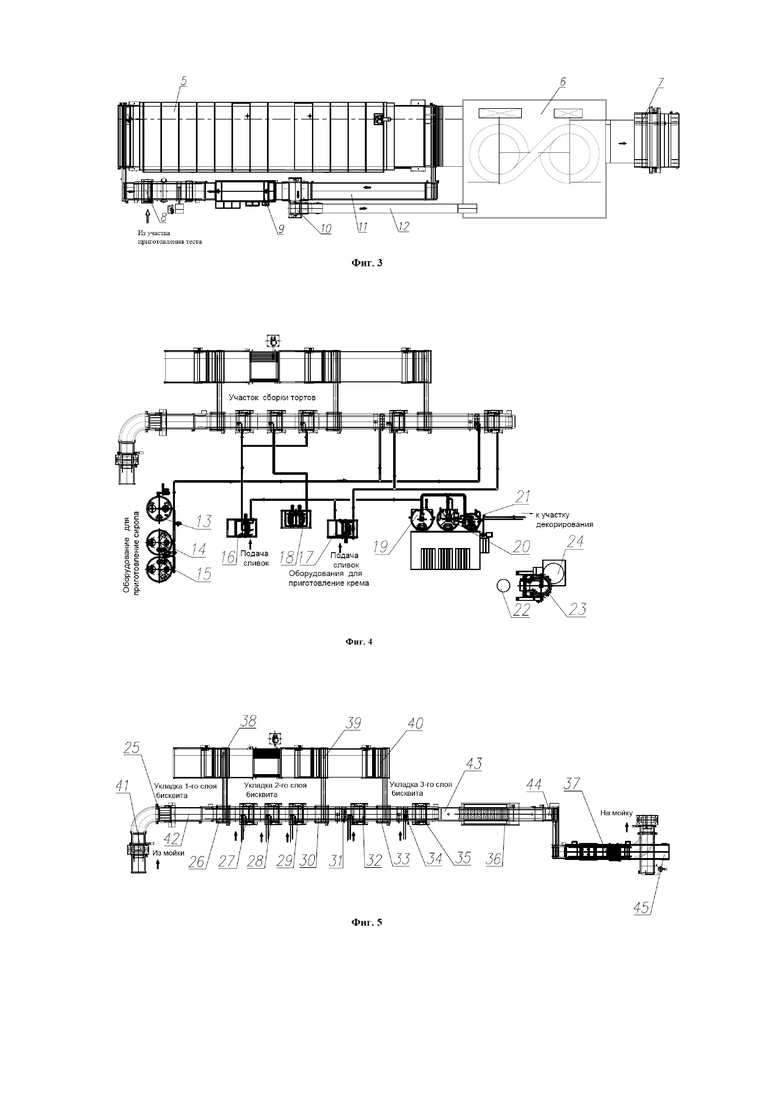
На фигуре 3 представлен участок приготовления бисквита.
На фигуре 4 представлен участок приготовления крема, начинки и сиропа.
На фигуре 5 представлен участок сборки тортов.
На фигуре 6 представлен участок декорирования и заморозки тортов.
На фигуре 7 представлен участок упаковки тортов.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Заявленная автоматизированная линия подразделяется на следующие функциональные участки:
1. Приготовления бисквитного теста;
2. Приготовления бисквита;
3. Приготовления крема, начинки и сиропа;
4. Сборки тортов;
5. Декорирования и заморозки тортов;
6. Упаковки тортов.
Ниже рассмотрим подробнее каждый функциональный участок автоматизированной линии в отдельности.
1.Участок приготовления бисквитного теста.
Участок приготовления бисквитного теста содержит предварительный смеситель (1), буферную емкость (2); насос (3); аэратор (4).
На данном участке в предварительный смеситель (1) автоматически подаются рецептурные ингредиенты, где происходит их смешивание, далее данная смесь подается в буферную емкость (2). Через определенное время при помощи насоса (3) полученная смесь перекачивается в аэратор (4), где происходит конечная подготовка теста к этапу выпекания. Предварительный смеситель (1) представляет собой механизированную емкость с мешалками: скоростной центральной и низкоскоростной рамной со скребками. Ингредиенты подаются в предварительный смеситель (1) через верх по предназначенным для этого патрубкам. Буферная емкость (2), предназначенная для равномерной подачи при помощи насоса (3) подготовленной смеси в аэратор (4), представляет собою цилиндрическую емкость с патрубками для подачи и опорожнения. Аэратор (4), предназначенный для конечного приготовления теста, представляет собой отдельно стоящий блок, внутри которого располагается смешивающая головка с высоко оборотистым ротором.
2. Участок приготовления бисквита.
Участок приготовления бисквита состоит из печи (5), где происходит выпекание бисквита; холодильной установки (6) для охлаждения бисквита; устройства (7) для нарезки целого бисквита на слои; депозитора (8) для дозирования теста в формы поддона, агрегата (9) очистки и смазки форм поддонов; устройства (10) выгрузки бисквитов из форм поддонов; конвейера (11) с поддонами; ленточного транспортера (12).
Для приготовления бисквита применяют печь (5) тоннельного типа многорядную. Тесто депозитором (8) подается в поддоны, имеющие несколько углублений по форме конечного бисквита. При выходе из печи (5) поддон при помощи устройства (10) выгрузки переворачивается, и бисквиты выбиваются из форм поддона на ленточный транспортер (12), по которому они попадают в холодильную установку (6). Агрегат (9) очистки и смазки форм поддонов после выгрузки бисквита из форм поддона очищает их, смазывает и подает по конвейеру (11) обратно к депозитору (8). Холодильная установка (6) представляет собой отдельно стоящий каркас со спиральным транспортером внутри. Бисквит, попадая в верхнюю часть каркаса холодильной установки (6), по спиральному транспортеру опускается с заданной скоростью вниз. На выходе из холодильной установки (6) бисквит полностью остужен и готов к операции нарезки. Устройство (7) нарезки слоев состоит из станины, группы ленточных пил, ряда транспортеров, прижимов и направляющих. Целый бисквит подается в направляющие, зажимается между двумя транспортерами и продвигается через ленточные пилы после чего каждый полученный слой направляется по отдельному транспортеру на участок сборки.
1. Участок приготовления крема, начинки и сиропа.
Участок приготовления крема, начинки и сиропа состоит из буферного бака (13), варочных емкостей (14,15), аэраторов (16,17), установки (18) подачи начинки из дежи, буферных емкостей (19, 21), дежи (22), планетарного миксера (23), бункера (24) для сыпучих компонентов.
На данном участке происходит приготовление различных видов кремов, начинок как для нанесения между слоями бисквитов, так и для декорирования. Также на данном участке происходит приготовление сиропа для пропитки бисквита. Соответственно данный участок имеет 3 раздельных комплекта оборудования, каждый из которых связан с определенным оборудованием на участке сборки. Комплект оборудования для различных типов кремов, наносимых на бисквит состоит из смесителя (20) и буферных емкостей (19, 21). Комплект оборудования для различных типов начинок состоит из планетарного миксера (23), в дежу (22) которого ингредиенты подаются вручную и автоматически из бункера для сыпучих компонентов (24). Установки (18) подачи начинки из дежи (22) к оборудованию участка сборки. Комплект оборудования для приготовления сиропа состоит из группы варочных емкостей (14,15), в которые часть ингредиентов подается в автоматическом режиме, а другая часть подается вручную, буферного бака (13) из которого сироп подается на участок сборки в линии. Для получения крема со сливками используют аэраторы (16,17). Сливки к аэраторам (16,17) подаются автоматически по трубам из отдельного помещения с температурой воздуха от +2 до +6 °С.
2. Участок сборки тортов.
Участок сборки состоит из укладчика (25), роботов (26, 30, 33), депозиторов (27, 29, 32, 35) крема, депозитора начинки (28), депозиторов (31, 34) сиропа, охлаждающей установки (36), устройства (37) извлечения из форм, устройства (38) подачи 1-го слоя бисквита, устройства (39) подачи 2-го слоя бисквита, устройства (40) подачи 3-го слоя бисквита, транспортеров (41,42,43,44,45).
На данном участке происходит сборка кондитерского изделия из заготовок, полученных на предыдущих 3-х участках. Здесь соединяются в определенной последовательности бисквит, начинка и крем, происходит стабилизация при помощи охлаждения.
Сборка торта осуществляется в кольцевых формах, расположенных по несколько штук на поддоне. Поддоны с формами передвигаются транспортерами (41,42,43,44) по замкнутому кругу. Перед подачей на участок сборки поддоны моются и сушатся в автоматическом режиме. Оборудование для мойки и сушки поддонов с формами является частью линии и располагается в отдельном помещении. При сборке тортов первым этапом происходит укладка картонных подложек в формы поддона укладчиком (25). Затем устройством (38) подачи 1-го слоя бисквит подается к роботу (26). Устройство (38) подачи включает в себя ленточный конвейер и гребенку для подравнивания ряда из бисквитов. В состав робота (26) входит вакуумный захват с принудительным прижимом для равномерного заполнения кремом пространства между слоями. Далее робот (26) укладывает первый слой бисквита в формы поддона. Затем в формы с первым слоем бисквита депозитором (27) крема или депозитором (28) начинки наносят первый слой крема или начинки. Депозитор (29) крема резервный. После нанесения 1-го слоя крема или начинки устройством подачи (39) и роботом (30) укладывается второй слой бисквита. На следующем этапе бисквит депозитором (31) сиропа путем орошения пропитывается сиропом и подается к депозитору (32) крема для нанесения 2-го слоя крема. После нанесения 2-слоя крема устройством (40) подачи и роботом (33) укладывается третий слой бисквита. Затем следует депозитор (34) сиропа, который пропитывает сиропом 3-й слой бисквита, после чего на него депозитором (35) дозируется фиксированное количество крема. После того как все слои бисквита уложены и на верхний слой нанесен равномерный слой из крема, поддоны с тортами направляются транспортером (43) в охлаждающую установку (36) для процесса стабилизации.
По завершению процесса стабилизации торты при помощи устройства (37) извлекаются из форм на ленточный транспортер (45), а поддоны отправляются на мойку и сушку.
3. Участок декорирования и заморозки тортов.
Участок декорирования и заморозки состоит из депозитора (46) крема для украшений, установки (47) нанесения глазированных полосок, баков (48,54,55) с глазурью, роботов (49,50,51,52,53) нанесения бордюрных лент, бака (56) для начинки, депозитора начинки (57), депозитора глазури (58), фризера (59), группы ленточных конвейеров (60).
После сборки тортов производится декорирование поверхности торта, на торт наносится бордюрная лента и происходит заморозка торта. Операция декорирования производится несколькими этапами. На первом при помощи депозитора (46) наносятся различные украшения, на втором автоматизированной установкой (47), имеющей ряд форсунок в декорирующих головках, посредством которых наносятся различные по конфигурации полоски глазурью. За этапом декорирования происходит нанесение бордюрных лент посредством 3-х осевых роботов (49,50,51,52,53).
Роботы (49,50,51,52,53) нанесения бордюрной ленты на торт, расположены после группы ленточных конвейеров (60). Каждый из роботов включает в себя блок подачи бордюрной ленты, блок позиционирования, манипулятор и клеевую машину. Блок подачи бордюрной ленты содержит приёмный лоток и направляющую с, по меньшей мере, одним элементом фиксации, выполненную с возможностью захвата бордюрной ленты из лотка и ее направления в блок позиционирования. Блок позиционирования содержит внутреннее неподвижное кольцо и внешнее кольцо, выполненное с возможностью перемещения относительно своей оси. Манипулятор содержит группу элементов захвата с фиксаторами бордюрной ленты, и выполнен с возможностью переноса бордюрной ленты из блока позиционирования к клеевой машине и к кондитерскому изделию, расположенному на конвейерной ленте и с возможностью нанесения ленты вокруг него. Робот содержит группу датчиков обнаружения торта на конвейерной ленте, определения скорости движения торта. Элементы захвата ленты установлены с возможностью совершения поступательных движений навстречу друг другу, а клеевая машина, содержит форсунку и фотодатчик, и выполнена с возможностью нанесения клеевого слоя на край бордюрной ленты.
В момент нанесения бордюрной ленты торт стоит в зафиксированном положении, а остальные, двигающиеся за ним, накапливаются на буферном транспортере.
После нанесения бордюрной ленты торт направляется на дополнительное декорирование глазурью или начинкой при необходимости. Комплект оборудования приготовления глазури для декорирования состоит из депозитора глазури (58), баков для глазури (54, 55). Для нанесения декоративной начинки используется депозитор (57) в который из емкости (56) подается предварительно приготовленная начинка. Конечной операцией на данном участке является заморозка торта, которая осуществляется путем «шоковой» глубокой заморозки во фризере (59) при температуре -35 °С. Фризер представляет собой отдельно стоящий теплоизолированный каркас с двойным спиральным конвейером внутри. Декорированные торты заезжают в нижней части спирального фризера, по одному витку спирали поднимаются наверх, по второму спускаются вниз.
4. Участок упаковки тортов.
Участок упаковки состоит из: транспортера (61) фризера, группы ручьев (62), устройств (63,64) подачи поддонов и крышек, транспортеров (65,66,68,69), укладчика (67), устройств (70,71) контроля веса и детектора металла, устройств (72,73) наклейки этикеток и печати даты, группы роботов (74) с пневмозахватами, формирователя (75) коробов, устройства (76) для закрытия коробов и заклейки их скотчем, устройства (77) для наклеивания лейблов, буферного транспортера (78) для накопления коробов.
Участок упаковки является завершающим участком в линии. Здесь происходит упаковывание замороженных тортов в первичную и вторичную упаковку. Первичной упаковкой является пластиковый поддон под торт с пластиковой крышкой. Вторичной упаковкой является гофрокороб.
Выходя с транспортера (61) фризера торты распределяются по нескольким ручьям (62). Также к этой группе ручьев в автоматическом режиме устройствами (63,64) подачи поддонов и крышек подаются поддоны и крышки, которые выкладываются из стопки при помощи автоматических раскладчиков, входящих в их состав. В определенном месте при помощи двух расположенных друг над другом транспортеров (65,66) торт укладывается на поддон. Далее укладчик (67) накрывает торт крышкой и защелкивает ее. После этого торт в первичной упаковке направляется по транспортерам (68,69) на устройства (70,71) контроля веса и детектора металла, которые при несовпадении веса торта с эталонным и обнаружении металлических включений отбраковывает его.
На прошедшие контроль торты устройствами наклейки (72,73) наклеивается специальная этикетка с необходимой о торте информацией, а также наносится дата производства и дальше он направляется на укладку в гофрокороба.
Для вторичной упаковки формирователь коробов (75) формирует из заготовок короб и подает его к группе роботов (74), которые при помощи специальных захватов укладывает торты в него. Заполненный короб отправляется к устройству (76), на котором производится закрытие клапанов коробов и заклеивание их скотчем. Затем устройством (77) происходит наклеивание этикетки на короб с необходимой информацией. Далее полностью упакованный продукт в коробах попадает на конечный в линии буферный транспортер (78), откуда далее забирается оператором.
Технологические процессы производства замороженных тортов выполняются при помощи блока управления автоматической линией, а вспомогательные процессы и работы (транспортные, погрузочно-разгрузочные, складские и др.) осуществляются работниками различных служб при помощи машин, механизмов, приборов. При этом на отдельных операциях (подача сырья в емкости, одевание крышки на торт при упаковке и др.) в минимальном объеме допускается механизированный и ручной труд. Каждый участок с оборудованием управляется своими контроллерами по загруженным в них программно-логическим алгоритмам с получением выходных параметров, при этом все контроллеры взаимодействуют между собой. Входные сигналы от датчиков оборудования приходят на входные модули и обрабатываются в контроллерах с целью автоматической установки выходных параметров в соответствии с входными параметрами. Контроллеры выдают сигналы через выходные модули по заданной программе. Также основное оборудование на участках имеет панели управления для ввода необходимых параметров, настроек. К выходным параметрам относятся скорость движения системы конвейеров, блока упаковки, мощность охлаждения теплообменного элемента фризера, блока заморозки и т.д.. К входным параметрам относятся измеренная температура продукта, время перемешивания крема, регистрируемая величина крутящего момента планетарного миксера, наличие сырья в бункерах и т.д. Причем выходные параметры и пороговые значения входных параметров зависят от вида теста или крема, приготавливаемых для того или иного вида торта.
Блоки управления автоматической линией содержат группу панелей управления, электродвигатели, датчики расхода, датчики температуры, датчики влажности, датчики плотности, датчики вязкости, датчики частоты колебаний, вторичные приборы такие, как аналого-цифровые преобразователи (АЦП), контролеры с микропроцессорами, входные каналы управления, выходные каналы управления, локальные регуляторы, исполнительные механизмы.
Осуществление управления автоматизированной линией происходит следующим образом.
Информация о ходе технологического процесса при приготовлении теста, бисквита, крема, сиропа, при нанесении декора, бордюрной ленты, при заморозке с помощью датчиков передается в микропроцессоры контроллеров, которые по заложенным в них программно-логическим алгоритмам осуществляют оперативное управление технологическими параметрами с учетом накладываемых на них двухсторонних ограничений, обусловленных как получением готового продукта высокого качества, так и экономической целесообразностью.
При этом стабилизация значений технологических параметров производится локальными регуляторами, задание которым устанавливают микропроцессоры контроллеров. Это позволяет существенно повысить надёжность работы системы управления, так как в случае возникновения сбоя в программе или аппаратного отказа контроллеров локальные регуляторы будут продолжать работать с последними установленными настройками.
Таким образом, заявленное техническое решение за счет максимальной автоматизации, исключения сложностей, связанных с использованием ручного труда по сравнению с известными производственными линиями сокращает время приготовления партии замороженных тортов в количестве 4500 тортов/час в 4,5 раза. Кроме того, позволяет достигнуть высокого и стабильного качества готовой продукции, уменьшить потери и брак на 85%, при этом обеспечив разнообразие изготавливаемых тортов.


Изобретение относится к пищевой промышленности, в частности к технологическому оборудованию для производства замороженных тортов. Автоматизированная линия снабжена блоком управления и включает взаимосвязанные между собой функциональные участки приготовления бисквитного теста, приготовления бисквита, приготовления крема, начинки и сиропа, сборки, декорирования и заморозки. Блок управления автоматизированной линией включает группу панелей управления для ввода входных технологических параметров, группу контроллеров на каждом функциональном участке производства тортов, которые взаимодействуют между собой посредством микропроцессоров по заложенным в них программно-логическим алгоритмам с получением выходных параметров. Использование изобретения позволит повысить качество готовой продукции. 7 з.п. ф-лы, 7 ил.
1. Автоматизированная линия по производству замороженных тортов, характеризующаяся тем, что она имеет блок управления и взаимосвязанные между собой функциональные участки приготовления бисквитного теста, приготовления бисквита, приготовления крема, начинки и сиропа, сборки, декорирования и заморозки, при этом блок управления выполнен в виде группы панелей управления для ввода входных технологических параметров и группы контроллеров на каждом функциональном участке производства тортов, которые взаимодействуют между собой посредством микропроцессоров по заложенным в них программно-логическим алгоритмам с получением выходных данных.
2. Автоматизированная линия по п. 1, в которой участок приготовления бисквитного теста включает предварительный смеситель, буферную емкость; насос; аэратор.
3. Автоматизированная линия по пп. 1, 2, в которой участок приготовления бисквита включает печь; холодильную установку для охлаждения бисквита; устройство для нарезки целого бисквита на слои; депозитор для дозирования теста в формы поддона, агрегат очистки и смазки форм поддонов; устройство выгрузки бисквитов из форм поддонов; конвейер с поддонами; ленточный транспортер.
4. Автоматизированная линия по пп. 1-3, в которой участок приготовления крема, начинки и сиропа включает буферный бак, группу варочных емкостей, группу аэраторов, установку подачи начинки из дежи, группу буферных емкостей, дежу, миксер, бункер для сыпучих компонентов.
5. Автоматизированная линия по пп. 1-4, в которой участок сборки включает укладчик, группу роботов, группу депозиторов крема, депозитор начинки, группу депозиторов сиропа, охлаждающую установку, устройство извлечения из форм, устройство подачи 1-го слоя бисквита, устройство подачи 2-го слоя бисквита, устройство подачи 3-го слоя бисквита, группы транспортеров.
6. Автоматизированная линия по пп. 1-5, в которой участок декорирования и заморозки включает депозитор крема для украшений, установку нанесения глазированных полосок, группу баков с глазурью, группу роботов нанесения бордюрных лент, бак для начинки, депозитор начинки, депозитор глазури, фризер, группу ленточных конвейеров.
7. Автоматизированная линия по пп. 1-6, в которой участок упаковки включает транспортер фризера, группу ручьев, группу устройств подачи поддонов и крышек, группу транспортеров, укладчик, группу устройств контроля веса и детектора металла, группу устройств наклейки этикеток и печати даты, группу роботов с пневмозахватами, формирователь коробов, устройство для закрытия клапанов коробов и заклейки их скотчем, устройство для наклеивания лейблов, буферный транспортер для накопления коробов.
8. Автоматизированная линия по пп. 1-7, в которой группа роботов нанесения бордюрных лент на участке декорирования и заморозки расположена на конвейерной ленте, включающей блок подачи бордюрной ленты, блок позиционирования, манипулятор и клеевую машину, при этом блок подачи бордюрной ленты содержит приёмный лоток и направляющую с, по меньшей мере, одним элементом фиксации, выполненную с возможностью захвата бордюрной ленты из лотка и ее направления в блок позиционирования, при этом блок позиционирования содержит внутреннее неподвижное кольцо и внешнее кольцо, выполненное с возможностью перемещения относительно своей оси, манипулятор содержит группу элементов захвата бордюрной ленты, с фиксаторами бордюрной ленты, и выполнен с возможностью переноса бордюрной ленты из блока позиционирования к клеевой машине и кондитерскому изделию, расположенному на конвейерной ленте, обнаружения торта, на конвейерной ленте, определения скорости движения торта, размещения элементов захвата с бордюрной лентой вокруг торта, при этом элементы захвата ленты установлены с возможностью совершения поступательных движений навстречу друг другу, а клеевая машина содержит форсунку и фотодатчик и выполнена с возможностью нанесения клеевого слоя на край бордюрной ленты.
| Способ получения сложных эфиров | 1956 |
|
SU128458A1 |
| Устройство для непрерывного производства слоеных бисквитных изделий с начинкой | 2016 |
|
RU2622456C1 |
| СВОБОДНЫЙ АЭРОСТАТ, ВЫПОЛНЕННЫЙ В ВИДЕ РЯДА ОТДЕЛЬНЫХ РЕЗИНОВЫХ ШАРОВ С ОБЩЕЙ ПОДВЕСНОЙ СИСТЕМОЙ | 1935 |
|
SU47176A1 |
| Импульсный усилитель мощности колебаний звуковой частоты | 1957 |
|
SU110604A1 |

