Изобретение относится к углерод-содержащей пасте для использования ее, в частности, в качестве компонентов электролизеров, как таковой или спрессованной для изготовления анодов, катодов и футеровки электролизеров, применяемых для электролиза окиси алюминия с целью получения алюминия, а также относится к массам, телам и элементам электролизера, полученным затвердеванием этой пасты, способам изготовления элементов электролизера и других тел и их применению в частности в качестве элементов электролизера для производства алюминия. Также изобретение относится к углерод-содержащей пасте и полученным затвердевшим телам для других применений.
Алюминий получают посредством электролиза окиси алюминия, растворенной в расплавленном криолите. В электролизере, известном как электролизер типа Hall-Heroult, применяют аноды, состоящие из спрессованной смеси нефтяного кокса и смолы. Катоды изготавливают из угольных блоков, некоторые состоят главным образом из антрацита, металлургического кокса, графита и смолы, и их используют для образования днища и стенок электролизера.
Хотя были достигнуты значительные технологические усовершенствования в конструировании и изготовлении электролизеров, однако основной способ получения алюминия все еще остается по существу таким же, как и сто лет назад. Углеродистые материалы являются основным материалом футеровки, применяемой в настоящее время в электролизере.
Угольные анодные блоки расходуются во время электролиза и их необходимо заменять после каждых четырех или пяти недель работы в стандартных электролизерах. Кислород, образующийся в результате разложения окиси алюминия, сжигает угольный анод с теоретической скоростью примерно 330 кг на тонну производимого алюминия, однако на практике расход углерода составляет примерно 450 кг на тонну алюминия из-за побочных реакций. Результатом этого является эмиссия окислов углерода, серы и других нежелательных газов, которые теперь считаются как основные загрязнители атмосферы, но также выбросы являются менее опасными и менее загрязняющими, чем те газы, которые образуются во время изготовления угольных анодов с использованием смолы в качестве связующего.
В настоящее время, способ изготовления угольных блоков для их использования в качестве анодов и катодов в электролизерах для производства алюминия, заключается в смешении нефтяного кокса со смолой для изготовления анода и антрацита и других углеродистых материалов со смолой для изготовления катода, прессовании и обжига изделия. Обжиг означает прокладку, при которой удаляются летучие вещества при высоких температурах без расплавления материала.
Изготовление угольных анодов и катодов включает в себя применение смолы. Во время изготовления таких изделий выделяются газы, особенно из смолы в течение продолжительного периода времени, необходимого для обжига блоков. Эти газы загрязняют атмосферу и являются очень опасными для окружающей среды, причем они являются основной опасностью для здоровья рабочих, занятых в производстве.
Смола служит связующим для сухой смеси углеродистых материалов. К сожалению, связующая смола представляет серьезную опасность для здоровья людей и окружающей среды.
Используют как твердую, так и жидкую смолу. Результатом применения твердой смолы является создание неудовлетворительных рабочих условий для рабочих, например, у них проявляется раздражение и зуд в коже и глазах, таким образом, необходимы специальные меры предосторожности для защиты рабочих во время всех операций, связанных с использованием смолы.
В результате применения жидкой смолы возникают дополнительные проблемы, связанные с хранением и транспортировкой смолы к установке, где ее используют.
Во время обжига угольных блоков, который необходим для удаления летучих компонентов и стабилизации блоков, наблюдается эмиссия ароматических полициклических углеводородов (РАН), которые очень опасны для здоровья и поэтому требуется специальное оборудование для поглощения этих продуктов. Однако остаточные продукты, после их поглощения, также очень трудно удалять, причем расходы на их удаление очень высокие.
Применение смолы в качестве связующего требует операции смешения ее с углеродистыми материалами, которое должно осуществляться при температуре примерно 150-200oC, а это создает трудности в работе и приводит к высоким эксплуатационным затратам.
Обжиг представляет сложный и дорогостоящий процесс и он требует применения больших печей, которые являются сложными в работе, загрязняют окружающую среду и являются дорогостоящими из-за высокого расхода энергии. Принимая во внимание необходимость в низких термических градиентах во время нагрева этих блоков до температуры свыше 1000oC и последующего охлаждения, операция обычно занимает 2-4 недели.
Дополнительным недостатком смолы является то, что, когда блоки обжигают, смола принимает в основном форму углерода, который окисляется значительно быстрее, чем нефтяной кокс. Это приводит к дезинтеграции анодного блока с образованием неиспользованного порошка угля, который вреден для работы электролизера и увеличивает расход угля.
Таким образом, для алюминиевой отрасли промышленности очень важно получить угольные блоки, изготовленные с незагрязняющим связующим, без необходимости применения смолы или подобных опасных материалов для исключения выброса загрязняющих веществ в атмосферу. Кроме того, существует необходимость в составах и способах, которые позволяют исключить высокие температуры и сократить время обжига, необходимого для изготовления угольных блоков в соответствии с современным уровнем техники.
Краткое изложение изобретения.
Целью этого изобретения является исключение применения смолы или, по крайней мере, значительное уменьшение опасных и, следовательно, разрушающих эмиссий газов во время обычного способа изготовления и обжига угольных блоков.
Одним основным аспектом изобретения является углеродсодержащая паста для применения, в частности, в качестве элементов электролизеров как таковой или спрессованной для изготовления анодов, катодов и футеровки электролизеров для электролиза окиси алюминия для получения алюминия в электролизерах Hall-Heroult с использованием предварительно спеченных анодов или анодов типа Soderberg. Паста в соответствии с изобретением состоит по существу из спрессованной (уплотненной) смеси одного или более углеродистых материалов в виде частиц с неуглеродистым незагрязняющим связующим и необязательно с одним или более наполнителями, причем связующим является суспензия из одного или более коллоидных, полученных из одного или более коллоидных предшественников, реагентов или хелатирующих агентов.
В качестве связующего вещества может быть предпочтительно суспензия, содержащая коллоидную двуокись кремния, окись алюминия, окись иттрия, окись церия, окись тория, двуокись циркония, окись магния, окись лития и соответствующие их гидроокислы, ацетаты и формиаты, а также окислы и гидроокиси других металлов, катионные разновидности и их смеси.
Коллоидный связующий можно также получить из суспензии, содержащей коллоидные предшественники и реагенты, которые представляют собой растворы по крайней мере одной соли, например хлориды, сульфаты, нитраты, хлораты, перхлораты или органические соединения металлов, например алкоголяты, формиаты, ацетаты кремния, алюминия, иттрия, церия, тория, циркония, магния, лития и других металлов и их смеси.
Такие растворы органических соединений металлов, особенно алкоголятов металлов, могут иметь общую форму M (OR)Z, где M - металл или сложный катион, состоящий из двух или более элементов, R - алкильная цепь и Z - число обычно в интервале от 1 до 12. Такие органические соединения металлов описаны как растворы, молекулы которых имеют органические группы, связанные с атомом металла через кислород. Примерами являются тетраизомилоксид кремния, бутилат алюминия, изопропилат алюминия, тетраэтилортосиликаты и т.п. В эту категорию также входят формиаты, ацетаты и ацетил-ацетонаты.
Коллоидным связующим является обычно относительно разбавленная водная или неводная суспензия, однако также можно применять концентрированные коллоидные или частично либо полностью осажденные коллоиды.
В способе приготовления пасты добавка оснований в растворы солей алюминия вызывает осаждение гидроокисей алюминия. Гидролиз кислых растворов сульфата алюминия приводит к образованию коллоидной дисперсии аморфных водных окислов алюминия, аналогично в результате гидролиза алкоголята алюминия получают коллоид, содержащий алюминий. Растворы сульфата алюминия, вступившие в реакцию с мочевиной, и последующая термообработка могут также привести к образованию коллоидов, как это наблюдается во время гидролиза растворов солей хлорида алюминия и перхлората при температуре 125oC.
Либо коллоидный связующий получают из суспензии, содержащей также хелатообразующие агенты, например ацетилацетон и этилацетоацетат.
Для изготовления анодов, которые применяют в электролизерах для производства алюминия, паста в соответствии с изобретением преимущественно содержит один или несколько наполнителей, выбранных из антиоксидантов или материалов, препятствующих окислению, например борная кислота и ее соли и фториды, или из материалов, усиливающих связь, например метилцеллюлоза, окись алюминия в виде частиц или мочевина. Также можно добавлять один или несколько наполнителей, в частности керамику, например керамические окислы и оксисоединения, но возможно также металлические, интерметаллические, полуметаллические, полимерные и/или огнеупорные материалы, включая бориды, карбиды, нитриды, силициды, окси-нитриды и смеси всех упомянутых материалов.
В частности, для изготовления катодов или для применения в качестве катодной пасты для производства электролизеров алюминия паста в соответствии с изобретением может содержать один или несколько наполнителей, выбранных из металлических, интерметаллических, полуметаллических, полимерных, огнеупорных и/или керамических материалов, например бориды, карбиды, нитриды, силициды, окислы, оксинитриды, а также пиролизуемые хлорсиланы, поликарбосиланы, полисиланы и другие органометаллические полимеры, которые пиролизуются в полезные продукты для исключения окисления или улучшения связи, или их пиролизованные продукты, термореактивные смолы, термопластичные смолы и их смеси.
Примерами термореактивных смол являются эпоксиды, фенольные смолы и полиимиды. Примерами термопластичных смол являются поликарбонаты, например LexanTM, полифенилсульфиды, полиэфирэфиркетоны, полисульфоны, например UdelTM полиэфиримиды и полиэфирсульфоны.
Для применения в анодах и катодах и для проводящих паст, используемых для связывания вместе угольных блоков, особенно предпочтительным наполнителем является алюминий в форме частиц, крошки, стружки или измельченных кусков скрепа, либо их смеси.
Некоторые материалы могут присутствовать как в качестве связующих, так и наполнителей. Например, окись алюминия в коллоидной форме может присутствовать в связующем, тогда как окись алюминия в виде частиц добавляют в качестве наполнителя. То же самое относится к алюминию, который может присутствовать, например, в виде монофосфата коллоидного алюминия в связующем и в форме частиц, крошки, стружки или измельченного скрапа в наполнителе.
Преимущественно связующее содержит коллоидную окись алюминия в комбинации с наполнителем, состоящим в основном из окиси алюминия или алюминия, либо их смеси, возможно с небольшим количеством других наполнителей, например борная кислота.
Углеродистые материалы в виде частиц выбирают предпочтительно из нефтяного кокса, металлургического кокса, антрацита, графита или любой другой формы кристаллического углерода, аморфного углерода или их смесей, причем нефтяной кокс предпочтителен для изготовления анодов, а антрацит, металлургический кокс, графит и другие углеродистые материалы - для изготовления катодов. Также углерод может быть в форме фуллерена, например фуллерен C60 или C70, или из родственного семейства. Можно также применять смеси этих различных форм углерода.
Размер углеродистого материала в виде частиц обычно меньше 40 мм, предпочтительно между 1 мкм и 30 мм, причем углеродистый материал в виде частиц предпочтительно содержит между 5 мас.% и 40 мас.% частиц, имеющих размер менее 0,2 мм.
Однако паста в соответствии с изобретением может содержать углеродистый материал в виде частиц, наполнители или связующие, которые являются волокнистыми, причем как дискретные (измельченные) волокна, так и сплошные или несплошные отрезки волокон. Волокна имеют преимущество в том, что они улучшают связь, улучшают вязкость и, следовательно, твердое состояние полученных тел или масс. Также можно применять смеси порошков и волокон.
Пасту можно также использовать для изготовления относительно толстых волокон (диаметром от 1 до 5 мм), причем как коротких волокон, так и непрерывных отрезков. Эти предварительно формованные волокна можно затем смешать с коллоидным связующим, возможно с углеродистыми материалами в виде частиц с необязательными неуглеродистыми наполнителями и добавить в пасту для получения тела, усиленного волокнами.
Пасту в соответствии с изобретением можно также нанести на предварительно отформованные заготовки из углеродистых материалов, алюминия, окиси алюминия или других огнеупорных материалов в форме сот, сетчатых пенопластов, тканей, сукна и т.п., которые служат в качестве сердцевины или армирования для готового изделия.
В большинстве воплощений паста в соответствии с изобретением содержит 50-99 мас.% углеродистых материалов (предпочтительно 50-90%), 0-30 мас.% наполнителей и 1-30 мас.% связующего (предпочтительно 5-30%). Указанное содержание связующих дано в сухой форме, следовательно, такие же весовые отношения относятся также к высушенным изделиям или массам, полученным из пасты.
В других воплощениях исполнения, особенно когда в качестве наполнителя применяют алюминий, паста в соответствии с изобретением содержит 50-90 мас.% углеродистых материалов (предпочтительно 50-90%), 1-60 мас.% наполнителей (предпочтительно 5-50%, причем обычно в основном алюминий или смесь алюминий окись алюминия необязательно с небольшим количеством других связующих, например борная кислота) и 1-30 мас.% связующего, предпочтительно 5-30% и предпочтительно коллоидную окись алюминия. Высокое содержание алюминия в качестве наполнителя, например от 40 до 60 мас.%, является полезным, особенно когда пасту применяют в качестве проводящего связующего материала.
Паста в соответствии с изобретением может иметь различную текучесть во время ее приготовления, обработки, хранения и транспортировки. Ее вязкость может составлять от примерно 10-1 до 1015 сантипуаз, т.е. от спокойной текучести до затвердевших масс, готовых для применения. По причине стоимости желательно уменьшить количество жидкого носителя. Таким образом, обычно предпочтительны формы пасты с регулируемой вязкостью, то есть с вязкостью в пределах 101-103 сантипуаз.
Другим аспектом изобретения является элемент ячейки электролизера для электролиза окиси алюминия с целью получения алюминия, например, анод, катод или футеровка электролизера, содержащая затвердевшую углеродсодержащую пасту в соответствии с изобретением, как было описано. Элемент электролизера может быть в форме самонесущего блока или в форме футеровки ячейки электролизера. Такая футеровка электролизера может представлять собой массивную конструкцию, образованную затвердевшей пастой, или она может состоять из нескольких блоков, соединенных затвердевшей массой из той же пасты.
Элементом электролизера может быть анодный блок, и в этом случае на его боковые поверхности можно успешно нанести стойкое к окислению покрытие. Для анодных применений желательно, чтобы угольный блок содержал алюминий и/или окись алюминия в коллоидном связующем и/или в качестве наполнителя. Поскольку анод расходуется во время применения, то окись алюминия, которую он содержит, является источником электролизуемого материала в тех местах, где это наиболее важно. В частности, когда окись алюминия в электролите обедняется из-за недостаточного ее пополнения из внешнего источника, окись алюминия из анода будет служить для исключения анодных эффектов путем поддержания достаточной концентрации окиси алюминия в электролизере.
Для анодных и катодных применений углеродная масса может быть в виде самоподдерживающегося, обычно прямоугольного блока, но можно также формовать массу как основу на месте (in situ) в электролизере для производства алюминия, образуя днище или стенку ванны (ячейки) электролизера или всю футеровку ванны, либо пасту можно подавать непрерывно по мере ее использования так же, как Soderberg анод, подаваемый со скоростью, при которой компенсируется расход угля. Когда днище ванны электролизера изготавливают из предварительно формованных блоков, то эти блоки можно собрать в электролизере с использованием пасты с незагрязняющим неуглеродистым связующим, подобным набивочной пасты. Из углеродной пасты можно также формовать волокна или нити.
Когда элементом электролизера является катод, то на его поверхность, которая находится в контакте с расплавленным алюминием, можно нанести покрытие из огнеупорного материала, который может смачиваться алюминием. Такое покрытие можно нанести до или после окончательной прокалки. Соответствующие покрытия и их нанесение посредством микропиродитических реакций описаны в заявке PCT/EP 93/00811.
Элементы электролизера могут содержать предварительно формованное тело (основу) из затвердевшей массы, соединенное с элементом для присоединения к источнику тока посредством затвердевшей массы пасты, которая является проводящей и также обеспечивает структурную опору вокруг соединения. Если это необходимо, то такие соединения можно усилить.
В соответствии с изобретением способ изготовления углеродистого тела (основы) или массы для применения в частности в качестве элемента электролизеров (электролитической ячейки), например анода или катода для получения алюминия электролизом окиси алюминия заключается в формовании предложенной пасты до заданной формы и размера, прессования и сушки до его применения.
Пасту в соответствии с изобретением можно уплотнить прессованием до заданной формы в пресс-форме под давлением между примерно 0,24 и 4,7 МПа (0,1-2 т/см2) или ее можно уплотнить с применением вибрации и/или посредством приложения давления в форме или в экструзионной головке для получения требуемой формы и размера. Прессование можно также осуществлять посредством трамбовки пасты в нижней части электролизера, действующей в качестве формы.
Необязательно углеродистый материал в виде частиц смешивают с наполнителем до его смещения со связующим для формования пасты. Если это необходимо, то углеродистый материал сушат до его смешения с наполнителем. Также пасту можно частично высушить до ее формования и прессования.
До его применения тело сушат путем подвергания его термообработке при температуре от 50oC до 300oC, предпочтительно при 150oC-200oC, то есть при температурах ниже тех, которые применяют в традиционном способе прокалки. Однако для определенных применений можно применять более высокие температуры.
Для изготовления самоподдерживающихся блоков пасту формуют до заданной формы, прессуют и сушат. Но пасту можно также формовать, уплотнять и сушить в электролизере для производства алюминия, образуя на месте, например, днище и/или боковые стенки ванны электролизера.
После изготовления блока или массы блок или массу можно подвергнуть дополнительной пропитке суспензией на основе коллоида и снова нагреть. Также на блок или массу можно нанести покрытие требуемого состава, включая, в частности, для катодных применений, покрытия из материала, который может смачиваться алюминием, например диборид титана или другие огнеупорные бориды, карбиды, нитриды металлов.
Для углеродных блоков или масс, подвергаемых окислительным или корродирующим условиям окружающей среды, в качестве покрытия может быть защитное покрытие, которое улучшает стойкость к окислению и которое может также улучшить электропроводность и/или электрохимическую активность элементов как, например, покрытие, наносимое из коллоидной суспензии, содержащей реактивные или нереактивные вещества или смесь реактивных и нереактивных веществ, которые, когда тело подвергают нагреву до достаточно высокой температуры, вступают в реакцию и/или спекаются, образуя защитное покрытие. Такие покрытия, которые в предпочтительных составах содержат карбиды, силициды, бориды, нитриды, окислы, нитриды, карбонитриды, оксинитриды и их комбинации, в частности SiC и MoSi2 возможно вместе с металлическими частицами, например Ni, Pt, Al, Cr или интерметаллическими частицами, например NiAl, NiAl3, CrSi, CrB и т.п., либо их комбинации, а также продукты реакции микропиролитических агентов, которыми являются частицы, волокна или фольга из таких материалов как, например, Ni, Al, Ti, B, Sr, Nb, C, Cr2O3, Zr, Ta, TiO2, B2O3, Fe или их комбинации, описаны в заявке PCT-EP 93/00810.
Изобретение также относится к углеродным блокам или массам, полученным посредством уплотнения и сушки пасты в соответствии с изобретением, и к применению таких блоков или масс в качестве элементов электролизеров (электролитических ячеек), например, анодного или катодного блока для электролиза окиси алюминия для получения алюминия.
Другим аспектом изобретения является углеродное тело для применения в частности в качестве элемента электролизеров, например, анодного или катодного блока для электролиза окиси алюминия для производства алюминия, который состоит по существу из спрессованной смеси одного или нескольких углеродистых материалов в виде частиц и тонко диспергированного неуглеродистого незагрязняющего связующего возможно с одним или несколькими наполнителями, причем связующий получен из суспензии, содержащей один или более коллоидов, коллоидных предшественников или коллоидных реагентов возможно с хелатообразователями.
Электролизер для электролиза окиси алюминия для производства алюминия в соответствии с изобретением содержит элемент ванны, изготовленный из углеродсодержащей пасты или затвердевшей углеродсодержащей пасты, как было описано. Элементом ванны может быть анод типа Soderberg, образованный из этой пасты, которую непрерывно подают со скоростью, соответствующей расходу углерода, футеровка ванны электролизера, образованная из затвердевшей пасты из предварительно изготовленных блоков затвердевшей пасты, соединенных затвердевшей массой пасты, действующей в качестве набивочной пасты, расходуемые анодные блоки, катодные блоки для сборки в днище ванны электролизера, набивочная паста, соединяющая другие элементы электролизера из углеродистого материала, и т.д.
Паста, способы и элементы в соответствии с изобретением имеют различные преимущества, достигаемые за счет исключения применения связующего на основе смолы, причем преимущества включают:
1) Исключение смолы и связанных с ней недостатков, что касается хранения, транспортировки и обработки смолы.
2) Сокращение расходов на смолу и установку для ее хранения и транспортировку.
3) Исключение остатков смолы из фильтров в печах для спекания, которые трудно и дорого удалять.
4) Упрощение конструкции установок, применяемых в настоящее время, особенно за счет исключения горячего смешения и высоких температур для обжига.
5) Возможность использования части существующего оборудования с достижением преимущества за счет значительного сокращения эксплуатационных затрат на имеющиеся установки и капитальных расходов на новые установки.
6) Исключение дорогостоящей и продолжительной стадии обжига и загрязнения в результате эмиссии ПАН.
7) Уменьшение производственного цикла продолжительностью 3 - 4 недели до 1 - 3 дней или меньше.
8) Более равномерное окисление материала, когда его используют в качестве анодов.
Краткое описание чертежа: технологическая схема способа в соответствии с изобретением для изготовления элементов электролизера для производства алюминия.
Подробное описание.
Изготовление углеродных блоков или футеровки с новым связующим для электролизера.
Способ изготовления углеродных блоков или других тел с новым связующим заключается в основном в следующих стадиях:
a) Приготовление сухих смесей с требуемым размером частиц углеродистых материалов: нефтяной кокс для анодов или антрацит, металлургический кокс, графит и другие углеродные материалы для катодов;
b) Тщательное смешение углеродистого материала с выбранными необязательными наполнителями, например, борная кислота и ее соли и фторид алюминия для уменьшения и нормализации окисления анодного углерода, или включение других добавок для улучшения связи, например, метилцеллюлоза, окись алюминия и другие окислы.
c) Добавка неуглеродистого связующего до полного смешения и гомогенизации жидкой пасты.
d) Уплотнение жидкой пасты до заданной формы и размера посредством прессования, экструдирования и/или вибрации либо обычно в прямоугольных формах для изготовления блоков, или жидкую пасту можно заливать как таковую в электролизер, где ее можно уплотнять известным способом.
e) Сушка углеродных блоков в одну или несколько стадий, включая возможную частичную сушку пасты до или во время ее уплотнения или сушка залитой пасты для исключения избытка жидкости.
Способ приготовления пасты и блоков отличается значительно от применяемого традиционного способа, поскольку в нем не используют связующее на основе смолы. Таким образом, все операции по приготовлению смесей, добавке связующего и уплотнению можно осуществлять при комнатной температуре, а не при той, которую требует точка плавления смолы. Следовательно, обжиг, который обычно осуществляют при температуре свыше 1000oC в течение общего периода времени 2 - 4 недели и который должен проводиться в неокислительной атмосфере, полученной благодаря защите углеродных блоков соответствующими углеродистыми материалами для защиты углерода от окисления, можно проводить при более низкой температуре, достаточной для исключения избыточной жидкости, хотя не должна исключаться и высокотемпературная прокалка, особенно потому, что отсутствует эмиссия загрязняющих газов.
Способ изготовления угольных блоков или других тел для их применения в производстве алюминия схематически показан на чертеже. Если это необходимо, то углеродистый материал 1 сушат в сушилке 2. Сушка необходима для металлургического кокса, но она не всегда требуется для других типов углеродистых материалов. Если углеродистый материал 1 не всегда подают измельченным до заданного размера частиц, его измельчают до заданного размера и просеивают в дробилке 3, где его можно соединить со скрапом углеродистых материалов, поступающих из отходов производства спрессованных тел или от повторной обработки нерасходуемых частей анодов или других элементов электролизера после их использования.
Углеродистый материал, оставляющий дробилку 3, представляет собой сухой однородный материал в виде частиц размером до 40 мм, предпочтительно между 1 мкм и 30 мм, причем его предпочтительно смешивают с необязательными наполнителями 5 в смесителе 6, который может представлять собой отдельное устройство или он может быть объединен с мешалкой 7, в которой смешивают углеродистый материал, необязательный наполнитель (наполнители) 5 и коллоидный неуглеродистый связующий (связующие) 8 для образования гомогенизированной жидкой пасты.
Если это необходимо, то пасту, выходящую из смесителя 7, можно сушить в сушилке 9 для доводки ее до заданной вязкости для подачи в форму 10. Этой формой 10 может быть пресс-форма или форма для литья под давлением (инжекционная матрица) либо это может быть днище электролизера, на котором пасту уплотняют. Эта форма 10 может быть расположена в том же месте, что и устройства 1 - 9 для приготовления пасты, либо она может находиться на расстоянии, например на участке, где расположена установка по производству алюминия. В последнем случае пасту в соответствии с изобретением транспортируют в баках, которые могут оставаться при температуре окружающей среды.
После прессования и формирования в форме 10, которое можно объединить с сушкой пасты, уплотненное тело сушат, когда это необходимо, и, необязательно, подвергают обработкам в устройстве 11. Такие необязательные виды обработки включают в себя суперсушку и специальную термообработку в инертной или восстановительной атмосфере, пропитку спрессованного тела таким же или различным коллоидным связующим с последующим нагревом, нанесение соответствующего покрытия на некоторые или все поверхности спрессованного тела и прикрепление токосборников и т.п. к упомянутому телу посредством известного способа просовывания сквозь канал или применяя пасту в соответствии с изобретением для прикрепления токосборников.
Изобретение дополнительно иллюстрируется следующими примерами.
Пример I.
К 40 мл 10% HCl в водном растворе добавили 50 г нефтяного кокса (размер частиц = 10 - 200 мкм, средний размер частиц - приблизительно 60 мкм) и перемешивали в течение достаточного периода времени для смачивания частиц нефтяного кокса, затем осуществляли сушку при температуре 200oC в течение примерно 2 часов для полной сушки нефтяного кокса.
К высушенному и подкисленному нефтяному коксу добавили 80 мл коллоидной окиси алюминия (марка AL - 20, 20% твердых частиц окиси алюминия) и все это хорошо перемешали. Затем полученную суспензию смеси нефтяного кокса, коллоидной окиси алюминия и HCl сушили на воздухе при температуре 200oC в печи в течение примерно 2 - 3 часов для получения пасты.
Этот способ повторяли еще несколько раз, но с добавлением 120 мл или 250 мл коллоидной окиси алюминия.
Полученную пасту прессовали под давлением 8200 фунт/кв. дюйм для получения цилиндрической формы. Во время прессования часть жидкости удалили. Затем цилиндры выдерживали при температуре 200oC в печи на воздухе до тех пор, пока они не высохли.
Некоторые образцы прокаливали в инертной (аргон) или восстановительной (CO) атмосфере при конечной температуре 500oC и 1000oC, которую поддерживали на протяжении всей ночи.
Все цилиндры, полученные прессованием, имели хорошую формуемость без каких-либо признаков растрескивания или тенденции к разрушению. Высушенные и прокаленные цилиндры имели все хорошую прочность. Особенно хорошую прочность имели цилиндры, изготовленные с добавлением 250 мл коллоидной окиси алюминия.
Один из цилиндров, высушенных при температуре 200oC, использовали в качестве анода в лабораторном электролизере для получения алюминия при плотности тока 0,7 А/см2. Электролиз проводили в течение 12 часов. Во время этого периода времени анод работал удовлетворительно при нормальном расходе угля и в конце испытания не показал каких-либо признаков разрушения.
Пример II.
50 г нефтяного кокса (с размером частиц в интервале 10 - 100 мкм) добавили к 80 мл коллоидной окиси алюминия марки AL-20, 20% твердой окиси алюминия) и все это тщательно перемешали. Полученную суспензию нефтяного кокса и коллоидной окиси алюминия сушили при температуре 200oC в печи на воздухе в течение примерно 2 часов для получения пасты.
Тот же способ повторили, но с добавкой 30 мл, 120 мл или 250 мл коллоидной окиси алюминия.
Полученные пасты прессовали под давлением 56,6 МПа (8200 фунт/кв.дюйм) для получения цилиндрической формы. Во время процесса прессования некоторое количество жидкости удалили. Затем цилиндры нагревали при температуре 200oC в печи на воздухе, пока они не стали сухими.
Некоторые образцы прокаливали в инертной (аргон) или восстановительной (CO) атмосфере при конечной температуре 500oC и 1000oC, которую поддерживали в течение всей ночи.
Прессованные цилиндры продемонстрировали хорошую формуемость без каких-либо признаков растрескивания или разрушения. Высушенные и прокаленные цилиндры имели хорошую прочность.
Тот же способ повторили с добавкой 80 мл или 120 мл коллоидного ацетата церия NicolTM вместо коллоидной окиси алюминия, при этом были получены аналогичные результаты.
Пример III
Пример II повторили для двух 50 г образцов, состоящих соответственно из смеси частиц:
(a) 84 мас.% нефтяного кокса, 15 мас.% окиси алюминия в виде частиц и 1 мас.% B2O3 (с размером всех частиц примерно 1 мкм) и
(b) 94 мас. % нефтяного кокса (10 - 100 мкм), 5 мас.% окиси алюминия в виде частиц (с размером частиц 1 мкм) и 1 мас.% B2O3 (1 мкм), которые предварительно смешали до добавки 80 мл коллоидной окиси алюминия, затем после перемешивания осуществляли операции прессования и сушки. Прессованные цилиндры продемонстрировали хорошую формуемость и высокую прочность после сушки при температуре 200oC.
Пример IV.
На нескольких образцах повторили способ из примера II, применяя 50 г металлургического кокса и 20 мл коллоидного ацетата церия NicolTM вместо коллоидной окиси алюминия. Окончательную сушку осуществляли при температуре 300oC. Цилиндры, полученные прессованием, имели хорошую формуемость и хорошую прочность после сушки.
Пример V.
Повторяли пример I, за исключением того, что начальный образец весом 50 г состоял из смеси в виде частиц 84 мас.% нефтяного кокса (1 - 200 мкм), 15 мас. % Al2O3 (3 мкм) и 1 мас.% B2O3 (1 мкм), которую предварительно смешали до добавки HCl, после этого следовали сушка, добавка 80 мл коллоидной окиси алюминия и затем перемешивание, прессование и сушка.
Один образец, полученный этим способом, пропитали, после сушки, пастой, содержащей частицы нефтяного кокса, окиси алюминия, B2O3 и коллоидную окись алюминия, путем окунания его в пасту, затем пасту фильтровали и снова ее сушили при температуре 200oC.
Другой образец, полученный этим способом, пропитали коллоидным ацетатом церия путем окунания высушенного цилиндра в коллоид, затем его снова высушили при температуре 200oC.
Пример VI.
Повторили пример II, за исключением того, что начальный образец весом 50 г состоял из смеси в виде частиц 70 мас.% нефтяного кокса (1 - 200 мкм) и 30 мас. % окиси алюминия (3 мкм). Суспензию пасты приготовили путем добавки 20 мл коллоидной окиси алюминия (марки AL - 20, 20% твердой окиси алюминия), и эту суспензию пасты из нефтяного кокса, окиси алюминия и коллоидной окиси алюминия прессовали непосредственно под давлением 56,5 МПа (8200 фунт/кв. дюйм) до цилиндрической формы без предварительного нагрева. Затем цилиндр сушили при температуре 200oC в печи на воздухе в течение примерно 10 часов. Полученный цилиндр имел хорошие формуемость и прочность после сушки.
Пример VII.
Повторили пример VI, за исключением того, что начальный образец весом 50 г заменили смесями из:
- 79 мас. % нефтяного кокса (с размером частиц 1 - 200 мкм), 20 мас.% окиси алюминия в виде частиц (с размером частиц 10 мкм) и 1 мас.% B2O3 (1 мкм) и
- 84 мас.% нефтяного кокса (1 - 200 мкм), 15 мас.% окиси алюминия в виде частиц (10 мкм) и 1 мас.% B2O3 (1 мкм).
После добавки 20 мл коллоидной окиси алюминия каждую смесь перемешали, прессовали без предварительной сушки и затем сушили на воздухе при температуре 200oC. Полученные цилиндры имели хорошую формуемость и хорошую прочность после сушки.
Пример VIII.
Повторяли пример II, за исключением того, что начальные 50 г нефтяного кокса заменили смесью из 80 мас.% нефтяного кокса и 20 мас.% аморфного углерода, а коллоид представлял собой смесь из 20 мл коллоидной окиси алюминия и 20 мл коллоидного ацетата церия. Как и прежде, полученный цилиндр имел хорошую формуемость и хорошую прочность после сушки.
Пример IX.
Повторили пример VI, за исключением того, что начальные 50 г нефтяного кокса заменили смесью из 84 мас.% нефтяного кокса, 15 мас.% окиси алюминия в виде частиц и 1 мас.% B2O3, а в качестве коллоида применяли 20 мл коллоидного ацетата церия NicolTМ, причем пасту прессовали без предварительной сушки. Как и прежде, полученный цилиндр имел хорошую формуемость (хотя с незначительным растрескиванием поверхности) и имел хорошую прочность после сушки.
Пример X.
Повторили пример II за исключением, что начальные 50 г нефтяного кокса заменили смесями:
(c) 83 мас. % нефтяного кокса (1 - 200 мкм), 15 мас.% окиси алюминия в виде частиц (10 мкм), 1 мас.% B2O3 (1 мкм) и 1 мас.% AlF3 (1 - 10 мкм),
(d) 78% нефтяного кокса (1 - 200 мкм), 20 мас.% окиси алюминия в виде частиц (10 мкм), 1 мас.% B2O3 (1 мкм) и 1 мас.% AlF3 (1 - 10 мкм).
После добавки смеси из 10 мл коллоидной окиси алюминия с 10 мл коллоидного ацетата церия каждую смесь частично сушили при температуре 200oC, перемешали, спрессовали и затем нагревали на воздухе при температуре 200oC, пока она не стала сухой. Полученные цилиндры имели хорошую формуемость и превосходную прочность после сушки.
Пример XI.
Повторили пример VI, за исключением того, что начальные 50 г нефтяного кокса заменили смесями:
(e) 83 мас. % нефтяного кокса (1 - 200 мкм), 15 мас.% окиси алюминия в виде частиц (3 мкм), 1 мас.% B2O3 (1 мкм) и 1 мас.% AlF3 (1 - 10 мкм) и
(f) 78 мас. % нефтяного кокса (1 - 200 мкм), 20 мас.% окиси алюминия в виде частиц (3 мкм), 1 мас.% B2O3 (1 мкм) и 1 мас.% (AlF3 (1 - 10 мкм).
Пастообразные суспензии получили путем добавки 20 мл коллоидной окиси алюминия в каждую смесь, которую затем непосредственно прессовали под давлением 56,5 МПА (8200 фунт/кв. дюйм) до цилиндрической формы без предварительного нагрева. Затем цилиндр нагревали при температуре 200oC в печи на воздухе в течение примерно 10 часов. Полученные цилиндры показали превосходную формуемость и прочность после сушки.
Пример XII.
Повторили пример VI, за исключением того, что начальный образец весом 50 г заменили смесями:
(g) 80 мас.% нефтяного кокса (1 - 200 мкм) и 20 мас.% окиси алюминия в виде частиц (10 мкм) и
(h) 99 мас.% нефтяного кокса (1 - 200 мкм) и 1 мас.% B2O3 (1 мкм).
В смеси добавили 10 мл коллоидной окиси алюминия и 10 мл 2% водного раствора метилцеллюлозы. Каждую смесь перемешивали, прессовали без предварительной сушки и затем прокаливали в инертной или восстановительной атмосфере при температуре 1000oC в течение примерно 11 часов. Полученные цилиндры продемонстрировали хорошую формуемость и превосходную прочность после сушки.
Пример XIII.
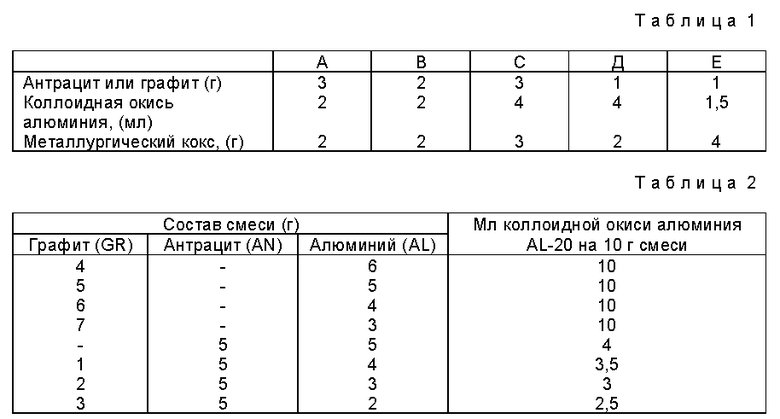
Пасты, в частности для применения в качестве набивочной пасты, связующей пасты, для изготовления волокон или для катодных применений, приготовили с составами, указанными в таблице 1.
Эти пасты получили таким же способом, как в примере II. Полученные пасты A, B, C и E были относительно вязкими. Паста Д была относительно текучей. Из всех этих паст можно формировать тела, как описано в предшествующих примерах, или изготавливать волокна экструзией.
Пример XIV.
2 г порошка алюминия с чистотой 99,5% и размером частиц - 325 меш (<42 мкм) смешали с 9 г порошка антрацита - 12 меш (<1680 мкм) и 9 г порошка антрацита с размером частиц примерно - 80 меш (<177 мкм) и смесь тщательно перемешали. В смесь добавили 2 мл коллоидной окиси алюминия марки AL-20 и хорошо перемешали. Состав смеси состоял из примерно 9 мас.% алюминия, около 80 мас.% углерода и примерно 11 мас.% коллоидной окиси алюминия.
Смесь прессовали под давлением 9,9 - 17,2 МПа (1440 - 2500 фунт/ кв. дюйм) в штампе диаметром примерно 2,5 см и спрессованный цилиндр прокаливали при температуре 1000oC в течение примерно 30 минут, затем его погрузили в порошок угерода (для исключения окисления) примерно на 30 мин и позволили ему охладиться на воздухе.
Пример XV.
5,4 г порошка алюминия, имеющего чистоту 99,5 %, размер частиц - 325 меш (<42 мкм), смешали с 24,6 г антрацитового порошка (предварительно смешанный антрацитовый порошок и смесь хорошо перемешали. В смесь добавили 3 мл коллоида (1 мл коллоидной окиси алюминия AL-20 в 2 мл воды) и хорошо перемешали. Состав смеси состоял из примерно 17 мас.% алюминия, ~79 мас.% углерода и примерно 4 мас.% коллоидной окиси алюминия.
Смесь прессовали под давлением 55,1 МПа (8000 фунт/кв. дюйм) в пресс-форме диаметром примерно 2,5 см и прессованный цилиндр прокаливали при температуре 1000oC в течение примерно 30 минут, затем его погрузили в порошок углерода (для исключения окисления) примерно на 30 минут и позволили охладиться на воздухе.
Пример XVI.
Катодные пасты для соединения вместе угольных катодных блоков приготовили следующим образом.
Приготовили суспензии путем смешения порошкообразного графита (GR) или порошкообразного антрацита (AN) с порошкообразным алюминием (Al), составы которых указаны в таблице 2, затем 10 г каждой из этих смесей смешали с указанным количеством коллоидной окиси алюминия марки AL - 20 и хорошо перемешали для получения пастообразной суспензии.
Полученные суспензии нанесли на поверхности двух угольных катодных блоков, блоки поместили вместе и пасту оставили для сушки на воздухе в течение от 30 минут до 2 часов. Затем блоки нагревали до температуры 1000oC в течение 15 минут, применяя графитовый порошок, где это необходимо, для исключения окисления высушенная электропроводящая паста прочно соединила вместе угольные катодные блоки.
Возможность применения в промышленности и модификации.
Как было указано, изобретение предназначено в основном для электрохимических применений, в частности, в качестве элементов электролизера для производства алюминия. Однако изобретение также относится к углеродсодержащим изделиям для обычных применений, полученных путем затвердевания углеродсодержащей пасты, состоящей из уплотненной смеси одного или нескольких углеродистых материалов в виде частиц с неуглеродистым незагрязняющим коллоидным связующим и необязательно с одним или несколькими неуглеродистыми наполнителями, причем связующее вещество представляет собой суспензию одного или более коллоидов либо его получают из одного или более коллоидных предшественников и коллоидных реагентов необязательно с одним или несколькими хелатообразователями.
Паста в соответствии с изобретением и затвердевшие изделия, полученные из пасты, имеют много других применений, включая конструкционные материалы, используемые в различных применениях, например в качестве, элементов самолета, электродов, нагревательных элементов, конструкционных материалов, сопел ракет, металлургических тиглей, валов насосов, приспособлений для печей, поддонов для спекания, приемников для индукционных печей, изложниц для непрерывного литья, формы, емкости и экструзионные головки, теплообменники, аноды, изоляция для высоких температур (пористый графит), газовые диффузоры, авиационные конструкционные материалы, подшипники, подложки для электронной отрасли промышленности, приспособления для пайки и соединения, формы для изготовления алмазных кругов, патрубки, формы для стекла.
Пасту можно также применять в качестве связующего для таких угольных деталей или деталей из других материалов.
Дополнительные электрохимические применения включают в себя аноды для получения магния и натрия и электролизеров для получения хлора и щелочи. Тела можно также использовать в качестве анодов для электрических дуговых печей.
В соответствии с модификацией изобретения можно также включать для определенных применений небольшое количество смолы, дегтя или подобных углеродистых связующих в комбинации с коллоидным связующим. Общее содержание смолы, дегтя или другого углеродистого связующего обычно составляет примерно 1 - 3 мас.% твердых частиц в пасте, максимум до 6 мас.%. В любом случае это намного меньше обычного количества 16 мас.%, применяемого в известном способе изготовления угольных блоков. Таким образом, даже если добавляют некоторое количество смолы, проблемы, связанные с загрязнением, значительно уменьшаются. Когда паста включает в себя небольшое количество смолы, пасту необходимо прокаливать для удаления летучих веществ. Но поскольку она содержит небольшое количество смолы, то время прокалки будет уменьшаться.
Изобретение относится к производству алюминия электролизом окислов алюминия в расплаве. Углеродсодержащая паста для применения в качестве элементов электролизеров в виде монолита или спрессованной для образования анодов, катодов и футеровки электролизеров, предназначенных для электролиза окиси алюминия с целью получения алюминия, состоит из уплотненной смеси одного или более углеродсодержащих материалов с неуглеродистым незагрязняющим связующим веществом и необязательно с одним или несколькими наполнителями, в основном окисью алюминия и алюминием, причем в качестве связующего вещества применяют суспензию одного или более коллоидов, например коллоидную двуокись кремния, окись алюминия, окись иттрия, окись церия, окись тория, двуокись циркония, окись магния, окись лития, или его получают из одного или нескольких коллоидных предшественников или коллоидных реагентов необязательно с одним или более хелатообразователями. Элементы электролиза изготавливают путем формования пасты до заданной формы и размера, например в форме, пресс-форме или на дне электролизера, прессуют и сушат до их использования, причем пасту можно использовать как таковую в аноде типа Soderberg или для связи вместе угольных блоков подобно набивочной пасте. 3 с. и 51 з.п.ф-лы, 1 ил., 2 табл.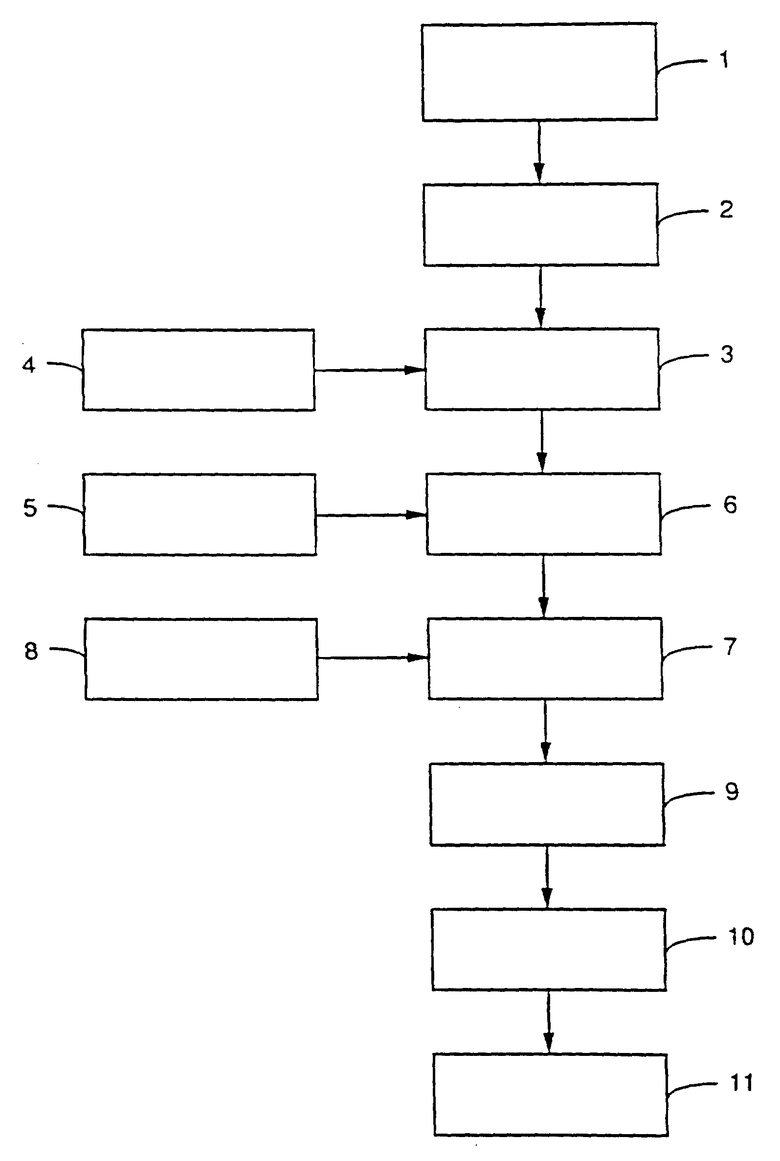
| US, 5127583, C 25 C 3/08, 08.06.93 | |||
| DE, 3802670, C 25 C 3/12, 1989 | |||
| US, 5135621, C 25 C 3/08, 1992. |
