Предполагаемое изобретение относится к машиностроению и может быть использовано для ремонта и изготовления рабочих органов сельскохозяйственных и других машин.
Известен способ, описанный в изготовлении рабочего органа почвообрабатывающего орудия (см. а.с. N 1801292, кл. A 01 B 35/20, Б. 18, 1994), в котором боковые поверхности наклонного участка и верхняя поверхность горизонтального участка ножа наплавлены твердосплавным материалом, причем толщины наплавки боковых и наклонных поверхностей различны.
Недостатком этого способа является то, что его невозможно использовать при восстановлении лемехов, т.к. он не обеспечивает равнопрочность изделия в виду быстро изнашиваемого носка лемеха, а это отражается на его работоспособности и соответственно на сроке службы.
За прототип выбран способ восстановления изношенных поверхностей детали (см. пат. N 2020047, кл. B 23 P 6/00, Б. 10, 1993), при котором на изношенную поверхность устанавливается накладка, компенсирующая износ и закрепляемая на ней с помощью двух крепежных элементов.
Недостатком способа является то, что в рабочих органах сельхозмашиностроения накладные элементы не крепят на корпусе с помощью крепежных элементов, т.к. специфика работы орудий такова, что выдерживая большие нагрузки они будут быстро выходить из строя, что снижает в общем срок службы таких изделий.
Известен способ восстановления изношенных поверхностей лемеха, включающий приварку накладных элементов, компенсирующую износ с последующей их наплавкой (241959 A, 18.04.69).
Недостатком известного способа является недостаточная прочность восстановленного изделия.
Задачей изобретения является повышение срока службы лемеха. Это достигается за счет того, что используют накладные элементы, компенсирующие износ с предварительным его удалением, последнее проводят путем отсекания изношенной носовой части лемеха и его прямолинейного участка на ширину 25 мм с последующей двухсторонней приваркой накладных элементов носка и лезвия, причем накладной носок подвергают горячей формовке, копируя лицевую часть изношенной заготовки, при этом наплавку накладного носка производят сверху по вогнутой поверхности на ширину 60 - 80 мм и толщиной 2,0 - 2,5 мм, а лезвие снизу шириной 20 мм слоем 1,5 - 2,0 мм.
Кроме того, приваривают накладной носок к корпусу лемеха на 24 мм ниже его прямолинейного участка для обеспечения коэффициента формы.
Сущность предложенного способа восстановления изношенных поверхностей лемеха поясняется чертежами, где на
фиг. 1 изображен изношенный лемех;
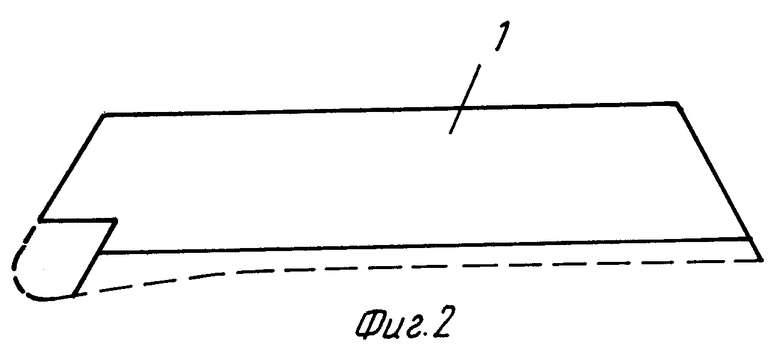
фиг. 2 - отрезка носка лезвия;
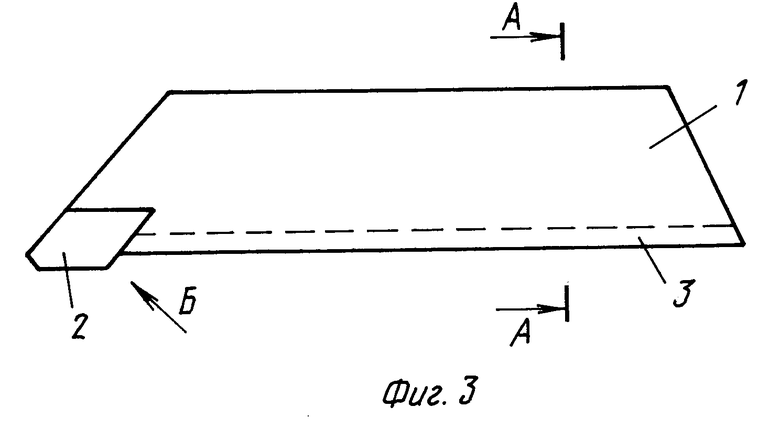
фиг. 3 - лемех с накладными элементами;
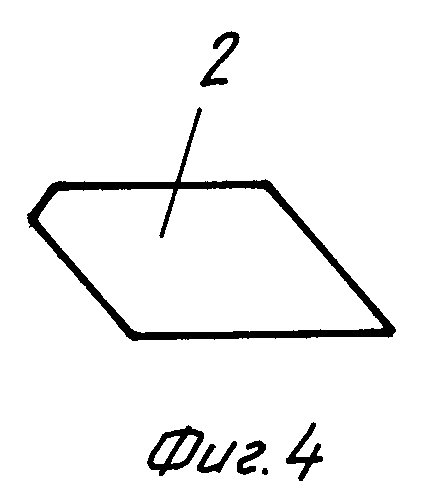
фиг. 4 - накладной носок;
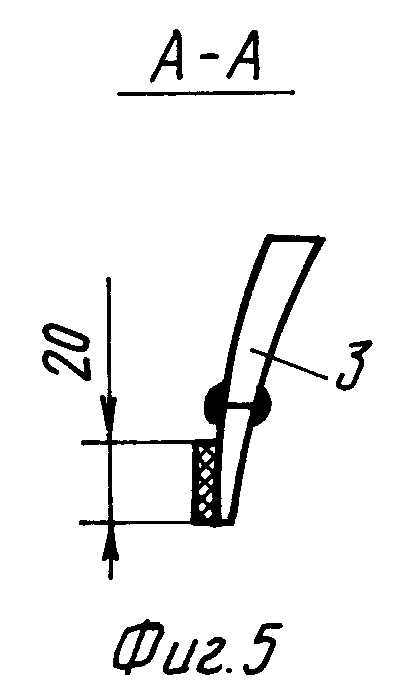
фиг. 5 - разрез А-А;
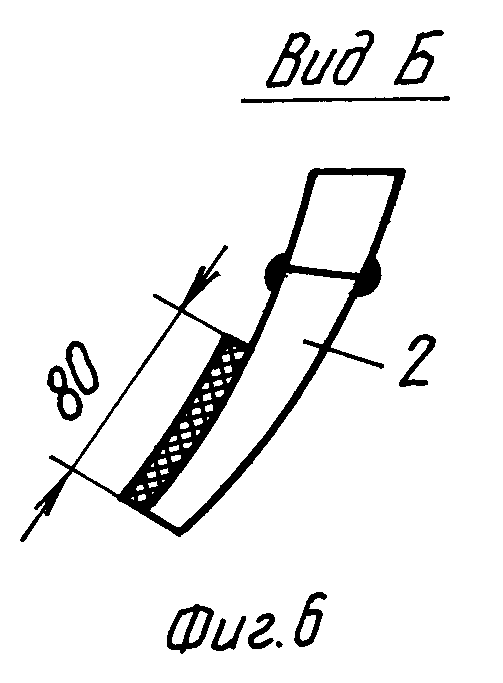
фиг. 6 - вид Б.
Предлагаемый способ реализуется следующим образом.
При износе лемехов (см. фиг. 1), т.е. когда наблюдается при их эксплуатации износ основного металла, производят отрезку носовой части лемеха и его нижний прямолинейный участок - лезвие (см. фиг. 2).
Для восстановления геометрии корпуса 1 лемеха вырезают накладные элементы, а именно носок 2 шириной 50 - 60 мм и толщиной 6 - 8 мм из углеродистой стали (см. фиг. 4), а лезвие 3 из стальной полосы 25 мм, толщиной 4 мм. Накладки носка 2 подвергают горячей формовке, изгибая по лицевой части изношенной заготовки (см. фиг. 6). Затем накладные элементы 2, 3 приваривают к корпусу 1 лемеха с двух сторон (см. фиг. 5, 6). Накладной носок 2 приваривают к корпусу 1 таким образом, чтобы его нижняя часть выступала на 24 мм ниже прямолинейного участка лемеха, обеспечивая тем самым его коэффициент формы. После этого производят наплавку носка сверху по вогнутой части (см. фиг. 6) на ширине 80 мм толщиной 2 мм, а наплавку на прямолинейном участке лемеха проводят снизу (см. фиг. 5) шириной 20 мм и толщиной 1,5 мм износостойкими сплавами С-27, УСЧ-35, УС-25 с нагревом ТВЧ.
После наплавки производят заточку носка лемеха и его лезвия.
Пример.
В конструкции самозатачивающегося лемеха П-7702 предусмотрена нижняя наплавка носка и лезвия лемеха износостойкими сплавами ПГ-УС25, ПГ-С27, СП-14-80.
При эксплуатации в засушливых районах Ростовской области из-за высоких удельных давлений наблюдается интенсивный износ основного металла, значительно опережающего интенсивность износа наплавленного слоя, который оголялся и частично скалывался, что ускорило износ носка лемеха.
На основании испытаний лемехов была принята технология восстановления носка лемеха (см. фиг. 3), при которой не срезают полностью носка, а частично в соответствии с износом.
При этом образовали лемех по прямой, выдержав его ширину в 110 мм. После этого выполнили накладные элементы, в начале накладной носок в виде параллелограмма, острый угол которого равен 50o, со сторонами 80х90 мм. Затем вырезали лезвие из стальной полосы 25 мм длиной 500 мм.
Накладной носок нагрели ТВЧ до t = 900oC, затем подвергли формовке по шаблону, придавая ему вогнутость с радиусом R = 400 мм.
После этого накладной носок и лезвие приваривают к корпусу лемеха с двух сторон (как указано на фиг. 5, 6), причем носок выступает на 24 мм ниже прямолинейного участка лемеха, создавая этим коэффициент формы лемеха.
Далее, для повышения износостойкости накладных элементов на них производили наплавку сплава С-27 с нагревом ТВЧ, по вогнутой части носка ее осуществили на ширину 80 мм и толщиной 2 мм (см. фиг. 6). Лезвие наплавляли снизу (см. фиг. 5) шириной 20 мм и толщиной 1,5 мм.
Использование лемехов по предложенному способу их восстановления позволило увеличить их срок службы в сравнении с лемехами с заводской наплавкой на 50%. Сравнительные данные получены инженерным центром "Сплав" в Ростовской области и Краснодарском крае, в связи с крайней необходимостью восстановления сельскохозяйственных рабочих органов в связи с отсутствием средств на приобретение новых.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2009 |
|
RU2413601C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2014 |
|
RU2572116C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДОЛОТ ГЛУБОКОРЫХЛИТЕЛЕЙ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ИХ РАБОЧЕЙ ПОВЕРХНОСТИ | 2017 |
|
RU2680332C2 |
| Способ восстановления ресурса рабочих органов для почвообработки | 2020 |
|
RU2739049C1 |
| Способ восстановления рабочих органов глубокорыхлителей | 2020 |
|
RU2739052C1 |
| Способ восстановления с упрочнением долот глубокорыхлителей | 2020 |
|
RU2739075C1 |
| Способ восстановления рабочих органов орудий для разделки почвогрунтов | 2020 |
|
RU2737691C1 |
| Способ повышения работоспособности рабочих органов для почвообработки | 2020 |
|
RU2739045C1 |
| Способ восстановления изношенного долота почвообрабатывающей машины | 2020 |
|
RU2758861C1 |
Изобретение относится к машиностроению и может быть использовано для ремонта и изготовления рабочих органов сельскохозяйственных и других машин. Сущность изобретения заключается в том, что изношенную геометрию лемеха удаляют путем отсекания носовой части и его прямолинейного участка на ширину 25 мм с последующей двухсторонней приваркой накладных элементов носка и лезвия, причем накладной носок подвергают горячей формовке, копируя лицевую часть изношенной заготовки, при этом наплавку накладного носка производят сверху по вогнутой поверхности на ширине 60 - 80 мм и толщиной 2 ,0 - 2,5 мм, а лезвие снизу - шириной 20 мм слоем 1,5 - 2,0 мм. Кроме того, приваривают накладной носок к корпусу лемеха на 24 мм ниже его прямолинейного участка для обеспечения коэффициента формы. 1 з.п. ф-лы, 6 ил.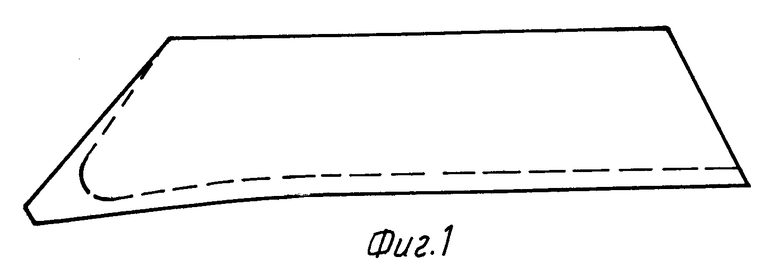
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕЛ1ЕХОВ И КУЛЬТИВАТОРНЫХ ЛАП | 0 |
|
SU241959A1 |
| Рабочий орган почвообрабатывающего орудия | 1990 |
|
SU1801292A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 1991 |
|
RU2020047C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ ОГНЕТУШАЩЕГО ПОРОШКА В ПОПЕРЕЧНОМ СЕЧЕНИИ НЕСТАЦИОНАРНОГО ГАЗОВОГО ПОТОКА | 2019 |
|
RU2705914C1 |
| FR 1550753 A, 20.12.68 | |||
| US 4176437 A, 04.12.79 | |||
| В.И.Черноиванов и др | |||
| Восстановление деталей сельскохозяйственных машин | |||
| М.: Колос, 1983. | |||
