Предлагаемое изобретение относится к способам восстановления и упрочнения изношенных деталей и может быть использовано главным образом для восстановления и упрочнения рабочих органов почвообрабатывающих машин, преимущественно плужных лемехов.
Известен способ восстановления изношенных поверхностей лемеха (Патент №2125507, МПК В23Р 6/00, опубликовано 27.01.1999 // Изобретения. - 1999. - №3. - С. 439), в котором выполняют отсекание изношенной носовой части лемеха и его прямолинейного участка на ширину 25 мм перед приваркой накладных элементов носка и лезвия, осуществляют горячую формовку накладного элемента изношенной носовой части, копируя лицевую часть изношенной заготовки, накладные элементы носовой части и лезвия приваривают с двух сторон, наплавку накладного элемента износостойкими сплавами С-27, УСЧ-35, УС-25 носовой части производят сверху по вогнутой поверхности на ширине 60-80 мм толщиной 2,0-2,5 мм, а лезвия - снизу шириной 20 мм толщиной 1,5-2,0 мм.
Недостатком данного способа является то, что накладные элементы (носок и лезвие) являются отдельными деталями и привариваются по отдельности, что увеличивает трудоемкость при восстановлении.
Известен способ восстановления плужных лемехов (Ачкасов К.А. «Прогрессивные способы ремонта сельскохозяйственной техники» - М.: «Колос», 1975 г., стр. 281), в котором выбракованные лемехи подвергают отжигу, правке и отрезают изношенные части (лезвие, носок). Изготовляют специальные клиновидные полосы для новых лезвий и носков. Приваренные к лемеху лезвия и носок наплавляют сормайтом на установке в ТВЧ. Затем лезвие выравнивают на заточном станке до обнажения сормайта по всей длине и затачивают с лицевой стороны по техническим условиям новых лемехов. В случае, когда не требуется отрезка изношенных частей, лезвия лемеха оттягивают обычным (кузнечным) способом.
Известен способ восстановления плужных лемехов (Пучин Е.А., Новиков B.C., Очковский Н.А. и др. Технология ремонта машин. Под ред. профессора Е.А. Пучина. - М.: «КолосС». - 2007, стр. 407), который предусматривает обрубку изношенных частей и последующую приварку новых вставок, осуществляемую по трем вариантам в зависимости от значения износа. После приварки вставок лемех упрочняют с тыльной стороны предлагаемыми в способе износостойкими материалами.
Недостатками данного способа являются: необходимость в специальном прокате; высокая технологическая сложность.
Общим недостатком указанных выше способов является то, что используемые при упрочнении материалы не обеспечивают высокой износостойкости.
Известен способ восстановления лап культиваторов (прототип - патент РФ 2467857, МПК В23Р 6/00, В23Н 9/00, опубликовано 27.11.2012. Бюл. №33), при котором удаляют изношенную рабочую часть стрельчатой лапы культиватора шлифовальным отрезным кругом при помощи угловой шлифовальной машины. Изготовляют новую рабочую часть из среднеуглеродистой стали в виде сменной угловой пластины, на которой выполняют сквозные продолговатые отверстия и затачивают с образование лезвия. Затем угловую сменную пластину упрочняют с тыльной стороны. Для этого на тыльную сторону сменной пластины наносят износостойкое покрытие в три слоя, причем первый и третий слои наносят электроискровым способом сплавом ферробор ФБ-20 ГОСТ 14848-69, а второй способом электродуговой металлизации стальной проволокой Св-08 ГОСТ 14848-69.
Недостатком данного способа является то, что монтаж новой режущей части в плужных лемехах посредством винтового соединения не обеспечит необходимую прочность и может привести к разрушению конструкции при эксплуатации, покрытие наносится в три слоя, что повышает трудоемкость технологического процесса восстановления, электроискровое нанесение проводят в воздушной атмосфере, что приводит к окислению составляющих элементов материала электрода, это, в свою очередь, приводит к снижению сплошности и величины покрытия, а также физико-механических свойств.
Технической задачей предлагаемого способа является повышение качества упрочняемой поверхности плужных лемехов.
Поставленная задача достигается в способе восстановления плужных лемехов, включающем удаление изношенной рабочей части плужного лемеха, изготовление новой рабочей части из среднеуглеродистой стали в виде сменной пластины, которую затачивают и упрочняют путем нанесения износостойкого покрытия, отличающемся тем, что крепление сменной пластины производят сваркой, нанесение износостойкого покрытия - электроискровым способом в среде смеси защитных газов (аргон + углекислый газ (17-25%)), а после нанесения износостойкого покрытия выполняется закалка ТВЧ неупрочненной стороны пластины.
Отличием предлагаемого изобретения от прототипа является то, что нанесение износостойкого покрытия электроискровым способом проводят в среде смеси защитных газов (аргон+СO2(18-24%)), заменяемый элемент крепится сварочным способом, а после нанесения износостойкого покрытия выполняется закалка ТВЧ не упрочненной стороны пластины.
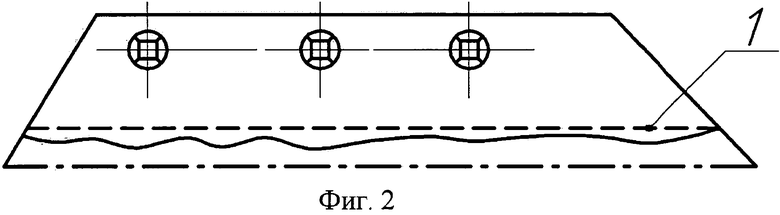
На фигуре 1 показан восстановленный лемех 1 по предлагаемой технологии с приваренным лезвием 2, которое упрочнено с тыльной стороны.
Способ осуществляется следующим способом:
Производится подготовка восстанавливаемого лемеха 1, заключающаяся в отрезании изношенной части с помощью отрезного шлифовального круга (фиг. 2). Изготавливается заготовка для лезвия 2 из полосовой среднеуглеродистой стали (фиг. 3). Для долотообразных лемехов изготавливается заготовка в соответствии с формой долотообразного лемеха (фиг. 4).
Затем заготовку затачивают с лицевой стороны по техническим условиям новых лемехов.
Восстанавливаемый лемех 1 сваривается с новым полученным лезвием 2 встык с тыльной стороны лемеха электродуговой или газопламенной сваркой.
После приварки лезвие упрочняется на ширину 25…30 мм.
С целью достижения эффекта самозатачивания, сторону для упрочнения выбирают в зависимости от условий эксплуатации: при вспашке плотных глинистых и суглинистых почв, упрочняется задняя сторона лезвия, при вспашке песчаных почв, достаточно увлажненных, и небольшим удельным сопротивлением, упрочнение производится по верхней стороне лезвия.
Упрочнение производится нанесением покрытия электроискровым способом. Электродным материалом при проведении электроискровой обработки служит ферробор марки ФБ20 ГОСТ 14848-69, что обеспечит высокую стойкость в абразивной среде. Электроискровая обработка производится в среде смеси защитных газов состоящей из 83…75% аргона и 17…25% углекислого газа соответственно.
Поток защитной смеси обтекает электроискровой разряд, предохраняет расплавленный электродный материал и обрабатываемую поверхность от воздействия атмосферного воздуха.
Углекислый газ способствует измельчению капель электродного материала, снижает их разбрызгивание, обеспечивает стабильность процесса обработки в широком диапазоне режимов.
В результате выше указанных свойств предлагаемой защитной смеси при электроискровой обработке повышается величина и сплошность получаемого покрытия.
Закалка проводится с применением ТВЧ, при которой нагреву подвергается только сторона лезвия, не покрытая износостойким сплавом. С целью повышения прочности и улучшения вязкости без значительного снижения твердости после закалки выполняется низкотемпературный отпуск.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ | 2011 |
|
RU2467857C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛАП КУЛЬТИВАТОРОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2008 |
|
RU2392102C1 |
| Способ упрочнения и восстановления стрельчатых лап междурядных и пропашных культиваторов | 2024 |
|
RU2833177C1 |
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДОЛОТ ГЛУБОКОРЫХЛИТЕЛЕЙ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ ИХ РАБОЧЕЙ ПОВЕРХНОСТИ | 2017 |
|
RU2680332C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2013 |
|
RU2549788C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХА ПЛУГА | 2015 |
|
RU2607680C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДОЛОТ ЛЕМЕХОВ ПЛУГОВ | 2014 |
|
RU2575531C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |


Изобретение может быть использовано для восстановления с упрочнением рабочих органов почвообрабатывающих машин. Удаляют изношенную рабочую часть плужного лемеха. Изготавливают новую рабочую часть из среднеуглеродистой стали в виде сменной пластины. Пластину затачивают и упрочняют путем нанесения износостойкого покрытия. Закрепление сменной пластины производят сваркой. Нанесение износостойкого покрытия осуществляют электроискровым методом в смеси защитных газов, содержащей аргон и 17-25% углекислого газа. После нанесения износостойкого покрытия на пластину выполняют закалку ТВЧ ее неупрочненной стороны. Техническим результатом изобретения является повышение качества упрочняемой поверхности плужного лемеха. 4 ил.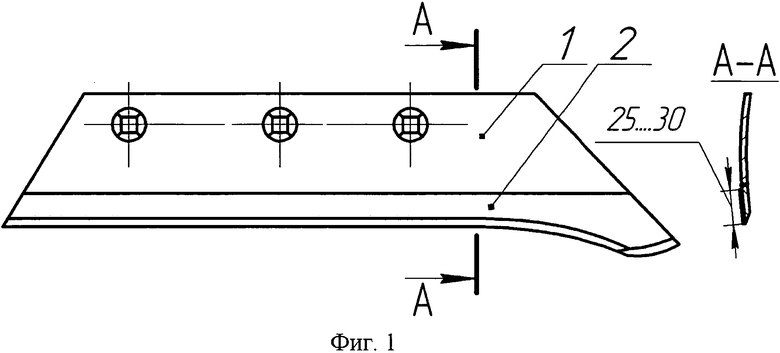
Способ восстановления плужных лемехов, включающий удаление изношенной рабочей части плужного лемеха, изготовление и закрепление новой рабочей части из среднеуглеродистой стали в виде сменной пластины, при этом ее затачивают и упрочняют путем нанесения износостойкого покрытия, отличающийся тем, что закрепление сменной пластины производят сваркой, а нанесение износостойкого покрытия - электроискровым методом в смеси защитных газов, содержащей аргон и 17-25% углекислого газа, при этом после нанесения износостойкого покрытия на сменную пластину выполняют закалку ТВЧ ее неупрочненной стороны.
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТЫХ ЛАП КУЛЬТИВАТОРОВ | 2011 |
|
RU2467857C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2003 |
|
RU2241586C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2008 |
|
RU2412793C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
| УСТРОЙСТВО ДЛЯ ВОЗВРАЩЕНИЯ ЖИДКОСТИ ДЛЯ МЫТЬЯ И/ИЛИ ПОЛОСКАНИЯ В ПОСУДОМОЕЧНОЙ МАШИНЕ | 2013 |
|
RU2617669C2 |

