Изобретение относится к области сельскохозяйственного машиностроения и ремонта машин, в частности к изготовлению, восстановлению и упрочнению плужных лемехов, работающих в условиях абразивного изнашивания, с целью продления срока их службы.
Известен способ восстановления изношенного носка лемеха плуга кузнечной оттяжкой [1].
Недостатком способа является снижение прочности носка, необходимость проведения термической обработки, невозможность повторного восстановления и низкий ресурс после восстановления из-за ускоренного появления лучевидного износа в области полевого обреза.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ приварки носка и лезвия и последующего их упрочнения. Изношенную геометрию лемеха удаляют путем отсекания носовой части и его прямолинейного участка на ширину 25 мм с последующей двухсторонней приваркой накладных элементов носка и лезвия. Накладной носок подвергают горячей формовке, копируя лицевую часть изношенной детали, при этом его наплавку твердым сплавом производят сверху по вогнутой поверхности на ширине 60-80 мм толщиной 2,0-2,5 мм. Данную накладку приваривают к корпусу лемеха на 24 мм ниже прямолинейного участка лезвия для обеспечения коэффициента формы. После наплавки лемех подвергают механической обработке - заточке [2].
Недостатками этого способа являются: сложность технологического процесса вследствие значительного количества операций (отрезка изношенной носовой и лезвийной частей, вырезка накладных элементов, их горячая формовка для придания вогнутости, приварка с соблюдением размерного фактора, наплавка на носовую часть твердого сплава, заточка); склонность к появлению деформаций и изломов, особенно возрастающая при уменьшении толщины лемеха до 5...6 мм; низкий ресурс вследствие ускоренного образования лучевидного износа.
Техническим результатом изобретения является упрощение технологии восстановления, уменьшение вероятности появления деформаций и изломов, возможность восстановления лемехов с толщиной 5…6 мм и повышение их ресурса.
Указанный технический результат достигается тем, что осуществляют вырезку стального накладного элемента и его приварку на изношенную рабочую поверхность передней части плужного лемеха с последующей наплавкой армирующих валиков в ожидаемой области образования лучевидного износа, при этом в качестве стального накладного элемента используют предварительно заточенную пластину толщиной, соответствующей толщине восстанавливаемой детали, но не более 6 мм, копирующую геометрическую форму долотообразного лемеха и вырезанную из упрочненной полосы вторичного сырья с повышенной твердостью, при этом ширина выступающей нижней части пластины соответствует ширине долота лемеха, приваривание осуществляют при размещении нижнего края пластины параллельно лезвию лемеха, а передний край пластины при этом совмещают с контуром полевого обреза.
Вырезка пластин производится из вторичного сырья, например из выбракованных деталей в форме полосы, прошедших упрочняющую обработку. Тогда толщина пластины соответствует толщине этой детали, но не более 6 мм. Технологический процесс сводится к четырем операциям: вырезка накладных элементов, заточка, приваривание, наплавочное армирование. Применение данного метода приводит к увеличению жесткости носка, что, в свою очередь, снижает вероятность деформации носовой части лемеха в процессе работы и дает возможность восстанавливать детали с толщиной 5…6 мм. Использование наплавочного армирования обеспечивает увеличение стойкости к образованию лучевидного износа, повышая тем самым ресурс детали. Это позволяет сделать вывод о том, что данный метод соответствует критерию «новизна».
Предлагаемый способ дает возможность исключить операции отрезки лезвийной и носовой частей, горячей формовки накладного элемента, наплавки твердого сплава, последующей механической обработки. Кроме того, способ исключает строгое соблюдение размерного фактора при приваривании дополнительного элемента и предполагает проведение наплавочного армирования в зоне ожидаемого износа. Таким образом, заявленный способ соответствует критерию изобретения «существенные отличия».
На чертеже представлен лемех, восстановленный по описанной выше новой методике, где
1 - рабочая поверхность лемеха;
2 - приваренная стальная пластина;
3 - полевой обрез;
4 - сварные швы;
5 - армирующие валики;
6 - область лучевидного износа.
Осуществление заявленного способа поясняется на примере восстановления работоспособности изношенных плужных лемехов марки П-702. К рабочей поверхности (1) передней части плужного лемеха сварочными электродами диаметром 4 мм марки Э46-МГ-ЭПС-4,4-УО с силой тока 140-160А приваривается стальная пластина (2) таким образом, чтобы ее передний край был совмещен с контуром полевого обреза (3). Вырезка пластины осуществляется из вторичного сырья - рессор автомобилей и телег, утративших упругие свойства, однако сохранивших значительную твердость, которая способствует повышению абразивной износостойкости. Сварные швы (4) накладываются в местах стыка и вдоль полевого обреза. Ширина выступающей нижней части (1) должна соответствовать ширине долота стандартного лемеха. Общая ширина дополнительного элемента определяется величиной износа либо шириной применяемой рессоры. Из практического опыта известно, что меньшая общая ширина обеспечивает сравнительно лучшее заглубление лемеха и снижает тяговое сопротивление агрегата. Длина пластины лимитируется величиной и формой износа носка лемеха. Наплавочное армирование (5) в области лучевидного износа (6) производится той же маркой электрода и с теми же параметрами режима. Расстояние между армирующими валиками составляет 30 мм.
Полевые испытания показали обеспечение ресурса у восстановленных лемехов не менее 100% от деталей в заводском исполнении. Деформации и изломы составили не более 7…10% от общего количества опытных изделий.
Источники информации
1. Пучин Е.А., Новиков B.C., Очковский Н.А. и др. Технология ремонта машин. Под ред. Е.А.Пучина. - М.: «КолосС», 2007. - 488 с.: ил.
2. Патент №2125507, кл. В23Р 6/00, 1999.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2008 |
|
RU2457090C2 |
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ПЛУЖНОГО ЛЕМЕХА | 2013 |
|
RU2544214C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ОТВАЛА КОРПУСА ПЛУГА | 2013 |
|
RU2533957C1 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443524C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2008 |
|
RU2412793C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2014 |
|
RU2572116C1 |
| СПОСОБ УПРОЧНЯЮЩЕГО ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2484937C2 |
| СПОСОБ ПОВЫШЕНИЯ РЕСУРСА ПЛУЖНЫХ ЛЕМЕХОВ ПЕСЧАНО-КЛЕЕВЫМИ КОМПОЗИЦИЯМИ | 2008 |
|
RU2463754C2 |
Изобретение относится к области сельскохозяйственного машиностроения и ремонта машин, а именно к способам изготовления, восстановления и упрочнения носовой части лемехов плугов сельскохозяйственной почвообрабатывающей техники. В способе осуществляют вырезку стального накладного элемента и его приварку на изношенную рабочую поверхность передней части плужного лемеха с последующей наплавкой армирующих валиков в ожидаемой области образования лучевидного износа. В качестве стального накладного элемента используют предварительно заточенную пластину толщиной, соответствующей толщине восстанавливаемой детали, но не более 6 мм, копирующую геометрическую форму долотообразного лемеха и вырезанную из упрочненной полосы вторичного сырья с повышенной твердостью, при этом ширина выступающей нижней части пластины соответствует ширине долота лемеха, приваривание осуществляют при размещении нижнего края пластины параллельно лезвию лемеха, а передний край пластины при этом совмещают с контуром полевого обреза. Изобретение позволяет упростить технологию восстановления и уменьшить вероятность появления деформаций и изломов плужных лемехов с толщиной 5…6 мм. 1 з.п. ф-лы, 1 ил.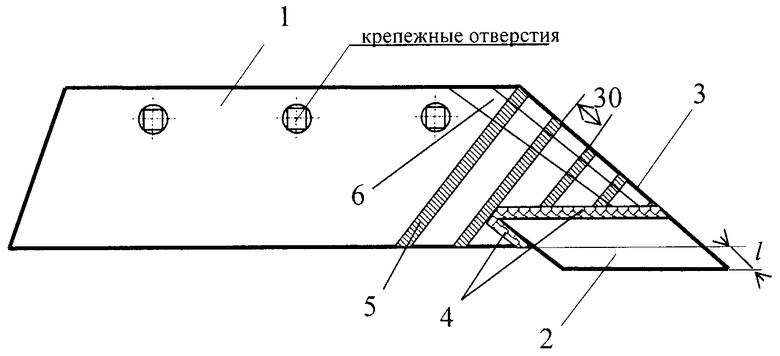
1. Способ восстановления и упрочнения носовой части плужного лемеха, включающий вырезку стального накладного элемента и его приварку на изношенную рабочую поверхность передней части плужного лемеха с последующей наплавкой армирующих валиков в ожидаемой области образования лучевидного износа, отличающийся тем, что в качестве стального накладного элемента используют предварительно заточенную пластину толщиной, соответствующей толщине восстанавливаемой детали, но не более 6 мм, копирующую геометрическую форму долотообразного лемеха и вырезанную из упрочненной полосы вторичного сырья с повышенной твердостью, при этом ширина выступающей нижней части пластины соответствует ширине долота лемеха, приваривание осуществляют при размещении нижнего края пластины параллельно лезвию лемеха, а передний край пластины при этом совмещают с контуром полевого обреза.
2. Способ по п.1, отличающийся тем, что в качестве вторичного сырья с повышенной твердостью используют рессоры автомобилей и телег для изготовления из них упрочненных полос.
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЛЕМЕХА | 1997 |
|
RU2125507C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2006 |
|
RU2344913C2 |
| Корпус плуга | 1973 |
|
SU631097A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСПРЕДЕЛЕНИЯ ОГНЕТУШАЩЕГО ПОРОШКА В ПОПЕРЕЧНОМ СЕЧЕНИИ НЕСТАЦИОНАРНОГО ГАЗОВОГО ПОТОКА | 2019 |
|
RU2705914C1 |
| US 4176437 А, 04.12.1979. | |||

