Изобретение относится к области ремонта машин, в частности к восстановлению и упрочнению плужных лемехов, работающих в условиях абразивного изнашивания.
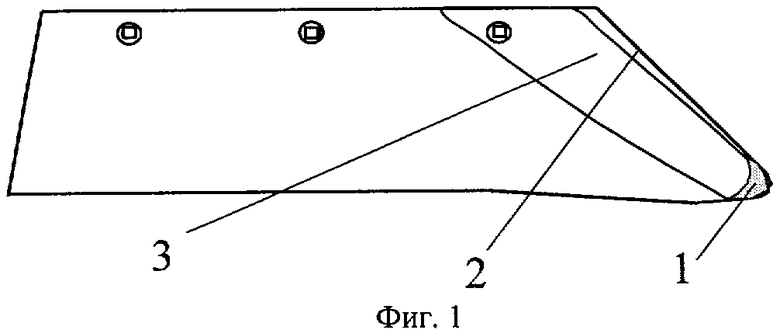
Известен способ восстановления изношенного носка лемеха кузнечной оттяжкой запаса металла с тыльной стороны после его предварительного нагрева до температуры 1200°С. Запас металла предусмотрен заводом-изготовителем [1]. Способ, заключающийся в оттягивании носка за счет запаса металла, применим только в случае отсутствия износа вдоль полевого обреза (фиг.1).
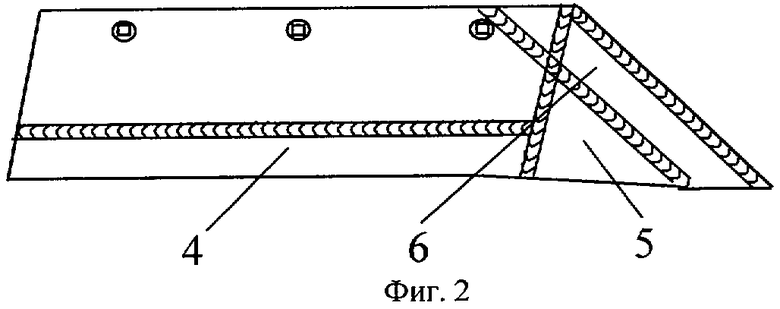
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ восстановления плужных лемехов, при котором у деталей, утративших работоспособность, после предварительного отжига обрубают изношенные части. При пахоте на песчаных и супесчаных почвах, как правило, производится обрубка носка, так как его износ и образование износа вдоль полевого обреза (фиг.1) определяет предельное состояние лемеха. Поэтому осуществляется приварка носовой части из проката ремонтного профиля, изготовленного из сталей 40Х, 50Х, 65Г толщиной 10 мм. Для обеспечения жесткости носка вдоль полевого обреза приваривают накладную пластину шириной около 50 мм (фиг.2), [2].
Недостатками прототипа является необходимость: изготовления ремонтных вставок, требующая достаточно высокой точности и стандартизованности, проведения предварительной термической обработки удаления изношенных частей, приварка вставок и приварка накладной пластины; имеют место снижение жесткости лемеха из-за термических воздействий при отжиге и сварке.
Техническим результатом изобретения является повышение долговечности плужных лемехов за счет их восстановления и одновременного упрочнения, обеспечивающих повышение стойкости к абразивному изнашиванию.
Технический результат достигается тем, что производится заплавка лучевидного износа в области полевого обреза малоуглеродистым электродным материалом, после чего применяется оттяжка и осуществляется наваривание упрочняющих валиков на восстановленную поверхность. Вследствие наплавки упрочняющих валиков в заплавленной области происходят термические процессы с образованием структурных составляющих, увеличивающих твердость восстановленной зоны, которая способствует повышению стойкости к абразивному изнашиванию. Кроме того, наплавленные валики будут способствовать росту жесткости лемеха. Сопоставительный анализ заявленного решения с прототипом показывает, что заявляемый способ отличается от известного тем, что: производится заплавка лучевидного износа в области полевого обреза малоуглеродистым электродом, обеспечивающим достаточную пластичность заваренной зоны; затем лемех подвергается оттяжке для устранения износа носка; после этого рабочая поверхность подвергается упрочняющей наплавке нанесением валиков для повышения износостойкости. Таким образом, заявляемый способ соответствует критерию изобретения "новизна". Известное техническое решение предполагает использовать для восстановления приваривание ремонтных вставок и дополнительной пластины, что отсутствует в заявленном способе. Это позволяет сделать вывод о его соответствии критерию "существенные отличия".
На фиг.1 представлен изношенный лемех,
где 1 - износ носка
2 - полевой обрез
3 - износ вдоль полевого обреза (лучевидный износ).
На (фиг.2) представлен восстановленный лемех,
где 4 - приваренная ремонтная вставка (лезвие)
5 - приваренная ремонтная вставка (носок)
6 - приваренная пластина.
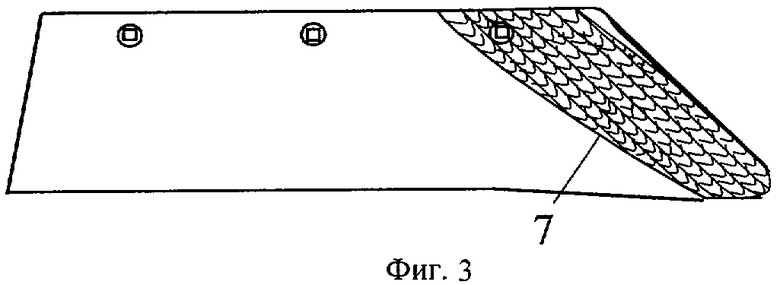
На (фиг.3) представлен лемех с заплавленным лучевидным износом,
где 7 - заплавленная область.
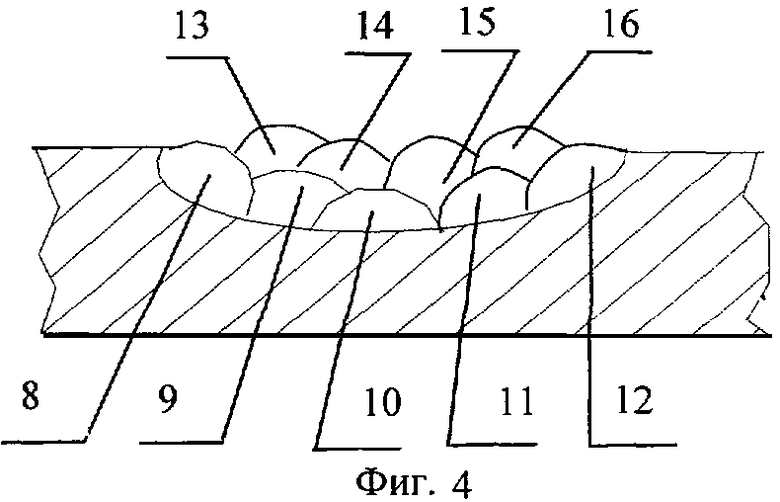
На (фиг.4) представлен порядок нанесения наплавочных валиков,
где 8, 9, 10, 11, 12, 13, 14, 15, 16 - последовательность наваривания валиков.
На (фиг.5) представлен восстановленный и упрочненный лемех,
где 17 - армирующие валики.
Осуществление заявленного способа поясняется на примере восстановления изношенного серийного лемеха плуга марки П-702 (фиг.1). Лучевидный износ в области полевого обреза устраняется его заплавкой (фиг.3). Порядок нанесения наплавочных валиков показан на фиг.4 (цифры со штрихами указывают на порядок наплавки второго слоя). Наплавка осуществляется малоуглеродистым электродом с диаметром стержня 4 мм (например, Э46-МГ-ЭПС-4,0-УО), сила сварочного тока составляет 140-160 А, скорость наплавки - 0,25 м/с при напряжении дуги 20-24 В. В качестве источника питания дуги могут быть использованы сварочные трансформаторы, генераторы и выпрямители. После этой операции производится: оттяжка носка за счет запаса металла с тыльной стороны кузнечным способом; остывание изделия до температуры окружающей среды и упрочняющая наплавка восстановленной области (фиг.5), с аналогичными параметрами режима.
Источники информации
1. Ульман И.Е., Тонн Г.А., Герштейн И.М. и др.; Под общ. ред. Ульмана И.Е. Ремонт машин. - М.: Колос, 1982. - 446 с.
2. Пучин Е.А., Новиков B.C., Очковский Н.А. и др.; Под ред. Пучина Е.А. Технология ремонта машин. - М.: Колос, 2007. - 488 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ УСТРАНЕНИЕМ ЛУЧЕВИДНОГО ИЗНОСА ДВУХСЛОЙНОЙ НАПЛАВКОЙ | 2008 |
|
RU2370351C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2009 |
|
RU2413601C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЛЕМЕХА С ЛУЧЕВИДНЫМ ИЗНОСОМ | 2010 |
|
RU2464146C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЛУЖНЫХ ЛЕМЕХОВ | 2008 |
|
RU2412793C2 |
| ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2011 |
|
RU2450496C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧИХ ЭЛЕМЕНТОВ ПОЧВООБРАБАТЫВАЮЩЕЙ ТЕХНИКИ, ИМЕЮЩИХ СЛОЖНУЮ ПРОСТРАНСТВЕННУЮ ГЕОМЕТРИЮ ИЗНОСА | 2010 |
|
RU2443531C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ ЛАЗЕРНОЙ НАПЛАВКОЙ | 2024 |
|
RU2836834C1 |
| СПОСОБ ПОВЫШЕНИЯ РЕСУРСА ПЛУЖНЫХ ЛЕМЕХОВ ПЕСЧАНО-КЛЕЕВЫМИ КОМПОЗИЦИЯМИ | 2008 |
|
RU2463754C2 |
| СПОСОБ ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2010 |
|
RU2443524C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ОТВАЛА КОРПУСА ПЛУГА | 2013 |
|
RU2533957C1 |
Изобретение может быть использовано при ремонте почвообрабатывающих машин, в частности плужных лемехов, работающих в условиях абразивного изнашивания. Производят заплавку лучевидного износа в области полевого обреза малоуглеродистым электродным материалом. После оттяжки носка осуществляют наплавку упрочняющих валиков на восстановленную поверхность. В результате наплавки упрочняющих валиков в заплавленной области происходят термические процессы с образованием структур, увеличивающих твердость восстановленной зоны, что способствует повышению стойкости лемеха к абразивному изнашиванию. Кроме того, наплавленные валики способствуют росту жесткости лемеха. 5 ил.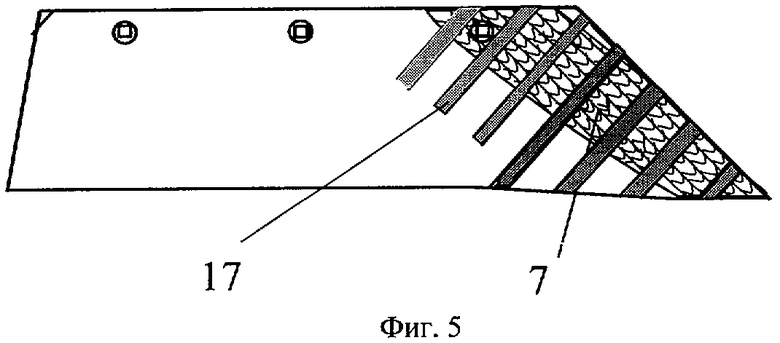
Способ восстановления плужных лемехов с одновременным упрочнением, отличающийся тем, что осуществляют заплавку лучевидного износа в области полевого обреза малоуглеродистым электродным материалом, оттяжку носка и последующее упрочнение восстановленной поверхности путем наплавки упрочняющих валиков параллельно друг другу.
| СПОСОБ УПРОЧНЕНИЯ ЛЕМЕХОВ ПЛУГОВ ИЗ СРЕДНЕУГЛЕРОДИСТЫХ И ВЫСОКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2004 |
|
RU2274526C2 |
| СПОСОБ НАПЛАВКИ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ | 2001 |
|
RU2184639C1 |
| ПЛУЖНЫЙ ЛЕМЕХ | 1998 |
|
RU2127501C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХИЗДЕЛИЙ | 0 |
|
SU288191A1 |
| Бетононасос | 1978 |
|
SU846780A1 |

