Изобретение относится к производству монет, медалей и пр. и может быть использовано при изготовлении изделий, состоящих из нескольких элементов (не менее двух), выполненных из разных металлов или сплавов.
В настоящее время в производстве монометаллических монет, медалей и пр. исчерпаны все возможные решения в отношении формы, цвета, размера и типа металла. В 80-е годы в Италии впервые была разработана технология производства биметаллических монет.
Один из способов изготовления биметаллических монет защищен заявкой ЕПВ N 0312436, кл. A 44 C 21/00, 1989. Способ обеспечивает соединение и чеканку двух элементов монеты, одной в форме диска, а другой в форме кольца, внутренний диаметр которого соответствует диаметру диска. Для надежного скрепления двух элементов монеты в единое целое предварительно на торцевую поверхность диска по всему контуру наносится кольцевой паз. На операции спаривания диска и кольца под действием прессовочных штемпелей происходит затекание материала кольца в кольцевой паз диска. Материалы, из которых изготавливаются диск и кольцо монеты, могут различаться по цвету, твердости, износостойкости и другим эксплуатационным показателям.
Недостатком способа является низкая надежность соединения элементов монеты, что со временем приводит к вращению наружного элемента - кольца относительного внутреннего - диска.
Для решения поставленной задачи в способе изготовления монет, включающем заготовку деталей в форме диска и кольца из разных материалов, нанесение пазов на торцевую поверхность диска, спаривание деталей и чеканку, заготовку дополняют вторым кольцом, внутренний диаметр которого согласован с внешним диаметром первого кольца, нанесение пазов на торцевую поверхность диска производят под углом к его плоскости, после спаривания диска и первого кольца наносят наклонные пазы на торцевую поверхность спаренного диска, а перед операцией чеканки осуществляют соединение спаренного диска и второго кольца.
Введение новых операций позволит выпускать триметаллические монеты, а благодаря нанесению наклонных пазов повышается надежность соединения деталей такой монеты.
Изобретение поясняется чертежом, где условно изображены операции способа.
Для изготовления монеты заготавливают три детали: диск 1, первое кольцо 2 с внутренним диаметром согласованным с диаметром диска 1, и второе кольцо 3, внутренний диаметр которого согласован с внешним диаметром кольца 2. Диаметры внутренних деталей заготовки должны быть чуть меньше диаметра отверстия во внешней детали заготовки. Разница в диаметрах рассчитывается известными методами в зависимости от текучести материала деталей и усилий пресса на операции спаривания деталей. Детали заготовки могут быть выполнены из разных металлов или сплавов, различающихся между собой по цвету и другим эксплуатационным характеристикам. Возможно изготовление двух деталей заготовки, в любом сочетании, из одинаковых материалов.
Для изготовления медали из указанных выше заготовок осуществляют следующие операции. По контуру диска 1, вдоль всей торцевой поверхности 4, выполняются параллельные пазы 5, имеющие угол наклона к плоскости диска 1. Угол наклона выбирается из расчета технологичности операции и прочности сцепления деталей. (фиг. 1Б). Далее детали 1 и 2 поступают на пресс предварительной сборки с гладкими штемпелями. Диск 1 с пазами 5 размещается внутри кольца 2. Обе детали подвергаются давлению, в процессе которого за счет текучести материалов происходит спаривание деталей. При этом материал кольца 2 проникает в пазы 5 диска 1 (фиг. 1B), что обеспечивает прочность соединения деталей.
В результате предыдущей операции получается спаренный диск, состоящий из двух деталей разных сплавов. Далее производится аналогичная операция нарезания наклонных пазов по контуру торцевой 6 поверхности спаренного диска (или наружной поверхности кольца 2). Спаренный диск с пазами 7 по торцу поступает в сборочный пресс, где укладывается в отверстие кольца 3. Под давлением штемпелей 8 сборочного пресса осуществляется соединение кольца 3 со спаренным диском 1-2 за счет проникновения материала кольца 3 в пазы 7 спаренного диска.
Собранные в единый диск заготовки 1, 2, 3 подвергаются двусторонней чеканке, в процессе которой наносится рисунок монеты или медали.
Перечисленные операции способа могут быть совмещены. Так при изготовлении на Ленинградском Монетном дворе Госзнака медали из трех составных частей процесс нарезания пазов был совмещен с операцией гурчения на гуртальном станке. Для этого на дне паза в плашке станка был выполнен выступ, который в процессе вращения диска на операции гурчения производил нарезку пазов по торцу диска. Операция спаривания наружного кольца медали с предварительно соединенными диском и первым кольцом производились одновременно с операцией чеканки на одном прессе.
Исследования, проведенные в лаборатории Монетного Двора показали надежность предложенного соединения деталей монеты. Использование при этом наклонных пазов по торцу диска обеспечило повышение прочности соединения по сравнению с известными способами в 3,5 раза.
Способ применим и при нарезании пазов по торцам внутренних контуров колец, однако подобные операции более трудоемки и менее эффективным.
Предлагаемый способ изготовления монет позволит существенно расширить монетную систему, а также разнообразить дизайнерские и эстетические решения медалей и прочих изделий.
Выпуск биметаллических монет и монет из трех составных деталей позволит легко решить экономическую проблему выпуска в обращение новых монет более высокого номинала без увеличения размеров монет и увеличения расхода материала. Кроме того, увеличение размера и веса монет ведет к усложнению и изменению всего парка оборудования по обслуживанию монетной системы (машины для подсчета, автоматы для торговли и пр.). Введение монет, изготовленных предложенным способом, позволит использовать имеющееся оборудование, в том числе оборудование по выпуску монет.
Наиболее экономически выгоден предлагаемый способ при переходе в стране со старой на новую монетную систему в случае когда обе монетные системы циркулируют одновременно.
Монеты и медали предлагаемого образца имеют большую степень защиты от подделок, т.к. они сложнее в изготовлении.
Новые монеты дают большое разнообразие при проектировании торговых автоматов, так как в них могут быть использованы металлы и сплавы с различными магнитами и электрическими свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТО-ЖЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2219816C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО ИЗДЕЛИЯ (ВАРИАНТЫ) И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ПРИ ПОМОЩИ ЭТОГО УСТРОЙСТВА | 2018 |
|
RU2664141C1 |
| КОМПОЗИТНЫЙ ЭЛЕМЕНТ, НАПРИМЕР МОНЕТА | 2012 |
|
RU2608290C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СУВЕНИРНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2017 |
|
RU2744724C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ НА ОСНОВЕ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ | 2020 |
|
RU2741609C1 |
| СПОСОБ ПОДГОТОВКИ СБОРКИ НЕ ИМЕЮЩИХ ОТВЕРСТИЙ ТОНКИХ ДЕТАЛЕЙ ДЛЯ НАНЕСЕНИЯ НА НИХ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2357018C1 |
| УПРАВЛЕНИЕ ЭЛЕКТРОМАГНИТНЫМИ ХАРАКТЕРИСТИКАМИ МОНЕТ С ПОМОЩЬЮ ТЕХНОЛОГИИ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ | 2009 |
|
RU2438544C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТЫ | 2000 |
|
RU2169515C1 |
| Монетовидное изделие | 2016 |
|
RU2628377C1 |
| ЦИНКОВАНИЕ АЛЮМИНИЯ | 2012 |
|
RU2610811C9 |
Использование: в изготовлении монет. Сущность изобретения: способ включает изготовление заготовок деталей в форме диска и кольца из разных материалов, наносят пазы на торцевую поверхность диска, спаривают детали и чеканят. Дополнительно изготовливают заготовку второго кольца, внутренний диаметр которого согласован с внешним диаметром первого кольца, наносят дополнительно пазы на торцевую поверхность диска, при этом все пазы выполняют под углом к плоскости диска. После спаривания диска и первого кольца наносят наклонные пазы на торцевую поверхность спаренного диска, а перед операцией чеканки осуществляют соединение спаренного диска и второго кольца. 1 ил.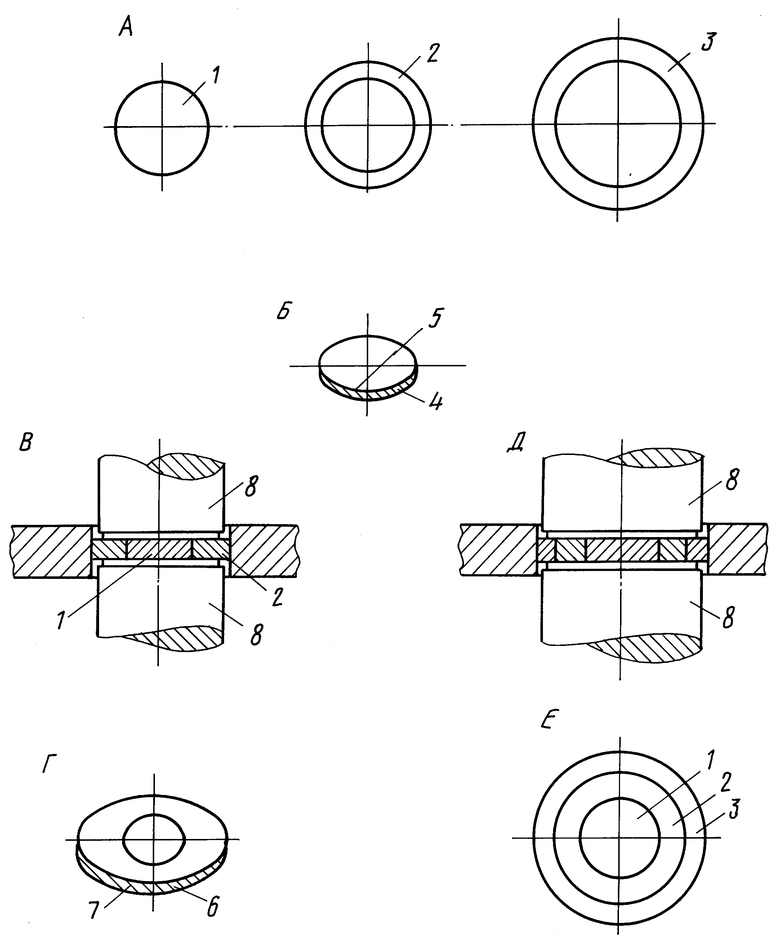
Способ изготовления монет, заключающийся в том, что изготавливают заготовки деталей в форме диска и в форме кольца из разных материалов, выполняют паз на торцевой поверхности диска, спаривают детали и чеканят, отличающийся тем, что дополнительно изготавливают заготовку второго кольца, внутренний диаметр которого согласован с внешним диаметром первого кольца, наносят дополнительно пазы на торцевую поверхность диска, при этом все пазы выполняют под углом к плоскости диска, после спаривания диска и первого кольца наносят наклонные пазы на торцевую поверхность спаренного диска, а перед операцией чеканки осуществляют соединение спаренного диска и второго кольца.
| EP, заявка, 0312436, кл | |||
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
