Изобретение относится к методам подготовки плоских деталей, не имеющих отверстий, для последующего нанесения на них металлических покрытий с использованием таких, например, технологий, как гальваника или ионно-плазменное вакуумное напыление. Для покрытий можно использовать золото, серебро, металлы платиновой группы, а также другие металлы, обрабатываемыми изделиями могут быть монеты, медали, детали для радио- и электротехнического оборудования и т.п.
Известен способ изготовления монетно-жетонных изделий путем холодной обработки металла, включающей гурчение диска-заготовки, декорирование поверхности заготовки тиснением или формирования на этой поверхности кольцевого открытого паза с последующим тиснением на его основании рифления. Декорирование боковой поверхности диска-заготовки требует нескольких дополнительных операций и специальной оснастки гуртильного станка (RU 2219816 С1, А44С 21/00, J09A 1/06). Как показывает это описание, изготовление монетно-жетонной продукции с рельефной структурой путем холодной обработки является трудоемким многооперационным процессом, требующим специального оборудования.
Известна, например, технология подготовки обрабатываемых сборок в устройстве, содержащем, помимо других элементов, рычаг, прижим, узел для закрепления обрабатываемого изделия, выполненный в виде фиксаторов, попарно размещенных на рычаге и прижиме, причем прижим выполнен с замком. Фиксаторы выполнены в виде конических стержней (US №2027801, МКИ C25D 17/08, опубл. 26.12.1992). Технология подготовки сборки заключается в закреплении деталей в специальных формах, поджатии деталей для исключения их смещения коническими стержнями-фиксаторами, закреплении специальных форм рычагом и пружинами. Недостатками этой технологии являются многооперационность процессов снаряжения сборки деталями и последующего демонтажа сборок с целью извлечения готовых изделий, наличие дефектов покрытия в точках прижима фиксаторов.
Наиболее близкой по технической сущности и назначению является технология подготовки сборок деталей в устройстве, включающем токоподводящие элементы, опоры для размещения деталей, подпружиненные пластины для закрепления плоских обрабатываемых деталей (JP №6031478 В4, МКИ C25D 17/08, опубл. 19.09.1986). Технология подготовки сборок заключается в размещении деталей в опорах и закрепление их для исключения смещений подпружиненными пластинами. Недостатками этой технологии являются сложность подготовки и демонтажа сборок деталей, наличие дефектов покрытий в зоне прижима подпружиненных пластин.
Аналогичные по принципу приемы фиксации таких же деталей в сборках для покрытия металлами и устройства используются в процессах ионно-плазменного вакуумного напыления. Соответственно, одинаковы, по сути, и недостатки этих методов приготовления сборок.
В обсужденных выше описаниях способов подготовки сборки не имеющих отверстий тонких деталей для нанесения на них металлических покрытий указаны основные элементы устройств для осуществления этих способов. В первой ссылке устройство содержит штанги, рычаг, прижим, узел для закрепления обрабатываемых изделий, выполненный в виде фиксаторов, попарно размещенных на рычаге, причем прижим выполнен со специальным замком, а фиксаторы выполнены в виде конических стержней. Во второй ссылке устройство включает токопроводящие штанги, опоры для размещения деталей, подпружиненные пластины для закрепления деталей.
Общим недостатком этих устройств является сложность подготовки (монтажа) сборок деталей и последующего демонтажа сборок с целью извлечения готовых изделий.
Технический результат от использования предлагаемых способа и устройства выражается в упрощении подготовки сборок деталей и извлечения готовых изделий, а также в исключении образования дефектов покрытия в процессе его нанесения. Способ и устройство позволяют также изготавливать монетно-жетонные изделия, упомянутые в ссылке RU 2219816 С1, А44С 21/00, J09A 1/06.
Указанный результат достигается тем, что в способе приготовления сборки не имеющих отверстий плоских деталей путем фиксации деталей на опорах, исключающей смещение деталей в процессе нанесения покрытий, согласно изобретению детали фиксируются на опоре при их точечных контактах по внутреннему и/или внешнему контуру опоры при числе контактных точек более двух, причем детали удерживаются в фиксированном положении исключительно за счет собственного веса.
Указанный результат достигается также тем, что в устройстве для подготовки сборки не имеющих отверстий тонких деталей для нанесения на них металлических покрытий, содержащем токопроводящие штанги и фиксирующие опоры для размещения деталей, согласно изобретению фиксирующие опоры выполнены в виде плоских пластин с вырезами, обеспечивающими возможность фиксации деталей за счет собственного веса без их смещения в процессе нанесения покрытий. Вырезы в плоских пластинах могут быть выполнены в виде геометрических фигур, например ромбов, прямоугольников, эллипсов и т.п.
Способ осуществляют с использованием устройства, схематически показанного на фиг.1-3. На фиг.1 показан общий вид устройства, где 1 и 2 - штанги для закрепления опор, 3 - опоры для фиксирования деталей, 4 - токоподводящий крючок, 5 - фиксируемые изделия. На фиг.2 показан вид сбоку штанги и токоподводящего крючка. На фиг.3 показан вид в плане опоры для фиксации деталей.
Способ осуществляют следующим образом. На опору 3 вручную выставляют подлежащие обработке детали 5. Внешний и внутренний контуры опоры могут иметь форму геометрической фигуры: ромба, квадрата, эллипса и т.д. При точечных контактах не менее двух (в зависимости от параметров изделий, - массы, формы, размеров) эти изделия прочно фиксируются на опоре и не смещаются при их последующей обработке в процессе нанесения покрытий. При завершении обработки опоры извлекаются из соответствующего аппарата вместе со штангами 1 и 2 и крючками 4 и встряхиванием освобождаются от готовых изделий. Полученные изделия не имеют дефектов покрытия.
Следующие примеры иллюстрируют эффективность предлагаемого способа.
Пример 1. Покрытия из золота или серебра с использованием соответствующего электролита наносят на латунные заготовки школьных медалей диаметром 40 мм, толщиной 2,5 мм, массой 51,25 г. На монтаж одной катодной подвески-опоры затрачивается 30 сек. При демонтаже сборки готовые изделия (медали) извлекают встряхиванием за 3 сек.
Пример 2. Покрытия из золота или серебра с использованием соответствующего электролита наносят на круглые заготовки из мельхиора диаметром 50 мм, толщиной 3,0 мм, массой 24,5 г. На монтаж одной катодной подвески-опоры затрачивается 35 сек. При демонтаже сборки готовые изделия (медали) извлекают встряхиванием за 3 сек.
Пример 3. Ионно-плазменное вакуумное напыление золота на латунные заготовки школьных медалей диаметром 40 мм, толщиной 2,5 мм, массой 51,25. При демонтаже сборки готовые изделия (медали) извлекают встряхиванием за 3 сек.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ | 2008 |
|
RU2352470C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО КОМПОЗИЦИОННОГО ПОЛИМЕРНОГО МОНЕТНО-ЖЕТОННОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ | 2020 |
|
RU2728156C1 |
| СПОСОБ ДЕКОРАТИВНОГО МОДИФИЦИРОВАНИЯ ПОВЕРХНОСТЕЙ МОНЕТ, МЕДАЛЕЙ, ЖЕТОНОВ, ИЗГОТОВЛЕННЫХ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ, И ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ПО ДАННОМУ СПОСОБУ | 2011 |
|
RU2465794C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНЕТ | 1993 |
|
RU2125824C1 |
| Способ декоративного модифицирования поверхности изделия с применением УФ-отверждаемого полимера и изделие, изготовленное данным способом | 2017 |
|
RU2682513C2 |
| Защитная пластиковая упаковка и набор для сборки этой упаковки | 2024 |
|
RU2824677C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ЦЕННОГО ИЗДЕЛИЯ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ЛЮМИНЕСЦЕНТНОГО ТИПА И МНОГОСЛОЙНОЕ ЦЕННОЕ ИЗДЕЛИЕ | 2015 |
|
RU2632006C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДАЛЕЙ И МОНЕТНО-ЖЕТОННЫХ ИЗДЕЛИЙ ИЗ ПЛАСТИЧНЫХ ПРИ ХОЛОДНОМ ДЕФОРМИРОВАНИИ МЕТАЛЛОВ ИЛИ СПЛАВОВ | 2014 |
|
RU2570862C1 |
| ПОЛИМЕРСОДЕРЖАЩЕЕ КОМПОЗИЦИОННОЕ ЗАЩИЩЕННОЕ ИЗДЕЛИЕ | 2019 |
|
RU2706655C1 |
| МОНЕТА ЗДОРОВЬЯ | 2008 |
|
RU2375942C2 |
Изобретение относится к области нанесения металлических покрытий на плоские изделия и может быть использовано при покрытии медалей, монет и т.п. золотом, серебром, металлами платиновой группы, а также другими металлами такими методами, как гальваника или ионно-плазменное вакуумное напыление. Способ включает фиксацию деталей на опорах, исключающую смещение деталей в процессе нанесения покрытия, при этом детали фиксируют на опоре в виде плоской пластины с вырезами с точечным контактом по контуру опоры при числе контактных точек более двух, а детали удерживают в фиксированном положении за счет собственного веса. Устройство содержит токоподводящие штанги и фиксирующие опоры для размещения деталей, при этом фиксирующие опоры выполнены в виде плоских пластин с вырезами, обеспечивающими возможность фиксации деталей за счет собственного веса без их смещения в процессе нанесения покрытий. Технический результат выражается в упрощении подготовки сборок деталей и извлечении готовых изделий, а также в исключении образования дефектов покрытия в процессе его нанесения. 2 н. и 1 з.п. ф-лы, 3 ил.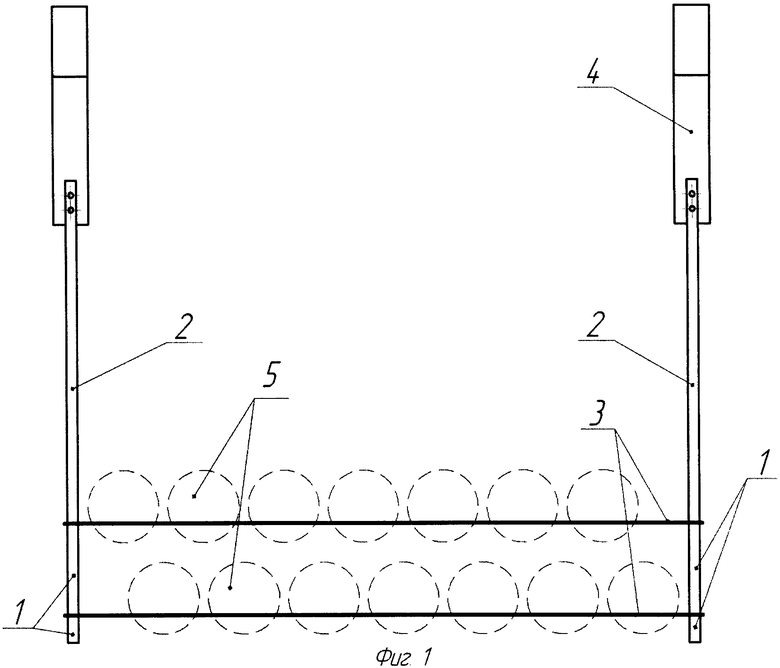
1. Способ подготовки сборки не имеющих отверстий плоских деталей к нанесению металлического покрытия, включающий фиксацию деталей на опорах, исключающую смещение деталей в процессе нанесения покрытия, отличающийся тем, что детали фиксируют на опоре в виде плоской пластины с вырезами с точечным контактом по контуру опоры при числе контактных точек более двух, а детали удерживают в фиксированном положении за счет собственного веса.
2. Устройство для подготовки сборки не имеющих отверстий плоских деталей к нанесению металлического покрытия, содержащее токоподводящие штанги и фиксирующие опоры для размещения деталей, отличающееся тем, что фиксирующие опоры выполнены в виде плоских пластин с вырезами, обеспечивающими возможность фиксации деталей за счет собственного веса без их смещения в процессе нанесения покрытий.
3. Устройство по п.2, отличающееся тем, что вырезы в плоских пластинах выполнены в виде геометрических фигур, например ромбов, прямоугольников или эллипсов.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| JP 20030175433 A, 19.06.2003 | |||
| Способ подготовки железных руд и концентратов к спеканию | 1980 |
|
SU1044647A1 |
| Установка для нанесения покрытий методом электролитического осаждения на изделия | 1989 |
|
SU1654383A1 |

