Изобретение относится к черной металлургии, конкретнее к производству стали в кислородных конвертерах, и может быть использовано при переделе низкомарганцовистого чугуна в конвертерах с ограниченным внутренним объемом, например, после выхода конвертера с "холодного" ремонта при полной замене его рабочей футеровки.
Известен способ производства стали в кислородом конвертере, включающий завалку скрапа, заливку чугуна, присадку извести, плавикового шпата, марганцевой руды и продувку ванны кислородом, при осуществлении которого известь и плавиковый шпат вводят последовательно порциями по ходу продувки, а марганцевую руду присаживают по истечении 2/3 длительности и не позже чем за 4 мин до окончания продувки в количестве, определяемом заданным содержанием марганца в конечном металле. (Авторское свидетельство СССР N 293441, кл. C 21 C 5/28).
Недостатком способа является неудовлетворительное шлакообразование в первом периоде плавки, особенно при переделе низкомарганцовистого чугуна, в результате чего наблюдается повышенные вынос капель металла, что приводит к снижению выхода металла и сильному заметалливанию кислородных фурм и кессонов.
Известен способ передела низкомарганцовистого чугуна с содержанием марганца менее 0,3% в конвертере, включающий завалку скрапа, присадку марганецсодержащего материала в завалку в количестве 70-80% от его общего расхода, заливку чугуна, присадку извести, разжижителей, продувку ванны кислородом, присадка остальной части марганецсодержащего материала по истечении 50-60% длительности продувки.
Недостатком данного способа является повышенный расход чугуна, т.к. для нагрева и расплавления присаживаемого марганецсодержащего материала затрачивается значительное количество тепла. Кроме того, данный способ требует наличия специальных складов и бункеров для хранения и использования марганецсодержащих материалов, что приводит к повышению себестоимости стали.
Известен способ выплавки стали в кислородом конвертере, включающий присадку извести на дно конвертера в количестве 40-50% от суммарного ее расхода на плавку, завалку лома, заливку чугуна, продувку металла кислородом в первые 10-15% времени с расстояния 65-75 приведенных калибров фурмы от уровня спокойной ванны, в последующие 15-30% времени от начала продувки ее ведут с расстояния 35-40 приведенных калибров, присаживают твердое топливо в количестве 0,5-3,5% от массы металлошихты в последующие 30-60% времени от начала продувки и продувка в этот период ведут с расстояния 65-75 приведенных калибров, после чего продолжают продувку с расстояния 35-40 приведенных калибров до конца плавки. (Авторское свидетельство СССР N 1298256, C 21 C 5/28, 1985).
Недостатком данного способа является низкая стойкость футеровки горловины конвертера, т.к. формирование первичного шлака осуществляется в процессе кислородной продувки при длительном нахождении кислородной фурмы в зоне горловины конвертера и верхней части цилиндрической футеровки конвертера, в результате чего футеровка подвергается негативному прямому влиянию высокотемпературного факела и кислородных струй.
Кроме того, данный способ приводит к снижению выхода металла и стойкости цилиндрической футеровки конвертера вследствие того, что кислородная продувка в течение всей плавки ведется при более высоком положении фурмы относительно уровня спокойной ванны и повышенной окисленности шлака, что подтверждается данными в описании примеров осуществления способа.
Повышенное положение кислородной фурмы в процессе всей продувки и отсутствие регламентированных пределов по интенсивности кислородной продувки приводят часто к перекислению шлака и выбросам, переливам через горловину шлакометаллической эмульсии, что существенно снижает выход металла.
Наиболее близким к предполагаемому изобретению по технической сущности и достигаемому результату является способ конвертерной плавки, включающий завалку лома, заливку чугуна, продувку металла кислородом в первые 15-20% времени продувки при высоте фурмы над уровнем металла 50-80 калибров, в остальное время 15-30 калибров, а интенсивность продувки во втором и третьем периоде плавки снижают на 20-30% и 10-18% от первоначальной. (Авторское свидетельство СССР N 990826, C 21 C 5/32, 1981).
Недостатком данного способа является низкая стойкость футеровки конвертеров, вследствие того, что формирование первичного шлака осуществляется при очень высоком положении фурмы относительно уровня ванны. В результате этого снижается стойкость футеровки горловины и верхней части цилиндрической футеровки конвертера из-за прямого агрессивного влияния высокотемпературного факела и кислородных струй.
Недостатком данного способа является также низкий выход металла, заметалливание кислородных фурм и кессона из-за неудовлетворительного формирования первичного шлака, выбросов металла и переливов через горловину шлакометаллической эмульсии. Это происходит вследствие того, что при регламентированном положении кислородной фурмы относительно уровня ванны отсутствуют регламентированные пределы по интенсивности кислородной продувки. В описании сущности изобретения описывается, что 30% от общего времени продувки - продувку ведут с допустимым расходом кислорода, определяемым пропускной способностью газоотводящего тракта. Однако, сама кислородная фурма представляет собой устройство, конструкция которой при подаче через нее кислорода "работает" в определенных пределах истечения кислорода, нарушение нижнего предела которого, обычно, приводит к прогару фурмы, а при нарушении верхнего предела, происходит срыв кислородных шлангов из-за ограниченной пропускной способности фурмы. Поэтому описанная в прототипе технология продувки в первый период плавки с расходом кислорода, определяемым пропускной способностью газоотводящего тракта, на практике конвертерного производства обычно не используется из-за недостаточной обеспеченности фурм конструктивно по их пропускной способности и высокой сложности управления ведения плавки при очень высоких интенсивностях кислорода. В связи с этим, можно признать, что в прототипе формирование первичного шлака в практике конвертерного производства осуществляется с максимальной интенсивностью кислородной продувки, являющейся предельной для конструкции используемой фурмы.
Снижение положения фурмы по истечении 15% времени продувки более чем в 3 раза (с 50-80 до 15 калибров) приводит часто к ударам фурмы о лом, выводу фурмы из строя и создания аварийной ситуации на конвертере. Кроме этого, резкое опускание фурмы приводит к образованию большого количества капель металла большого диаметра, образующихся от удара кислородной струи о жидкий металл и попадающих в шлак. В связи с тем, что капли металла имеют высокое содержание углерода, это при взаимодействии с высокоокисленным шлаком приводит к его вспениванию, а в период интенсивного окисления углерода к выбросам металла и шлака из конвертера, что снижает выход металла, приводит к вынужденному аварийному прекращению продувки и скачиванию шлака. Это влечет за собой снижение температуры металла, додувкам, повышенному расходу раскислителей и легирующих, увеличивает цикл плавки и снижает производительность конвертеров и стойкость футеровки.
Технический результат предполагаемого изобретения заключается в увеличении выхода металла, стойкости футеровки и производительности конвертеров, снижение расхода легирующих и раскислителей, а также чугуна.
Указанный технический результат достигается тем, что в способе выплавки стали в конвертере, включающем завалку лома, заливку чугуна, продувку металла кислородом с переменным положением фурмы и интенсивностью кислородной продувки, согласно предполагаемого изобретения, в период возраста футеровки конвертера менее 25% компании продувку металла кислородом начинают при положении фурмы относительно уровня спокойной ванны 50-55 калибров и осуществляют в первые 3-6% времени продувки при давлении кислородной струи на металл 4,7-7 ГПа, дальнейшая продувка осуществляется с увеличением давления кислородной струи через каждые 1-3% времени продувки по формуле
ΔD = 0,0153•τ2,2715 + 13,075,
где ΔD - величина увеличения давления по отношению к предыдущему значению, %;
τ - время кислородной продувки, %,
с выходом на рабочее положение фурмы после израсходования кислорода 8-12 м3/т стали
Сущность заявляемого предложения заключается в следующем.
В условиях эксплуатации конвертеров с новой футеровкой обычно встают проблемы с уменьшением веса плавки. Это связано с тем, что удельный рабочий объем конвертера значительно меньше, чем, например, у конвертера, проработавшего уже 25% времени кампании и более. Поэтому, обычно, вынуждены снижать общую шихтовку плавки, что приводит к снижению веса плавки, либо снижать интенсивность кислородной продувки, или то и другое вместе, что в итоге приводит к снижению производительности конвертеров. Невыполнение этих мер, как правило, приводит к переполнению конвертера шлакометаллической эмульсией, ее переливам через горловину конвертера, выбросам, что создает аварийные ситуации на конвертере, его остановкам для ликвидации аварийных выбросов, и в конечном итоге к потере производительности конвертеров. Так же нарушается ритм работы всего цеха в системе конвертер - УНРС, и нередки случаи вынужденного упускания УНРС на "концы". Сами выбросы и переливы шлакометаллической эмульсии приводят, как известно, к резкому снижению выхода металла, додувкам плавок на температуру и повышению вследствие этого расхода раскислителей и легирующих.
Кроме того, часты случаи выхода из строя кислородных фурм из-за удара о лом при опускании в первые минуты продувки в процессе формирования первичного шлака. При высоком положении фурмы в период формирования первичного шлака, обычно наблюдается резкое снижение стойкости футеровки горловины из-за негативного воздействия высокотемпературного факела, при этом формируется повышенное количество переокисленного шлака для такого малого удельного объема конвертера. В результате при дальнейшей продувке плавки шлакометаллическая эмульсия часто переливается через горловину конвертера. Быстрое же опускание фурмы или продувка при низком положении фурмы, если даже и не приводит к аварийным ситуациям, то крайне негативно сказывается на процессе формирования первичного шлака, особенно при переделе низкомарганцовистого чугуна. Быстрое опускание фурмы, либо продувка при ее низком положении приводят к резкому снижению выхода металла из-за большого брызгоуноса капель металла, вследствие удара кислородной струи о металл и отсутствие или наличия при этом малого количества шлака, выполняющего роль фильтра для капель металла. Кроме этого, при сильном ударе кислорода о металл и его глубоком проникновении, происходит разбрызгивание капель металла большого диаметра, которые попадая в шлак и имея высокое содержание углерода, вспенивают его и инициируют в дальнейшем выбросы шлакометаллической эмульсии. Повышенное количество капель большого диаметра, попадающих в шлак, имеют температуру, ниже, чем у шлакового расплава и обогащая его, они тем самым снижают его температуру, способствуя его переходу в гетерогенное состояние и выбросам металла и шлака на продувке плавки.
Разработанная технология регламентированного давления кислородной струи на металл на каждом отрезке времени продувки обеспечивает эффективное формирование первичного шлака при сохранении в целостности водоохлаждаемой фурмы и повышения стойкости футеровки конвертера и ведению в дальнейшем продувки плавки без выбросов.
На основании проведенных многочисленных экспериментов, опытным путем, выявлено необходимое количество кислорода, которое следует израсходовать (в расчете на 1 т/стали) для получения оптимального количества шлака в условиях ограниченного удельного объема конвертера без переливов через горловину шлакометаллической эмульсии, выбросов, снижения шихтовки плавки и без ухудшения конечных технологических параметров плавки по десульфурации и дефосфорации металла. Разработанный режим регламентированного давления кислородной струи на металл в процессе формирования первичного шлака, обеспечивает высокую скорость опускания фурмы без ее ударов о лом, за счет эффекта "проталкивания" лома и его оседания в металле под напором струи, а также обеспечивается поверхностный, мягкий обдув металла кислородом при одновременном мощном перемешивании шлака кислородными струями. Разработанная технология, за счет регламентированного давления кислородной струи на каждом отрезке времени продувки, обеспечивает поверхностный обдув металла - в результате шлак эффективно обогащается окислами железа и повышается его толщина, - при этом обеспечивается мощное перемешивание шлака кислородными струями. В результате создаются условия для высоких скоростей массопереноса в системе шлак - кусочек извести, что приводит к увеличению скорости растворения извести в шлаковом расплаве, его гомогенизации и повышению основности.
При соблюдении условий разработанной технологии выход фурмы на рабочее положение осуществляется обычно после регламентированного израсходования кислорода и более точно определяется по акустическим приборам шлакообразования и визуальной оценке машинистов дистрибутора.
Таким образом, предполагаемое техническое решение обеспечивает эффективное высокоскоростное формирование первичного шлака в условиях ограниченного внутреннего объема конвертера и управление процессом шлакообразования в течение всей плавки, что достигается за счет использования регламентированного режима кислородной продувки.
Как показали многочисленные промышленные эксперименты, для обеспечения эффективного управления процессом шлакообразования и достижения высоких показателей конечных технологических параметров необходимо продувку кислородом начинать при положении фурмы относительно уровня спокойной ванны 50-55 калибров и осуществлять в первые 3-6% времени продувки при давлении кислородной струи на металл 4,7-7 ГПа, дальнейшую продувку осуществлять с увеличением давления кислородной струи через каждые 1-3% времени продувки по формуле
ΔD = 0,0153•τ2,2715 + 13,075
с выходом на рабочее положение фурмы после израсходования кислорода 8-12 м3/т.
Установка кислородной фурмы на высоте 50-55 калибров и продувка в первые 3-6% времени продувки с давлением кислородной струи на металл 4,7-7 ГПа обеспечивает быстрое "зажигание" плавки, резкое снижение негативного влияния высокотемпературного факела на футеровку горловины конвертера из-за малого времени нахождения в этом положении, частичное оседание лома в жидкую ванну с обеспечением свободного пространства под кислородной фурмой. Последующее увеличение давления кислородной струи - через каждые 1-3% времени продувки по формуле
ΔD = 0,0153•τ2,2715 + 13,075
обеспечивает синхронизацию процессов обдува кислородом поверхностных слоев металла при одновременном перемешивании слоев шлака струями кислорода.
Как показали многочисленные промышленные эксперименты, для достижения высоких показателей конечных технологических параметров продувку металла кислородом следует начинать при положении фурмы относительно уровня спокойной ванны 50-55 калибров в первые 3-6% времени продувки при давлении кислородной струи на металл 4,7-7 ГПа.
Установка кислородной фурмы на высоте менее 50 калибров приводила к ударам кислородных фурм о лом, прорыву головок фурм и течи из них воды, ее попадание в конвертер, что приводило к сильным взрывам внутри конвертера, выводу из строя котла-охладителя, остановке конвертера на замену кислородной фурмы и ликвидацию аварии, впоследствии додувкам плавок на температуру и увеличенному расходу при этом раскислителей и легирующих.
Установка фурм на высоте более 55 калибров приводила к повышению скорости износа футеровки конвертера и увеличению времени на "зажигание" плавки, в результате чего кислородные продувки прекращались, конвертер покачивали из стороны в сторону, после чего возобновляли продувку. В результате цикл плавки увеличивался, падала производительность конвертеров. Если же продувка продолжалась, то "зажигание" плавки осуществлялось намного позже обычного, что в дальнейшем приводило, как правило, к выбросам, скачиванию шлака, додувкам на температура и повышению расхода легирующих и раскислителей.
Продувка металла кислородом менее 3% времени продувки приводила к выходу из строя кислородных фурм из-за ударов головок фурм о лом, т.к. не обеспечивалась необходимая величина оседания лома в жидкую ванну.
Продувка металла кислородом более 6% времени продувки приводила к повышению скорости износа футеровки горловины конвертера.
Продувка металла кислородом при давлении кислородной струи на металл менее 4,7 ГПа приводила к выходу из строя кислородных фурм из-за ударов о лом, т.к. не обеспечивалась необходимая величина оседания лома в жидкую ванну.
Продувка металла кислородом при давлении кислородной струи на металл более 7 ГПа приводила к выбросам в ходе дальнейшей продувки плавки, вследствие того, что струи кислорода внедрялись в металл, дробили его на фракции большой величины и обогащая ими шлак, образовывалось большое количество центров вспенивания шлака.
После "зажигания" плавки и продувке металла при давлении кислородной струи на металл 4,7-7 ГПА, последующую продувку, как показали проведенные промышленные эксперименты, для достижения высоких показателей конечных технологических параметров, необходимо осуществлять увеличивая давление кислородной струи на металл по формуле.
ΔD = 0,0153•τ2,2715 + 13,075
через каждые 1-3% времени продувки.
Увеличение давления кислородной струи менее чем через 1% времени продувки приводило к увеличению выбросов шлака на продувке, снижению выхода металла, повышенному расходу раскислителей и легирующих, увеличению цикла плавки.
Увеличение давления кислородной струи более чем через 3% времени продувки приводило к увеличению времени формирования первичного шлака, что снижало выход металла из-за повышенного брызгоуноса.
Вывод кислородной фурмы на рабочее положение наиболее целесообразно осуществлять после израсходования кислорода 8-12 м3/т стали.
Вывод фурмы на рабочее положение при израсходовании кислорода менее 8 м3/т приводило к снижению выхода металла и повышению расхода плавикового шпата из-за недостаточного количества шлака, и, как следствие этого, увеличения брызгоуноса металла.
Вывод фурмы на рабочее положение при израсходовании кислорода более 12 м3/т приводило к снижению выхода металла из-за повышенного количества шлака.
Для оценки данного способа была проведена серия опытных плавок в соответствии с заявляемым предложением и прототипом.
Пример осуществления предлагаемого способа (пример N 1, табл. 1).
В 350-т конвертер при его возрасте футеровки 70 плавок (10% от общей стойкости) завалили 115 т лома, присадали 11 т извести, залили 285 т чугуна с температурой 1400oC, содержащего в процентах: 4,8 углерода, 0,75 кремния, 0,25 марганца, 0,055 фосфора, 0,22 серы. Расчет материально-теплового баланса плавки на ЭВМ показал, что для обеспечения получения металла с заданным содержанием углерода и температуры металла на повалке при основности шлака 3,0 необходимо затратить 20000 м3 кислорода. Установили фурму на высоте 50 калибров от уровня спокойной ванны, осуществили подачу кислорода с интенсивностью 1200 м3/мин в первые 4% времени продувки при давлении кислородной струи на металл 6,2 ГПа.
Изменение положения фурмы и интенсивности кислородной продувки осуществлялось в режиме УВМ АСУ ТП "Плавка" с расчетом в режиме OH-лайт давления кислородной струи на металл. Расчет давления осуществлялся по формуле
где
P - давление струи на металл, ГПа; интенсивность подачи кислорода, нм3/мин;
интенсивность подачи кислорода, нм3/мин;
H - положение фурмы относительно уровня металла, м;
K - коэффициент, зависящий от конструкции фурмы.
Определение K осуществлялось по формуле
K = 3,5•103•m•d
где m - число сопел фурмы;
dкр - диаметр критического сопла
Изменяя в ходе плавки положение фурмы и интенсивность подачи кислорода осуществляли продувку, увеличивая через каждые 2% времени давление струи кислорода на величину, определяемую в процентах от предыдущего значения строго по формуле
ΔD = 0,0153•τ2,2715 + 13,075.
На второй, третьей и пятой минуте продувки в конвертер присадили 8 т извести по 2 т и 0,3 т плавикового шпата. Выход на рабочее положение (25 калибров) фурмы осуществили после израсходования 3650 м3 кислорода, что составило 10 м3/т стали.
Дальнейшую продувку плавки кислородом осуществляли по обычной существующей в цехе технологии без выбросов и переливов шлакометаллической эмульсии. После израсходования 20000 м3 кислорода кислородную продувку плавки прекратили. После повалки конвертера отобрали пробы металла и шлака, замерили температуру металла. Температура металла - 1650oC, что соответствовала заданной, содержание углерода - 0,07%. Слили 3сп, присадив 1,9 т силикомарганца; 0,6 т кокса; 0,7 ферросилиция.
Пример осуществления известного способа (прототипа) (пример 1 прототипа, табл.1).
В 350-т конвертер при его возрасте футеровки 70 плавок (10% от общей стойкости) завалили 115 т лома, присадили 11 т извести, залили 280 т чугуна с температурой 1400oC, содержащего в процентах: 4,8 углерода, 0,75 кремния, 0,25 марганца, 0,055 фосфора, 0,022 серы. Расчет материально-теплового баланса плавки на ЭВМ АСУ ТП "Плавка" показал, что для обеспечения получения металла с заданным содержанием углерода и температуры металла на повалке при основности шлака 3,0, необходимо затратить 19000 м3 кислорода. Установили фурму на высоте 50 калибров от уровня спокойной ванны, осуществили подачу кислорода с максимальной интенсивностью для данной конструкции фурмы - 1320 м3/мин. Продули так 3800 м3 кислорода (20% времени продувки). После этого одновременно опустили фурму в положение 25 калибров (рабочее положение фурмы) и снизили интенсивность продувки до 1055 м3/мин (снижение интенсивности продувки-20% от первоначальной). На второй, третьей и пятой минуте продувки в конвертер присадили 8 т извести по 2 т и 0,3 плавикового шпата. После израсходования 9300 м3 кислорода из конвертера произошел выброс металла и шлака с последующим увеличением интенсивности и частоты выбросов. Аварийно прекратили кислородную продувку, скачали шлак. После возобновления продувки плавку проводили при положении фурмы 25 калибров, после израсходования 13700м3 кислорода положение фурмы снизили до 21 калибров, установив интенсивность продувки 1190 м3/мин (снижение на 10% от первоначальной). После израсходования 19000 м3 кислорода кислородную продувку плавки прекратили. Температура металла после продувки составила 1630oC при содержании углерода 0,07% и окисленности шлака 18%. Однако плавка оказалась "холодной" на 20oC, вследствие скачивания шлака. Для исправления плавки по температуре ее додули, израсходовав 680 м3 кислорода. После додувки температура металла составила 1650oC, содержание углерода - 0,04%, содержание (FeO) - 25%. Слив плавки 3 сп осуществили присадив 1 т коксика; 2,2 силикомарганца, и 0,85 т ферросилиция.
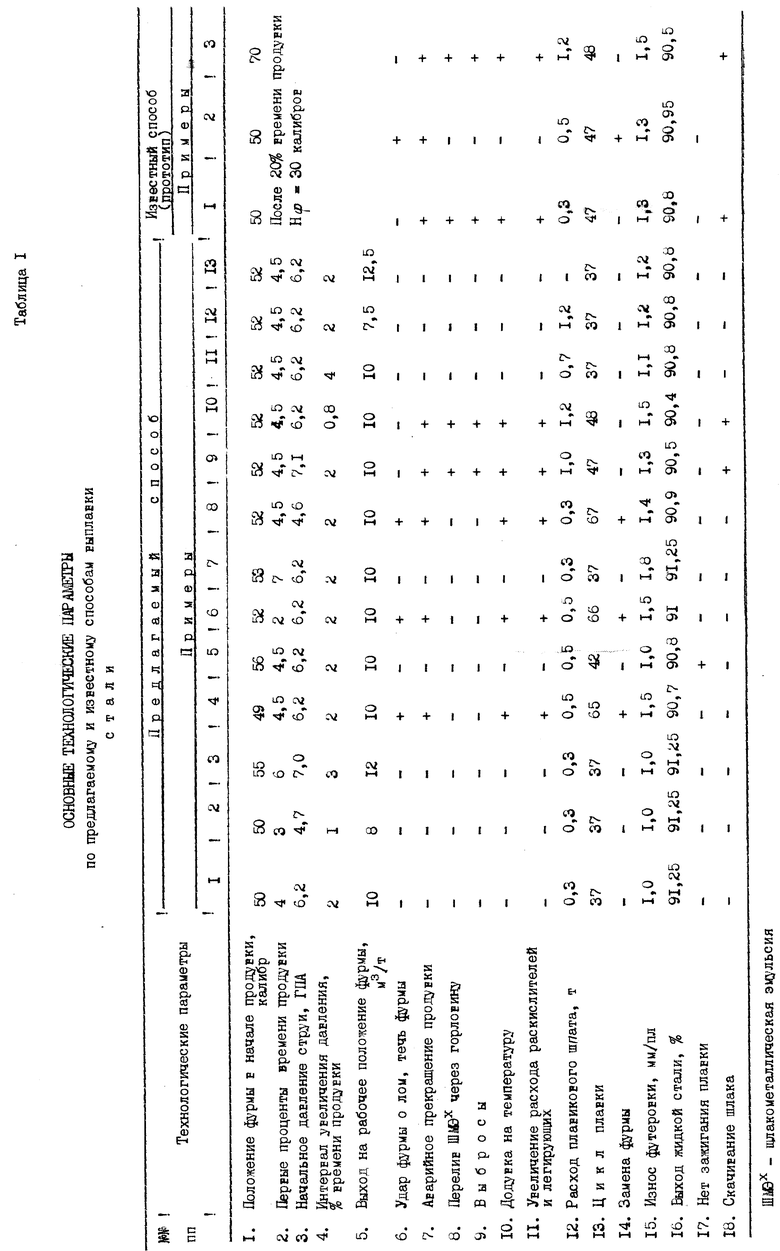
Результаты опытных плавок в 350-т конвертере, в соответствии с заявляемым способом выплавки стали в конвертере, а так же плавки в соответствии с технологией прототипа, приведены в таблице. 1.
Сравнительный анализ двух способов показал, что осуществление предлагаемой технологии с соблюдением последовательности технологических операций и заявляемых технологических параметров обеспечивало, эффективное управление процессом шлакообразования и достижения высоких показателей конечных технологических параметров плавки, что приводило к увеличению выхода жидкого металла на 0,3%, сокращению цикла плавки на 10 минут, снижению скорости износа футеровки конвертера на 10%, снижение расхода кислорода на продувку на 1%, расхода силикомарганца на 0,25 кг/т, ферросилиция на 0,15 кг/т, коксика на 0,3 кг/т, алюминия на 0,03 кг/т.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2125099C1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА В КОНВЕРТЕРЕ | 1997 |
|
RU2133781C1 |
| СПОСОБ ПРОДУВКИ КОНВЕРТЕРНОЙ ВАННЫ | 1997 |
|
RU2123056C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2014 |
|
RU2583216C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2124568C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2121512C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ВЫБРОСОВ ПРИ ПРОИЗВОДСТВЕ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 1997 |
|
RU2123534C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2125100C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА ИЛИ ФУТЕРОВКУ МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1997 |
|
RU2131571C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2006 |
|
RU2317339C1 |
Настоящее изобретение относится к области металлургии, конкретнее к производству стали в кислородных конвертерах. Способ включает в себя завалку лома, заливку чугуна, продувку металла кислородом (ПМ). В период возраста футеровки менее 25 % компании начинают ПМ кислородом при положении фурмы относительно спокойной ванны 50-56 калибров и давлении кислородной струи на металл 4,7-7 ГПа. Через 3-6 % времени продувки давление кислородной (ДК) струи увеличивается. И далее ДК увеличивается каждые 1-3 % времени продувки по формуле ΔD = 0,0153•τ2,2715 + 13,075, где ΔD - величина увеличения давления по отношению к предыдущему значению, %; τ - время кислородной продувки. После израсходования кислорода 8-12 м3/т фурму устанавливают в рабочее положение. Способ позволяет увеличить выход металла, стойкость футеровки и производительность конвертеров, снизить расход, легирующих раскислителей, а также чугуна. 1 табл.
Способ выплавки стали в конвертере, включающий завалку лома, заливку чугуна, продувку металла кислородом с переменным положением фурмы и интенсивностью кислородной продувки, отличающийся тем, что в период возраста футеровки конвертера менее 25% компании продувку металла кислородом начинают при положении фурмы относительно уровня спокойной ванны 50 - 55 калибров, в первые 3 - 6% времени продувки при давлении кислородной струи на металл 4,7 - 7 ГПа, дальнейшую продувку осуществляют с увеличением давления кислородной струи через каждые 1 - 3% времени продувки по формуле
ΔD = 0,0153•τ2,2715 + 13,075,
где ΔD - величина увеличения давления по отношению к предыдущему значению, %;
τ - время кислородной продувки, %,
с выходом на рабочее положение фурмы после израсходования кислорода 8 - 12 м3/т.
| Способ конвертерной плавки | 1981 |
|
SU990826A1 |
| СПОСОБ УПРАВЛЕНИЯ КОНВЕРТЕРНОЙ ПЛАВКОЙ | 0 |
|
SU234434A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1994 |
|
RU2051179C1 |
| RU 94005176 А1, 20.10.95 | |||
| JP 54119316 А, 17.09.79 | |||
| GB 1131311 А, 18.07.66 | |||
| Устройство для счета штучных изделий | 1983 |
|
SU1141430A1 |

