Известен способ контроля конвертерной плавкой по величине, определяемой как произведение содержания углерода в ванне конвертера на ее температуру.
Предложенный способ отличается те.м, что процесс плавки в конвертере регулируют изменением управляющих параметров расхода дутья, положения фурмы, количества шлакообразующих и времени дачи добавок по отклонению действительных значений температуры ванны и содержания углерода в металле, а также скоростей изменения значений этих величин в данный момент времени с учето.м запаздывания управляющего параметра; требуемые значения управляющих параметров в каждый момент нродувки рассчитывают перед плавкой по заданным и начальным условиям продувки. Кроме того, за управляющий параметр выбирают тот, который наиболее быстро действует на процесс, а в случае невозможности его изменения по достижении предельно допустимых значений выбирают из остальных параметров те, которые воздействуют на процесс с наибольшей скоростью.
Цель настоящего изобретения состоит в разработке такого способа управления процессами во время продувки, при котором в момент достижения заданной температуры ванны получают заданное содержание углерода в металле, что ведет к увеличению производительности конвертера и улучщению качества стали.
В соответствии с изобретением поставленная цель достигается тем, что непрерывно коптролируемые известными способами значения температуры и остаточного углерода в ванне приводятся в соответствие с требуемыми в данный момент продувкп значениями этих параметров путем изменения расхода дутья, положения фурмы, количества сыпучих в добавках и момента дачи добавок
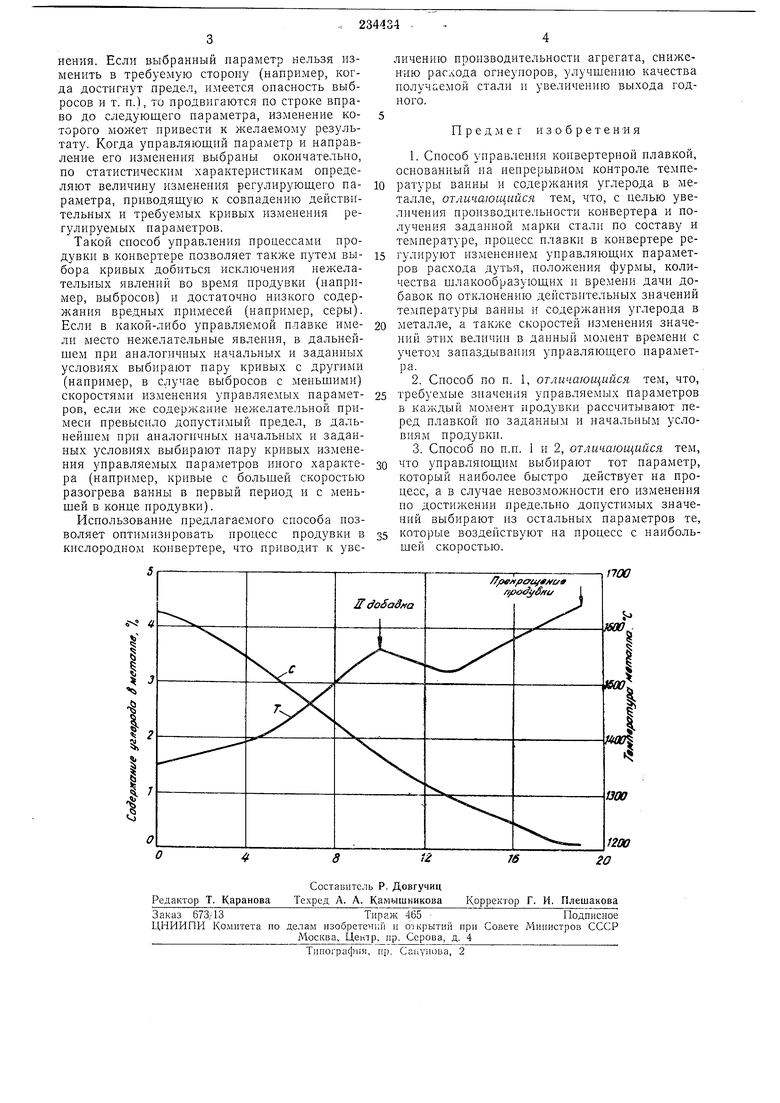
Кривые изменения содержания углерода в металле и те.мпературы ванны определяются по предварительным опытным данным. Перед каждой плавкой из семейства кривых выб 1рается требуемая пара, исходя из заданных и начальных условий продувки. К ним относятся марка стали, количество, состав и температ ра чугуна, предполагаемое распределение шихтовых материалов по ходу продувки, предполагаемый расход дутья и иоложение фурмы, состояние конвертера и т. п. Пара кривых имеет вид, иоказанный на чертеже.
Путем сравнения текущих значений содержания углерода и температуры с требуемыми, а также текущих и требуемых значении скоростей измеиения этих параметров определяют величину необходимого управляющего воздействия для уравнивания соответствующих значени управляемых параметров и скоростей их измеиения. Кроме того, это сравнение дает воз.можность выбрать управляющий пара.метр продувки и направление его из.ме
| название | год | авторы | номер документа |
|---|---|---|---|
| Е. Я. Супрунюк, В. Я. Бушнев и И. Г. Зельцер | 1968 |
|
SU208732A1 |
| УСТРОЙСТВО для ПРЕДОТВРАЩЕНИЯ ВЫБРОСОВ- ПРИ ПРОДУВКЕ МЕТАЛЛА В КОНВЕРТЕРЕ | 1971 |
|
SU303888A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОДУВКИ В КОНВЕРТОРЕ | 1970 |
|
SU263624A1 |
| СПОСОБ КОНТРОЛЯ СОДЕРЖАНИЯ УГЛЕРОДА И ОКИСЛОВ ЖЕЛЕЗА В ВАННЕ КОНВЕРТЕРА | 1972 |
|
SU356296A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ШЛАКОВЫМ РЕЖИМОМ В КОНВЕРТОРЕ | 1973 |
|
SU384879A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ МОМЕНТА ПРЕКРА"ЩЕНИЯ | 1970 |
|
SU287981A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ КОНВЕРТЕРНОЙ ПЛАВКОЙ | 1973 |
|
SU373303A1 |
| Способ определения момента слива металла из конвертера | 1990 |
|
SU1742338A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ВЫПЛАВКОЙ СТАЛИ В КОНВЕРТЕРЕ | 2005 |
|
RU2282666C1 |
| СПОСОБ ПЕРЕДЕЛА ВАНАДИЕВОГО ЧУГУНА В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 1972 |
|
SU432198A1 |
