Изобретение относится к способам изготовления электрических машин и может быть использовано в электромашиностроительной и приборостроительной промышленности.
Известный способ изготовления электрических машин осуществляют с помощью получения заготовок: вала, его механической обработки на автоматических линиях, листов статора и ротора, которые штампуют из рулонной электротехнической стали на листоштамповочных автоматических установках, листы ротора затем собирают и прессуют на оправку, в пазы заливают алюминиевую обмотку с замыкающими кольцами, оправку выпрессовывают, а в подогретый сердечник запрессовывают вал, который удерживается от смещения натягом посадки и после сборки производят механическую обработку наружной поверх- ности сердечника и шеек вала под посадку подшипников и осуществляют динамическую балансировку со снятием груза, в то время как листы статора после снятия заусенцев и лакировки, собирают, прессуют на оправку и скрепляют скобами или сваркой, после чего наружную поверхность сердечника статора обрабатывают под посадку и запрессовывают в станину, затем на базе внутреннего диаметра сердечника, после хонингования на разжимной оправке обрабатывают на станине посадочные поверхности под щиты и поверхности лап и на специальных станках укладывают в пазы изоляцию, обмотку и клин, припаивают выводные концы, формируют лобовые части, скрепляют их бандажом и пропитывают обмотку в лаке и сушат, после чего в собранный статор заводят ротор, на подшипники надевают щиты и напрессовывают их на посадочные места станины и закрепляют болтами, затем устанавливают вентилятор, кожух вентилятора, болты грузовой и заземления.
По способу-аналогу: ежегодный выпуск асинхронных электрических машин мощностью 0,125 кВт на Лобненском электромеханическом заводе составляет свыше 0,7 млн. шт. Контролируются они по электромагнитным параметрам избирательно в условиях лабораторных типовых испытаний готовой продукции без анализа дополнительных технологических удельных потерь и коэрцитивной силы, имеющих место в металле пластин сердечника-ротора, следовательно, известный способ-аналог массового и непрерывного выпуска электрических машин в значительной степени не управляем, так как отсутствуют:
экспресс-контроль поставляемых электротехнических сталей на отклонения электромагнитных и механических параметров;
замеры размеров односторонних зазоров между матрицами и пуансонами в разделительных штампах, разрушающих металл по толщине и контурам в пластинах сердечника-ротора, образующих другие структуры, зависящие от сочетания марки стали с размером одностороннего зазора, конструкции штампа, коэффициентом трения смазки и начальной скоростью разрушения металла заготовки;
замеры износа пуансонов разделительных штампов и технологической оснастки, причина дополнительных технологических операций, где отжигают пластины сердечника-ротора, расшлифовывают центральное отверстие в пакете сердечника, сваривают пакет сердечника, заливают алюминием пазы пакета ротора на технологической оправке, дорнуют центральное отверстие в пакете ротора. Пооперационные электромагнитные контрольно-лабораторные проверки аналога-способа изготовления пластин сердечника-ротора показали, что в 1985-1986 г. г. они содержали в среднем до отжига от 45 до 65 процентов дополнительных технологических удельных потерь и коэрцитивной силы, отжиг снижал их до 15 процентов, но последующие операции пакетирования, сварки, расшлифовки, проточки, запрессовки в корпус электрической машины повышали их до 35 процентов.
Допускают сборку пакета сердечника-статора и нагретого корпуса электрической машины с натягами до 0,175 мм и остаточную деформацию сжатия в центральном отверстии пакета сердечника допускают от 0,030 до 0,060 мм, в результате чего соответственно до 15 процентов снижается ресурс электрической машины.
Контролируют точность сборки электрических машин ручным провертыванием вала с пакетом ротора без замеров неравномерности зазора между пакетами ротора и сердечника, которые могут свободно вращаться и при смещениях 0,2 мм, снижающих КПД до 3% и ресурс на 80%; происходит смещение из-за наплывов пропиточного лака в центральном отверстии сердечника-статора после операции проточки присоединительных двусторонних поверхностей под щиты на корпусе электрической машины во время установки сердечника-статора с корпусом на гидропластную разжимную оправку с зазором до 0,5 мм.
Таким образом, способ-аналог характеризуется в значительной степени слабой управляемостью, начиная с запуска в производство электротехнической стали и кончая недостаточным ресурсом, а также высокой трудоемкостью изготовления электрических машин в условиях непрерывного производства их.
Известен также способ изготовления электрических машин (прототип), включащий последовательную раздельную штамповку пластин сердечника-ротора из лент электротехнических сталей на однооперационных штампах с беспружинными подвижными съемниками, толкателями через матрицы и беззазорными неподвижными шариковыми ловителями, где пробивают на первом штампе поперечную щель одновременно с пазами ротора и пуансонами, установленными через один на две высоты и центральным отверстием под вал электрической машины, на втором штампе залавливают центральное отверстие под вал зазорным центральным ловителем штампа, которым пробивают два боковых отверстия под ловители одновременно с центральным отверстием сердечника и вырубкой пластины ротора с эксцентричным наружным диаметром относительно центрального отверстия под вал, но с пластины ротора снимают припуск 0,5 мм, на третьем штампе залавливают два боковых отверстия беззазорно с упругим натягом два неподвижно установленных шариковых ловителя на пазовой матрице пробивного штампа, с пуансонами, установленными через один на две высоты, на четвертом штампе залавливают центральное отверстие сердечника зазорным центральным ловителем штампа, которым вырубают пластину сердечника с эксцентричным наружным диаметром относительно центрального отверстия армируют в алюминиевый корпус электрической машины, с двух сторон которого выполняют присоединительные поверхности для сопряжения со щитами, на беззазорной цилиндрической жесткой оправке, собирают пакет сердечника с электрической обмоткой, ее пропитывают в пакете статора, собирают пакет ротора на технологическую оправку, заливают пазы пакета ротора алюминием, выпрессовывают оправку и дорнуют центральное отверстие под запрессовку вала электрической машины, механически обрабатывают пакет ротора с валом, динамически балансируют их для общей сборки машины, и реализуемые ранее изобретения, которые сокращают в пластинах сердечника-ротора дополнительные техноло- гические удельные потери и коэрцитивные силы с 35% до 15%, упраздняют операции отжига, сварки и расшлифовки пакета сердечника, применяют на операции выполнения на корпусе присоединительных поверхностей под сопряжение со щитами жесткую цилиндрическую беззазорную оправку под пакет сердечника и гарантируют электрическим машинам ресурсы работы не ниже 70%, но не обеспечивают стабильного КПД, из-за нерегламентированного контроля за настройкой, регулировкой непрерывного массового процесса.
Целью изобретения является повышение стабильности КПД, ресурса и снижения трудоемкости изготовления электрических машин в условиях непрерывного массового производственного процесса.
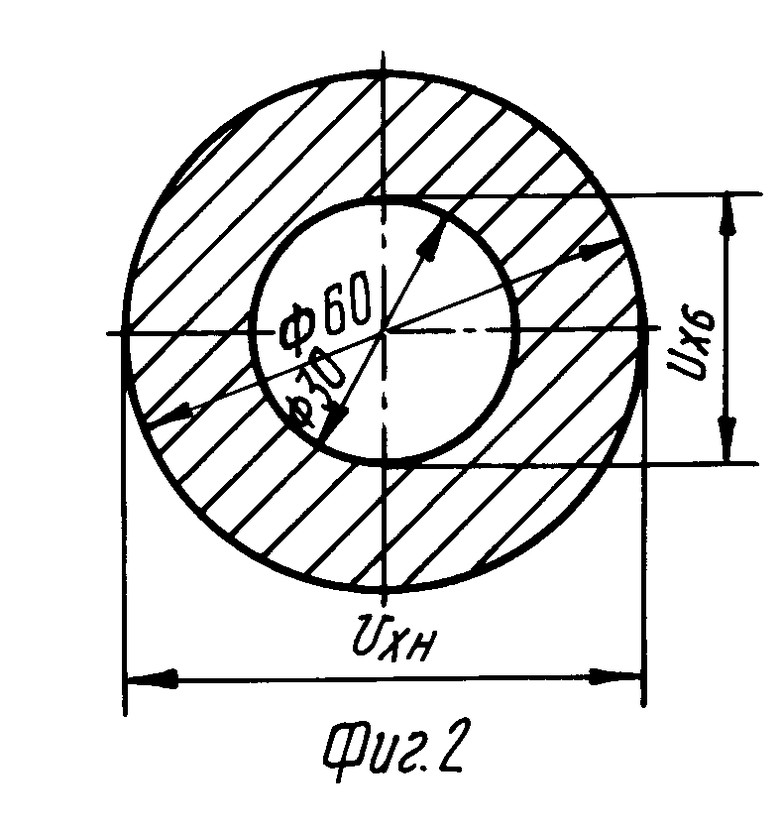
На фиг. 1 и 2 представлены схемы типовых размерных цепей.
Указанная цель достигается тем, что в известном способе изготовления электрических машин на прецизионных штампах с беспружинными съемниками и толкателями через матрицы, включающий на первом одноходовом штампе пробивки поперечной щели, пазов ротора пуансонами, установленными через один на две высоты, и центрального отверстия под вал электрической машины. Во втором штампе ленту залавливают центральным зазорным ловителем в отверстии под вал и осуществляют совместную пробивку двух боковых отверстий под шаговые ловители с центральным отверстием сердечника и вырубкой пластины ротора с эксцентричным наружным диаметром, с которого снимают припуск 0,5 мм. На третьем штампе ленту залавливают беззазорными неподвижными шариковыми ловителями в два боковых шаговых отверстия с упругим натягом и осуществляют пробивку пазов сердечника пуансонами, установленными через один на две высоты. На четвертом штампе осуществляют вырубку пластины сердечника с эксцентричным наружным диаметром, армируемым в корпус электрической машины, с двух сторон которого выполняют присоединительные поверхности для сопряжения со щитами на беззазорной цилиндрической жесткой оправке. Собирают пакет сердечника с электрической обмоткой в пакет статора, который пропитывают. Собирают пакет ротора на технологической оправке, заливают пазы ротора алюминием, выпрессовывают оправку, дорнуют центральное отверстие, запрессовывают вал электрической машины, механически обрабатывают пакет ротора с валом, балансируют их динамически для общей сборки.
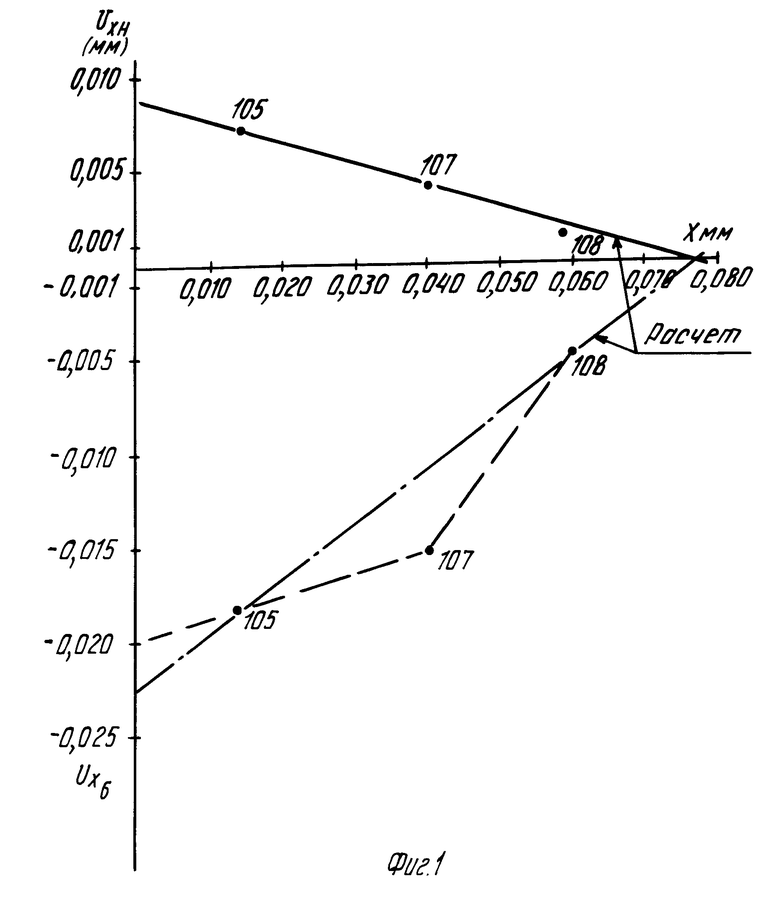
Предлагаемый способ изготовления электрических машин должен начинаться с входного контроля лент электротехнических сталей разных марок и металлургических плавок, для чего на первом штампе с трением смазки μ≥ 0,03 однопроцентного водного раствора триэтаноламина [N(C2H5O)3] выполняют не меньше ста операций в ленте от конкретной плавки, затем определяют штампуемость ленты по размерам упругой остаточной деформации в кольцах, которые штампуют на специальных круглых однооперационных втором и четвертом штампах, исключая третий штамп для пробивки пазов в сердечнике из-за сложности его изготовления с односторонними зазорами: Х1 = 0,020 мм и Х2 ≥ 0,020 мм. Первый контрольный пакет из колец в количестве не менее 16 штук штампуют на втором штампе с односторонними зазорами Х2-6 и четвертом с односторонним зазором Х1-Н. Второй контрольный пакет из колец штампуют на втором штампе с односторонним зазором Х1-В и четвертом штампе с односторонним зазором Х2-Н. Третий контрольный пакет из колец штампуют на втором и четвертом штампах с односторон- ними зазорами Х2. С колец трех пакетов снимают размеры по внутреннему и наружному диаметрам и с помощью фиг. 1 и формулы (I) рассчитывают фактические размеры упругих односторонних деформаций внутри и снаружи кольца, которые линейно
Ux = 0,5 (dx-Фх) (1) где Ux - упругая односторонняя деформация, т.е. разность размеров между режущими элементами штампа и штамповкой, мм;
dx - диаметр пуансона или матрицы контрольного штампа, мм;
Фх - диаметр отверстия или детали после штамповки, мм;
Х - порядковый номер одностороннего зазора между матрицей и пуансоном, условно отштампованных с нулевыми зазорами во втором и четвертом штампах, по расчетной формуле
Uмах =  U1 -
U1 -  мм, (2) где Uмах - максимальная упругая односторонняя деформация при нулевом расчетном зазоре, мм;
мм, (2) где Uмах - максимальная упругая односторонняя деформация при нулевом расчетном зазоре, мм;
U1 - большая упругая односторонняя деформация, мм;
U2 - меньшая упругая односторонняя деформация, мм;
Х1 - меньший размер одностороннего контрольного зазора (меньше Хоптим.), мм;
Х2 - больший размер одностороннего контрольного зазора (меньше Хоптим.), мм;
D - диаметр неподвижного сопряжения, мм. и штампуемость стали определяют предварительным расчетом от размера оптимальных односторонних зазоров между матрицами и пуансонами второго и четвертого штампов, линейно зависимых от нулевых упругих односторонних деформаций, следовательно в кольцах, отштампованных с зазорами Хоптим, - возникают минимальные остаточные напряжения, дополнительные удельные потери и коэрцитивная сила, при этом оптимальные односторонние зазоры рассчитывают по формуле
Xоптим=X1 -  , (3) где Хоптим. - оптимальный односторонний размер зазора в штампе, когда в отштампованной детали U
, (3) где Хоптим. - оптимальный односторонний размер зазора в штампе, когда в отштампованной детали U 0.
0.
Четвертый контрольный пакет колец штампуют на втором и четвертом штампах с односторонними зазорами Хоптим. Пятый контрольный пакет колец штампуют на втором штампе с односторонним зазором Хоптим.-в ви четвертом штампе с односторонним зазором Х1-Н.
Шестой контрольный пакет колец штампуют на втором штампе с односторонним зазором Хоптим.-в в четвертом штампе с односторонним зазором Х2-Н.
С шести контрольных пакетов колец снимают электромагнитные показатели в виде удельных потерь и коэрцитивной силы, чтобы их сравнить с марочными данными по ГОСТ 802-58, для отбора образцового пакета колец, электромагнитные показатели которого равны или лучше марочных, если хуже, то осуществляют дополнительную регулировку размеров односторонних зазоров во втором и четвертом штампах. Рассчитывают дополнительные технологические удельные потери ΔP и коэрцитивную силу Δ Нс (эрстед) по формулам
и коэрцитивную силу Δ Нс (эрстед) по формулам
0≅ P15/50= ФР15/50-ФР
ФР15/50-ФР , (4)
, (4)
0≅ ΔHc= ФНc-ФН
ФНc-ФН , (5) где Ф - лента - заготовка;
, (5) где Ф - лента - заготовка;
Ф - пакет из образцовых колец, пока пакет колец не станет образцовым, а соответствующие образцовые односторонние зазоры не будут отрегулированы на втором и четвертом штампах за счет центральных пуансонов, установленных на прессах автоматах, после этого приступают к выпуску электрических машин из поступившей конкретной плавки электротехнической стали.
Для следующей плавки или марки стали изготовление образцового контрольного пакета колец производится заново.
Разделительные штампы в процессе работы изнашиваются, если по торцам пуансонов и матриц, то их перетачивают на плоскошлифовальных станках, боковой износ заточкам не подлежит и, следовательно, размер одностороннего зазора между матрицей и пуансоном непрерывно растет, но в разных степенях у матриц и пуансонов, например, пробивные пуансоны для центрального отверстия пластины сердечника изнашиваются в 10 раз быстрее, чем матрица и требуется рассчитать предел его износа, чтобы пробиваемое отверстие было в пределах допустимых отклонений и отвечало бы неравенству
dп-визн. ≥(Фв+Δ Фв) (6) где dn-визн. - минимальный диаметр пробивного изношенного и отрегулированного пуансона, мм;
Фв - номинальный диаметр пробитого отверстия, мм;
Δ Фв - допустимое отклонение на пробитое отверстие, например, вырубные пуансоны для пластины сердечника должны отвечать неравенству
dп-низн. ≥[Фн-(Δ Фн + 2Хопт.)] (7) где dп-низн. - минимальный диаметр вырубного изношенного или отрегулированного пуансона, мм;
Фн - номинальный диаметр вырубаемой детали, мм;
Δ Фн - допустимое отклонение размера вырубаемой детали, мм;
Хопт. - односторонний зазор, при котором упругая односторонняя деформация равна нулю, как разность отштампованных размеров в зависимости от зазора между режущими элементами штампа.
Следовательно, контролируя периодически во время заточек штампов пределы износов центральных круглых пуансонов, осуществляют практический контроль за стабильностью КПД и ресурсами электрических машин. Технологическая оснастка, в виде гладких, жестких цилиндрических оправок, сопрягаемых неподвижно с пластинами сердечника-ротора по пазам и центральным отверстиям, в процессе работы тоже изнашиваются и в собираемых и обрабатываемых пакетах сердечника-ротора возникают ребристости из-за зазоров, но поскольку износ технологической оснастки при многоразовом использовании неизбежен, то в качестве его компенсатора используют упругую одностороннюю остаточную деформацию пластин сердечника-ротора, экспериментально установленную и рассчитанную по формулам (I) и (2) Uмах для размера максимального оностороннего упругого радиального натяга Nмах или сжатия пакета вдоль оси.
Nmax = 0,5 ˙D˙ K (7) где D - диаметр сопрягаемого пакета или технологической оснастки, мм;
К - коэффициент упругого одностороннего зазора.
Определяют исполнительный (Фопр.) и изношенный (Фопризн) размеры сопрягаемой оправки.
Фопр = (Фв + Δ Фв) + 2 Uмах, (8)
Фопр.изн. = (Фв + Δ Фв) (9)
Следовательно, контролируя периодически биение и износ центральной жесткой цилиндрической оправки на станке, где выполняются с двух сторон на корпусе электрической машины присоединительные поверхности под щиты, осуществляют практический контроль за стабильностью ресурса каждой собранной электрической машины с высокой точностью равномерности воздушного зазора между центральным отверстием в пакете статора и вращающимся пакетом ротора с валом электрической машины, изготовленных и собранных без технологической оправки, дорнования и дополнительных конструкционных остаточных напряжений, удельных потерь и коэрцитивной силы в пакете ротора, натяг которого предварительно проверяют по формулам (8) и (9) так же, как корректируют неподвижную сборку пакета сердечника-статора с корпусом электрической машины по формулам (8) и (9), чтобы исключить от 0,030-0,060 мм сжатия центрального отверстия в пакете статора или на 15% сокращения ресурса механической работы электрической машины.
Согласно ГОСТ 802-58 для рулонной холоднокатанной стали шириной до 250 мм, при весе партии не более 1,5 т, определение магнитной индукции и полных удельных потерь может производиться абсолютными баллистическими ваттметровыми методами на полосах длиной 250 мм и шириной 30 мм на 1-2 кг пробе в аппарате Эпштейна. Предварительно нарезанные полосы подвергаются режиму отжига для снятия наклепа и вся процедура контроля отнимает много времени и требует специальных приборов, поэтому на электротехнических заводах не практикуют входной контроль поступающей электротехнической стали, которую в процессе разделительной штамповки, подвергают вторичному прокату, но не горизонтальному первичному валками стана, а вертикальному в односторонних зазорах между пуансонами и матрицами пробивных и вырубных штампов, которые формируют свою структуру в металле вдоль контуров пластин ротора-сердечника с дополнительными конструкционными и технологическими остаточными напряжениями, удельными потерями и коэрцитивной силой, требующими отжига для их снятия до того как начать снимать электромагнитные характеристики, аналогичные требования записаны в ГОСТ 508-58 на контрольные предварительно нарезанные полоски для аппарата Эпштейна. В лабораторных условиях ВНИИЭМ исследовались дополнительные конструкционные и технологические удельные потери, возникающие после разделительных штампов в пластинах ротора-сердечника, изготовленных из горячекатанных и холоднокатанных текстурованных сталей, было найдено однозначное среднее их постоянство Р 1,10
1,10 не зависимо от марки и плавки электротехнической стали, видимо этим можно объяснить, как отсталая культура штамповочного произ- водства сдерживает снижение расхода активных материалов стали и меди на единицу полезной мощности, если к примеру взять сталь 2011, то Δ Р15/50 составит 15%,. а для стали 3443 ΔР15/50 составит 75% , следовательно чем дороже сталь, тем эффективнее внедрение данного технического решения.
не зависимо от марки и плавки электротехнической стали, видимо этим можно объяснить, как отсталая культура штамповочного произ- водства сдерживает снижение расхода активных материалов стали и меди на единицу полезной мощности, если к примеру взять сталь 2011, то Δ Р15/50 составит 15%,. а для стали 3443 ΔР15/50 составит 75% , следовательно чем дороже сталь, тем эффективнее внедрение данного технического решения.
П р и м е р. Проводилась штамповка деталей типа пластины сердечника электродвигателей, изготовленных из электротехнической стали марки 1212, толщиной 0,5 мм на контрольных однооперационных круглых штампах. Было изготовлено 3 пакета с 16 отштампованными образцами-кольцами в каждом пакете с наружным диаметром в 60 мм и внутренним 30 мм, который пробивался на второй позиции с односторонними зазорами: Х1-6 = 0,014 мм, Х2-6 = 0,040 мм и Х3-6 = 0,058 мм на четвертой позиции вырубались по наружному диаметру с односторонним зазором Х2-Н = 0,037 мм, затем с внутренних и наружных размеров образцовых колец снимались вначале линейные размеры, а затем в пакетах на 16 штук колец, электромагнитные характеристики: удельные потери и коэрцитивная сила в заготовках и пакетах, сведен- ные в таблицу и черт., где значения U и U
и U рассчитывались по формуле (2), размер оптимального одностороннего зазора для пробивки отверстия в пластине сердечника и вырубки ее был получен не расчетным путем по формуле (3), а экспериментально-лабораторным с помощью отбора пакета из образцовых колец
рассчитывались по формуле (2), размер оптимального одностороннего зазора для пробивки отверстия в пластине сердечника и вырубки ее был получен не расчетным путем по формуле (3), а экспериментально-лабораторным с помощью отбора пакета из образцовых колец  в отштампованных с односторонними зазорами
в отштампованных с односторонними зазорами  мм, в результате чего наблюдалось даже улучшение электромагнитных характеристик.
мм, в результате чего наблюдалось даже улучшение электромагнитных характеристик.
На фиг. 1 представлены линейные зависимости упругих односторонних остаточных деформаций по внутреннему и наружному контурам пластин сердечника-ротора от размера одностороннего зазора между матрицей и пуансоном, составленная по данным из таблицы N 1 с тем, чтобы осуществить с помощью формул (3) и (7) расчет максимального одностороннего упругого натяга Nмах, больше которого возникнут в пакетах сердечника-ротора дополнительные технологические удельные потери и коэрцитивные силы. Результаты схемы типовых размерных цепей неподвижных соединений: пакета ротора с валом электрической машины, пакета сердечника с центральной цилиндрической жесткой оправкой для армирования и выполнения присоединительных поверхностей двух сторон на корпусе электрической машины под щиты, пакета сердечника-статора с корпусом электрической машины АИР на Лобненском Электротехническом Заводе, который освоил выпуск новой единой серии, конструкционные и технологические недостатки с корректировкой иллюстрируются на фиг. 1 и 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разделительной штамповки | 1990 |
|
SU1801046A3 |
| Способ последовательной штамповки пластин сердечников электрических машин | 1990 |
|
SU1787622A1 |
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
| Способ последовательной штамповки | 1981 |
|
SU1015977A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИХТОВАННОГО ПАКЕТА СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2020 |
|
RU2739420C1 |
| Способ изготовления статора электрической машины | 1987 |
|
SU1534643A1 |
| Способ изготовления пластин магнитопровода | 1991 |
|
SU1757029A1 |
| АСИНХРОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА СО СТАТОРОМ И РОТОРОМ ИЗ АМОРФНОЙ СТАЛИ | 2016 |
|
RU2652375C2 |

Использование: в технологии изготовления электрических машин, в электрономашиностроительной и приборостроительной промышленности в условиях непрерывного массового процесса. Сущность изобретения: непрерывный прямой и косвенный контроль за дополнительными технологическими удельными потерями и коэрцитивной силой в пластинах, пакетах, собранных узлах и машины в целом, начиная с экспресс-анализа электротехнической стали перед запуском ее в производство на однооперационных штампах с регулируемыми и контролируемыми односторонними разделительными зазорами, смазкой, а также штампуемости, от которой зависит точность изготовления пластин сердечника-ротора, пределы износа технологической оснастки, сборка без остаточных напряжений пакетов ротора и сердечника, узлов ротора с валом и статора с корпусом электрической машины. Изобретение позволяет повысить стабильность КПД, ресурса и снизить трудоемкость изготовления электрических машин. 2 ил., 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН, заключающийся в получении пластин ротора и статора, сборке их в пакет, запрессовке в пакет оправки, заливке в пазы алюминиевой обмотки с замыкающими кольцами, выпрессовке оправки и запрессовке вала, механической обработке наружной поверхности сердечника и шеек вала под подшипники, производят динамическую балансировку, собирают на оправку, скрепляют и производят механическую обработку сердечника статора и запрессовывают его в станину, укладывают в пазы изоляцию, обмотку и клин, припаивают выводные концы, формируют лобовые части, скрепляют их бандажом и пропитывают обмотку лаком, сушат, заводят в статор, на подшипники надевают щиты, устанавливают в станине и крепят болтами, устанавливают вентилятор, кожух вентилятора, болты грузовой и заземления, отличающийся тем, что, с целью повышения стабильности КПД и снижения трудоемкости изготовления электрических машин, перед операцией штамповки пластин статора-ротора из партии электротехнической стали одной плавки производят штамповку контрольных колец по размерам пластины сердечника с разным сочетанием односторонних зазоров между пуансонами и матрицами, определяют упругие деформации Ux для штампуемой стали по зависимости
Ux= 0,5(dx-Φx),
где dx - диаметр пуансона или матрицы контрольного штампа, мм;
Фx - диаметр отверстия или детали в штамповке, мм;
x - порядковый номер одностороннего зазора между пуансоном и матрицей, мм;
принимают линейную зависимость размера односторонней упругой деформации от размеров одностороннего зазора, натяга, диаметра пуансона штампа и определяют величину оптимального одностороннего зазора Xопт для данной плавки по зависимости
где Umax - максимальная упругая односторонняя деформация при нулевом расчетном зазоре, мм;
U1 и U2 - размеры односторонних упругих деформаций, меньшие Umax мм;
X1 и X2 - размеры односторонних контрольных зазоров меньшие Xопт, мм,
штампуют контрольные кольца с зазорами, меньшими и равными Xопт, формируют контрольные пакеты, снимают показатели удельных потерь и коэффициенты силы и по их минимальным значениям выбирают рабочий зазор для данной плавки стали и определяют величину максимально допустимых односторонних натягов
Nmax = D · 0,5 · K,
где D - диаметр сопрягаемого пакета или технологической оправки;
K - коэффициент упругого одностороннего натяга.
| Антонов М.В | |||
| и Герасимова Л.С | |||
| Технология производства электрических машин | |||
| М.: Энергоиздат, 1982, с.12-15, 92-93. |
