Изобретение относится к непрерывному литью металлов и может быть использовано для отливки протекторов и других аналогичных изделий, например, чушек для раскисления стали.
Известно устройство для литья в кокиль на конвейер, содержащее бесконечную тяговую цепь, установленную под углом к горизонту, а также приводной и отклоняющий барабаны и последовательный ряд кокилей, установленных на тяговой цепи [1] . Недостаток устройства - невозможность отливать заготовки без прибылей.
Известно также устройство для непрерывного литья изделий, включающее наклонный конвейер в виде бесконечной тяговой цепи, кристаллизатор над восходящей ветвью тяговой цепи, изложницу в виде бесконечного желоба, образованного рядом шарнирно установленных на тяговой цепи секций и разделенного поперечными перегородками. Такие перегородки устанавливаются на границе секций с учетом длины изделий и снабжаются общим питающим каналом для перетекания металла из одной секции в другую. Кроме того, конструктивно перегородки выполнены из двух сопрягаемых половин, каждая из которых закрепляется только на одной из двух смежных секций с возможностью относительного перемещения, что обеспечивает отделения отливок одна от другой при сгибании отклоняющего барабана [2].
Недостатком устройства является, во-первых, сложность конструкции поперечных перегородок, которые в процессе эксплуатации быстро изнашиваются под воздействием температуры жидкого расплава и нагрузок, возникающих при разделении отливок, и подлежат периодической замене, и, во-вторых, ненадежность устройства в работе, обусловленная следующим фактором: в процессе эксплуатации бесконечная тяговая цепь удлиняется за счет износа шарнира, межосевое расстояние звеньев цепи увеличивается, нарушается сочленение перегородок изложницы, что приводит к нарушению герметичности изложницы в местах установки перегородок и проливу жидкого металла в этих местах.
Задача изобретения - упрощение конструкции и повышение надежности устройства.
Технический результат - отсутствие необходимости специальных быстроизнашивающихся поперечных перегородок, являющихся своеобразным "узким местом" в конструкции устройства-прототипа, а также обеспечение надежности уплотнения между сопрягаемыми стенками изложниц даже при наличии износа в шарнирах тяговой цепи.
Технический результат достигается тем, что в установке непрерывного литья, содержащей наклонный конвейер в виде бесконечной тяговой цепи, изложницы, образованные одной или рядом секций, шарнирно закрепленных на тяговой цепи, установленные на конвейере в два и более рядов и снабженные питающим каналом, а также кристаллизатор над верхней ветвью тяговой цепи, - изложницы установлены на конвейере с возможностью сопряжения боковых стенок предыдущих и последующих, одно- либо многосекционных изложниц, установленных в соседних рядах, а питающие каналы выполнены на участках сопряжения боковых стенок изложниц и расположены соосно с вертикальными осями шарниров секций. Если изложницы многосекционные, то сопряжению подлежат боковые стенки только крайних секций этих изложниц, и, соответственно, питающие каналы выполнены лишь в этих крайних секциях.
На чертежах представлена предлагаемая установка.
На фиг.1 - общий вид установки непрерывного литья; на фиг.2 - двухрядное расположение односекционных изложниц и схема их подпитки; на фиг. 3 - трехрядное расположение односекционных изложниц и схема их подпитки; на фиг. 4 - односекционная изложница с одной сопрягаемой стенкой, вид спереди; на фиг.5 - то же, что на фиг.4, вид сверху; на фиг.6 - односекционная изложница с двумя сопрягаемыми стенками, вид сверху; на фиг.7 - двухрядное расположение многосекционных изложниц и схема их подпитки; на фиг.8 - начальная секция многосекционной изложницы с одной сопрягаемой стенкой, вид спереди; на фиг.9 - то же, что на фиг.8, вид сверху; на фиг. 10 - конечная секция многосекционной изложницы с одной сопрягаемой стенкой, вид сверху; на фиг. 11 - трехрядное расположение многосекционных изложниц и схема их подпитки; на фиг.12 - двухрядное расположение односекционных и многосекционных изложниц и схема их подпитки; на фиг. 13 - начальная секция многосекционной изложницы с двумя сопрягаемыми стенками, вид сверху; на фиг.14 - конечная секция многосекционной изложницы с двумя сопрягаемыми стенками, вид сверху; на фиг. 15 - относительное смещение питающих каналов сопрягаемых изложниц при их переходе с верхней ветви конвейера на нижнюю; на фиг. 16 - разделение отливок и их выбивание из односекционных изложниц при их переходе с верхней ветви конвейера на нижнюю; на фиг. 17 - освобождение секций многосекционных изложниц от отливки при их переходе с верхней ветви конвейера на нижнюю.
Установка непрерывного литья содержит наклонный конвейер 1 с отклоняющим 2 и приприводным 3 барабанами, изложницы 4, кристаллизатор 5 над верхней ветвью тяговой цепи, приемный стол 6 для готовых отливок 7, упор 8 для изложниц 4, упор 9 для кристаллизатора 5 и воронку 10 для подачи расплава. Изложницы 4 на конвейере 1 могут располагаться в два и более рядов и состоять из одной и более секций, при этом изложницы соседних рядов сопрягаются продольными боковыми стенками 11, а подпитка изложниц осуществляется через питающие каналы 12, выполненные в сопрягаемых стенках. Возможно несколько вариантов расположения изложниц 4 на конвейере 1:
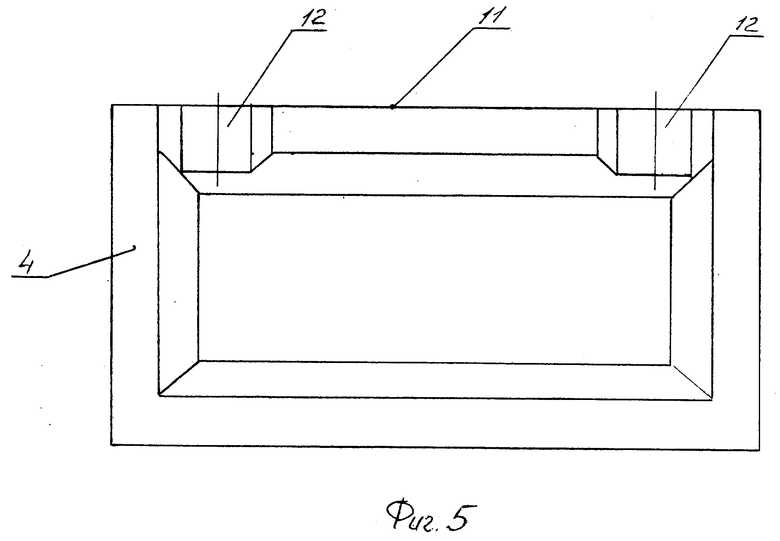
при двухрядном расположении односекционных изложниц 4 - см. фиг.2 - последние выполнены четырехстенными; одна из продольных стенок 11 является сопрягаемой и снабжена двумя питающими каналами 12 - см. фиг.4, 5;
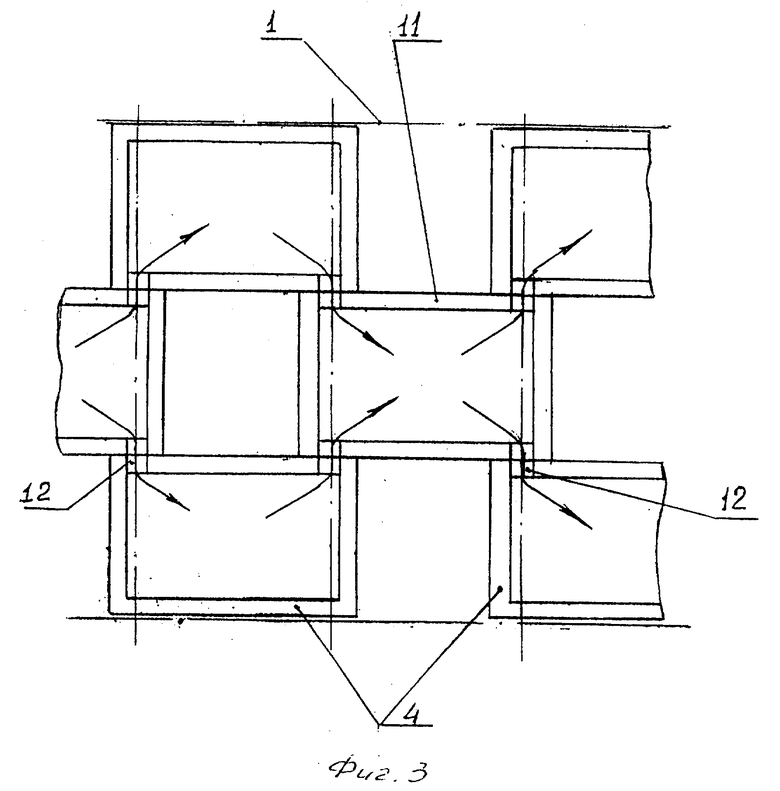
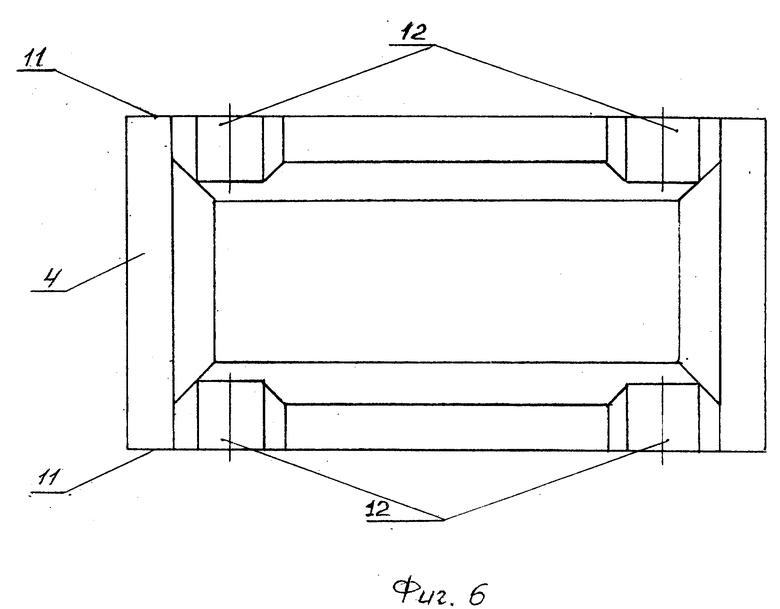
при трех- и более рядном расположении односекционных изложниц 4 - см. фиг. 3 - изложницы средних рядов сопрягаются обоими продольными стенками 11, и каждая из них снабжена двумя питающими каналами 12 - см. фиг.6;
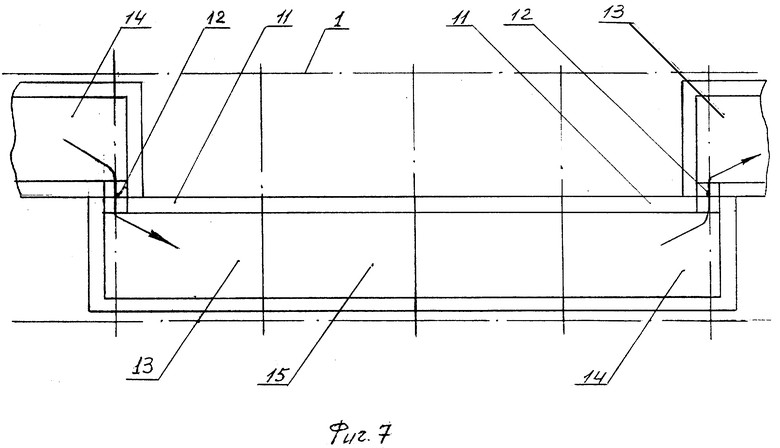
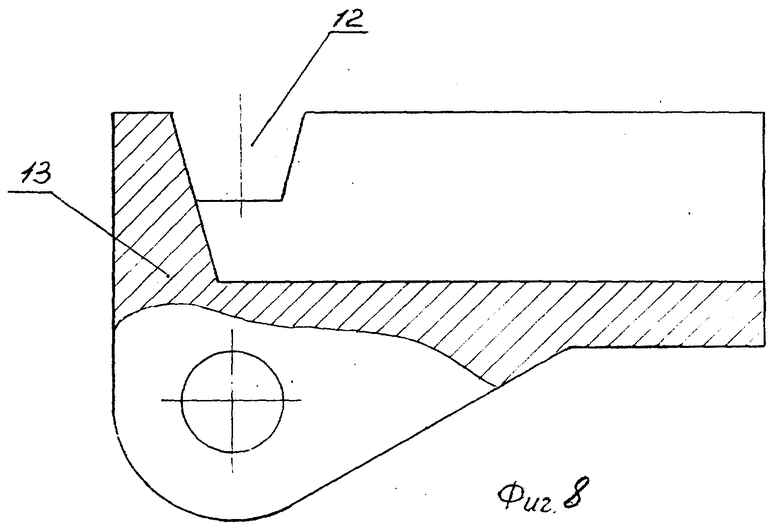
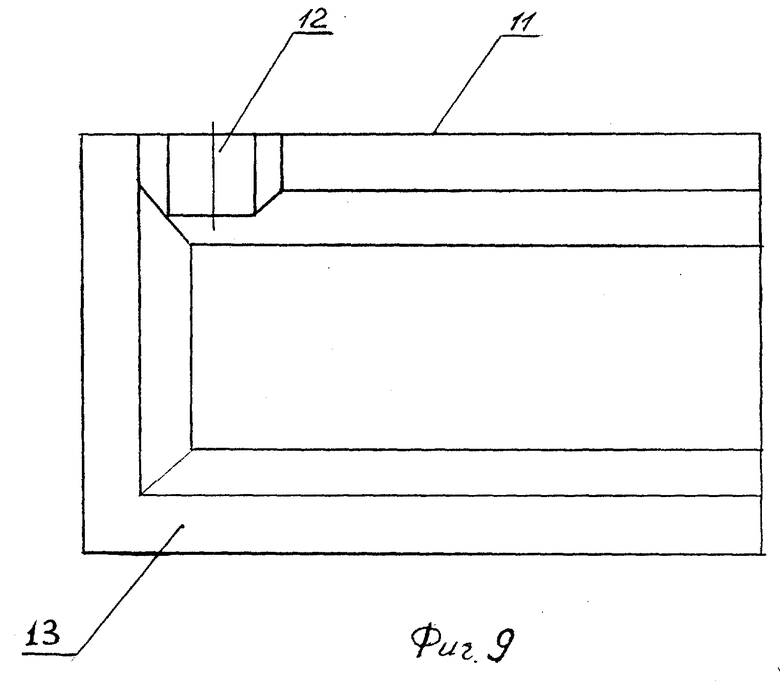
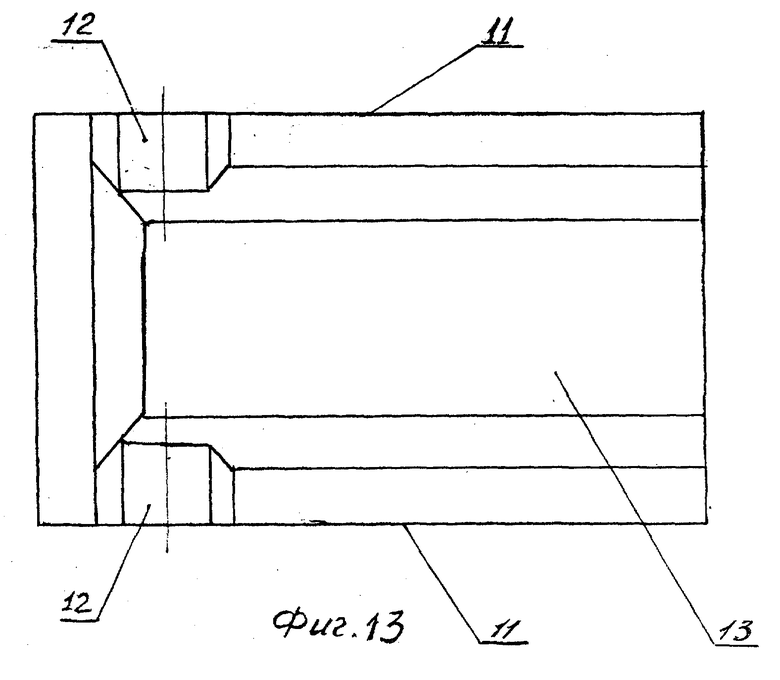
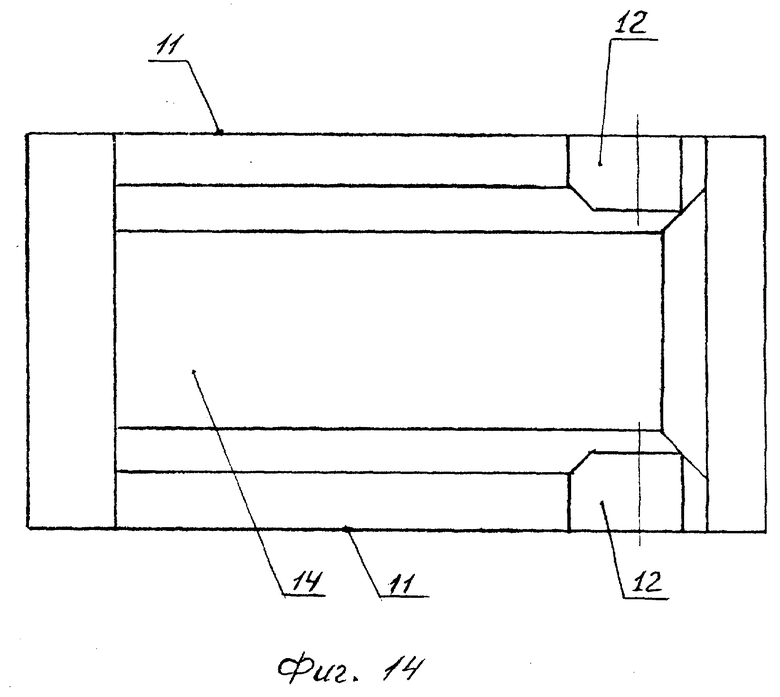
при двухрядном расположении многосекционных изложниц 4, каждая из которых состоит из начальной секции 13, конечной секции 14 и одной или нескольких промежуточных секций 15 - см. фиг.7 - начальная 13 и конечная 14 секции выполнены трехстенными и одна из продольных их стенок 11 является сопрягаемой и снабжена одним питающим каналом 12 - см.фиг. 8, 9, 10. Промежуточные секции 15 выполнены двухстенными - с двумя продольными стенками 11, в которых отсутствуют питательные каналы 12;
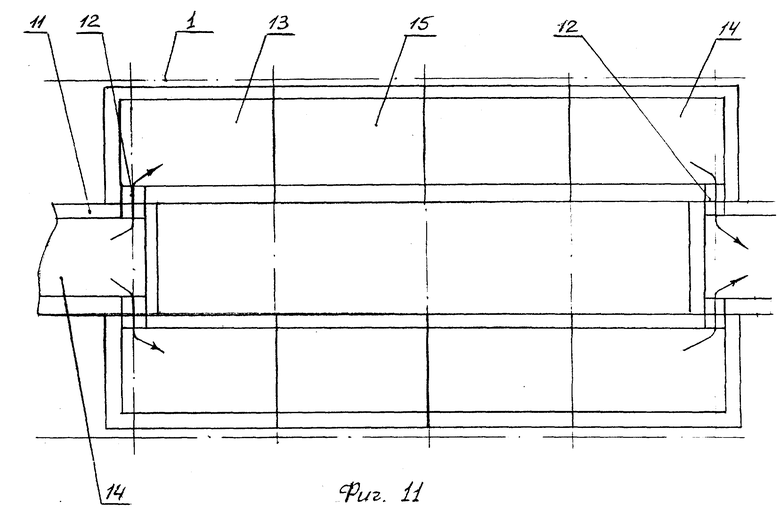
при трех- и более рядном расположении многосекционных изложниц 4 - см. фиг. 11 - начальная секция 13 и конечная секция 14 изложниц, установленных в соседних рядах конвейера 1, выполнены трехстенными, обе продольные их стенки 11 являются сопрягаемыми и каждая из них снабжена одним питающим каналом 12;
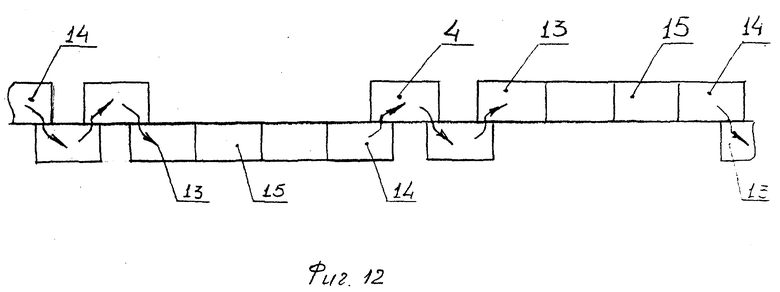
при двухрядном расположении одно - и многосекционных изложниц - см.фиг. 12 - сопрягаемыми являются продольные стенки односекционных изложниц 4 и продольные стенки начальной 13 и конечной 14 секций многосекционных изложниц. В каждой сопрягаемой стенке выполнено либо два питающих канала 12 (в односекционных изложницах 4), либо один питающий канал 12 (в начальной 13 и конечной 14 секциях многосекционных изложниц);
при трех- и более рядном расположении одно- и многосекционных изложниц принцип сопряжения тот же: односекционные изложницы либо крайние секции многосекционных изложниц, расположенные в соседних рядах конвейера (при любой их комбинации расположения), сопрягаются продольными боковыми стенками, и в каждой такой сопрягаемой стенке выполнен один, два или четыре питающих канала.
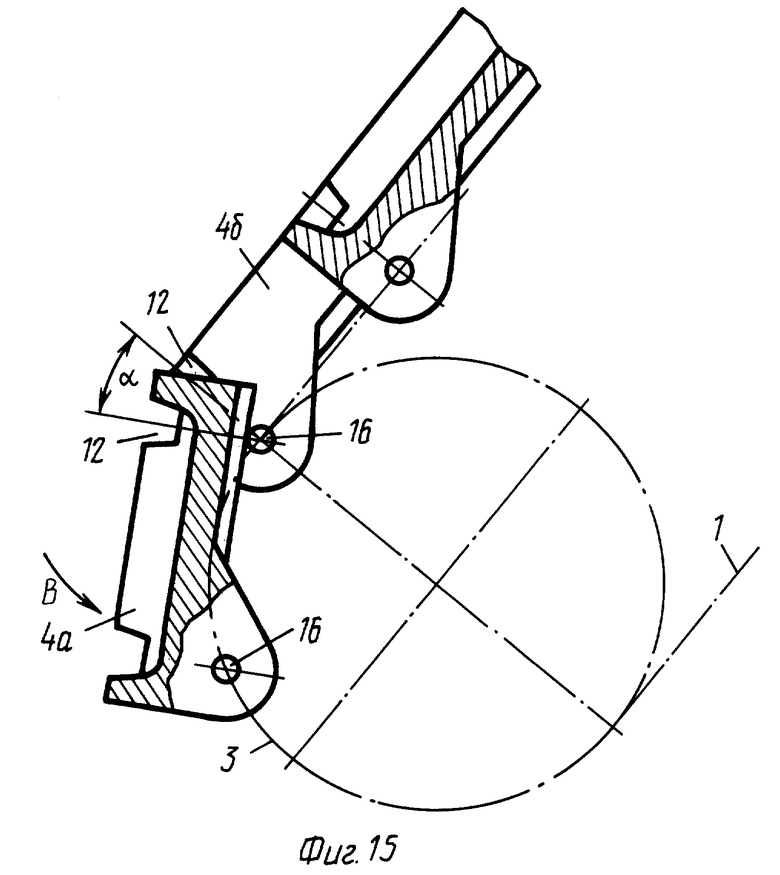
Поворачивание изложниц 4 относительно приводного 3 и отклоняющего 2 барабанов осуществляется с помощью шарниров 16 - фиг. 15, 16, 17. Для приема длинномерный отливки 7 служит приемный рольганг 17 - фиг.17.
Установка работает следующим образом.
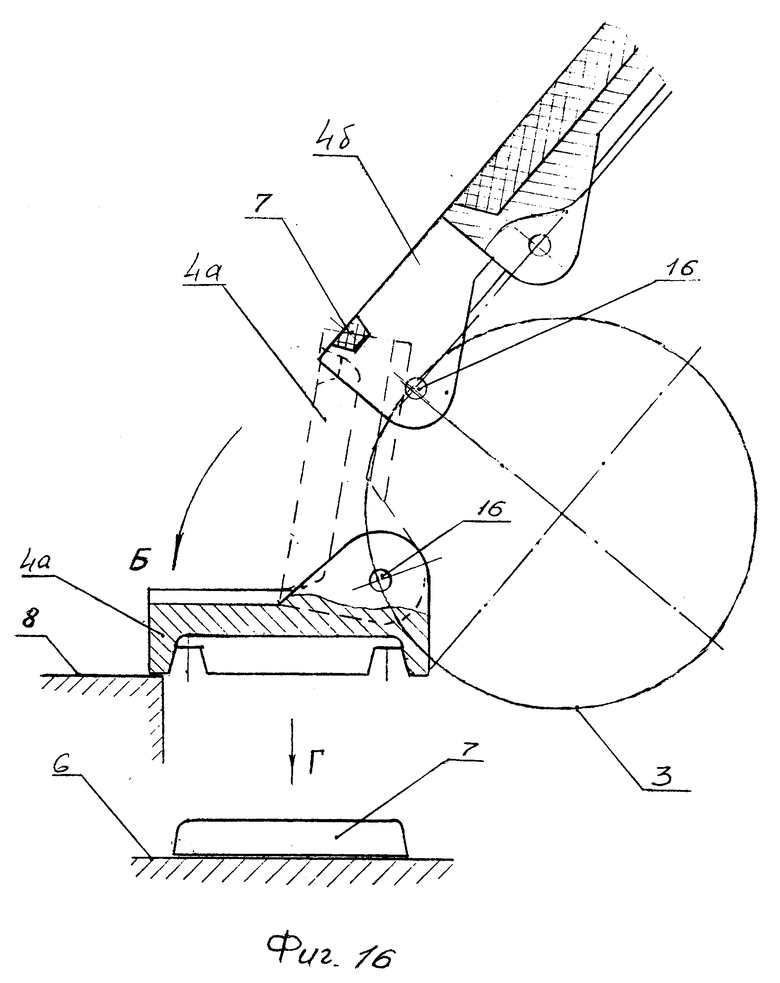
Наклонный цепной конвейер 1, огибая приводной 3 и отклоняющий барабаны, перемещает изложницы 4 в направлении А - см. фиг.1. Расплав металла из воронки 10 подается в изложницы 4, при этом подпитка предыдущих (по ходу конвейера 1) изложниц происходит из последующих изложниц за счет перетока расплава через открытые сверху питающие каналы 12, выполненные в сопрягаемых боковых стенках 11 изложниц. При прохождении заполненных изложниц 4 под кристаллизатором 5, зафиксированным упором 9, расплав кристаллизуется в отливку 7. При дальнейшем перемещении конвейера 1 в направлении Б изложницы 4 переходят с верхней ветви конвейера на нижнюю. При огибании приводного барабана 3 предыдущая изложница 4а - см. фиг. 15 - поворачивается в направлении В на шарнире 16 относительно последующей изложницы 4б на угол α, при этом происходит смещение питающего канала 12 предыдущей изложницы 4а относительно питающего канала 12 последующей изложницы 4б. Таким образом, происходит разделение отливок 7 предыдущей и последующей изложниц 4, расположенных в соседних рядах. При дальнейшем перемещении конвейера 1 предыдущая изложница 4а под действием собственного веса опрокидывается в направлении Б - см. фиг. 16 - относительно шарнира 16, ударясь об упор 8, при этом отливка 7 выбивается из изложницы и падает в направлении Г на приемный стол 6.
При оснащении конвейера разнотипными изложницами 4 - односекционными и многосекционными - отливка 7 из первых выбивается на приемный стол 6, а из вторых подается в направлении Д на приемный рольганг 17 - см. фиг.17, при этом начальная 13, промежуточная 15 и конечная 14 секции многосекционной изложницы отделяются от отливки 7 при повороте их относительно шарниров 16 последующих секций.
Наличие отличительных признаков в предлагаемой конструкции литейной установки обеспечивает следующие преимущества ее перед установкой - прототипом:
установка изложниц на конвейере в несколько рядов с возможностью сопряжения именно боковых стенок односекционных изложниц (либо боковых стенок крайних секций многосекционных изложниц) позволяет значительно упростить конструкцию литейной установки, поскольку отпадает необходимость в специальных быстроизнашивающихся перегородках, устанавливаемых на границе секций для разделения отливок. Кроме того, обеспечивается надежность уплотнения между сопрягаемыми боковыми стенками даже при наличии износа шарниров тяговой цепи и ее удлинении, т.к. при удлинении цепи боковые стенки изложниц (либо крайних секций изложниц) лишь сдвинутся относительно друг друга на некоторое расстояние, не нарушая герметичности изложниц в местах их сочленения;
каждая предыдущая изложница сопрягается с последующей по ходу движений конвейера изложницей, установленной в соседнем ряду, не по всей длине боковых стенок, а лишь на определенном ее участке - см. фиг. 2. 3, 7, 11, 12 "При задействовании" всей длины боковых стенок невозможно выделить "предыдущую" и "последующую" изложницы, расположенные в соседних рядах, и 1-й отличительный признак формулы становится несущественным. Поэтому питающие каналы выполнены именно на этих участках сопряжения боковых стенок односекционных изложниц либо боковых стенок крайних секций многосекционных изложниц. Именно при таком их выполнении питающие каналы обеспечивают, с одной стороны, надежную подпитку изложниц расплавом в процессе литья. С другой стороны - повышают надежность установки при разделении отливок в смежных изложницах;
разделение отливок осуществляется путем срезания отливок в питающих каналах при огибании секциями приводного барабана. Процесс срезания отливки происходит наиболее эффективно при соосном расположении питающего канала с вертикальной осью шарнира секции, т.к. усилия в этом случае - минимальные. И наоборот: чем дальше сдвинут питающий канал относительно вертикальной оси шарнира секции, тем неблагоприятнее условия для создания срезания отливок - усилия среза возрастают, отливка начинает выталкиваться из питающего канала и может выскочить из изложницы несрезанной (брак). Поэтому питающие каналы выполнены именно на этих участках сопряжения боковых стенок одно- или многосекционных изложниц.
Таким образом, предлагаемая конструкция литейной установки позволяет осуществить подпитку каждой предыдущей изложницы из последующей изложницы, но расположенной уже в соседнем ряду, путем сопряжения их боковых стенок через питающие каналы, выполненные на участках сопряжения - и, с одной стороны, отказаться от быстроизнашивающихся поперечных перегородок, с другой - обеспечить надежность уплотнения в местах сопряжения изложниц даже при износе шарниров тяговой цепи (технический результат).
Литература
1. Журнал "Литейное производство", 1963, N 11, стр. 39-40.
2. RU, C, 2080958, B 22 D 11/06, 10.06.97.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ | 1994 |
|
RU2080958C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 2000 |
|
RU2179496C2 |
| Устройство для литья в изложницы | 1975 |
|
SU649195A1 |
| ТЯГОВО-ГРУЗОНЕСУЩЕЕ ПОЛОТНО ПЛАСТИНЧАТОГО КОНВЕЙЕРА | 1997 |
|
RU2121953C1 |
| ОШИНОВКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2132888C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2016141C1 |
| ОШИНОВКА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 1998 |
|
RU2162901C2 |
| ХЛЕБОПЕКАРНАЯ ФОРМА | 1995 |
|
RU2083113C1 |
| РАЗЪЕМНАЯ ФОРМА ДЛЯ ОТЛИВКИ ИЗЛОЖНИЦ | 1996 |
|
RU2103108C1 |
| КАТОДНЫЙ КОЖУХ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2053315C1 |




Использование: изобретение относится к технологии отливки изделий, например алюминиевых протекторов или алюминиевых чушек для раскисления стали, на установке непрерывного литья, изложницы которой установлены на конвейере в два и более рядов. Сущность: изложницы - односекционные и/или многосекционные -- устанавливаются на конвейере с возможностью сопряжения боковых стенок предыдущих и последующих изложниц, расположенных в соседних рядах конвейера, в многосекционных изложницах сопряжению подлежат лишь боковые стенки крайних секций изложниц. Это позволяет отказаться от поперечных быстроизнашивающихся перегородок, устанавливаемых на границе секций для разделения отливок. Питающие каналы для подпитки расплавом изложниц выполнены на участках сопряжения боковых стенок односекционных изложниц, либо - в многосекционных изложницах - боковых стенок крайних секций этих изложниц. Кроме того, питающие каналы в боковых стенках расположены соосно с вертикальными осями шарниров секций изложниц. Такое расположение обеспечивает наиболее благоприятные условия для срезания отливок на границе питающих каналов и позволяет избежать выталкивания из изложниц несрезанной отливки, т.е. брака. Технический результат заключается в упрощении конструкции установки, а также повышении ее надежности. 17 ил.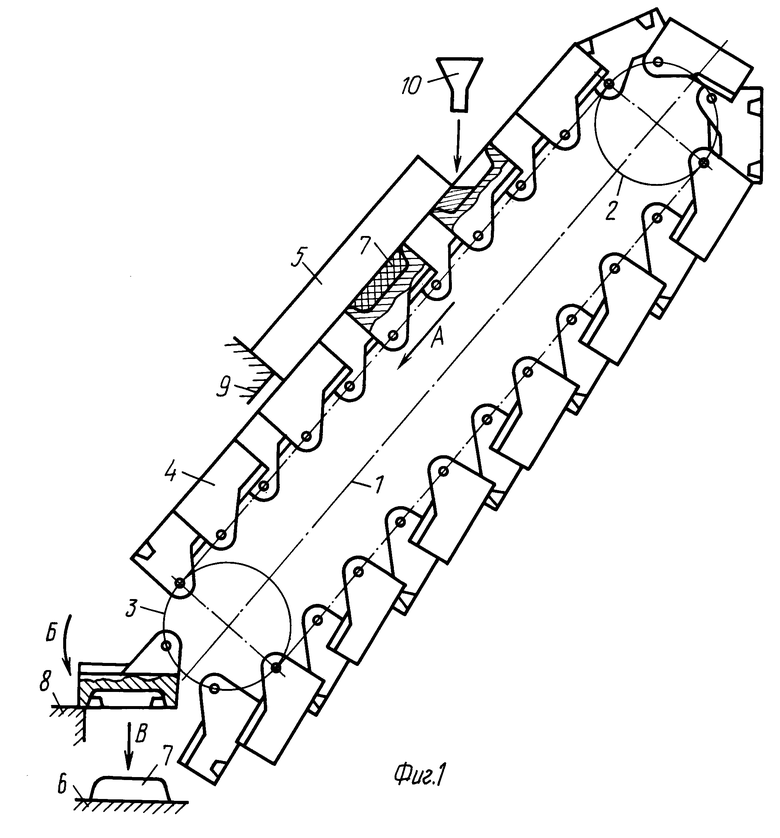
Установка непрерывного литья, содержащая наклонный конвейер в виде бесконечной тяговой цепи, одно или многосекционные изложницы, шарнирно закрепленные на тяговой цепи, установленные на конвейере в два или более рядов, питающие каналы и установленный над верхней ветвью тяговой цепи кристаллизатор, отличающаяся тем, что изложницы установлены на конвейере с возможностью сопряжения боковых стенок предыдущих и последующих односекционных изложниц, расположенных в соседних рядах, или боковых стенок крайних секций предыдущих и последующих многосекционных изложниц, расположенных в соседних рядах, или боковых стенок односекционных изложниц и боковых стенок крайних секций предыдущих и последующих многосекционных изложниц, расположенных в соседних рядах, при этом питающие каналы выполнены на участках сопряжения боковых стенок односекционных изложниц или боковых стенок крайних секций многосекционных изложниц и расположены соосно с вертикальными осями шарниров секций.
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ | 1994 |
|
RU2080958C1 |
| Устройство для литья в изложницы | 1975 |
|
SU649195A1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| СЕПАРАТОР ПОДШИПНИКА | 2013 |
|
RU2529115C1 |
| Германн | |||
| Непрерывное литье.-М.: Гостехиздат, 1961, с.71. | |||

