Изобретение относится к способам соединения деталей из разнородных материалов и может быть использовано при соединении труб, выполненных из материалов, которые не могут быть соединены между собой при помощи сварки или соединительных элементов, в частности в энергетическом, химическом машиностроении.
В настоящее время известно множество способов соединения деталей, в частности труб, выполненных как из однородных материалов, так и из разнородных материалов. Соединение выполняют с помощью сварки электронно-лучевой, сварки трением, диффузионной сварки, соединением при помощи промежуточных элементов, муфт, резьбовых соединений и др.
Известен способ соединения труб, заключающийся во введении внутренней трубы в наружную и установке между ними герметизирующего клеевого элемента в кольцевую полость в зоне контакта (см. например, а.с. N 1679124, F 16 L 13/04 от 04.07.86).
Недостатком известного способа является невозможность использования его для соединения труб, работающих при высоких нагрузках и температурах, а также в агрессивных средах.
Известен способ холодной сварки разнородных материалов, при котором детали помещают между пуансонами сварочной машины и сжимают возрастающим давлением сварки. (см. например, а.с. N 1727293, B 23 K 20/00 от 13.03.89).
Недостатком известного способа является недостаточная прочность соединения.
Известен способ сварки трением деталей из разнородных материалов через промежуточную вставку из материала более мягкого, чем свариваемые материалы (см. например, а.с. N 1764901, B 23 K 20/12 от 10.10.89).
Недостатком известного способа является высокая трудоемкость и недостаточная прочность соединения при работе в агрессивных средах и высоких температурах.
Известен способ диффузионной сварки нержавеющих сталей с несвариваемыми металлами, при котором между свариваемыми поверхностями располагают промежуточную трехслойную прокладку, детали сдавливают, нагревают и осуществляют изотермическую выдержку (см. например, а. с. N 1593849, B 23 K 20/16 от 13.11.88).
Недостатком известного способа является трудоемкость процесса соединения и недостаточное качество соединения при работе в режимах высоких температур и нагрузок, а также невозможность использовать такие материалы, как медь и алюминий.
По наибольшему числу общих признаков и достигаемому результату техническое решение по а.с. N 1593849 принимаем за прототип.
Техническая задача заключается в повышении прочности соединения труб, выполненных из разнородных материалов: нержавеющей стали и циркония, подвергающихся воздействию агрессивных сред и нейтронного потока.
Для решения поставленной задачи предлагается способ соединения деталей из разнородных материалов, включающий размещение между соединяемыми поверхностями промежуточного элемента и их последующее обжатие, в котором при соединении трубы из циркония с трубой из нержавеющей стали на наружную поверхность циркониевой трубы навивают проволоку из нержавеющей стали, концы витков которой закрепляют контактной сваркой, устанавливают упомянутую трубу внутри трубы из нержавеющей стали и проводят ротационное обжатие по наружной поверхности внешней трубы.
Предложенный способ дает возможность упростить технологию изготовления, повысить прочность соединения труб, выполненных из разнородных материалов, в данном случае из нержавеющей стали и циркония, обеспечив высокую надежность фиксации, и обеспечить их работоспособность в агрессивных средах под действием высоких температур, давлений, нейтронного потока и нагрузок.
Сущность предложенного способа заключается в том, что осуществляют соединение труб, выполненных из несвариваемых между собой металлов, нержавеющей стали и циркония, при этом необходимо обеспечить герметичность соединения, прочность под действием высоких нагрузок, давлений, температур, нейтронного потока, за счет навивки проволоки из нержавеющей стали на трубу из циркония и обжатия этих труб давлением, предварительно установив трубу из циркония в трубу из нержавеющей стали.
Сущность способа поясняется чертежом, где:
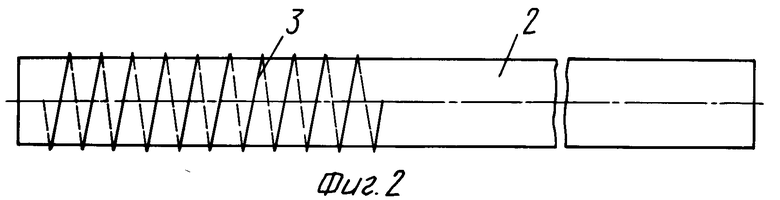
на фиг. 1 - показано соединение труб в сборе,
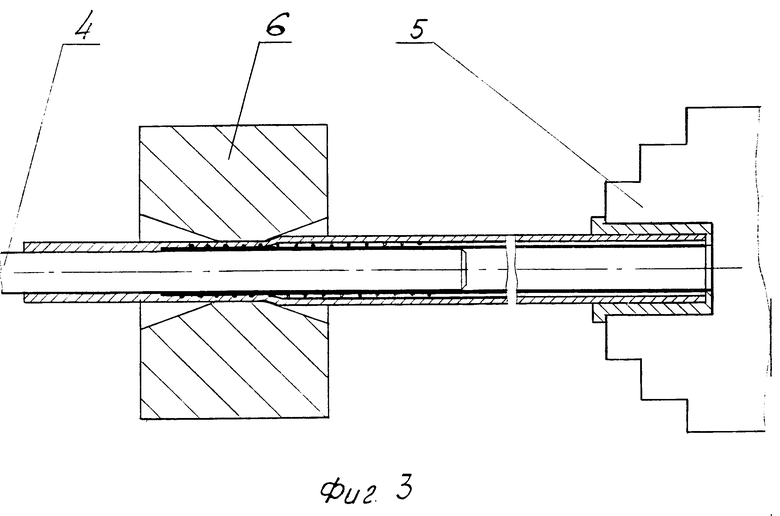
на фиг. 2 - показана циркониевая труба с навитой по наружному диаметру проволокой,
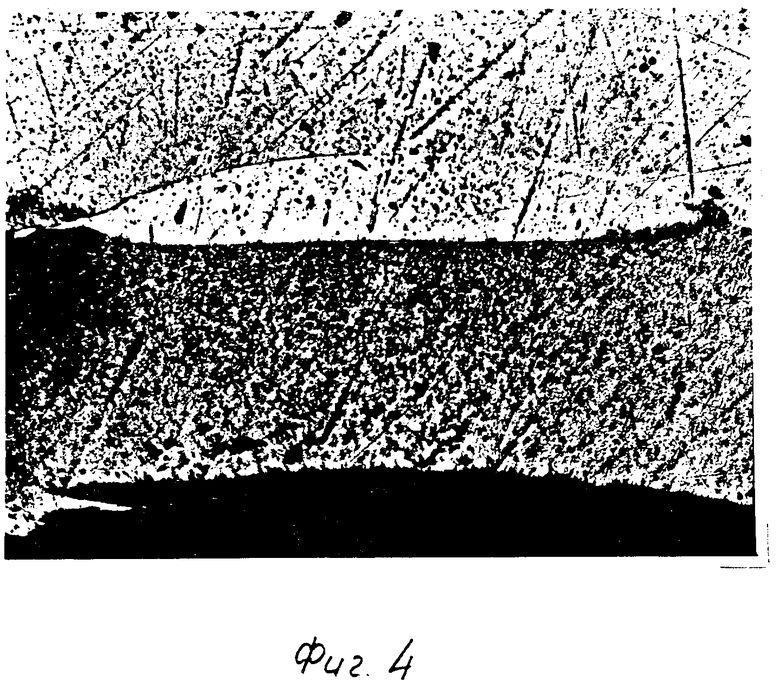
на фиг. 3 - показана схема обжатия сборки,
на фиг. 4 - показана картина внедрения проволоки металл обеих труб.
Соединение состоит из трубы 1, выполненной из нержавеющей стали, в которую установлена труба 2, выполненная из циркония. На наружный диаметр циркониевой трубы 2 навита проволока 3 из нержавеющей стали. Сборка, состоящая из вышеперечисленных элементов: трубы 1 и трубы 2, промежуточного элемента - проволоки 3, установлена на оправку 4 и закреплена между патроном станка 5 и бойками 6.
Способ соединения труб осуществляют следующим образом. На наружный диаметр циркониевой трубы 2 навивают проволоку 3 из нержавеющей стали, количество витков зависит от диаметров труб и проволоки, а также от точности навивки. Концы проволоки в начале и в конце навивки крепят контактной сваркой. Затем трубу 2 с навитой проволокой устанавливают в трубу 1 из нержавеющей стали. Фиксацию трубы 1 с трубой 2 осуществляют ротационным обжатием по наружному диаметру, в процессе которого происходит деформационное внедрение проволоки в металл соединяемых труб. Обжатие проводится последовательно бойками 6 на оправке 4, установленной в трубу 2.
Надежность фиксации внутренней циркониевой трубы в трубе из нержавеющей стали с промежуточным элементом - нержавеющей проволокой проверялась после нагрева сборок до температуры 350oC и охлаждения до температуры 70oC механическим нагружением с поэтапным увеличением растягивающего усилия.
Использование предложенного способа позволит за счет несложной технологии изготовления получить соединение труб, изготовленных из нержавеющей стали и циркония, а также и из других разнородных материалов, обеспечив высокую прочность, герметичность и надежность. Проведенные исследования показали, что прочность участка фиксации труб превышает прочность металла циркониевой трубы.
Изобретение относится к способам соединения труб из разнородных материалов и может быть использовано при соединении труб, выполненных из материалов, которые не могут быть соединены между собой при помощи сварки или соединительных элементов, в частности в энегргитическом и химической машиностроении. Техническая задача - повышении прочности соединения труб, выполненных из разнородных материалов: нержавеющей стали и циркония, подвергающихся воздействию агрессивных сред и нейтронного потока. Способ соединения труб основан на размещении между соединяемыми поверхностями: нержавеющей трубой и трубой из циркония промежуточного элемента в виде проволоки из нержавеющей стали и ротационного обжатия по наружному диаметру нержавеющей трубы. 4 ил.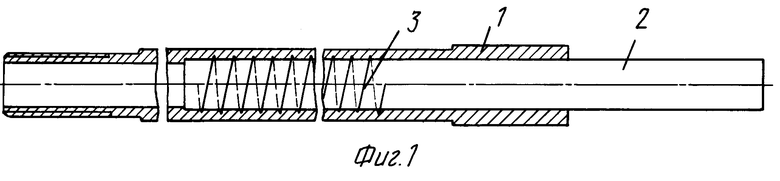
Способ соединения деталей из разнородных материалов, включающий размещенные между соединяемыми поверхностями промежуточного элемента и их последующее обжатие, отличающийся тем, что при соединении трубы из циркония с трубой из нержавеющей стали на наружную поверхность циркониевой трубы навивают проволоку из нержавеющей стали, концы витков которой закрепляют контактной сваркой, устанавливают упомянутую трубу внутри трубы из нержавеющей стали и проводят ротационное обжатие по наружной поверхности внешней трубы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство N 1679124, F 16 L 1/304, 1986 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 1727293 B 21 K 20/00, 1989 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство N 1764901, B 23 K 20/12, 1989 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство N 1593849 B 23 K 20/16, 1988. | |||

