Область техники, к которой относится изобретение.
Изобретение относится к технологии сборки деталей и узлов, в частности при соединении трубчатых деталей из разнородных материалов, и может быть использовано в различных областях техники: в химическом, авиационном энергетическом машиностроении и пр., особенно в атомном машиностроении при соединении изделий, которые эксплуатируются в условиях повышенных температур и подвергаются воздействию агрессивных сред и нейтронного потока.
Уровень техники
В самых различных областях машиностроения и в быту используется множество способов соединения деталей, в частности, трубчатой формы, выполненных как из однородных материалов, так и из разнородных материалов. Соединения выполняют с помощью клея, сварки трением, электронно-лучевой сварки, диффузионной сварки, при помощи муфт, резьбовых элементов, посредством промежуточных элементов и пр.
Известен способ соединения труб, заключающийся во введении между трубами герметизирующего клеевого состава (SU 1679124, F 16 L 13/04, 1986). Использование клеевого состава упрощает технологию соединения трубчатых деталей и позволяет соединять элементы из разнородных материалов. Однако использовать такое соединение в условиях высоких температур, тем более при значительных механических нагрузках, невозможно в связи с разрушением клеевого состава.
Известен способ холодной сварки разнородных металлов, заключающийся в том, что детали из разнородных металлов помещают между пуансонами сварочного аппарата и сжимают значительным давлением (SU 1727293, В 23 К 20/00, 1989). При повышенных давлениях частицы металлов проникают друг в друга, обеспечивая соединение деталей. Способ не обеспечивает достаточную прочность соединения.
Известен способ сварки трением деталей из разнородных материалов с применением промежуточной вставки из материала, более мягкого, чем свариваемые материалы (SU 1764901, В 23 К 20/12, 1989). Данный способ имеет высокую трудоемкость и не обеспечивает необходимую прочность при эксплуатации соединения в условиях высоких температур.
Способ диффузионной сварки нержавеющих сталей с несвариваемыми составами предполагает установку между соединяемыми поверхностями промежуточной трехслойной переходной прокладки, внешние слои которой свариваются с соединяемыми деталями (SU 1593849, В 23 К 20/16, 1988). Способ позволяет получить качественное соединение при работе в условиях высоких температур и нагрузок.
Наиболее близким по технической сущности к описываемому изобретению является способ соединения трубчатых деталей из разнородных материалов, преимущественно направляющих каналов тепловыделяющих сборок ядерного реактора, заключающийся в том, что на наружную поверхность циркониевой трубы навивают по спирали проволоку из нержавеющей стали, устанавливают циркониевую трубу с проволочной навивкой внутрь внешней трубы из нержавеющей стали и осуществляют ротационное обжатие по наружной поверхности внешней трубы (RU 2127178, В 23 К 20/16, 1999). В известном способе после навивки проволоки из нержавеющей стали на поверхность циркониевой трубы осуществляют фиксацию проволочной спирали путем сварки ее концов с наружной поверхностью циркониевой трубы. Однако фиксация спирали посредством сварки может привести к негативному воздействию в процессе соединения труб при ротационном обжатии и при эксплуатации в условиях высоких нагрузок, особенно в условиях радиационного облучения по следующим причинам. Во-первых, несмотря на приварку концов проволоки к наружной поверхности циркониевой трубы, витки проволоки могут перемещаться вдоль оси циркониевой трубы под действием сил, воздействующих на проволоку в процессе ротационного обжатия. В результате витки проволоки будут внедрены в материалы труб с неравномерным шагом, что снижает прочность соединения. Во-вторых, неравномерный шаг витков проволоки приведет к тому, что при внедрении проволоки в материалы труб будет иметь место неоднородная деформация в различных поперечных сечениях проволоки, что также снизит надежность и прочность соединения. В-третьих, при сварке концов проволоки с наружной поверхностью циркониевой трубы в зоне сварки образуется эвтектика с низкими механическими и коррозионными свойствами, что недопустимо. Кроме того, негативные вышеотмеченные факторы будут усилены в условиях радиационного облучения, а сварка концов проволоки с поверхностью циркониевой трубы увеличивает трудоемкость технологического процесса в целом.
Сущность изобретения
Задачей настоящего изобретения является разработка и создание способа соединения трубчатых деталей из разнородных материалов, упрощающего технологию изготовления и обеспечивающего повышение прочности соединения в условиях высоких температур и силовых нагрузок, особенно в агрессивных средах, под действием давлений и радиационного облучения.
В результате решения данной задачи могут быть получены новые технические результаты, заключающиеся в повышении степени фиксации проволоки на циркониевой трубе, уменьшении неравномерности внедрения проволоки в материалы трубчатых деталей и в исключении образования в соединении зон с низкими механическими и коррозионными свойствами, а также в повышении надежности соединения трубчатых деталей в условиях радиационного облучения.
Данные технические результаты достигаются тем, что в способе соединения трубчатых деталей из разнородных материалов, преимущественно направляющих каналов тепловыделяющих сборок ядерного реактора, заключающемся в том, что циркониевую трубу с проволочной навивкой устанавливают внутрь внешней трубы из нержавеющей стали и осуществляют ротационное обжатие по наружной поверхности внешней трубы, проволоку предварительно навивают, затем устанавливают на поверхность циркониевой трубы с натягом, характеризующимся тем, что отношение внутреннего диаметра Dспс проволочной спирали из нержавеющей стали в свободном состоянии к внутреннему диаметру Dспс проволочной спирали из нержавеющей стали в навитом состоянии составляет от 0,73 до 0,84, причем диаметр d проволоки из нержавеющей стали выбирают от 0,47•Δ до 0,53•Δ, где Δ - толщина стенки циркониевой трубы.
Отличительная особенность настоящего изобретения состоит в следующем. Осуществление установки проволоки на наружную поверхность с натягом позволяет, с одной стороны, повысить надежность фиксации всех витков проволоки на циркониевой трубе и исключить смещение витков проволоки в процессе ротационного обжатия. С другой стороны, установка проволоки на циркониевую трубу с натягом исключает необходимость проведения операции приварки концов проволоки к наружной поверхности циркониевой трубы, что исключает образование на циркониевой трубе зон с низкими механическими и коррозионными свойствами. Усилие натяга выбрано экспериментально. Величина натяга характеризуется отношением внутреннего диаметра Dспс проволочной спирали в свободном состоянии к внутреннему диаметру Dспс проволочной спирали в навитом состоянии и составляет от 0,73 до 0,84. Очевидно, что при установке проволоки с натягом на циркониевую трубу после снятия проволочной спирали с трубы ее диаметр уменьшится за счет упругих свойств материала проволоки. Если внутренний диаметр Dспс проволочной спирали в свободном состоянии после установки с натягом и снятии с циркониевой трубы больше 0,84•Dспс, то величина натяга мала для надежной фиксации спирали. Если внутренний диаметр Dспс проволочной спирали в свободном состоянии после установки с натягом и снятии с циркониевой трубы будет меньше 0,73•Dспс, то возможна существенная пластическая деформация проволоки, а также формоизменение циркониевой трубы при установке проволоки на циркониевую трубу с натягом. Естественно, что внутренний диаметр Dспс проволочной спирали в навитом состоянии равен наружному диаметру Dцт циркониевой трубы. При фиксации проволоки за счет натяга существенным является не только величина натяга, но и диаметр d проволоки в зависимости от толщины Δ стенки циркониевой трубы. Если диаметр проволоки меньше, чем 0,47•Δ, проволока в меньшей степени внедряется в циркониевую трубу при ротационном обжатии и не создает требуемой прочности соединения. Если диаметр проволоки больше 0,53•Δ, то возможно формоизменение циркониевой трубы в процессе ротационного обжатия, поскольку навивка проволоки на трубу осуществляется с натягом, при котором циркониевая труба подвергается механическому нагружению.
На фиг. 1 показан общий вид соединения, получаемого при реализации описываемого способа.
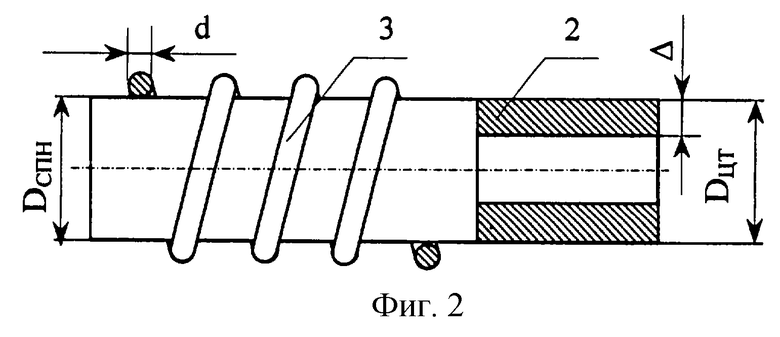
На фиг. 2 изображена часть проволочной спирали, установленной с натягом на поверхность циркониевой трубы.
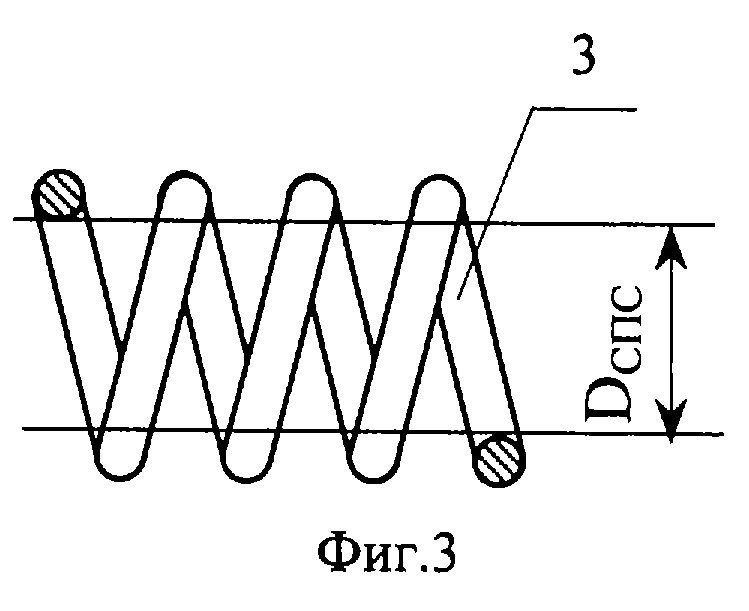
На фиг.3 изображена проволочная спираль в свободном состоянии.
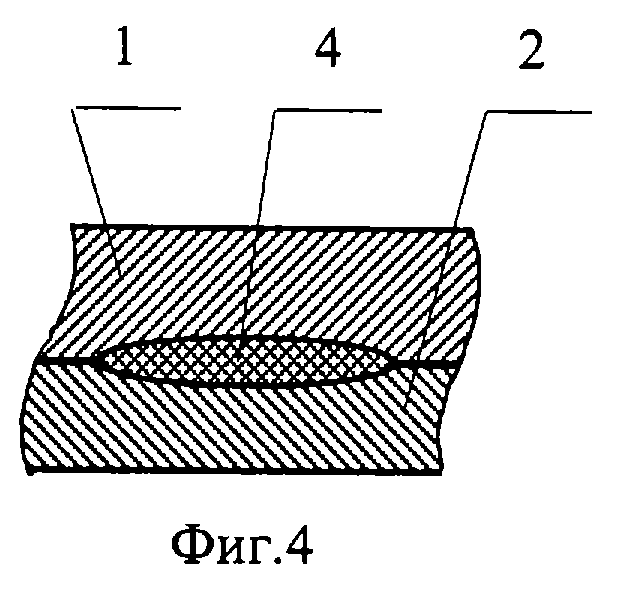
На фиг.4 приведена картина внедрения в металл трубчатых деталей.
Сведения, подтверждающие возможность осуществления изобретения.
Соединение состоит из внешней трубы 1, выполненной из нержавеющей стали, в которую установлена циркониевая труба 2. На наружной поверхности циркониевой трубы установлена по спирали проволока 3 из нержавеющей стали. Проволоку из нержавеющей стали устанавливают на поверхность циркониевой трубы с натягом. Величину натяга определяют несложными экспериментами исходя из получаемых отношений внутреннего диаметра Dспс проволочной спирали из нержавеющей стали в свободном состоянии к внутреннему диаметру Dспн проволочной спирали из нержавеющей стали в навитом состоянии в зависимости от усилия натяга. Усилие натяга выбирают таким образом, чтобы указанное отношение составляло от 0,73 до 0,84. При изготовлении трубчатых деталей из нержавеющей стали и цирконийсодержащих материалов путем установки проволоки с натягом необходимо использовать проволоку с диаметром d, величина которого зависит от толщины Δ стенки циркониевой трубы. Диаметр d проволоки из нержавеющей стали выбирают от 0,47•Δ до 0,53•Δ. Предварительно навитую проволоку 3 устанавливают на поверхность циркониевой трубы с натягом на стандартном оборудовании.
Способ осуществляют следующим образом. Предварительно навитую проволоку 3 устанавливают на наружную поверхность циркониевой трубы 2 с натягом, количество витков которой, а следовательно, шаг навивки выбирают путем проведения несложных экспериментов в зависимости от требуемой прочности соединения. Затем циркониевую трубу 2 с установленной на ней проволокой 3 вставляют в трубу 1 из нержавеющей стали и производят окончательную операцию - ротационное обжатие на любом известном оборудовании. В результате происходит деформация проволоки 3 и ее внедрение в стенку трубы 1 из нержавеющей стали и стенку циркониевой трубы 2 (фиг.4).
Надежность фиксации внутренней циркониевой трубы 2 в трубе 1 из нержавеющей стали с промежуточным элементом - проволокой 3, установленной по спирали, подтверждена при нагреве соединения до температуры 350oС с механическим нагружением до требуемой величины.
Таким образом, использование описываемого способа позволяет за счет простой технологии с использованием стандартного известного оборудования получить надежное соединение трубчатых деталей при обеспечении прочности, надежности и герметичности. Особенно способ рекомендуется использовать при изготовлении направляющих каналов для тепловыделяющих сборок ядерных реакторов, поскольку соединение надежно функционирует в условиях радиационного облучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2127178C1 |
| УЗЕЛ УПЛОТНЕНИЯ СТЫКОВОЧНОГО ПАТРУБКА ПЕРЕГРУЗОЧНОЙ МАШИНЫ КАНАЛЬНОГО ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2183036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМПУЛЬНО-ПОРОШКОВОЙ СИСТЕМЫ | 1995 |
|
RU2128566C1 |
| ПЕРЕХОДНИК ДЛЯ СВАРКИ ТРУБ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С ТРУБАМИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2002 |
|
RU2197366C1 |
| СОЕДИНЕНИЕ ТРУБЧАТЫХ ДЕТАЛЕЙ СВАРКОЙ ТРЕНИЕМ И СПОСОБ СВАРКИ ТРЕНИЕМ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2006 |
|
RU2366551C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ВОДО-ВОДЯНОГО ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2177650C2 |
| КОЛОСНИКОВЫЙ ПРОФИЛЬ ДЛЯ ПРОИЗВОДСТВА ЩЕЛЕВЫХ СЕТОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2173224C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 2001 |
|
RU2192340C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1999 |
|
RU2178923C2 |
| СОЕДИНЕНИЕ ТРУБЧАТЫХ ДЕТАЛЕЙ СВАРКОЙ ТРЕНИЕМ И СПОСОБ СВАРКИ ТРЕНИЕМ СОЕДИНЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ | 2006 |
|
RU2366552C2 |
Изобретение относится к технологии сборки деталей и узлов, в частности при соединении трубчатых деталей из разнородных материалов, и может быть использовано в различных областях техники. Способ заключается в том, что на наружную поверхность циркониевой трубы 2 устанавливают с натягом по спирали проволоку 3 из нержавеющей стали, предварительно навитую. Затем устанавливают трубу с проволочной навивкой внутрь внешней трубы 1 из нержавеющей стали. Осуществляют ротационное обжатие по наружной поверхности внешней трубы. Величину натяга выбирают в зависимости от отношения внутреннего диаметра Dспс проволочной спирали в свободном состоянии к внутреннему диаметру Dспн проволочной спирали в навитом состоянии. Данное отношение составляет от 0,73 до 0,84. Диаметр d проволоки из нержавеющей стали выбирают от 0,47•Δ до 0,53•Δ, где Δ - толщина стенки циркониевой трубы. В результате повышается степень фиксации проволоки на циркониевой трубе, уменьшается неравномерность внедрения проволоки в материалы трубчатых деталей, исключается образование в соединении зон с низкими механическими и коррозионными свойствами, повышается надежность соединения трубчатых деталей в условиях радиационного облучения. 4 ил.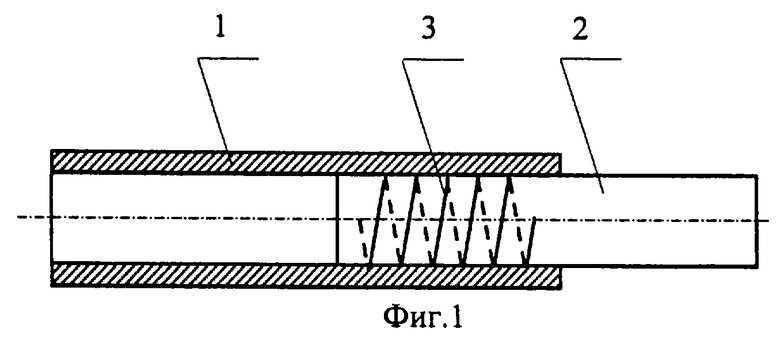
Способ соединения трубчатых деталей из разнородных материалов, преимущественно направляющих каналов тепловыделяющих сборок ядерного реактора, заключающийся в том, что циркониевую трубу с проволочной навивкой устанавливают внутрь внешней трубы из нержавеющей стали и осуществляют ротационное обжатие по наружной поверхности внешней трубы, отличающийся тем, что проволоку предварительно навивают, затем устанавливают на поверхность циркониевой трубы с натягом, характеризующимся тем, что отношение внутреннего диаметра Dспс проволочной спирали из нержавеющей стали в свободном состоянии к внутреннему диаметру Dспн проволочной спирали из нержавеющей стали в навитом состоянии составляет от 0,73 до 0,84, причем диаметр d проволоки из нержавеющей стали выбирают от 0,47•Δ до 0,53•Δ, где Δ - толщина стенки циркониевой трубы.
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2127178C1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| Способ сварки трением деталей из разнородных металлов | 1989 |
|
SU1764901A1 |
| Способ диффузионной сварки | 1988 |
|
SU1593849A1 |
| Огнетушитель | 0 |
|
SU91A1 |

