Устройство относится к абразивной обработке и может быть использовано в технологии получения особо острых режущих кромок на стальных и твердосплавных лезвиях для проведения гистологического анализа в медицине и изучения структуры веществ при производстве пластмасс и органических композиционных материалов.
К качеству заточки микротомных ножей предъявляются весьма высокие и строгие требования. Лезвие должно быть предельно острым с равными плоскими поверхностями режущего клина и точно выполненным углом заострения, например 28o, основная же часть ножа имеет угол клина 12o. Режущая кромка должна быть идеально гладкой, микронеровности на ней не допускаются /проверяется под микроскопом/. Шероховатость поверхностей режущего клина и микрориски на них снижают качество среза. Главное требование к микротомному ножу - это способность срезать тончайшие слои толщиной 1 - 2 мкм. Чем тоньше слой, тем качественнее препарат из него, больше достоверной информации можно получить при изучении его под микроскопом в проходящем свете. Ножи бывают различной длины - от 8 до 25 см.
Наиболее близким техническим решением является станок для заточки режущих элементов /а.с. N 1274908, B 24 B 3/36, опубликованное 07.12.86, бюл. N 45/, содержащий дисковый притир, приводы вращения, колебательного движения и механизм установки микротомного ножа.
Однако он имеет существенные недостатки, заключающиеся в том, что разные участки ножа точатся в разных условиях: один конец при движении притира навстречу лезвию, другой - при движении от лезвия, а середина - вдоль лезвия. Поэтому неодинаковой будет и острота режущей кромки, причем при движении притира от лезвия неизбежно образование заусенца на режущей кромке, который ее основательно затупляет. Затачиваемая кромка расположена по хорде дискового притира, поэтому на его поверхности вырабатывается кольцевая впадина, что приводит к непрямолинейности лезвия /выпуклости/, а правка притиров на станке не предусмотрена.
Задачей предложения является повышение качества и остроты режущей кромки микротомного ножа за счет создания таких условий его заточки, при которых заусенец принципиально не может возникнуть.
Для получения этого технического результата устройство, содержащее привод колебательного движения дискового притира в виде эксцентричной втулки и волновой фрикционной передачи, снабжено механизмом установки микротомного ножа, который дает возможность при определенном угле установки автоматически изменять давление на нож на каждый ход притира в соответствии с направлением его движения, чтобы нож затачивался главным образом при ходе притира навстречу режущей кромке.
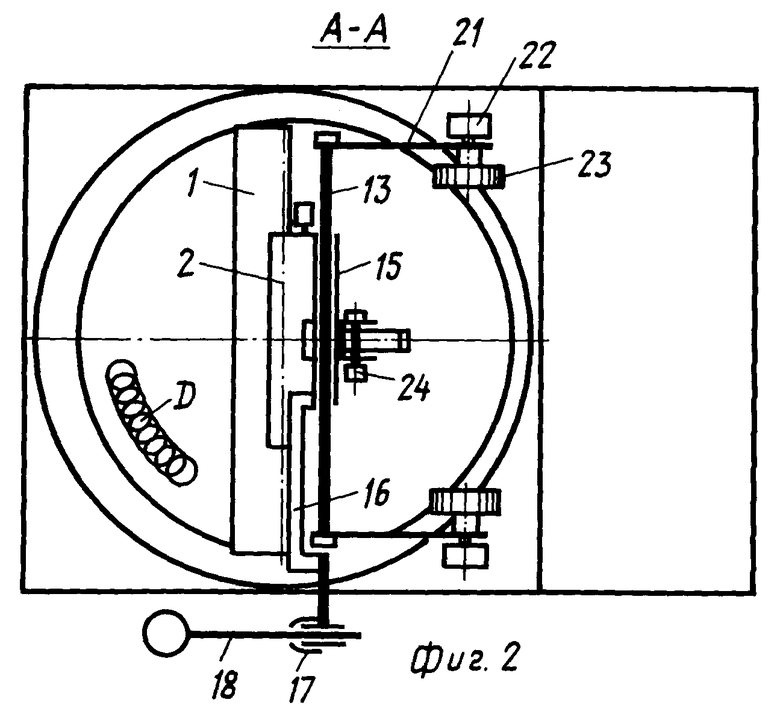
Кинематическая схема устройства представлена на чертежах, где на фиг. 1 изображен общий вид устройства в продольном разрезе, на фиг. 2 - вид сверху с разрезом по оси подъема, на фиг. 3 - силовой баланс механизма установки ножа в статике, на фиг. 4 - распределение сил при движении притира.
Микротомный нож 1, закрепленный в держателе 2, установлен режущей кромкой на поверхности дискового притира 3. Ось 4 притира расположена внутри эксцентричной втулки 5, которая шкивом 6 через клиноременную передачу 7 связана с электродвигателем 8. Для статической и динамической балансировки инерционных сил и их моментов в механизме привода на верхнем конце втулки 5 установлен противовес 9, а на нижнем конце - совмещенный со шкивом дополнительный противовес, направленный в противоположную сторону. Внутреннее кольцо фрикционной волновой передачи 10 закреплено неподвижно соосно наружному диаметру втулки 5, а наружное кольцо расположено по периферии притира 3 соосно последнему.
Механизм установки ножа 1 содержит три параллельных шарнирных оси: ось угла заточки 11, ось угла установки 12 и ось дугового подъема 13. Нож 1 закреплен на собственной оси 14, проходящей через его ось симметрии в перпендикулярной трем вышеназванным осям плоскости и дающей возможность самоустановки ножа по плоскости притира 3. На оси 13 свободно одета втулка 15, на которой через скобу 16 и цанговый зажим 17 закреплена рукоятка 18 с шариком 19 на конце. Снизу к втулке 15 через рычаг крепится нож 1, который имеет возможность поворачиваться вокруг оси 13 вместе с рукояткой 18 на полоборота и перемещаться вдоль оси 13. В верхнем положении нож 1 входит в прорезь наконечника ручки 20, чтобы с ее помощью изменить свое положение поворотом на 180o на оси 14. Ось дугового подъема 13 по концам закреплена на двух поворотных рычагах 21, угловое положение которых на неподвижных стойках 22 фиксируется посредством винтовых ручек 23. Позиция ножа 1 относительно притира фиксируется зажимом 24 на оси угла заточки 11. Весь механизм и зона обработки закрыты откидным прозрачным колпаком 25.
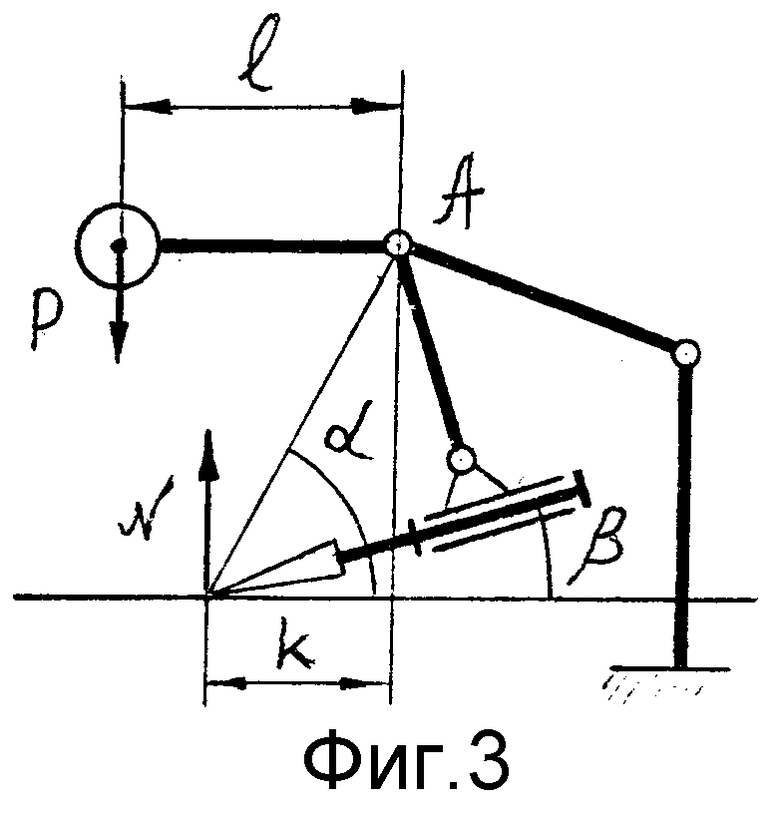
Функциональные углы механизма и силы, воздействующие на него, когда притир неподвижен, показаны на фиг. 3. Угол заточки β, образованный плоскостью притира и осью симметрии ножа, численно равен половине угла заострения режущего клина ножа. Требуемый угол заточки устанавливается поворотом ножа на оси 11. Угол установки α - это угол между плоскостью притира и плоскостью, соединяющей режущую кромку ножа с осью дугового подъема 13. Он регулируется за счет поворота рычагов 21 на оси установки 12.
Нагрузка N на кромку ножа создается весом P шарика 19 на рукоятке 18. Из равенства моментов сил относительно точки A очевидно соотношение  Длина l выбирается перемещением рукоятки 18 в цанговом зажиме 17, размер k определяется величиной угла установки α. Так при постоянном весе P бесступенчато регулируется статическая нагрузка N.
Длина l выбирается перемещением рукоятки 18 в цанговом зажиме 17, размер k определяется величиной угла установки α. Так при постоянном весе P бесступенчато регулируется статическая нагрузка N.
Устройство работает следующим образом. Эксцентричной втулке 5 сообщается вращательное движение через шкив 6 и клиноременную передачу 7 от электродвигателя 8. Вследствие эксцентричного положения оси 4 вращение втулки 5 преобразуется в колебательное движение притира 3, при котором все его точки описывают одинаковые окружности с радиусом, равным эксцентриситету втулки 5. Одновременно от фрикционной волновой передачи 10 с большой редукцией (порядка 100) притир 3 получает медленное вращение, линейная скорость которого гораздо меньше окружной скорости колебаний, так что процесс заточки идет за счет колебаний, а не вращения. Но вращение способствует равномерному распределению абразивной пасты по поверхности притира и повышает равномерность его износа. В результате сложения колебательного и вращательного движений траектории точек притира имеют вид плотных спиралей D (фиг. 2), равномерно распределенных по рабочей поверхности.
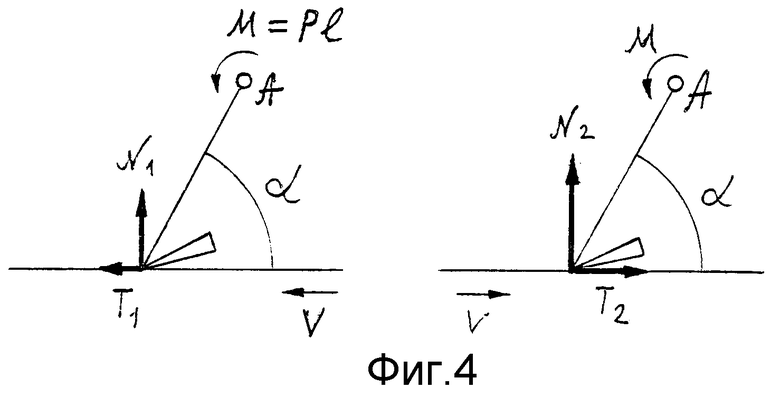
При движении притира картина распределения сил, действующих на затачиваемую кромку, радикально меняется (фиг. 4). Когда скорость притира V или ее проекция направлена в сторону от острия ножа, на него действует сила абразивного трения T1 и сила нормального давления N1, перпендикулярная поверхности притира. Во время движения притира навстречу кромке ножа действуют соответственно силы T2 и N2. Анализ уравнений моментов относительно точки A дает в конечном счете формулу:  где N - статическая сила давления, f - коэффициент абразивного трения, α - угол установки. Формула показывает, как на каждый ход колебательного движения притира изменяется давление на нож в соответствии с направлением хода. Сила N1 всегда меньше N, а N2 намного больше N. Отношение сил N1 и N2 выражается зависимостью
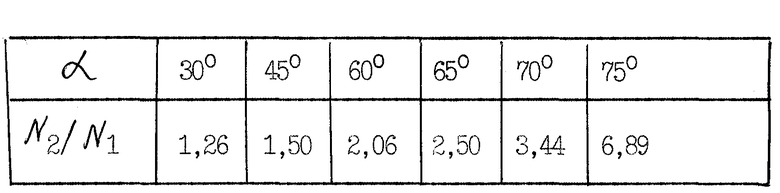
где N - статическая сила давления, f - коэффициент абразивного трения, α - угол установки. Формула показывает, как на каждый ход колебательного движения притира изменяется давление на нож в соответствии с направлением хода. Сила N1 всегда меньше N, а N2 намного больше N. Отношение сил N1 и N2 выражается зависимостью 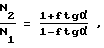 из которой следует, что это отношение не зависит ни от размеров механизма, ни даже от первоначальной нагрузки P. При постоянном коэффициенте f оно определяется не только величиной угла установки α. Обычно при абразивной доводке коэффициент трения f = 0,2. Для такого случая указанная зависимость количественно представлена в таблице.
из которой следует, что это отношение не зависит ни от размеров механизма, ни даже от первоначальной нагрузки P. При постоянном коэффициенте f оно определяется не только величиной угла установки α. Обычно при абразивной доводке коэффициент трения f = 0,2. Для такого случая указанная зависимость количественно представлена в таблице.
При дальнейшем увеличении угла α отношение N2/N1 резко возрастает. Величина предельного угла установки, когда отношение обращается в бесконечность, получается из формулы tgαпр = 1/f. Для f = 0,2 предельный угол αпр = 79o, для f = 0,1 αпр = 84o.
Приведенные зависимости позволяют определить условия, при которых заусенец на режущей кромке не будет образовываться во время ее заточки. Для этого достаточно, чтобы N2 ≥ 2N1, тогда заусенец при движении притира на кромку снимается быстрее, чем он образуется при движении притира от кромки ножа. С учетом этих обстоятельств рабочая величина угла установки должны быть в пределах от 60o до 80o. При таких углах достижима максимально возможная острота ножа, которую не удается получить известными устройствами для заточки.
Устройство повышает как качество, так и производительность заточки, поскольку переменное давление на нож интенсифицирует процесс абразивного резания. Кроме того, устройство позволяет работать на высокой частоте колебаний притира, так как с помощью противовесов 6 и 9 механизм привода полностью сбалансирован и устройство не подвержено вибрациям при любых частотах колебаний. Преимуществом является также то, что здесь не требуется частого переворота ножа с одной стороны на другую, достаточно с помощью рукояток 18 и 20 один раз обратить нож другой стороной к притиру после заточки первой стороны. При этом руки оператора ножа не касаются, и обеспечивается их полная безопасность.
В случаях, когда затачиваемый нож короткий и занимает лишь часть диаметра притира, рукояткой 18 нож сдвигается вдоль оси 13 ближе к краю притира для более равномерного его износа. Но даже, если это простое правило не соблюдается, и на притире появилась местная выработка, его плоскостность можно восстановить путем взаимной правки притиров на самом устройстве. Притир с высокоточной плоской поверхностью при колебательном движении по циклоидальным траекториям с равными скоростями точек притира обеспечивает одинаковые условия заточки по всей длине ножа. Это свойство устройства совместно с уже рассмотренным позволяет получить режущую кромку микротомного ножа, отвечающую обозначенным ранее высоким требованиям.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РУБКИ ДВИЖУЩЕЙСЯ ЛЕНТЫ ДРЕВЕСНОГО ШПОНА С НОЖОМ И МЕХАНИЗМОМ ВЕРТИКАЛЬНОГО ПЕРЕМЕЩЕНИЯ | 2009 |
|
RU2403148C1 |
| Устройство для заточки микротомных ножей | 1985 |
|
SU1271720A1 |
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| Держатель-адаптер одноразовых микротомных лезвий с пружинно-прижимным механизмом быстрой смены лезвия (клавиша) | 2016 |
|
RU2638434C1 |
| Устройство для заточки ножей | 2020 |
|
RU2754004C1 |
| Устройство для заточки ножей | 2023 |
|
RU2828913C1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ РЕЖУЩИХ ПАР СТРИГАТЕЛЬНЫХ МАШИНОК | 2018 |
|
RU2693656C1 |
| Устройство для заточки ножей | 2023 |
|
RU2804027C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| РЕЗЕЦ ДЛЯ БУРЕНИЯ ШПУРОВ | 2001 |
|
RU2212510C2 |
Изобретение предназначено для использования в технологии получения сверхострых лезвий для гистологического анализа в медицине и изучения структуры веществ в производстве пластмасс. Устройство содержит привод колебательного движения дискового притира 3 в виде эксцентричной втулки 5, связанной с электродвигателем 8, и волновой фрикционной передачи 10, сообщающей притиру медленное вращение. Механизм установки микротомного ножа 1 включает ось угла заточки 11, ось угла установки 12 и ось дугового подъема 13, которые дают возможность при угле установки от 60 до 80o автоматически изменять давление на нож на каждый ход притира в соответствии с направлением его движения относительно режущей кромки. Это позволяет исключить образование при заточке заусенца и повысить качество и остроту режущей кромки микротомного ножа. 4 ил., 1 табл.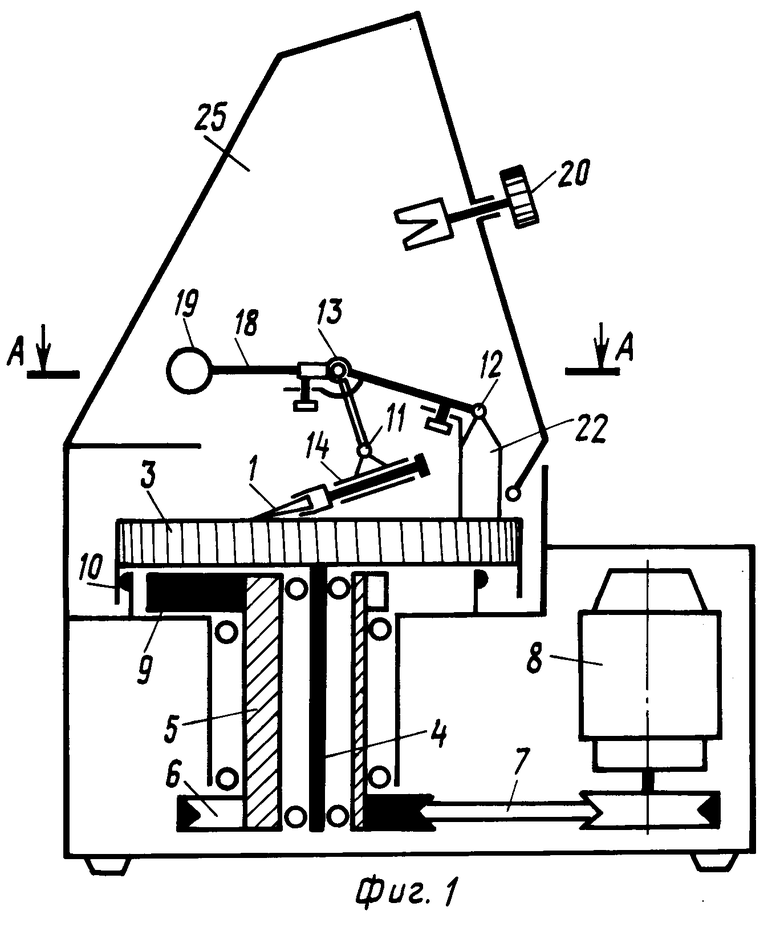
Устройство для заточки микротомных ножей, содержащее дисковый притир, приводы вращения и колебательного движения и механизм установки микротомного ножа, отличающееся тем, что механизм установки микротомного ножа выполнен в виде трех параллельно расположенных и шарнирно связанных между собой и с держателем ножа с возможностью фиксации положения осей угла заточки, установки и дугового подъема, а привод колебательного движения выполнен в виде эксцентричной втулки с противовесами, связанной с приводом вращения и установленной на оси притира, соединененного с фрикционной волновой передачей, при этом держатель ножа установлен на оси дугового подъема с возможностью продольного перемещения и поворота на полоборота и снабжен дополнительной осью, проходящей через ось симметрии ножа и расположенной в плоскости, перпендикулярной трем упомянутым осям, причем ось дугового подъема установлена из условия образования угла 60 - 80o между плоскостью, соединяющей ось дугового подъема с режущей кромкой ножа, и плоскостью притира.
| Станок для заточки режущих элементов | 1984 |
|
SU1274908A1 |
| УСТРОЙСТВО ДЛЯ ДОВОДКИ ПЛОСКОСТЕЙ | 1993 |
|
RU2042494C1 |
| US 3889425 A, 17.06.75 | |||
| Машина для изготовления бытовых свечей | 1986 |
|
SU1406149A1 |
| СПОСОБ ВЫРАБОТКИ КОНСЕРВИРОВАННОГО ПРОДУКТА "КОТЛЕТЫ НАТУРАЛЬНЫЕ РУБЛЕНЫЕ" | 2008 |
|
RU2363341C1 |
