Настоящее изобретение относится к декоративной бумаге, покрытой по существу полностью отвержденной меламинформальдегидной смолой, причем бумага может быть адгезивно соединена с частицами картона или другой структурной подложки. Смола на декоративной поверхности бумаги отверждается при температуре и давлении для улучшения характеристик износа бумаги без существенного снижения способности адгезивного соединения бумаги со структурной подложкой. Покрытая меламинформальдегидной смолой декоративная бумага, адгезивно соединенная со структурной подложкой, является декоративным конструктивным материалом с хорошими характеристиками крашения и износа.
Пропитанная меламиновой смолой декоративная бумага наслаивается промышленным способом на пропитанную фенолформальдегидной смолой крафтбумагу и прокладочную картонную подложку для изготовления ламината высокого давления. Пропитанная меламиновой смолой декоративная бумага также наслаивается промышленным способом на частицы картона и другие структурные подложки для изготовления ламината или слоистого пластика низкого давления. Меламиновая смола в пропитанной декоративной бумаге растекается при температуре и давлении ламинирования, обеспечивающих связывание пропитанной меламиновой смолой декоративной бумаги и подложки. Поверх бумаги, пропитанной меламиновой смолой, может быть наслоена декоративная бумага для улучшения характеристик износа ламината. Меламиновая смола в пропитанном лежащем сверху слое растекается при температуре и давлении ламинирования, обеспечивающих соединение лежащего сверху пропитанного слоя декоративной бумаги и непропитанной декоративной бумаги. Меламиновая смола прозрачна в полностью отвержденном состоянии и имеет характеристики окрашивания и износа или истирания, которые обеспечивают выбор именно этой смолы для множества промышленно изготавливаемых ламинатов. Также обеспечивается сопротивление обесцвечиванию вследствие нагревания и воздействия света.
Меламиновые смолы обеспечивают полное пропитывание и, вследствие этого, гарантируют очень хорошее соединение при использовании в производстве ламинатов. Меламиновые смолы используются в производстве декоративных ламинатов высокого давления, в которых множество пропитанных фенольной смолой листов крафтбумаги используются в качестве ядра или сердцевины ламината, с которым соединяется пропитанная меламиновой смолой лежащая сверху декоративная бумага. Эти ламинаты затем адгезивно соединяются с жесткой подложкой и используются как перегородки, стенки, двери, верхняя часть столов, прилавков и стоек и т.п. Слоистые панели, из которых могут быть собраны, как из готовых деталей, мебель, кухонные шкафы и тому подобное, изготавливаются путем наложения только прослоенной меламиновой смолой декоративной бумаги на подложку из частиц картона при намного более низком давлении. Такие слоистые панели обозначаются как панели "низкого давления". (Патент США N 4076896) .
Декоративную бумагу изготавливают из отбеленной древесной массы, которая содержит по меньшей мере 60% альфа-целлюлозы. Декоративную бумагу пигментируют известным способом для получения необходимых уровней цвета и непрозрачности. Вес основы находится в пределах от около 50-90 фунтов на 3000 квадратных фута•рим (0,081-0,146 кг/м2). Бумага имеет регулируемое pH вследствие влияния pH на скорость реакции меламиновой смолы после ее нанесения на бумагу. Отклонения от этого диапазона значений pH оказывают неблагоприятное воздействие на срок хранения обработанной (пропитанной) бумаги и/или время цикла прессования при изготовлении панели. Пористость регулируют для обеспечения должного пропитывания бумаги смолой и прессования панели. Если бумага имеет слишком высокую пористость, то слишком большое количество смолы будет проникать сквозь нее, что приведет к возникновению сухих пятен на изготавливаемой из нее панели. Если бумага имеет слишком низкую пористость, сквозь нее не сможет пройти достаточное количество смолы, и избыточное количество смолы на поверхности обусловит пестрый или крапчатый внешний вид и появление дефектов покровного слоя в виде поверхностных волосяных трещин и/или растрескивание изготовленных из нее готовых панелей. (Патент США N 4076896).
Пропитывание бумаги и сушка пропитанной бумаги может осуществляться посредством известных в данной области техники пропиточных устройств и сушилок. Содержание смолы в пропитанной бумаге обычно находится в пределах от около 55% до 65% по весу от веса пропитанной бумаги. Уровень летучих веществ в бумаге поддерживается около 5±0,5%. Для обеспечения необходимых уровней истирания без снижения сопротивления растрескиванию и/или появлению волосяных трещин поддерживается равновесие между уровнями расхода и пропиточным весом пропитанной бумаги. Пропитанную бумагу доводят до бета-степени путем сушки при 150-360o F (65,56-182,22oC) в течение от около 1 до около 15 минут и хранят в плоском состоянии в кондиционированных хранилищах. Она имеет номинальный срок хранения по меньшей мере около 3 месяцев при температуре 70-75o F (21,11-23,89oC) и относительной влажности 40-50%. (Патент США N 4076896).
Материал сердцевины, т. е. самонесущих подложек, используемых в производстве декоративных панелей низкого давления, включает средней плотности матообразную плиту из древесных частиц и средней плотности плиту из древесных волокон. Пригодный материал сердцевины должен, однако, обеспечить изготовление полноразмерных панелей с гладкой лицевой поверхностью, хорошо соединенных, стойких к образованию волосяных трещин и к растрескиванию. Материалы сердцевины должны храниться в течение достаточного времени в условиях окружающей среды для достижения равновесной температуры и равновесного влагосодержания 7±2%. (Патент США N 4076896).
Декоративный слой может быть помещен на обеих сторонах или только на одной стороне самонесущей подложки при изготовлении панелей. Если декоративный слой помещен только на одной стороне подложки, предпочтительнее, чтобы на другой стороне был помещен так называемый балансный лист, т.е. пропитанный меламинформальдегидной смолой бумажный лист, например, из крафтбумаги или другой бумаги, иногда называемый шкафной кабинетной прокладкой, для предотвращения коробления полученной панели в процессе прессования. (Патент США N 4076896).
При формировании ламинатов высокого давления декоративный или печатный слой накладывается на обычную пропитанную фенольной смолой сердцевину, с расположенным поверх него для защиты верхним слоем, пропитанным меламином. Сформированный пакет затем загружается между полированными металлическими пластинами гидравлического пресса, которые затем смыкаются и оказывают воздействие достаточного давления и тепла в течение адекватного периода времени для расплавления пакета в единый лист. Бумага, пригодная для декоративного слоя ламината, имеет необходимую пористость для к просачивания сквозь нее смолы сердцевины и накрывающего слоя в процессе плавления, но не делая необходимым предварительное пропитывание упомянутого слоя. Для оптимальной прочности ламината декоративный слой должен абсорбировать смолу из накрывающего слоя и сердцевины для образования прочного долговременного соединения с ними. (Патенты США N 3816232 и N 3949133).
В процессе изготовления слоистых цементообразующих материалов образуется предварительно отвержденный связанный накрывающий ламинат, который сцепляется с подстилающей твердой подложкой. Термореактивная смола в накрывающем слое является по существу отвержденной перед контактированием с лежащей ниже подложкой. Накрывающий слой образуется между двумя почти совершенно гладкими поверхностями. Отверждение вынуждает материал смолы становиться термореактивным, вследствие чего образуется установленная стационарная конечная структура. Сцепление предварительно отвержденного связанного слоистого накрывающего слоя с твердой подложкой может быть осуществлено посредством использования давления или посредством только связующего. Предпочтительнее, чтобы применяли и давление, и нагрев для обеспечения более надежного сцепления. Для достижения должного сцепления в горячем прессе между предварительно отвержденным связанным слоистым накрывающим слоем и твердой подложкой между ними должно наноситься связующее с низким содержанием воды. Хотя для этой цели могут быть использованы множество промышленно изготавливаемых связующих, достаточно удовлетворительной для такого использования может быть признана бумажная клеевая прокладка, продаваемая под товарным знаком Plyocite PGL (Product N 42-206) фирмой Reichhold Chemicals, Inc. of Takoma, Washington. Бумажная клеевая прокладка состоит по существу из чрезвычайно тонкого листа целлюлозы, пропитанного большим количеством смолы. Следовательно, бумажная клеевая прокладка обладает адгезивными свойствами промышленного клея, но с более низким содержанием воды. Низкое содержание воды является необходимым, поскольку в противном случае под поверхностью накрывающего слоя будут образовываться пузыри или вздутия, что вызовет несовершенное соединение и возможные поверхностные неровности на наружной поверхности накрывающего слоя. Важно, что слоистый накрывающий слой настоящего изобретения по существу отвержден отдельно, вдали от подстилающей подложки. Таким образом, усадка, которая является естественным явлением для термореактивных смол при отверждении, также происходит вдали от подстилающей подложки. Предварительно отвержденный связанный слоистый накрывающий слой будет иметь только минимальную усадку при дальнейшем приклеивании к твердой подложке в горячем прессе. В результате имеется резкое снижение количества лицевых трещин и коробления подстилающей твердой подложки. (Патент США N 5089348).
Пропитанная меламином декоративная бумага, наслоенная на пропитанную фенолформальдегидом крафтбумагу при температурах около 230-310o F (110-155oC) и давлениях выше, чем около 300 psi (20 бар), и предпочтительнее, около 750-1500 psi (51-102 бар), обычно упоминается как ламинат высокого давления. Пропитанная меламином декоративная бумага, наслоенная на частицы картона при температурах около 230-310o F (110-155oC) и давлениях до около 300 psi (20 бар), обычно упоминаются к как ламинат или слоистый пластик низкого давления. Ламинирование или послойное наложение осуществляют промышленным способом в прессах непрерывного или периодического действия.
Ламинат высокого давления может быть адгезивно соединен с материалом подложки, таким как фанера, твердый картон, картон из частиц, цементно-асбестный картон и подобный им, для придания ему дополнительной прочности и жесткости для предназначенного ему конструктивного использования. Процесс соединения обычно требует в качестве исходного этапа проведения очистки или шлифовки задней стороны ламината для обеспечения адекватного соединения между ламинатом или связующим, используемым при соединении ламината и материала подложки. Этап очистки увеличивает стоимость изготовления ламината. Ламинаты являются относительно негибкими после того, как содержащиеся в них смолы были отверждены в процессе ламинирования. Эти ламинаты (т.е. ламинаты, содержащие только накрывающий лист, декоративный лист и единственный лист крафтбумаги или облицовочного картона) особенно подвержены повреждению в процессе этапа очистки вследствие их хрупкости после ламинирования. Необходимость в очистке может быть устранена путем нанесения на подстилающий лист покрытия термореактивного связующего. Полученный ламинат легко может быть склеен с подложками посредством известных связующих. (Патент США N 4258103).
Тонкая декоративная бумага с покрытием сверху может быть наслоена на облицованный крафтом картон и использоваться как лицевой слой для картонной доски с покрытием. Тонкое верхнее покрытие является прозрачной смолой, предпочтительнее, меламиновой смолой. Альтернативно, облицованный крафтом картон может быть покрыт сверху смолой и использоваться как лицевой слой картонной доски с покрытием. Для предотвращения возможности повреждения в процессе изготовления, транспортировки и хранения на декоративную бумагу может быть предварительно нанесен удаляющийся лист пластика, предпочтительнее, лист Mylar. Mylar лист обеспечивает временную защиту и удаляется при введении панели в эксплуатацию. Центральным слоем является доска из частиц картона, волокнистая доска или фанера. Задним или тыльным слоем может быть облицованный крафтом картон. Лицевой, центральный и задний слои адгезивно соединены. Связующее наносится между слоями. (Патент Канады N 781437, Патент США N 3616021, Патент США N 3929545 и Патент США N 4552792). Ближайшим аналогом предложенной группы изобретений является Патент США N 4076896.
Из вышеуказанного ясно, что существует потребность в покрытой смолой декоративной бумаге с хорошими характеристиками окрашивания и истирания, которая может быть адгезивно соединена - доской картона из частиц. Также имеется потребность в покрытой смолой декоративной бумаге? отвержденной при давлениях выше, чем около 300 psi (20 бар), и предпочтительнее, около 750-1500 psi (51-102 бар). Также имеется потребность в покрытой меламиновой смолой декоративной бумаге с достаточным количеством по существу полностью отвержденной меламиновой смолы на ее изнашиваемой поверхности для придания хороших характеристик окрашивания и истирания. Эта декоративная бумага также должна иметь значительно меньше смолы на ее задней поверхности, которая должна быть адгезивно соединена с доской из частиц картона. Эта декоративная бумага должна иметь достаточную гибкость и упругость и не быть хрупкой для того, чтобы с ней можно было обращаться без возможности поломки. Имеется потребность в производстве покрытой меламиновой смолой декоративной бумаги с меньшим количеством смолы для снижения стоимости изготовления покрытой меламиновой смолой декоративной бумаги. Также существует потребность в изготовлении покрытой меламиновой смолой декоративной бумаги без необходимости изготовления пропитанных заготовок декоративной бумаги. Также имеется потребность в снижении стоимости хранения заготовок декоративной бумаги.
В основу изобретения положена задача создания способа изготовления декоративной бумаги с износостойким покрытием из меламинформальдегидной термореактивной смолы на ее декоративной поверхности, который помог бы удовлетворить вышеуказанные потребности.
Данная задача согласно одному аспекту изобретения решается посредством способа изготовления декоративной бумаги с износостойким покрытием из меламинформальдегидной термореактивной смолы на ее декоративной поверхности, в котором согласно изобретению пропитывают альфа-целлюлозный накрывающий слой бумаги отверждаемой меламинформальдегидной термореактивной смолой или отверждаемой смесью меламиновой и карбамидной термореактивных смол, в которой карбамидная смола составляет до около 33% по весу смеси, частично отверждают смолу или смесь смол в пропитанном накрывающем слое бумаги для получения заготовки пропитанного накрывающего слоя с расходом смолы из стопки из двенадцати дисков диаметром 7,62 см заготовки пропитанного накрывающего слоя, помещенных между листами алюминиевой фольги и спрессованных под давлением 67 бар и при температуре 160±2,78oC в течение 5 минут, около 10-20% исходного веса этой стопки, помещают эту заготовку пропитанного накрывающего слоя поверх декоративной поверхности декоративной бумаги, используемой для изготовления декоративного ламината высокого и низкого давления и не пропитанной смолой, и прилагают температуру около 110-155oC и давление выше, чем около 20 бар для обеспечения принудительного течения смолы из заготовки пропитанного накрывающего слоя в декоративную бумагу и для по существу отверждения смолы.
Целесообразно, чтобы расход смолы составлял около 12-17% объединенного веса стопки.
Предпочтительно, чтобы давление около 51-102 бар прикладывали для обеспечения течения смолы из заготовки пропитанного накрывающего слоя в декоративную бумагу и для по существу полного отверждения смолы.
Данная задача согласно следующему аспекту изобретения решается посредством способа изготовления декоративной бумаги с износостойким покрытием из меламинформальдегидной термореактивной смолы на ее декоративной поверхности, в котором согласно изобретению пропитывают декоративную бумагу, используемую для изготовления декоративного ламината высокого и низкого давления, отверждаемую меламинформальдегидной термореактивной смолой, частично отверждают смолу в пропитанной декоративной бумаге для получения заготовки пропитанной декоративной бумаги с расходом смолы из стопки из восьми дисков заготовки пропитанной бумаги диаметром 7,62 см, помещенных между листами алюминиевой фольги и спрессованных под давлением 67 бар и при температуре 160±2,78oC в течение 5 минут, около 1-3% от исходного веса этой стопки, и прилагают температуру около 110-155oC и давление выше чем около 20 бар для по существу отверждения меламинформальдегидной смолы.
Целесообразно, чтобы расход смолы составлял около 1-2% от исходного веса стопки.
Предпочтительно, чтобы для по существу полного отверждения смолы прикладывали давление около 51-102 бар.
Данная задача согласно еще одному аспекту изобретения решается посредством способа изготовления твердой цветной декоративной бумаги с износостойким покрытием из меламинформальдегидной смолы на ее декоративной поверхности, в котором согласно изобретению наносят на декоративную поверхность твердой цветной бумаги, используемой для изготовления декоративного ламината высокого и низкого давления, покрытие отверждаемой меламинформальдегидной термореактивной смолы, частично отверждают смолу в пропитанной твердой-цветной бумаге для получения заготовки пропитанной твердой цветной бумаги с расходом смолы из стопки из восьми дисков заготовки пропитанной бумаги диаметром 7,62 см, помещенных между листами алюминиевой фольги и спрессованных под давлением 67 бар и при температуре 160±2,78oC в течение 5 минут, около 1-3% от исходного веса этой стопки, и прилагают температуру около 110-155oC и давление выше чем 20 бар для по существу отверждения меламинформальдегидной смолы.
Целесообразно, чтобы расход смолы составлял около 1-2% от исходного веса стопки.
Предпочтительно, чтобы для по существу полного отверждения смолы прикладывали давление около 51- 1500 бар.
Данная задача согласно последнему аспекту изобретения решается посредством способа изготовления декоративной бумаги с износостойким покрытием из термореактивной смолы на ее декоративной поверхности, в котором согласно изобретению наносят на декоративную поверхность декоративной бумаги, используемой для изготовления декоративного ламината высокого и низкого давления, покрытие из отверждаемой смеси меламиновой и карбамидной термореактивных смол, в которой карбамидная смола составляет до около 33% по весу смеси, частично отверждают смесь в пропитанной декоративной бумаге для получения заготовки пропитанной декоративной бумаги с расходом смолы из стопки из восьми дисков на заготовки пропитанной бумаги с диаметром 7,62 см, помещенных между листами алюминиевой фольги и спрессованных под давлением 67 бар и при температуре 160±2,78oC в течение 5 минут, около 1-3% от исходного веса этой стопки, и прилагают температуру около 110-155oC и давление выше чем около 20 бар для по существу отверждения смолы.
Установлено, что покрытие из меламиновой смолы может быть нанесено на декоративную поверхность бумаги по существу без помех с обеспечением адгезивного соединения бумаги со структурной подложкой, такой как доска из частиц картона. Частично отвержденная меламиновая смола помещается на поверхность декоративной бумаги и по существу полностью отверждается при давлениях выше, чем около 300 psi (20 бар), и предпочтительнее, около 750-1500 psi (51-102 бар).
Расход ограничивают таким образом, чтобы на изнашиваемой поверхности декоративной бумаги оставалось достаточное количество по существу полностью отвержденной меламиновой смолы для придания бумаге хороших характеристик окрашивания и износа. Течение сквозь декоративную бумагу ограничивают таким образом, чтобы бумага по существу полностью пропитывалась смолой для придания прочности декоративной бумаге, в то же время поддерживая способность к адгезивному соединению декоративной бумаги со структурной подложкой, такой как доска из частиц картона. Ограничение расхода обеспечивает возможность уменьшения количества требуемой смолы. Меламинформальдегидная смола выбрана вследствие ее характеристик окрашивания и износа и является предпочтительной смолой. Также полезными являются смеси меламинформальдегидной смолы до 33 процентов по весу карбамидной смолы. Течение в условиях ламинирования или послойного нанесения при высоких температуре и давлении ограничено тем, что смола является частично отвержденной. Специалистам в области производства ламинатов известно, что поток смолы в условиях ламинирования при высоких температуре и давлении может регулироваться путем регулирования условий отверждения смолы и путем выбора и концентрации катализатора и других составляющих формулы смолы.
Смола может быть импрегнирована в накрывающий слой, частично отверждена и помещена сверху на изнашиваемую поверхность декоративной бумаги, которая не была пропитана смолой. Смола также может быть нанесена на изнашиваемую поверхность декоративной бумаги и частично отверждена. Смолу частично отверждают или вулканизируют для ограничения ее расхода. После этого ее по существу полностью отверждают при высоких температуре и давлении ламинирования.
Поверх пропитанного смолой накрывающего слоя или декоративной бумаги перед нанесением покрытия частично отвержденной смолы может быть помещена термопластическая пленка для придания покрытию декоративных характеристик, таких как глянец или текстура, когда смола отверждается. Термопластическая пленка сохраняется на бумаге с покрытием для обеспечения поддержки бумаги при обращении с нею. Термопластическая пленка может оставаться на бумаге с покрытием, соединенной со структурной подложкой в процессе изготовления изделия, и до тех пор, пока покупатель не удалит термопластическую пленку. Полиэтилентерефталатная пленка начинает плавиться при температурах выше 446o F (230oC) по существу при температурах около 230-310o F (110-155oC) эти смолы отверждаются в условиях высоких давлений ламинирования.
Твердая цветная и печатная или типографская декоративная бумага настоящего изобретения имеет покрытие из смолы на ее изнашиваемой поверхности. Твердая цветная и печатная декоративная бумага, используемая при изготовлении декоративных ламинатов высокого и низкого давления, пригодна для изготовления покрытой меламином бумаги настоящего изобретения. Она пропитывается смолой для прочности. Она может быть адгезивно соединена с подложкой, такой как доска из частиц картона. Эти свойства могут быть получены посредством оборудования и способа изготовления, которые используются в промышленности для изготовления декоративных ламинатов высокого давления.
В одном из вариантов осуществления настоящего изобретения смола сначала импрегнируется в накрывающий слой и частично отверждается путем пропускания пропитанной смолой накрывающего слоя через печь. Накрывающий слой располагают поверх декоративной твердой цветной или печатной бумаги, еще не пропитанной смолой, и ламинируют с бумагой при давлении выше чем около 300 psi (20 бар), предпочтительнее, около 750-1500 psi (51-102 бар). Поверх пропитанного смолой накрывающего слоя может быть расположена пластиковая пленка, которая наслаивается с возможностью удаления на накрывающий слой, когда накрывающий слой и декоративная бумага наслаиваются без возможности их отсоединения друг на друга. Пластиковая пленка может служить в качестве оболочковой пластины для придания глянца и текстуры и в качестве разделительного листа, известного в области изготовления ламинатов. Полиэтилентерефталатная пленка начинает плавиться при температурах выше 230oC, т.е. существенно выше температур, при которых отверждаются смолы настоящего изобретения. Также могут использоваться оболочковые пластины, фольга и разделительные листы, обычно используемые в производстве декоративных ламинатов высокого и низкого давления.
Содержание смолы в накрывающем слое регулируется путем подачи количества смолы, необходимого для обеспечения износостойкой поверхности и для пропитывания декоративной бумаги. Это меньшее количество смолы, чем необходимо для накрывающего слоя, наслоенного на декоративную твердую цветную и печатную бумагу и на сердцевину из пропитанной смолой крафтбумаги. Это снижение содержания смолы обеспечивает получение менее хрупкого накрывающего слоя, пропитанного до более высокого содержания смолы. Кроме того, накрывающий слой, наслоенный на декоративную твердую цветную и печатную бумагу, имеет достаточную гибкость для обращения с ним при адгезивном соединении с подложкой.
Состав смолы регулируется для ограничения расхода, когда частично отвержденная смола в накрывающем слое ламинируется с декоративной бумагой, еще не пропитанной смолой. Смола в накрывающем слое необходима для обеспечения протекания смолы сквозь декоративную бумагу, пропитывания бумаги и придания прочности декоративной бумаге. Расход необходимо ограничивать для того, чтобы декоративная сторона ламината имела требуемый износ и декоративные характеристики. Количество смолы на противоположной стороне ламината, которая должна быть соединена с подложкой, ограничено.
Условия, при которых смола частично отверждается, могут регулироваться для обеспечения регулирования расхода смолы в процессе ламинирования. Для регулирования расхода может быть выбран катализатор. Расход смолы более чем 20 процентов по весу пропитанного смолой накрывающего слоя приводит к получению ламината, не имеющего достаточного количества смолы на его декоративной поверхности для получения рыночно приемлемых характеристик износа и декоративных характеристик. Расход смолы менее чем около 10 процентов по весу пропитанного смолой накрывающего слоя, приводит к получению ламината, в котором количество смолы в декоративной бумаге недостаточно для обеспечения необходимой прочности. Предпочтительный расход смолы составляет от около 12 до около 17 процентов по весу пропитанного смолой накрывающего слоя. Расход определяют посредством определения разности весов после прессования элемента пропитанного смолой накрывающего слоя с частично отвержденной смолой с диаметром 3 дюйма (7,62 см) при давлении 1000 psi и температуре 320o F (160oC) в течение 5 минут и посредством обламывания смолы, проходящей за кромку накрывающего слоя.
Количество смолы в накрывающем слое также регулируется по весу основы и пористости декоративной бумаги. Вес основы и способность накрывающего слоя удерживать смолу также учитываются при регулировании расхода смолы в процессе ламинирования.
Содержание смолы, содержание летучих веществ и расход определяли для накрывающегося слоя 8 фунтов на 3000 квадратных футов (кг/м2), пропитанного меламинформальдегидной смолой. Этот накрывающий слой производится фирмой Papierfabric Schoeller; & Hoesch GmbH, Hordener Strasse 3-7, D-76593 Gernsbach, Germany. Установлено, что содержание смолы около 80 процентов по весу пропитанного накрывающего слоя обеспечивает достаточно смолы для ламинирования с твердой цветной и печатной декоративной бумагой, имеющей вес основы 50-80 фунтов на 3000 квадратных фута (0,081-0,427 кг/м2). Установлено, что содержание смолы около 75-77 процентов по весу пропитанного накрывающего слоя обеспечивает достаточно смолы для ламинирования с печатной декоративной бумагой, имеющей вес основы около 50-75 фунтов на 3000 квадратных фута (0,081-0,400 кг/м2). При более низком содержании смолы ламинаты, изготовленные из твердой цветной декоративной бумаги, были пестрыми.
Содержание летучих веществ этой смолы регулировали до около 6,5 процентов по весу пропитанного смолой накрывающего слоя с весом основы 8 фунтов на рим. Расход смолы регулировали до около 15 процентов по весу пропитанного смолой накрывающего слоя, смолу катализировали промышленным катализатором n-толуолсульфокислоты для меламинформальдегидных смол. Этот катализатор продается под товарным знаком Madurit-835, производится фирмой Hoechst Celanese Corp., P.O. Box 1026, Charolette, NC 28201-1026. Madurit-835 описан как соль амина в водном растворе. Используемая в Madurit-835 соль амина описана как Morpholynium P-Tosylate.
Эфиры n-толуолсульфокислоты известны как тозилаты. Morpholynium P-Tosylate имеют CAS номер 1377732-62-2.
В другом варианте осуществления предложенного изобретения смолу наносили на декоративную поверхность твердой цветной декоративной бумаги. Смолу импрегнировали в декоративную бумагу и частично отверждали. Установлено, что содержание смолы около 40-45, предпочтительнее, около 41-43 процентов по весу пропитанной декоративной бумаги обеспечивает достаточно смолы для твердой цветной декоративной бумагb, имеющей вес основы около 50-80 фунтов на 3000 квадратных фута (0,081-0,427 кг/м2). Расход регулировали около 1-3, предпочтительнее, около 1-2 процента по весу пропитанной смолой декоративной бумаги. На декоративную поверхность пропитанной смолой декоративной бумаги может быть нанесена удаляющаяся пластиковая пленка, когда смола по существу полностью отверждена при температуре и под давлением.
Твердую цветную и печатную декоративную бумагу, покрытую меламиновой смолой, как описано в этих вариантах осуществления изобретения, адгезивно соединяли с доской из частиц картона посредством промышленного древесного клея, связующим сополимера винил ацетат-этилена. Это связующее поставляется под торговым знаком Airflex® Emulsion от Air Products and Chemicals, 7201 Hamilton boulevard, Allentown, PA 18195- 1501.
Для настоящего изобретения смолу полностью отверждали при давлениях по меньшей мере 300 psi (20 бар), предпочтительнее, около 750-1500 psi (51-102 бар). В варианте осуществления настоящего изобретения с пропитанным смолой накрывающим слоем, питающим смолой декоративную бумагу в процессе конечного отверждения, установлено, что на адгезивно связанной поверхности имеется меньше смолы, когда смола полностью отверждается при давлении 450 psi (30 бар), чем при давлении 900 psi (60 бар). Полагают, что расход смолы возрастает при ее отверждении при более высоких давлениях.
Примеры
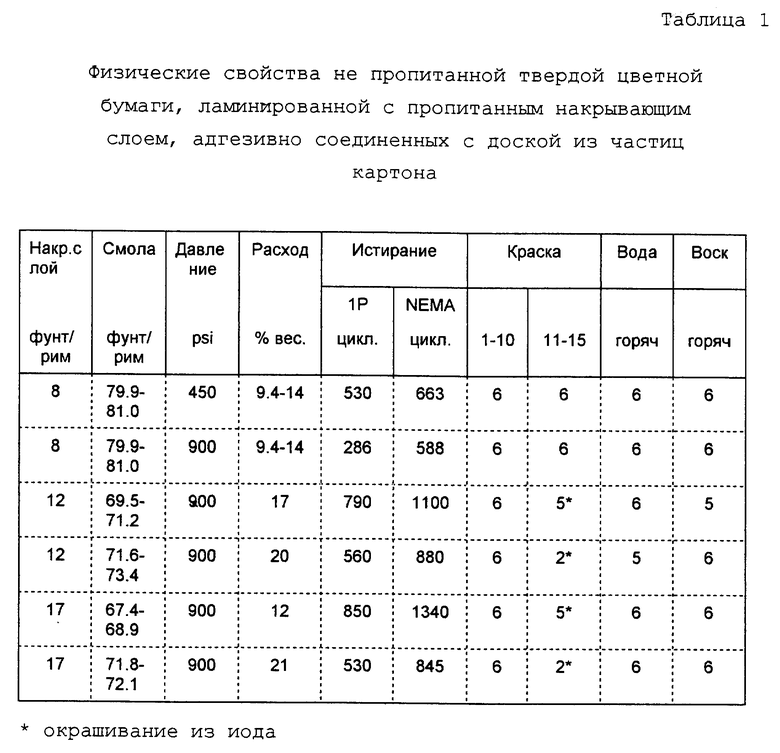
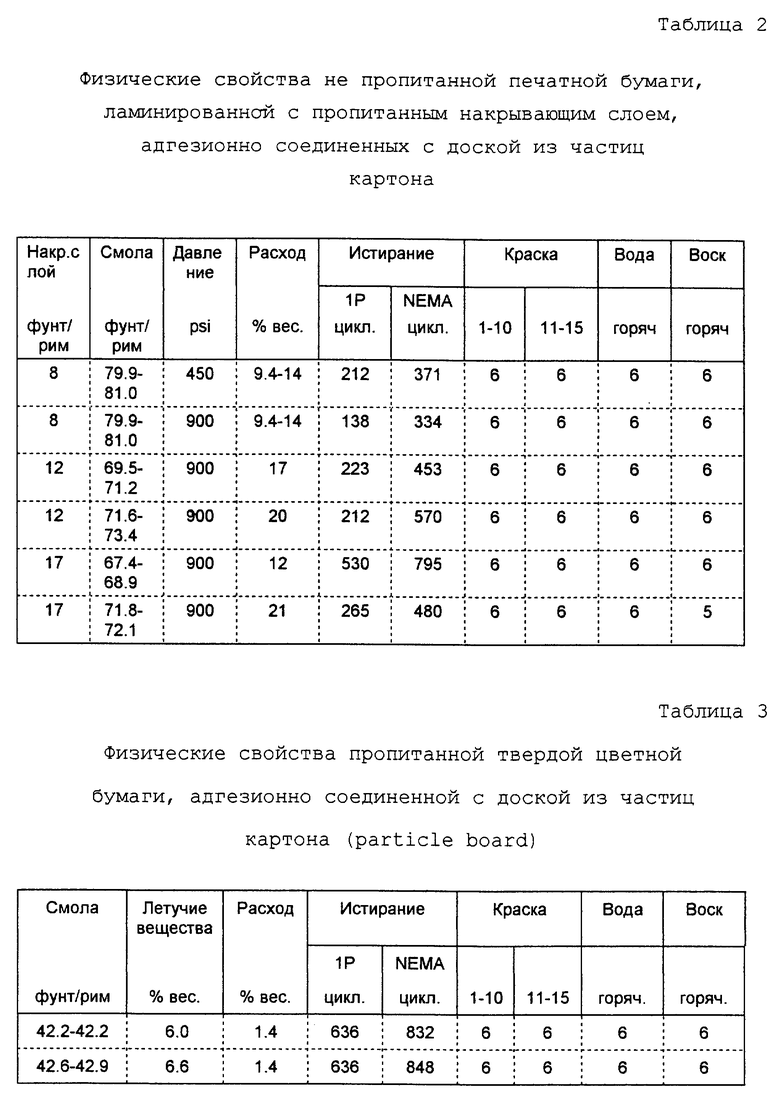
Физические свойства вариантов осуществления настоящего изобретения приведены в таблицах 1-3. Данные истирания, окрашивания, воды и воска были определены или измерены по процедурам испытаний Национальной Ассоциации Электротехнической Промышленности (NEMA). Смолу отверждали при температуре 260-290o F (126-143oC) и при давлениях, указанных в таблицах 1 и 2. Варианты осуществления изобретения, указанные в таблице 3, отверждали при давлении 900 psi. Для соединения декоративной бумаги с покрытием отвержденной меламиновой смолы с доской из частиц картона в таблицах 1-3 использовали связующее сополимера винил ацетат-этилена, поставляемого от Air Products and Chemicals, Inc., 7201 Hamilton boulevard, Allentown PA 18195-1501 под товарным знаком Airflex® Emulsion.
Указанное в таблицах 1 и 2 содержание смолы, пропитанной накрывающим слоем бумаги, используемой при изготовлении декоративного ламината высокого давления, должно быть следующим. Накрывающий слой с весом основы 8 фунтов (3,6287 кг) должен пропитывать около 84 процентов по весу пропитанной накрывающим слоем бумаги. Накрывающий слой с весом основы 12 фунтов (5,4431 кг) должен пропитывать около 80 процентов по весу пропитанной накрывающим слоем бумаги. Накрывающий слой с весом основы 17 фунтов (7,7111 кг) должен пропитывать около 76,5 процентов по весу пропитанной накрывающим слоем бумаги. Содержание смолы пропитанной декоративной бумаги, указанной в таблице 3, при использовании последней для изготовления декоративного ламината высокого давления составляет около 54 процентов по весу пропитанной бумаги.
Хотя были описаны только пояснительные варианты осуществления изобретения, должно быть понятно, что из описания очевидны и различные другие модификации, которые легко могут быть осуществлены специалистами в данной области техники с учетом изобретательской концепции и объема патентных притязаний настоящего изобретения. Соответственно, не подразумевается, что объем притязаний ограничивается приведенными примерами, а, скорее, формула изобретения включает существенные новые признаки, присущие настоящему изобретению, включая все признаки, которые специалистами должны рассматриваться как эквивалентные признаки настоящего изобретения.
Изобретение относится к изготовлению декоративной бумаги. Декоративную бумагу с износостойким покрытием изготавливают путем ограничения расхода меламиновой смолы через декоративную бумагу. Накрывающий слой, импрегнированный частично отвержденной смолой, помещают поверх непропитанной декоративной бумаги и отверждают при температурах около 110-155oC и давлениях выше, чем около 30 бар, предпочтительнее около 51-102 бар для того, чтобы заставить смолу течь из накрывающего слоя в декоративную бумагу и для по существу полного отверждения меламиновой смолы. Расход меламиновой смолы ограничен до около 10-20, предпочтительнее до около 12-17% по весу от веса пропитанного накрывающего слоя. Расход меламиновой смолы в пропитанную декоративную бумагу ограничен до около 1-3, предпочтительнее до около 1-2% по весу от веса пропитанной декоративной бумаги. Указанные признаки позволят изготовить декоративную бумагу с износостойким покрытием. 4 с. и 6 .з.п.ф-лы, 3 табл.
| US 4076896 A, 28.08.78 | |||
| US 3816232 A, 11.06.74 | |||
| US 4258103 A, 24.03.81 | |||
| US 5089348 A, 18.02.92 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО БУМАЖНО-СЛОИСТОГО ПЛАСТИКА | 1991 |
|
RU2011541C1 |

