Изобретение относится к способу изготовления износостойкого слоистого материала износоустойчивыми пластинами пресса, применяемыми в создании износоустойчивого декоративного слоистого материала. Абразивные частицы, например частицы оксида алюминия, на прессуемой поверхности износоустойчивого декоративного слоистого материала могут царапать пластины пресса и ухудшать визуальное качество слоистого материала, изготовленного пластиной пресса. Пластины пресса по этому изобретению, в частности, применяются в создании износоустойчивого высокоглянцевого декоративного слоистого материала.
При изготовлении декоративного слоистого материала слои пропитанной полимером бумаги прессуются под пластинами пресса при условиях температуры и давления для вулканизации полимера и связывания вместе слоев. Высокоглянцевая пластина пресса придает слоистому материалу высокоглянцевую поверхность. Текстурированная поверхность придает слоистому материалу текстурированную поверхность. Эти пластины пресса являются чрезвычайно однородными с равномерными микроскопическими минимизируемыми разрывами. Качество высокоглянцевой полированной пластины пресса может быть определено при рассмотрении отраженных изображений на ее поверхности и тщательном исследовании отраженных изображений для определения оптических несоответствий. Абразивные частицы на поверхности слоистого материала вызывают микрозадиры пластин пресса из нержавеющей стали, обычно применяемых при изготовлении декоративного слоистого материала, таким образом нарушая микрочистоту поверхности пластины пресса. Пластины пресса могут также быть поцарапаны управляющим пластиной пресса оборудованием и продуктами износа от оборудования прессования или материалов, применяемых в изготовлении слоистого материала (Laurence, патент США 5244375).
Меламиновый полимер, покрывающий декоративный слоистый материал, прессуется при температурах примерно 110-155oC и давлениях примерно 20-136 бар и, предпочтительно, примерно 51- 102 бар. Нагревание до этих температур и охлаждение до комнатной температуры приводит к существенному расширению и сокращению слоистого материала и пластины пресса. Расширение и сокращение слоистого материала и пластины пресса, естественно, не являются одинаковыми, приводя к движению абразивных частиц на прессуемой поверхности слоистого материала поперек пластины пресса.
Это описывается в публикации стандартов Национального объединения производителей электричества (NEMA), номер LD3, что высокоглянцевый слоистый материал имеет блеск 70-100+. Высокоглянцевый слоистый материал текстурированной чистоты поверхности описывается как имеющий блеск 21-40. Черное стекло с блеском 94±1 градусов, измеренным под углом 60 градусов, описывается как NEMA стандарт 3.13.2 для калибрования измерителя блеска для 60 градусного угла измерений блеска.
Равномерные разрывы на высокоглянцевых пластинах пресса, которые могут только быть замечены с микроскопом, могут выявлять видимые дефекты поверхности высокоглянцевым поверхностям слоистого материала. Любое царапанье высокоглянцевых пластин пресса придает видимые дефекты поверхности высокоглянцевым поверхностям слоистого материала и уменьшает степень блеска.
Абразивные частицы на декоративной поверхности слоистого материала придают износоустойчивость, коммерчески требуемую характеристику слоистого материала. Частицы оксида алюминия обычно применяются как абразивные частицы в создании декоративного слоистого материала. Твердость по Виккерсу оксида алюминия описывается в "Tribology: Friction and wear of Engineering Materials", I.M.Hutchings, CRC Press, 1992 равной от 1800 до 2000. Применяемый интервал размеров частиц составляет примерно 10 до примерно 75 микрон. Абразивные частицы примерно 25-60 микрон предпочитаются. Оптимальная износоустойчивость получается в интервале размера частиц примерно от 40 до 60 микрон. (Lane и другие, патент США 3798111).
Оксид алюминия, имеющий максимальный размер частиц 9 микрон, описывается как являющийся эффективным для сообщения износостойкой поверхности глянцевому декоративному слоистому материалу. Износостойкость определяется как сопротивление глянцевого слоистого материала к потере блеска, когда поверхность слоистого материала подвергается абразивным действиям объектов скольжения. Признается, что итоговый слоистый материал не отвечает NEMA LD 3.01 требованиям, которые рассматриваются как износоустойчивость. Однако описывается, что глянцевые пластины пресса по существу не царапаются, если размер абразивных частиц поддерживается менее, чем 9 микрон (Lex и другие, патент США 4971855).
Применение пластины пресса из нержавеющей стали 410 с увеличенной азотированием твердостью описывается для изготовления высокоглянцевого декоративного слоистого материала. После прессования 100 пластин высокоглянцевого слоистого материала с 6 микроновыми и 15 микроновыми абразивными частицами блеск прессованного слоистого материала остался хорошим до очень хорошего. Азотированная пластина пресса, подвергнутая 6 микроновым абразивным частицам, переполировалась после 234 циклов и производила приемлемое качество слоистого материала в течение по крайней мере других 103 циклов. Азотированные пластины пресса, подвергнутые 30 микроновым абразивным частицам, предоставляли ограниченную износостойкость. Описывается, что пластина пресса из 410 нержавеющей стали, применяемая для нитрования, имела Rockwell, "C" шкалы твердость 38-45, и что азотированная поверхность имела Rockwell, "C" шкалы твердость 60-70. Основанная на таблице преобразования, изданной в "Metals Handbook, Mechanical Testing", Vol. 8, 9 th ed, ASM, 1985, эквивалентная твердость по Виккерсу 410 нержавеющей стали составляет примерно 370-440. Основанная на таблице преобразования, изданной в "Metals Handbook, Mechanical Testing", Vol. 8, 9 th ed., ASM, 1985 (Laurence, патент США 5244375), эквивалентная твердость по Виккерсу азотированной 410 нержавеющей стали составляет примерно 500-1000.
Слоистый материал с 35 микроновым средним размером частиц оксида алюминия на его поверхности (PGA 822 покрытие, доступное коммерчески от корпорации Mead) отпрессован с высокоглянцевыми пластинами пресса, покрытыми нитридом титана. После десяти прессований покрытые нитридом титана пластины пресса имели примерно 15 задиров на квадратный сантиметр.
Контрольная пластина пресса из 410 нержавеющей стали имела примерно 500 задиров на квадратный сантиметр. Твердость по Виккерсу нитрида титана описывается в "Tribology: Friction and wear of Engineering Materials", I.M.Hutchings, CRC Press, 1992 равной от 1200 до 2000.
Контрольная пластина пресса и пластина пресса, на которую наносился нитрид титана, вырезались из одинаковой пластины прессования из нержавеющей стали. Задиры были видимы под оптическим микроскопом при 40-кратном увеличении. Нитрид титана наносился на высокоглянцевые пластины пресса из 410 нержавеющей стали в системе напылительного покрытия магнетроном. Применение системы напылительного покрытия магнетроном для применения покрытия из нитрида титана описывается в "Multi-Cathode Unbalanced Magnetron Sputtering Systems", Sproul, Surface and coating Technology, 49(1991). Применение системы напылительного покрытия магнетроном для чистки поверхности, которая должна быть покрыта, описывается в "A New Sputter Cleaning System For Metallic Substrates", Schiller et al., - Thin Solid Films, 33(1976).
Дополнительно цвет слоистого материала, прессованного пластиной пресса, покрытой нитридом титана, был отличным от цвета слоистого материала, прессованного контрольной пластиной пресса. ASTM D 2244 цветовое отличие по сравнению со стандартом меньшее, чем (±0,5) Δ E, рассматривается как приемлемое цветовое соответствие стандарту. ASTM D 2244 цветовое отличие между стандартом и слоистым материалом, прессованным пластиной пресса, покрытой нитридом титана, было больше, чем (0,5) Δ E. Пластина пресса, покрытая нитридом титана, и ею прессованный слоистый материал имели бронзовый внешний вид. Контрольная пластина пресса и ею прессованный слоистый материал не имели бронзового внешнего вида. Слоистый материал, прессованный контрольной пластиной пресса, имел ASTM D 2244 цветовое отличие по сравнению со стандартом меньше, чем (0,5) ΔE.
Режущие инструменты на основе железа были покрыты напылением 2-6 микронами диборида титана. Напыление выполняется в аргоновом или криптоновом пучке ионов, ускоренных до 1300-1800 В в качестве ионного источника с широким лучом. Мишень из диборида титана размещается в качестве катода. Инструмент нагревается до примерно 200oC.
Напыление осуществляется под вакуумом примерно 4-6 мТор. Диборид титана имеет чрезвычайно высокое значение микротвердости по Виккерсу, типично примерно 3600, которое является не только значительно выше, чем у других боридов, но также по существу выше, чем у других карбидов или нитридов. Диборид титана также, в частности, является известным своей высокой плотностью, например, 88% теоретической плотности, низким удельным сопротивлением 30 микроом сантиметров, высоким пределом прочности примерно 2758 бар и коэффициентом теплового расширения, который составляет примерно 8,1•106 в интервале температур 20 -800oC. (Moskowitz и другие, патент США номер 4820392).
Условия управления для напылительного покрытия описываются в "Influence of Apparatus Geometry and Deposition Conditions on the Structure and Topography of Thick Sputtered Coatings" Thomton, Journal of Vacuum Science Technology, Volume 11, Number 4, (July/August 1974) и "Sputtering" Thomton et al. , Metal Handbook, Ninth Edition, American Society for Metals, Metals Park, Ohio 44073, Volume 5, pp. 412-416 (1982).
Имеется потребность для твердого покрытия на пластинах пресса, цельной полосе и других прессующих поверхностях, которые придают цвет слоистому материалу, имеющему ASTM D 2244 цветовое отличие по сравнению со стандартом меньше, чем (±0,5) ΔE. Имеется потребность в покрытии, которое может применяться на прессующей поверхности без изменения внешнего вида чистоты поверхности на прессуемой поверхности. Имеется потребность в прессующей поверхности, которая не царапается, когда применяется при прессовании слоистого материала, покрытого частицами оксида алюминия большими, чем 10 микрон и, предпочтительно, большими, чем 25 микрон. Имеется специальная потребность в прессующей поверхности, которая не царапается, когда применяется при прессовании высокоглянцевого слоистого материала с ASTM 2457 60 градусного угла блеском большим, чем 70, когда поверхность слоистого материала покрывается 25-60 микроновыми частицами оксида алюминия.
Обнаружено, что цвет, блеск и внешний вид поверхности слоистого материала, изготовленного прессующими поверхностями, покрытыми диборидами, выбранными из группы, состоящей из диборида гафния, диборида молибдена, диборида тантала, диборида титана, диборида вольфрама, диборида ванадия или диборида циркония или их смесей являются по существу теми же самыми, как цвет и блеск слоистого материала, изготовленного прессующими поверхностями прежде, чем покрытие применяется. Предпочтительными диборидами для покрытия прессующих слоистый материал поверхностей являются диборид титана или диборид циркония. Наиболее предпочтительный диборид для покрытия прессующих слоистый материал поверхностей представляет диборид титана. Полагают, что диборид титана является обычно более коммерчески применяемым для покрытия поверхностей, чем другие члены диборидов этого изобретения, потому что он может наноситься напылением в напылительной системе магнетрона при более высокой скорости осаждения.
Диборидовое покрытие этого изобретения может применяться на прессующие слоистый материал поверхности для приобретения твердости по Виккерсу, по крайней мере, 2000 и предпочтительно, по крайней мере 2200, достаточной для прессования слоистого материала с 25-60 микроновыми или большими частицами оксида алюминия на прессуемой поверхности слоистого материала без царапания. Примерно 3 микроновое покрытие имеет достаточную твердость для сопротивления царапанью частицами оксида алюминия на прессуемой поверхности слоистого материала. Твердость покрытия может управляться в напылительной системе покрытия плоским магнетроном специалистами в применении этих систем.
Было обнаружено, что диборидовое покрытие этого изобретения может быть нанесено на прессующую поверхность с достаточной прочностью связи для применения при прессовании слоистого материала высокого давления. Минимальная прочность связи 1,6 и, предпочтительно, 1,8 килограммов-силы (кгс), определенная испытанием связи царапаньем алмазом, предполагается достаточной. Диборидовые покрытия большие, чем 6 микрон, могут иметь более низкие прочности связи из-за напряжений, произведенных в течение покрытия.
Сцепление диборидового покрытия этого изобретения с прессующей поверхностью увеличивается тщательной очисткой прессующей поверхности перед вставлением прессующей поверхности в систему напылительного покрытия магнетроном. Сцепление далее увеличивается травлением прессующей поверхности системой напылительного покрытия магнетроном до применения покрытия доборидом титана. Очистка, анодное травление, катодное травление и травление радиочастотой (RF) может выполняться способами, известными специалистами в применении системы напылительного покрытия магнетроном. Было обнаружено, что слой титана, применяемый непосредственно на прессующую поверхностью перед применением диборидового покрытия этого изобретения, далее увеличивает сцепление диборида. Улучшение сцепления очисткой, травлением и применением промежуточного слоя между покрытием и субстратом является известным специалистам в технике применения системы напылительного покрытия магнетроном.
Также задачей изобретения является разработка способа изготовления износостойкого слоистого материала, включающего:
сборку пакета, содержащего, по крайней мере, один пропитанный полимером слой, в котором указанный пропитанный полимером слой имеет количество первого вещества, достаточное для по крайней мере частичного обеспечения указанной требуемой износостойкой характеристики указанному слоистому материалу; размещение пластины пресса, примыкающей к указанному по крайней мере одному пропитанному полимером слою для контакта поверхности пластины пресса с первой поверхностью по крайней мере одного пропитанного полимером слоя, причем указанная поверхность пластины пресса покрыта вторым веществом для повышения устойчивости к разрушению пластины пресса из-за взаимодействия с первым веществом, при этом второе вещество не передает нетребуемый цвет указанному пропитанному полимером слою, при контакте поверхности пластины пресса с указанной первой поверхностью по крайней мере одного пропитанного полимером слоя; и
наложение поверхности пластины пресса, покрытой указанным вторым веществом, на первую поверхность пропитанного полимером слоя.
Первое вещество может представлять частицы оксида алюминия размером 35 микрон.
Возможно наложение пластины пресса на пропитанный полимером слой для обеспечения требуемой чистоты поверхности для указанного износостойкого слоистого материала.
Требуемая чистота поверхности может представлять собой глянцевую чистоту поверхности или текстурированную чистоту поверхности.
Целесообразно использовать покрытие поверхности пластины пресса вторым веществом либо для поддержания указанной чистоты поверхности на пластине пресса после повторных применений к пропитанным полимером слоям, включающим первое вещество, либо для поддержания чистоты поверхности на пластине пресса после повторных применений к по крайней мере одиннадцати пропитанным полимером слоям, имеющим указанное первое вещество.
Пластина пресса может быть наложена на пропитанный полимером слой для передачи требуемой характеристики поверхности пластины пресса для пропитанного полимером слоя.
Причем второе вещество может включать диборид титана, либо
диборид, выбранный из группы, состоящей из диборида гафния, диборида молибдена, диборида тантала, диборида вольфрама, диборида ванадия и диборида циркония.
Возможно применение теплоты и давления к пакету и пластине пресса для вулканизации пропитанного полимером слоя.
Также задачей изобретения является разработка способа изготовления износостойкого слоистого материала, включающего:
- покрытие напылением поверхности пластины пресса первым веществом, которое обеспечивает увеличенную устойчивость к разрушению указанной пластины пресса из-за связывания с вторым веществом, в котором указанное покрытие делается со скоростью, выбранной для, по крайней мере, частичного предотвращения деформирования указанной пластины пресса;
- расположение указанной пластины пресса, примыкающей к слоистому материалу, включающему по крайней мере первый слой с указанной поверхностью указанной пластины пресса в контакте с первой поверхностью указанного первого слоя, в котором количество указанного второго вещества обеспечивается для указанного первого слоя для по крайней мере частичного обеспечения износостойкой характеристики для указанного слоистого материала; и
- наложение указанной пластины пресса к указанной первой поверхности для обеспечения требуемой характеристики для указанной первой поверхности.
В соответствии с другой особенностью изобретения характеристика указанной поверхности указанной пластины пресса передается указанной первой поверхностью в указанной стадии применения.
В соответствии с другой особенностью изобретения характеристика указанной поверхности пластины пресса передается указанной первой поверхности также без передачи нетребуемой цветовой характеристики указанной поверхности указанной пластины пресса.
В соответствии с другой особенностью изобретения указанная требуемая характеристика, которая обеспечивается для указанной первой поверхности, представляет требуемую глянцевую чистоту поверхности или требуемую текстурированную чистоту поверхности.
В соответствии с другой особенностью изобретения указанный первый слой представляет пропитанный полимером бумажный слой. В соответствии с другой особенностью изобретения указанное первое вещество включает диборид.
В соответствии с другой особенностью изобретения указанный слоистый материал имеет ASTM D 2244 цветовое отличие меньше, чем (0,5) ΔE по сравнению с стандартным слоистым материалом.
В соответствии с другой особенностью изобретения указанный стандартный слоистый материал изготовлен при применении пластины пресса к слоистому материалу, и указанная пластина пресса не покрыта указанным первым веществом.
В соответствии с другой особенностью изобретения, указанное покрытие изготовлено многократными слоями для по крайней мере частичного предотвращения деформирования указанной пластины пресса.
В соответствии с другой особенностью изобретения указанный первый слой представляет лист покрытия и указанное второе вещество представляет 35 микроновые абразивные частицы оксида алюминия.
В соответствии с другой особенностью изобретения указанное первое вещество представляет вещество, способное быть нанесенным напылением с более высокой производительностью осаждения, чем другие вещества, применяемые для обеспечения защитного покрытия.
В соответствии с другой особенностью изобретения указанное первое вещество является способным быть нанесенным на указанную пластину пресса с требуемой прочностью связи.
В соответствии с другой особенностью изобретения указанная требуемая прочность связи равняется 1,6 килограммов - силы (кгс).
В соответствии с другой особенностью изобретения способ далее включает выбор размера частиц указанного второго вещества для обеспечения указанной износостойкой характеристики для указанного слоистого материала.
В соответствии с другой особенностью изобретения толщина указанного покрытия указанным первым веществом находится между 3 и 6 микронами.
Дополнительной задачей изобретения является разработка слоистого материала, включающего поверхностный слой, причем указанный поверхностный слой включает по крайней мере первый лист, включающий заданное количество первого вещества для обеспечения требуемой защитной характеристики для указанного слоистого материала, причем указанный поверхностный слой обеспечивается требуемой чистотой поверхности посредством связывания с первой поверхностью пластины пресса, которая покрыта вторым веществом, приспособленным для обеспечения увеличенной устойчивости к разрушению указанной пластины пресса из-за связывания с указанным первым веществом, причем указанный слоистый материал является по крайней мере одиннадцатым образованным слоистым материалом при применении указанной пластины пресса до переполировки указанной пластины пресса, причем указанный одиннадцатый слоистый материал имеет по существу ту же самую защитную характеристику и ту же самую требуемую чистоту поверхности, как первый образованный слоистый материал при применении указанной пластины пресса. В соответствии с другой особенностью изобретения указанный слоистый материал представляет, по крайней мере, сто шестьдесят первый образованный слоистый материал при применении указанной пластины пресса до переполировки указанной пластины пресса.
В соответствии с другой особенностью изобретения указанный слоистый материал представляет по крайней мере семьсот шестьдесят первый образованный слоистый материал при применении указанной пластины пресса до переполировки указанной пластины пресса.
В соответствии с другой особенностью изобретения указанное второе вещество далее приспособлено не передавать нетребуемый цвет указанному первому листу.
В соответствии с другой особенностью изобретения указанное предопределенное количество указанного первого вещества выбрано для обеспечения требуемой износостойкости для указанного слоистого материала.
В соответствии с другой особенностью изобретения размер частиц указанного первого вещества выбирается для обеспечения требуемой прочности для указанного слоистого материала.
В соответствии с другой особенностью изобретения указанное первое вещество представляет абразивные частицы оксида алюминия размерами частиц 35 микрон.
В соответствии с другой особенностью изобретения размер частиц указанного первого вещества выбирается для обеспечения требуемой износоустойчивости для указанного слоистого материала.
Еще одной задачей изобретения является разработка износостойкого слоистого материала, изготовленного при применении способа:
- обеспечения требуемого количества первого вещества для первого слоя пакета слоистого материала для по крайней мере частичного обеспечения указанной износостойкой характеристики для указанного слоистого материала;
- покрытие поверхности пластины пресса многократными слоями второго вещества, приспособленного для обеспечения увеличенной устойчивости к разрушению указанной пластины пресса из-за связывания с указанным первым веществом;
- расположение указанной пластины пресса, примыкающей к указанному пакету слоистого материала, включающего по крайней мере указанный первый слой с покрытой поверхностью указанной пластины пресса в контакте с первой поверхностью указанного первого слоя; и
- наложение указанной пластины пресса к указанной первой поверхности указанного первого слоя для передачи таким образом требуемой чистоты поверхности указанной поверхности указанной пластины пресса к указанной первой поверхности указанного первого слоя, в котором стадия расположения и стадия наложения повторены по крайней мере десять раз перед образованием указанного слоистого материала с требуемой износостойкой характеристикой и требуемой чистотой поверхности, и в котором указанная пластина пресса не переполирована между указанными по крайней мере десятью повторениями.
В соответствии с другой особенностью изобретения указанная стадия расположения и указанная стадия применения повторены по крайней мере сто шестьдесят раз перед образованием указанного слоистого материала с требуемой износостойкой характеристикой и требуемой чистотой поверхности, и в котором указанная пластина пресса не переполирована между указанными по крайней мере сто шестидесятью повторениями.
В соответствии с другой особенностью изобретения указанная стадия расположения и указанная стадия применения повторены по крайней мере семьсот шестьдесят раз перед образованием указанного слоистого материала с требуемой износостойкой характеристикой и требуемой чистотой поверхности, и в котором указанная пластина пресса не переполирована между указанными по крайней мере семьсот шестидесятью повторениями.
В соответствии с другой особенностью изобретения указанный первый слой представляет пропитанный полимерный слой.
В соответствии с другой особенностью изобретения указанный слоистый материал, образованный после указанных по крайней мере десяти повторений, имеет требуемую защитную характеристику, обеспеченную указанным первым веществом, в котором указанное первое вещество представляет абразивные частицы оксида алюминия.
В соответствии с другой особенностью изобретения размер частиц указанного первого вещества выбирается для обеспечения требуемой износостойкой характеристики для указанного слоистого материала.
В соответствии с другой особенностью изобретения указанный выбранный размер частиц указанного первого вещества равняется по крайней мере 35 микронам.
В соответствии с другой особенностью изобретения указанный слоистый материал, изготовленный после указанных по крайней мере десяти повторений, проявляет, по существу, тот же самый блеск, как слоистый материал, изготовленный при применении пластины пресса, которая не покрыта указанным вторым веществом.
В соответствии с другой особенностью изобретения указанный слоистый материал, изготовленный после указанных по крайней мере десяти повторений, имеет ASTM 2457 60 градусного угла блеск больше, чем 70.
Также задачей изобретения является разработка способа изготовления пластины пресса для изготовления слоистого материала, включающего покрытие первой поверхности указанной пластины пресса первым веществом для обеспечения увеличенной устойчивости к разрушению указанной пластины пресса из-за связывания с вторым веществом, обеспеченным для первого слоя, причем указанное первое вещество приспосабливается не передавать нетребуемый цвет указанному первому слою из-за указанного связывания.
В соответствии с другой особенностью изобретения указанное первое вещество включает диборид.
В соответствии с другой особенностью изобретения способ далее включает выбор требуемой толщины указанного покрытия указанным первым веществом для обеспечения требуемой твердости для сопротивления царапанью указанным вторым веществом.
В соответствии с другой особенностью изобретения указанное покрытие имеет толщину на больше, чем 6 микрон.
В соответствии с другой особенностью изобретения указанное первое вещество включает диборид титана.
В соответствии с другой особенностью изобретения указанное первое вещество включает диборид, выбранный из группы, состоящей из диборида гафния, диборида молибдена, диборида тантала, диборида вольфрама, диборида ванадия и диборида циркония.
В соответствии с другой особенностью изоюретения способ далее включает придавание требуемой чистоты поверхности для указанной первой поверхности указанной пластины пресса до покрытия указанной первой поверхности указанной пластины пресса.
В соответствии с другой особенностью изобретения указанная стадия покрытия далее включает стадию выбора количества указанного первого вещества, которое применяется к указанной первой поверхности.
В соответствии с другой особенностью изобретения указанная стадия покрытия включает покрытие напылением указанной прессующей поверхности в многократных сканированиях с заданным количеством указанного первого вещества, применяемым в каждом сканировании, таким образом предотвращающим деформирование указанной пластины пресса.
В соответствии с другой особенностью изобретения указанное второе вещество представляет абразивные частицы оксида алюминия, по крайней мере, размером 35 микрон.
В соответствии с другой особенностью изобретения указанный первый слой представляет пропитанный меламиновым полимером бумажный слой.
В соответствии с другой особенностью изобретения способ далее включает управление твердостью указанной пластины пресса выбором давления и температуры, при которых указанная пластина пресса покрывается.
В соответствии с другой особенностью изобретения давление и температура, при которых указанная пластина пресса покрывается, управляются для обеспечения твердости по Виккерсу, по крайней мере, 2000 для указанной пластины пресса.
В соответствии с другой особенностью изобретения требуемая твердость указанной пластины пресса зависит частично от размера частиц указанного второго вещества.
В соответствии с другой особенностью изобретения указанная пластина пресса включает плоскую поверхность, и указанная плоская поверхность покрыта первым веществом для обеспечения устойчивости к царапанью указанной пластины пресса из-за связывания со вторым веществом, обеспеченным для первого слоя, указанное первое вещество приспособлено не передавать нетребуемый цвет указанному первому слою из-за указанного связывания указанной плоской поверхности с указанными первым слоем.
В соответствии с другой особенностью изобретения указанная пластина пресса применяется к слоистому материалу указанного слоистого материала для передачи требуемой чистоты поверхности указанной пластины пресса указанному слоистому материалу.
В соответствии с другой особенностью изобретения указанная требуемая чистота поверхности представляет глянцевую чистоту поверхности или текстурированную чистоту поверхности.
В соответствии с другой особенностью изобретения указанная пластина пресса является способной к изготовлению более, чем десяти слоистых материалов с требуемой чистотой поверхности и требуемой защитной характеристикой без переполировки.
В соответствии с другой особенностью изобретения указанное первое вещество включает диборид, выбранный из группы, состоящей из диборида гафния, диборида молибдена, диборида тантала, диборида вольфрама, диборида ванадия и диборида циркония.
В соответствии с другой особенностью изобретения указанное первое вещество включает диборид титана.
В соответствии с другой особенностью изобретения указанное покрытие на указанной плоской поверхности представляет многослойное покрытие указанного первого вещества, причем указанное многослойное покрытие указанного первого вещества обеспечивает твердость по Виккерсу, по крайней мере, 2000 для указанной пластины пресса.
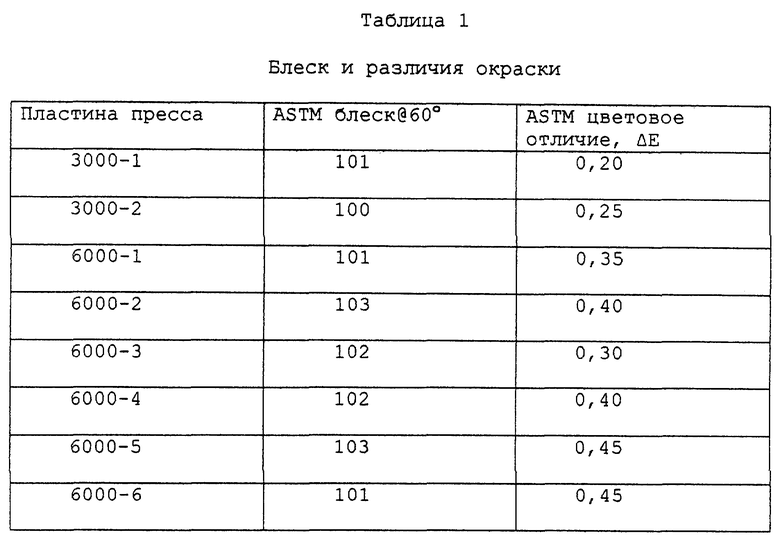
Черный, высокоглянцевый, высокого давления слоистый материал прессовался пластинами пресса, покрытыми диборидом титана, продемонстрированными в таблице 1. Эти пластины пресса были обработаны для придания ASTM D 2457 60 градусного угла блеска примерно 100 слоистому материалу перед покрытием диборидом титана. ASTM D 2244 цветовое отличие между стандартом и слоистым материалом, прессованным пластинами пресса, покрытыми диборидом титана, продемонстрированными в таблице 1 было меньше, чем (0,5) Δ E. Блеск и различия окраски в таблице 1 являются средними числами измерений, изготовленных на 10 слоистых материалах.
Дополнительно, высокоглянцевая пластина пресса 3000-2 и контрольная пластина пресса применены при прессовании 760 листов высокого давления, черного, высокоглянцевого слоистого материала с 35 микроновым средним размером частиц оксида алюминия на его прессуемой поверхности. Слоистый материал прессовался этими пластинами пресса при примерно 68 бар и 138oC. Прессуемая поверхность слоистого материала представляет коммерчески доступный лист покрытия с 35 микроновыми абразивными частицами оксида алюминия (PGA 822 от Mead). Пластина пресса 3000-2 и контрольная пластина пресса вырезались из высокоглянцевой пластины пресса из 410 нержавеющей стали, которая была отделана для придания ASTM D 2457 60 градусного угла блеска примерно 100 слоистому материалу. Пластина пресса 3000-2 и контрольная пластина пресса имеют размеры примерно 30,5 сантиметров по одной стороне и 27,9 сантиметров по их другой стороне. Пластина пресса 3000-2 покрывалась примерно пятью микронами диборида титана в системе напылительного покрытия магнетроном. Покрытие диборидом титана применялось за 17 сканирований при применении примерно 3000 ангстремов диборида титана на сканирование. Другая применялась в качестве контроля.
Первый лист черного высокоглянцевого слоистого материала с 35 микроновым средним размером частиц оксида алюминия на его прессуемой поверхности, прессованной контрольной пластиной пресса, имел ASTM D 2244 цветовое отличие по сравнению со стандартом примерно (0,25) Δ E. Первый лист черного высокоглянцевого слоистого материала, прессованного пластиной пресса 3000-2, имел ASTM D 2244 цветовое отличие по сравнению со стандартом примерно (0,15) Δ E.
Первый лист черного слоистого материала, прессованного контрольной пластиной пресса, имел ASTM D 2457 60 градусного угла блеск примерно 100 для слоистого материала, 760-ый лист черного слоистого материала, прессованного контрольной пластиной пресса, имел ASTM D 2457 60 градусного угла блеск меньше, чем 70. Контрольная пластина пресса придавала черному слоистому материалу 60 градусного угла блеск меньше, чем 90, после того как она отпрессовала примерно 160 листов. Полагают, что слоистый материал с 60 градусного угла блеском меньше, чем 90, не является коммерчески приемлемым в качестве высокоглянцевого слоистого материала.
Эти 760 листов черного слоистого материала, прессованного пластиной пресса 3000-2, имели ASTM D 2457 60 градусного угла блеск примерно 100. Пластина пресса 3000- 2 рассмотрена под микроскопом для задиров после прессования этих 760 листов черного слоистого материала, и ни один не был найден. Контрольная пластина пресса сильно исцарапывается.
Никакие различия не наблюдались на внешнем виде поверхности слоистого материала, прессованного пластинами пресса, продемонстрированными в таблице 1, и контрольными пластинами пресса.
Диборид титана наносился на высокоглянцевую пластину пресса в системе напылительного покрытия магнетроном при ряде условий. Также полагается, что, по крайней мере, 3 микроновое покрытие является необходимым для достижения твердости по Виккерсу, по крайней мере, 2000 и, что адгезия уменьшается при толщинах покрытия 6 микрон или больше. Твердость и адгезия могут управляться, как известно специалистам в данной области техники, давлением и температурой, при которых пластины пресса покрываются диборидами этого изобретения, и мощностью (амперами и вольтами), применяемыми при нанесении диборидов этого изобретения на пластины пресса.
Текстурированная пластина пресса, покрытая диборидом титана, в дальнейшем "пластина пресса 3000-3", и контрольная пластина пресса были применены при прессовании больше, чем 450 листов высокого давления, черного, текстурированного слоистого материала с 35 микроновым средним размером частиц оксида алюминия на их прессуемой поверхности. Этот слоистый материал прессовался при примерно 68 бар и 138oC. Пластина пресса 3000-3 и контрольная пластина пресса вырезались из текстурированной пластины пресса из 630 нержавеющей стали, которая была отделена для придания ASTM D 2457 60 градусного угла блеска примерно 10 слоистому материалу. Пластина пресса 3000-3 и контрольная пластина пресса имеют размеры примерно 30,5 сантиметров по каждой стороне. Пластина пресса 3000-3 покрывалась примерно шестью микронами диборида титана в магнетроновой системе напылительного покрытия. Покрытие диборидом титана применялось за 20 сканирований при применении примерно 3000 ангстремов диборида титана на сканирование.
Первая пластина этого черного текстурированного слоистого материала, прессованного контрольной пластиной пресса, имела ASTM D 2244 цветовое отличие по сравнению со стандартом примерно (0,22) ΔE. Черный высокоглянцевый слоистый материал, прессованный пластиной пресса 3000-3, имел ASTM D 2244 цветовое отличие по сравнению со стандартом примерно (0,08) Δ E.
Первая пластина этого черного слоистого материала, прессованного контрольной пластиной пресса, имела ASTM D 2457, 60 градусного угла блеск примерно 9,5. 450-ая пластина этого черного слоистого материала, прессованного контрольной пластиной пресса, имела ASTM D 2457, 60 градусного угла блеск примерно 8. Этот черный слоистый материал, прессованный пластиной пресса 3000-3, имел ASTM D 2457, 60 градусного угла блеск примерно 10.
Никакие различия не наблюдались во внешнем виде поверхности слоистого материала, прессованного пластиной пресса 3000-3 и контрольной пластиной пресса.
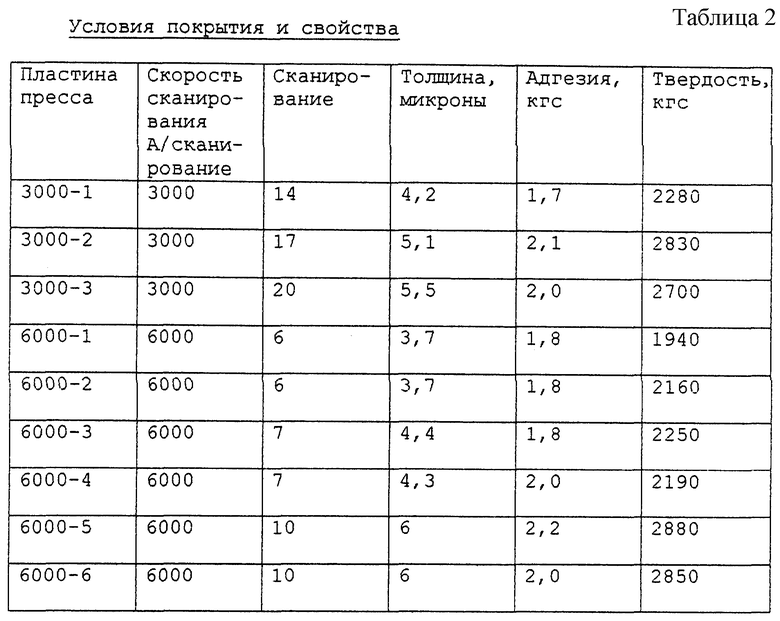
Пластины пресса в таблице 1 и пластина пресса 3000-3 очищались и затем травились при радиочастотных условиях в системе напылительного покрытия плоского магнетрона. Эти пластины пресса затем покрывались диборидом титана в системе напылительного покрытия магнетроном усредненных условиях (см. табл. 2).
Очистка:
химическая очистка - протирание с этиловым спиртом, трихлорэтаном и ацетоном;
физическая очистка - 5-минутное продувание газа азота над пластиной пресса.
Условия радиочастотного травления:
газовая среда - аргон
см/минута скорость сканирования - 2,54
мТор - 10
мА/кв.см - 0,54
кВ - 0,75
Условия покрытия диборидом титана:
газовая среда - аргон
см/минута скорость сканирования - 2,54
мТор - 7
мА/кв.см - 13
кВ - 0,3
1 микрон = 10000 единиц 
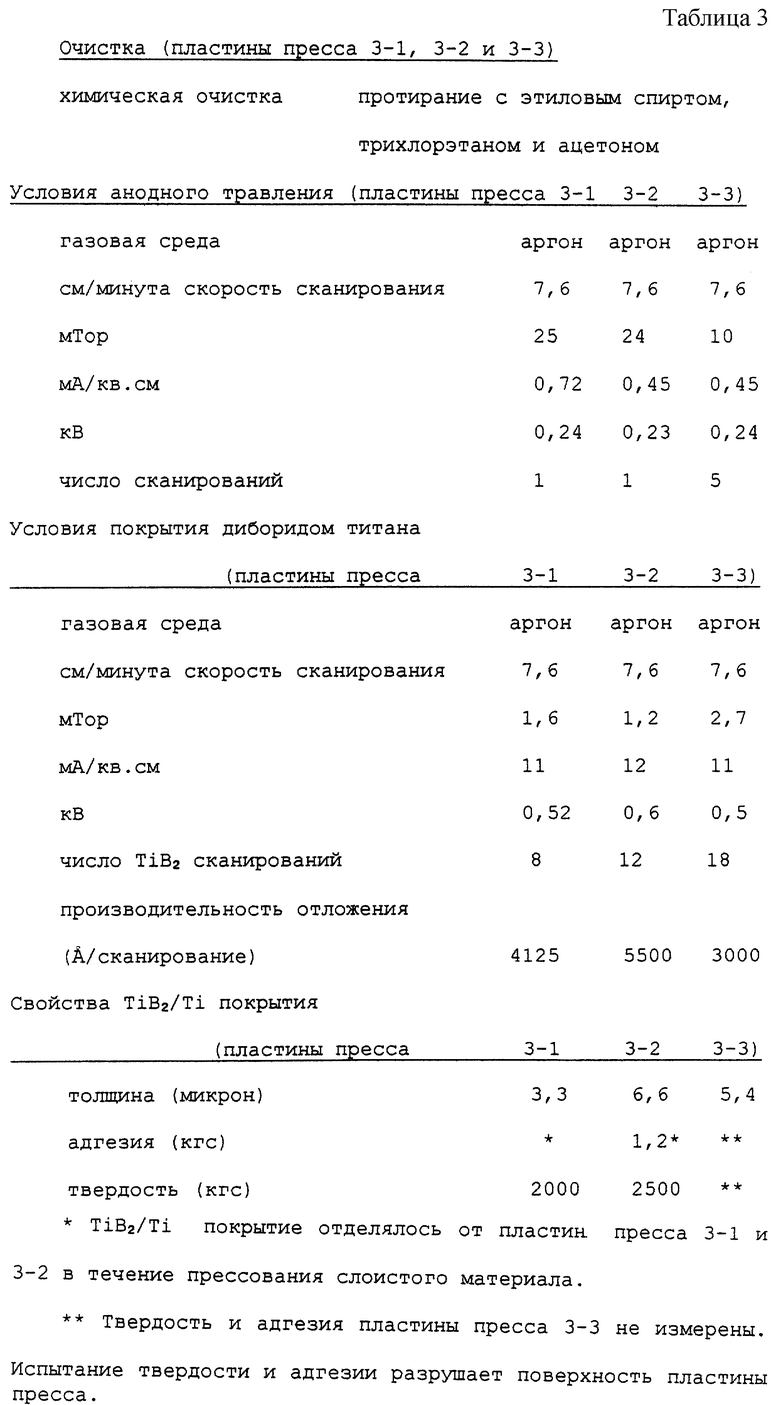
Изготовлены три высокоглянцевые пластины пресса этого изобретения, имеющие размеры примерно 1,22 метра на 2,44 метра. Эти пластины пресса называются пластины пресса 3-1, 3-2 и 3-3. Эти пластины пресса покрывались напылением диборида титана при условиях разряда плоского магнетрона.
Пластины пресса 3-1, 3-2 и 3-3 анодно травились и затем покрывались титаном и диборидом титана в системе напылительного покрытия плоским магнетроном при следующих усредненных условиях. Эти пластины пресса химически очищались прежде, чем они были помещены в систему напылительного покрытия. Температура этих пластин пресса в течение травления и покрытия была примерно 149oC. Эти пластины пресса не деформировались при этой температуре (см. табл. 3).
Пластина пресса 3-3 применена при прессовании больше, чем 1200 листов высокого давления, черного, высокоглянцевого слоистого материала с 35 микроновым средним размером частиц оксида алюминия на их прессуемых поверхностях. Пластина пресса 3-3 осматривалась для задиров после прессования этих 1200 листов слоистого материала, и ни один не был найден. Покрытие из диборида титана на пластинах пресса 3-1 и 3-2 отделялось от субстрата из нержавеющей стали после прессования меньше, чем 100 листов слоистого материала.
Покрытая диборидом циркония высокоглянцевая пластина пресса этого изобретения и контрольная пластина пресса применены каждая при прессовании 10 листов черного, высокоглянцевого слоистого материала. Этот слоистый материал имел ASTM D 2244 цветовое отличие по сравнению со стандартом примерно (0,26) ΔE и ASTM D 2457, 60 градусного угла блеск примерно 100. Никакие различия не наблюдались на внешнем виде поверхности слоистого материала, прессованного покрытой цирконием и контрольной пластиной пресса.
Покрытая диборидом циркония высокоглянцевая пластина пресса этого изобретения применена при прессовании 10 листов черного, высокоглянцевого слоистого материала с 35 микроновым средним размером частиц оксида алюминия на его прессуемой поверхности. Этот слоистый материал прессовался при примерно 68 бар и 138oC. Коммерчески доступный лист покрытия с 35 микроновыми абразивными частицами оксида алюминия (PGA 822 от Mead) представляет прессуемую поверхность слоистого материала. Никакие задиры не наблюдались на этой пластине пресса после прессования этих 10 листов слоистого материала.
Эта диборидциркониевая пластина пресса вырезалась из высокоглянцевой пластины пресса из 410 нержавеющей стали, имеющей ASTM D 2457, которая была отделана для придания 60 градусного угла блеска примерно 100 слоистому материалу. Две пластины пресса, имеющие размер примерно 30,5 см по каждой стороне, вырезались из этой пластины пресса. Одна покрывалась примерно пятью микронами диборида циркония в системе напылительного покрытия плоским магнетроном. Эта пластина пресса травилась при радиочастотных условиях в течение примерно 15 минут прежде, чем применялось покрытие диборидом титана. 6 микроновое покрытие диборидом циркония применялось за 15 сканирований при применении примерно 4000 ангстремов диборида циркония за сканирование в системе напылительного покрытия плоским магнетроном при следующих усредненных условиях.
Очистка:
химическая очистка - протирание с этиловым спиртом, трихлорэтаном и ацетоном;
физическая очистка - 5-минутное продувание газа азота над пластиной пресса.
Условия радиочастотного травления:
газовая среда - аргон
см/минута скорость сканирования - 2,54
мТор - 10
мА/кв.см - 0,54
кВ - 0,75
Условия покрытия диборидом циркония
газовая среда - аргон
см/минута скорость сканирования - 2,54
мТор - 7
мА/кв.см - 9
кВ - 0,4
Черный слоистый материал отпрессован пластинами пресса, имеющими размер 15,24 см х 15,24 см, покрытыми нитридом титана в системе напылительного покрытия магнетроном. Результаты испытаний, продемонстрированные в таблице 3, являются усредненными результатами прессования пяти листов слоистого материала каждой пластиной пресса.
Блеск слоистого материала, прессованного пластиной пресса, покрытой нитридом титана, был более низким, чем блеск слоистого материала, прессованного контрольной пластиной пресса. Цвет слоистого материала, прессованного пластиной пресса, покрытой нитридом титана, был значительно отличным от цвета слоистого материала, прессованного контрольной пластиной пресса без покрытия. Покрытые нитридом титана пластины пресса и слоистый материал, прессованный нитридтитановыми пластинами пресса, имели бронзовый внешний вид.
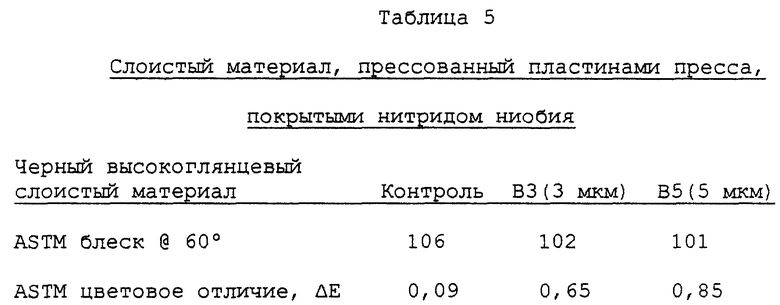
Черный слоистый материал отпрессован пластинами пресса, имеющими размер 15,24 см х 15,24 см, покрытыми нитридом ниобия в системе напылительного покрытия магнетроном. Результаты испытаний, продемонстрированные в таблице 4, являются усредненными результатами прессования пяти листов слоистого материала каждой пластиной пресса.
Блеск слоистого материала, прессованного пластинами пресса, покрытыми нитридом ниобия, был более низким, чем блеск слоистого материала, прессованного пластиной пресса, прежде чем она покрывалась (см. табл. 5). Цвет слоистого материала, прессованного пластинами пресса, покрытыми нитридом ниобия, был значительно отличным от слоистого материала, прессованного пластинами пресса, прежде чем они покрывались.
Черный слоистый материал отпрессован пластинами пресса, имеющими размер 15,24 см х 15,24 см, покрытыми алмазом аналогично покрытию в системе напылительного покрытия магнетроном. Слоистый материал прилипал к алмазу, подобно покрытой пластине пресса, и разрушался, когда он отделялся.
Несмотря на описанные детально иллюстрационные варианты осуществления изобретения, естественно, имеется в виду, что специалистам в данной области техники очевидны различные его модификации, и ими легко могут быть использованы различные изменения изобретения, не выходящие за пределы его существа и объема. Соответственно, подразумевается, что объем нижеследующей формулы изобретения не ограничивается примерами и описаниями, сформулированными здесь, и точнее, что формула изобретения не истолковывается как заключающая все особенности патентоспособной новизны, которые принадлежат настоящему изобретению, включая все особенности, которые, естественно, рассматриваются в качестве его эквивалентов специалистами в данной области техники, к которой это изобретение принадлежит.

Изобретение относится к способу изготовления износостойкого слоистого материала износоустойчивыми пластинами пресса, применяемыми в создании износоустойчивого декоративного материала. Данный способ включает сборку пакета, содержащего по крайней мере один пропитанный полимером слой, в котором указанный пропитанный полимером слой имеет количество первого вещества, достаточное для по крайней мере частичного обеспечения указанной требуемой износостойкой характеристики указанному слоистому материалу. Затем размещают пластину пресса, примыкающую к указанному по крайней мере одному пропитанному полимером слою для контакта поверхности пластины пресса с первой поверхностью по крайней мере одного пропитанного полимером слоя. Указанная поверхность пластины пресса покрыта вторым веществом для повышения устойчивости к разрушению пластины пресса из-за взаимодействия с первым веществом. Второе вещество не передает нетребуемый цвет указанному пропитанному полимером слою при контакте поверхности пластины пресса с указанной первой поверхностью по крайней мере одного пропитанного полимером слоя. Далее накладывают поверхность пластины пресса, покрытую указанным вторым веществом, на первую поверхность пропитанного полимером слоя. Первое вещество представляет собой частицы оксида алюминия размером 35 мкм. Второе вещество включает диборид титана. Целью изобретения является создание износостойкого материала прессованием, где пластина пресса с покрытием устойчива к разрушению и не изменяет внешний вид чистоты поверхности материала. 9 з.п. ф-лы, 5 табл.
| US 5244375 A, 14.09.1993 | |||
| US 3798111 A, 24.03.1972 | |||
| US 4971855 A, 20.11.1990 | |||
| US 4820392 A, 11.04.1989 | |||
| УСТРОЙСТВО ДЛЯ ГРАВИТАЦИОННОГО ИЗВЛЕЧЕНИЯ ПОЛЕЗНЫХ ИСКОПАЕМЫХ (МОДЕЛЬ DYCON) (ВАРИАНТЫ) | 2007 |
|
RU2429074C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОНАПОЛНЕННЫХ ПЛИТ НА ОСНОВЕ ПОЛИМЕТИЛМЕТАКРИЛАТА | 1994 |
|
RU2097186C1 |

