Изобретение относится к вспомогательным устройствам упаковочных машин, обеспечивающим после упаковки усадку тары нагревом с использованием нагретой воздушной струи, конкретно - к печи для термической усадки упаковочной пленки.
Для упаковки обычно используют полиэтиленовую термоусадочную пленку.
Известны печи для термической усадки упаковочной пленки с циркуляцией нагретого воздуха в рабочем туннеле. Эти печи содержат конвейер с сетчатой лентой, наружный и внутренний каркасы, разделенные теплоизоляцией, циркуляционный вентилятор и электронагреватели.
Упакованные в пакеты изделия перемещаются в печах стоя на сетчатой ленте, и при этом теплопередача к нижней стороне пакета и усадка пленки снизу под упакованными изделиями ухудшаются сравнительно с другими сторонами пакета, потому что сетчатая лента частично закрывает низ пакета и сама требует прогрева. Из-за недостаточной усадки под упакованными изделиями пленка обтягивает изделия неплотно, так что пакеты получаются неустойчивыми, а изделия в них незажатыми и могут быть повреждены при транспортировке.
Повышение температуры циркулирующего воздуха может улучшить прогрев пакета снизу, но ограничивается опасностью оплавления и разрушения пленки на других сторонах пакета, где теплопередача ничем не затруднена. Поэтому, для улучшения прогрева и усадки пленки под упакованными в нее изделиями, в известных печах устанавливают нагреватели и циркуляционный вентилятор под сетчатой лентой и усиливают таким образом теплопередачу излучением и конвекцией к пленке под упакованными в нее изделиями и сетчатой ленте.
Такая конструкция использована в печи упаковочной машины ТВЕ-500 польского производства, работающей на Гомельском ОАО "Гомельстекло".
В этой печи, как и в заявляемом изобретении, имеются конвейер, наружный каркас, внутренний каркас с подом и боковыми отсеками, нагреватели, установленные в боковых отсеках, и циркуляционный вентилятор, но в отличие от заявляемого изобретения у нее под выполнен тройным, и в нем установлены циркуляционный вентилятор и дополнительные нижние нагреватели, в связи с чем конструкция и обслуживание этой печи усложнены, и ухудшены условия работы сетчатой ленты из-за близости к ней нижних нагревателей.
Известен термоусадочный туннель (SU, 1765057, A1, кл. В 65 B 53/06), содержащий рабочую камеру с окнами для ввода и вывода изделий, оснащенными шторками, механизм перемещения изделий, нагревательный элемент и вентиляционную систему, но в отличие от заявляемого изобретения в конструкции не предусмотрена циркуляция нагретого воздуха снизу под пакет, в связи с чем в результате недостаточной усадки пленки под упакованными изделиями пленка обтягивает изделия неплотно.
Известна термоусадочная печь (SU, 1585227, A2, кл. В 65 В 53/06), содержащая транспортер, вентилятор, нагреватели, наружный каркас, а также образующие внутренний туннель экран, перегородки и кожух. В рассматриваемой конструкции печи нагретый воздух, выходящий через отверстия экрана в рабочее пространство печи имеет возможность не проходить в тоннель под сетчатый кожух, имеющий определенное аэродинамическое сопротивление, а повернуть вдоль рабочего пространства печи над транспортером и выйти через входное и выходное отверстия печи, так что требуемые прогрев и усадка пленки по всему низу пакетов не будет обеспечена.
Известен термоусадочный тоннель (SU, 1742146, A1, кл. В 65 В 53/06), содержащий конвейер, рабочую камеру, нагревательные элементы, вентилятор, но в отличие от заявляемого изобретения нагреватели, и по меньшей мере один вентилятор, установлены под конвейером, в связи с чем конструкция и обслуживание этого термоусадочного тоннеля усложнены, а близкое расположение нагревателей к цепному конвейеру и дополнительное излучение отражателей приводит к перегреву транспортирующего органа и нижней стороны пакета, оплавлению и разрушению пленки. Понижение температуры циркулирующего воздуха может устранить перегрев снизу, но это приведет к неравномерному распределению нагретого воздуха по другим сторонам пакета - боковым и верхней, к недостаточному их прогреву и усадки пленки.
Известна термоусадочная печь (SU, 870253, A, кл. В 65 В 53/06), содержащая транспортер, наружный каркас, внутреннюю камеру с боковыми отсеками и двойным сводом и систему подачи горячего воздуха, включающую вентилятор и нагреватели, но в отличие от заявляемого изобретения внутренний каркас не имеет двойного пода, а имеет в боковых стенках камеры отверстия, через которые подается горячий воздух в камеру, в которой транспортером, выполненным в виде полых труб с отверстиями, перемещается упаковка и сопла, из которых в торцы труб транспортера при их движении задувается горячий воздух и он, выходя из отверстий в стенках трубы, будет обдувать и разогревать дно упаковки.
Теория и практический опыт говорят о том, что горячий воздух прежде всего будет поступать в камеру по пути с меньшим аэродинамическим сопротивлением через отверстия в боковых стенках камеры и лишь меньшая его часть, потеряв значительное количество энергии, пойдет через сопла, но при этом, выходя из сопел, горячий воздух должен пройти воздушный зазор между соплами и торцами труб и преодолеть аэродинамические сопротивления, создаваемые отверстиями в трубах. Кроме того передача горячего воздуха на позиции сопла - торцы труб также сопровождаются потерями теплоносителя.
Таким образом, окончательно потеряв энергию воздух не принесет тепла к дну упаковки.
В результате, если боковые стенки упаковки будут разогреты до необходимой температуры, то дно упаковки будет разогрето недостаточно и требуемый прогрев и усадка пленки не будет обеспечена.
Задача, на решение которой направлено заявляемое изобретение, состоит в устранении указанных недостатков известных термоусадочных печей - недостаточные прогрев и усадку пленки под упакованными в нее изделиями.
Решение поставленной задачи достигается тем, что в известной конструкции термоусадочной печи для упаковки в пленку, содержащей конвейер, наружный каркас, внутренний каркас с боковыми отсеками и двойным сводом, циркуляционный вентилятор с крыльчаткой в своде и нагреватели, внутренний каркас содержит двойной под, причем под разделен поперечными перегородками на каналы, соединенные поочередно с правым и левым боковыми отсеками.
Технический результат, обеспечиваемый заявляемым изобретением, выражается в улучшении прогрева и усадки пленки под упакованными в нее изделиями и повышении вследствие этого качества упаковки.
Кроме того, упрощается эксплуатация печи, так как для обеспечения требуемых прогрева и усадки пленки под упакованными в нее изделиями не требуется повышать температуру печи до опасной близости к температуре расплавления пленки.
Заявляемое решение поясняется чертежами, где изображены
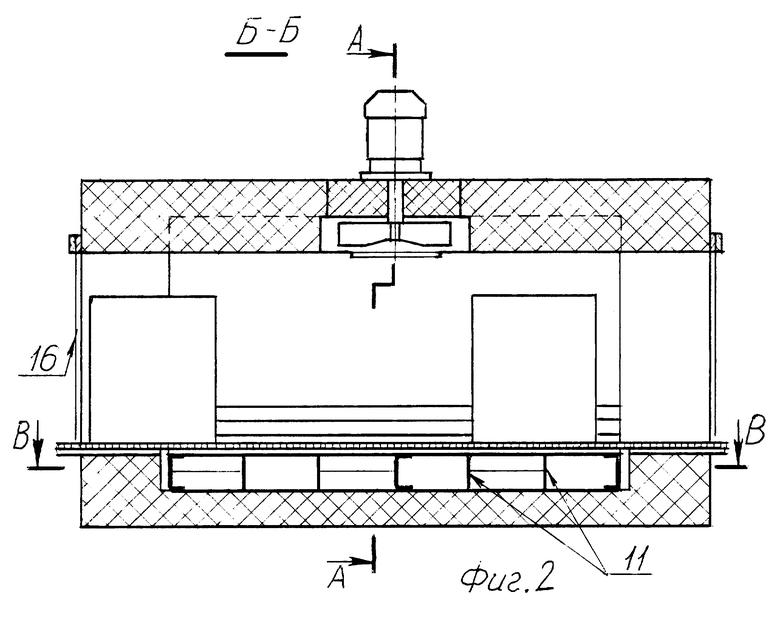
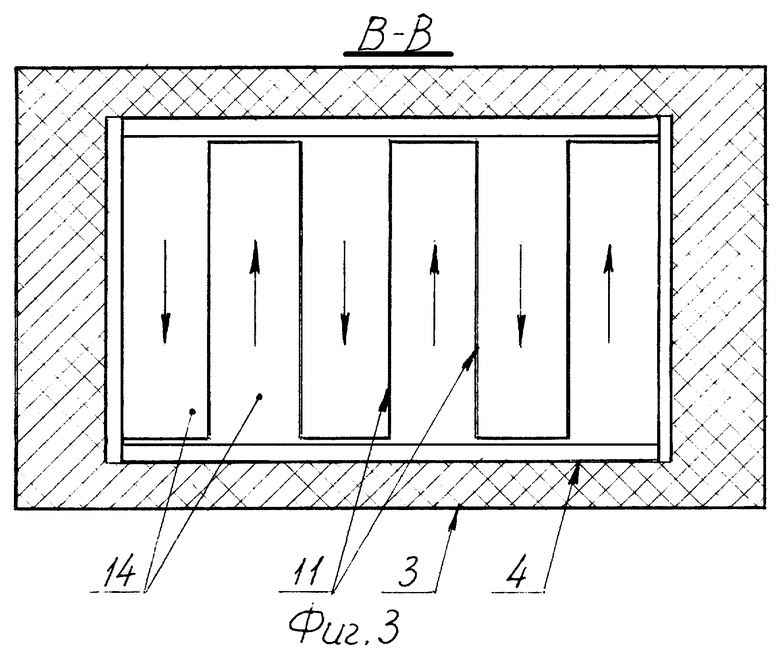
на фиг. 1 - поперечное сечение печи, на фиг. 2 - продольное сечение печи, на фиг. 3 - горизонтальный разрез печи по поду внутреннего каркаса.
Печь для термической усадки упаковочной пленки содержит конвейер с сетчатой лентой 1 (см. фиг.1), несущей пакеты 2, каркасы - наружный 3 и внутренний 4, разделенные слоем теплоизоляции 5, циркуляционный вентилятор с крыльчаткой 6, размещенной в двойном своде 7 внутреннего каркаса над входным отверстием 8. Под внутреннего каркаса двойной и содержит решетчатую направляющую 9 для рабочей ветви сетчатой ленты 1, нижний щит 10 и поперечные перегородки 11 (см. фиг. 2). Боковые стороны внутреннего каркаса выполнены в виде отсеков 12, в которых установлены трубчатые электронагреватели 13.
Перегородки 11 разделяют под на поперечные каналы 14 (см. фиг.3), соединенные с правым и левым боковыми отсеками 12 поочередно.
Внутри туннеля на боковых стенах внутреннего каркаса имеются направляющие козырьки 15. На входе и выходе из печи установлены гибкие занавески 16.
Контроль температуры в печи осуществляется посредством термопреобразователя 17, а автоматическая стабилизация заданной температуры - системой управления электронагревателями.
Во время работы печи конвейер, циркуляционный вентилятор и часть электронагревателей включены постоянно, а остальные электронагреватели работают в режиме "включено - выключено".
Крыльчатка 6 циркуляционного вентилятора, засасывая воздух из рабочего пространства над сетчатой лентой 1 через входное отверстие 3, подает его в боковые отсеки 12 на электронагреватели 13 и далее в поперечные каналы 14. Каждый канал 14 имеет сплошные дно из щита 10 и стены из перегородок 11, а сверху закрыт сетчатой лентой 1, поэтому если какие-либо каналы 14 не закрыты сверху пакетом 2, движущимся с сетчатой лентой 1, воздух выходит из этих каналов через сетчатую ленту 1, обтекает переднюю и (или) заднюю стороны пакетов 2 и, проходя далее по туннелю и над пакетами 2, возвращается к входному отверстию 8.
Когда пакет 2, проходя с сетчатой лентой 1 над каким-либо каналом 14, накрывает его, воздух, поступающий из бокового отсека 12, вынужден проходить под этим пакетом. Скорость воздуха в канале 14 под пакетом 2 больше, чем при обтекании боковых сторон и верха пакета, соответственно больше и коэффициент теплопередачи конвекцией, благодаря чему компенсируются экранирование низа пакета сетчатой лентой и расход тепла на нагрев ленты под пакетом, затрудняющие прогрев пленки под упакованными в нее изделиями.
Пройдя под пакетом 2, воздух выходит в конце канала 14 частично через незакрытую пакетом 2 боковую часть сетчатой ленты 1 (при малых размерах пакета 2), а главным образом - через щель между краем сетчатой ленты 1 и боковой стеной внутреннего каркаса 4, после чего козырьки 15 направляют его на боковую стороны пакета 2, а далее воздух, проходя по туннелю и над пакетами 2, возвращается к входному отверстию 8.
Так как каналы 14 соединены с правым и левым боковыми отсеками 12 поочередно, потоки воздуха в смежных каналах 14 направлены противоположно (см. фиг. 3), благодаря чему обеспечивается требуемая равномерность прогрева и усадки пленки по ширине пакета ( поперек сетчатой ленты).
Предложенное решение повышает качество упаковки, так как улучшает прогрев и усадку пленки в нижней части пакета под упакованными изделиями, за счет увеличения подачи нагретого воздуха под низ пакетов, и, кроме того, упрощает эксплуатацию печи, так как позволяет обойтись без повышения температуры печи до опасной близости к температуре расплавления пленки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ДЛЯ УПАКОВКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2003 |
|
RU2240966C2 |
| СПОСОБ НАГРЕВА ТЕРМОУСАДОЧНОЙ ПЛЕНКИ В ТЕРМОТОННЕЛЕ УПАКОВОЧНОЙ ЛИНИИ | 2011 |
|
RU2488529C1 |
| ТЕРМОТОННЕЛЬ ДЛЯ УПАКОВКИ ПРОДУКЦИИ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ И СПОСОБ УПАКОВКИ ПРОДУКЦИИ | 2011 |
|
RU2491214C1 |
| УСТРОЙСТВО ДЛЯ ОБДУВА ТЕРМОТОННЕЛЯ УПАКОВОЧНОЙ ЛИНИИ И КРЫЛЬЧАТКА УСТРОЙСТВА | 2011 |
|
RU2523491C2 |
| ТРАНСПОРТЕР ТЕРМОТОННЕЛЯ УПАКОВОЧНОЙ ЛИНИИ | 2011 |
|
RU2488528C1 |
| КОНВЕЙЕРНАЯ ПЕЧЬ | 1997 |
|
RU2115599C1 |
| ПОЧВООБРАБАТЫВАЮЩЕЕ УСТРОЙСТВО | 1993 |
|
RU2064740C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ГАБАРИТНЫХ ИЗДЕЛИЙ В ПЛЕНКУ | 2020 |
|
RU2752990C1 |
| СПОСОБ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2076060C1 |
| БРОНИРОВАННАЯ РЕМОНТНО-ЭВАКУАЦИОННАЯ МАШИНА | 1996 |
|
RU2128814C1 |
Изобретение относится к вспомогательным устройствам упаковочных машин, обеспечивающим после упаковки усадку тары нагревом с использованием нагретой воздушной струи, конкретно - к печи для термической усадки упаковочной пленки. Для достижения технического результата - улучшения прогрева и усадки пленки под упакованными в нее изделиями - в термоусадочной печи, содержащей конвейер, наружный каркас, внутренний каркас с боковыми отсеками и двойным сводом, циркуляционный вентилятор с крыльчаткой в своде и нагреватели в боковых отсеках, внутренний каркас содержит двойной под. При этом под разделяется поперечными перегородками на каналы, соединенные поочередно с правым и левым боковыми отсеками. 3 ил.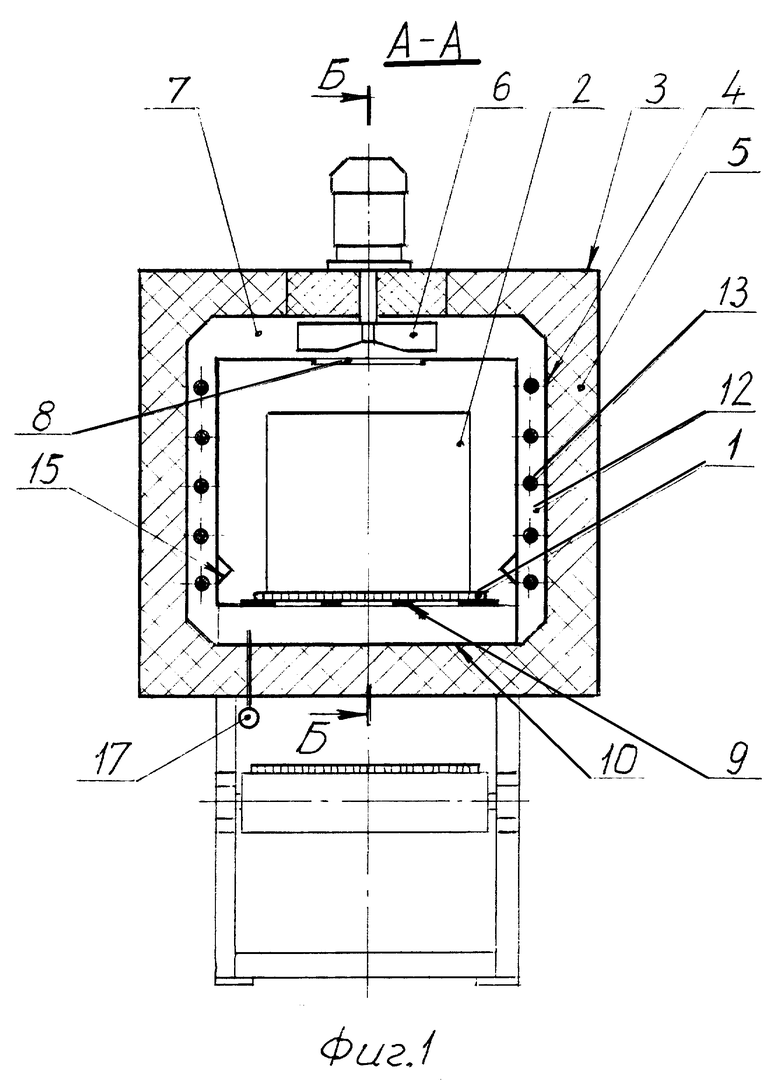
Печь для термической усадки упаковочной пленки, содержащая конвейер, наружный каркас, внутренний каркас с боковыми отсеками и двойным сводом, циркуляционный вентилятор с крыльчаткой в своде и нагреватели, отличающаяся тем, что, с целью улучшения прогрева и усадки пленки под упакованными в нее изделиями, внутренний каркас содержит двойной под, причем под разделен поперечными перегородками на каналы, соединенные поочередно с правым и левым боковыми отсеками.
| Термоусадочная печь для упаковки в пленку | 1979 |
|
SU870253A1 |
| Термоусадочный туннель | 1990 |
|
SU1765057A1 |
| Термоусадочный тоннель | 1990 |
|
SU1742146A1 |
| SU 1585227 A2, 15.08.90. | |||

