Настоящее изобретение относится к способу и устройству для изготовления пластиковых сумок, например, пакетов для сбора мусора.
Хорошо известен способ изготовления пластиковых сумок из бесконечной трубки, полученной экструдированием из полиэтилена. Полученную экструдированием трубку вытягивают, для того, чтобы уменьшить толщину полиэтиленовой пленки, складывают, формируют сварной шов и отрезают в поперечном направлении трубки так, чтобы сварные швы образовывали нижние части сумок. Ручки могут быть образованы путем удаления верхней средней части сумок, и благодаря созданию ряда поперечных линий перфорации, а не разрезанием трубки, можно изготавливать ряд сумок, которые могут быть скатаны в рулон. Для уменьшения ширины рулона сумок и для уменьшения размеров оборудования для изготовления сумок, известен способ складывания боковых сторон трубки внутрь для образования внутренних складок до выполнения сварного шва.
Известен также способ складывания трубки с образованием внутренних складок до выполнения сварного шва, описанный в патенте Великобритании GB-A-1 584 746, кл. B 65 D 30/10, публ. 18.02.81, который позволяет выполнять особо прочный шов. Однако, этот способ укладки не подходит для изготовления рулонов из соединенных между собой сумок, сформированных вместе с ручками, так как в ходе операции складывания ручки укладывают в ту же сторону, куда складывают саму трубку, и в результате ряд сумок не может быть должным образом накатан в рулон. Ручки на открытом крае сумки часто желательны для завязывания сумки в плотный пакет после его заполнения, например, отбросами, или для удобства ношения сумки.
В патенте Великобритании GB-A-2 274 446, кл. D 65 D 30/10, публ. 27.07.94 недостатки описанного выше способа складывания преодолены путем создания сумки, у которой противоположные боковые внутренние складки, сложенные относительно продольных линий сгиба, отогнуты на противоположные стороны относительно средней части сумки.
Способ складывания сумки, описанный в патенте GB-A-2 274 446, сохраняет преимущества, заключающиеся в образовании прочного нижнего шва. Он также позволяет изготавливать сумку с ручками, которая, в сложенном виде, существенно уже, чем известные до тех пор сумки с ручками, и ручки сложенной сумки могут быть распложены по разные стороны сумки, что желательно, когда ряд сумок необходимо скатать в рулон.
Кроме того, известный способ складывания сумки не обеспечивает необходимого качества складывания.
Задачей изобретения является повышение качества складывания и дальнейшее усовершенствование существующих способов.
Таким образом настоящее изобретение относится к усовершенствованному способу изготовления сумки из сплющенной трубки, включающему первое складывание продольных краев трубки с образованием внутренних складок, последующее складывание сплющенной трубки с внутренними складками с целью уменьшения ширины трубки, при котором части, образующие внутренние складки, отгибают последовательно относительно соответствующих продольных линий перегиба таким образом, чтобы расположить их с противоположных сторон от средней части трубки, расположенной между частями, образующими внутренние складки, образование поперечного сварного шва на сложенной трубке с внутренними складками для создания дна сумки и формирование ручек между операциями складывания, причем согласно изобретению формирование ручек осуществляют путем удаления средней части сложенной трубки с внутренними складками и путем образования поперечного сварного шва на трубке в месте, соответствующем концам ручек, при этом части, образующие внутренние складки, отгибают последовательно относительно соответствующих продольных линий перегиба.
Предпочтительно трубку складывают так, чтобы образовать сложенные треугольником складки, причем складки обращены внутрь на глубину, составляющую преимущественно одну треть ширины трубки со сформированными внутренними складками.
Кроме того, в предпочтительном исполнении настоящего способа внутреннюю складку формируют путем пропускания сплющенной трубки относительно отдельного дугового складывающего клина, имеющего боковую грань, относительно которой трубку перегибают. Перед и после каждого складывающего клина располагают зажимные пары роликов, натяжение трубки во время ее прохождения по складывающему клину контролируют путем регулирования относительно скорости зажимных пар роликов и ориентацию зажимных пар роликов регулируют для поддержания в существенной степени равномерного натяжения в поперечном направлении трубки во время ее прохождения относительно складывающего клина. Регулирование ориентации зажимов позволяет получать удовлетворительное качество складок несмотря на асимметричность двух стадий второго этапа складывания.
Хотя порядок, в котором выполняют этапы удаления средней части трубки с внутренними складками и формирования сварного шва на трубке в месте, соответствующем концам ручек, вполне можно поменять на обратный, было установлено, что процесс изготовления сумки легче контролировать тогда, когда поперечный сварной шов не трубке выполняют в месте, соответствующем концам ручек, до того, как будет удалена средняя часть трубки со сформированными внутренними складками.
Скорость трубки между первым складыванием и свариванием поперечным швом в сложенном состоянии с внутренними складками контролируют, используя сигнал, генерируемый в соответствии со скоростью, которую имеет трубка после первого складывания.
Далее в предпочтительном варианте исполнения настоящего способа ряд сумок формируют из непрерывной склюшенной трубки так, что ручки одной сумки присоединены к основанию следующей сумки, при этом создают поперечную линию ослабления прочности между соседними сварными швами, разделяющими основания и ручки, для обеспечения удобства отделения каждой сумки, причем упомянутую линию ослабления прочности выполняют после того, как складывание двух сумок, соединенных по линии ослабления прочности, будет завершено. Благодаря созданию поперечных линий ослабления прочности, например, рядов перфорации, после того как труба была сложена, трубку можно подвергнуть большему натяжению во время складывания, чем это возможно в любых других случаях, и, следовательно, скорость подачи трубки и скорость изготовления сумок могут быть увеличены.
Настоящим изобретением также создано устройство для производства ряда сумок из сплющенной трубки, содержащее средство для выполнения первого этапа складывания для складывания продольных краев трубки и образования внутренних складок, средство для выполнения второго этапа складывания для последующего складывания трубки с внутренними складками с целью уменьшения ширины трубки, выполненное с возможностью последовательного отгибания частей, содержащих внутренние складки, относительно соответствующих продольных линий перегиба последовательно так, чтобы они были размещены по разные стороны от средней части трубки внутренними складками, средство для образования поперечного сварного шва на сложенной с внутренними складками трубке для создания дна сумки, средство для выполнения поперечной линии ослабления прочности, расположенной поперек трубки для облегчения отделения каждой сумки, режущее средство для удаления средней части трубки и образования ручек и средство для создания сварного шва для образования поперечного шва на трубке в месте, соответствующем концам ручек, размещенные между средствами для выполнения первого и второго этапа складывания.
В предпочтительном варианте устройства предусмотрено, что средство для выполнения первого этапа складывания введено для отгибания продольных краев трубки преимущественно на одну треть ширины трубки со сформированными внутренними складками для образования частей трубки с внутренними складками, а средство для выполнения второго этапа складывания содержит два дуговых клина для укладывания соответствующих частей на среднюю часть и средство для направления сплющенной трубки на складывающие клинья.
Направляющее средство предпочтительно содержит зажимные пары роликов, расположенные до и после каждого складывающего клина, причем относительную скорость зажимных пар роликов регулируют с целью контролирования натяжения трубки во время ее прохождения по клину.
Целесообразно также, чтобы зажимные пары роликов были установлены с возможностью регулирования их положения с целью поддержания приблизительно равномерного натяжения трубки в поперечном направлении во время ее прохождения по клину.
Также средство для формирования сварного шва введено для выполнения сварного шва в поперечном направлении по всей ширине трубки с внутренними складками, а режущее средство расположено после средства для формирования сварного шва и введено для удаления вместе со средней частью трубки части сварного шва, выполненного средством для формирования сварного шва.
Предусмотрено, что предложенное устройство имеет контролер для определения скорости трубки с внутренними складками и генерирования сигнала для координирования рабочей скорости режущего средства, средства для формирования сварного шва и средства для выполнения второго этапа складывания.
Целесообразно, чтобы средство для выполнения поперечной линии ослабления прочности было расположено после вторых средств для складывания.
Объектами изобретения также являются: сумка, изготовленная согласно предложенному способу изготовления сумки из сплющенной трубки, а также рулон сумок, изготовленный в соответствии с предложенным устройством для производства ряда сумок из сплющенной трубки.
Более четкое представление о настоящем изобретении может быть получено при ознакомлении со следующим описанием предпочтительного варианта исполнения, которое приведено со ссылками на прилагаемые иллюстрации, на которых изображено
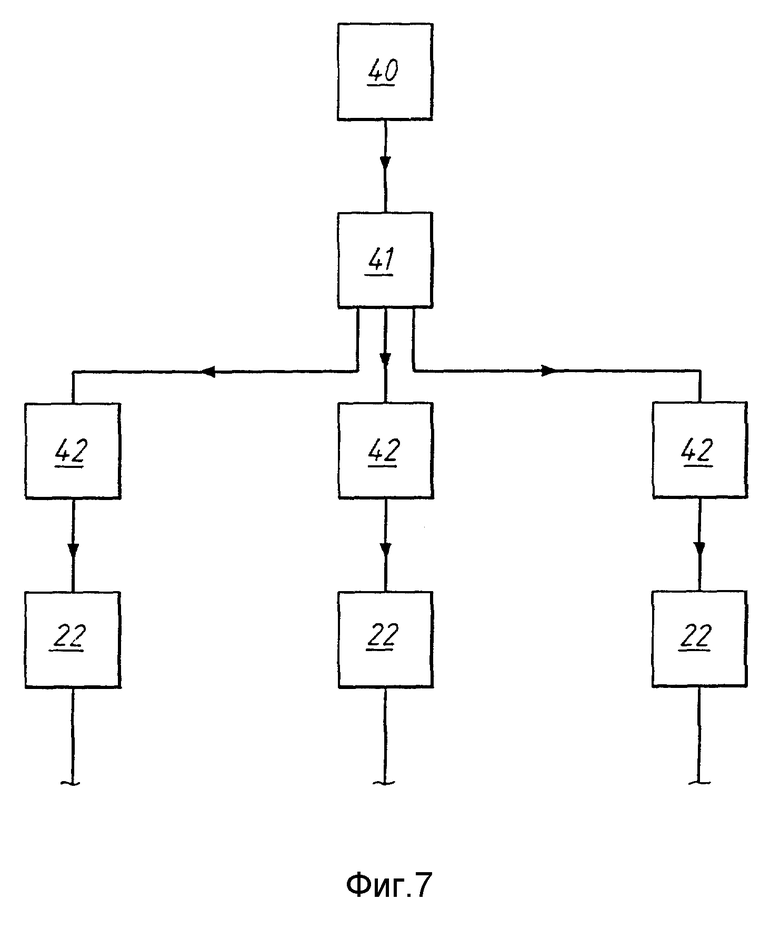
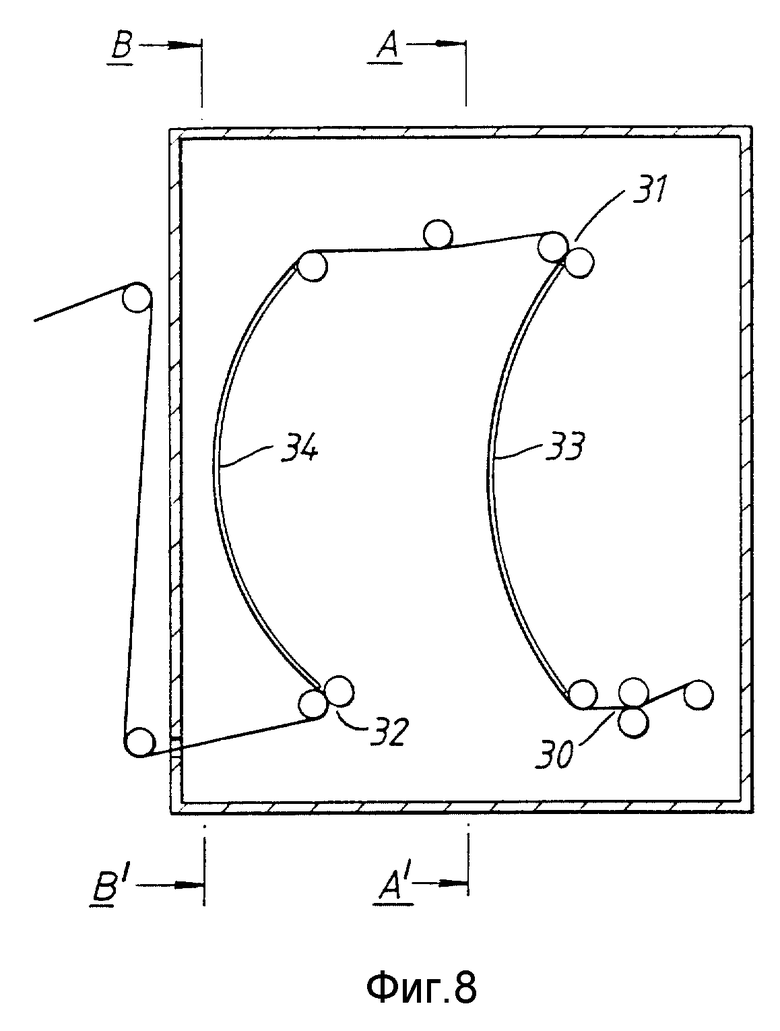
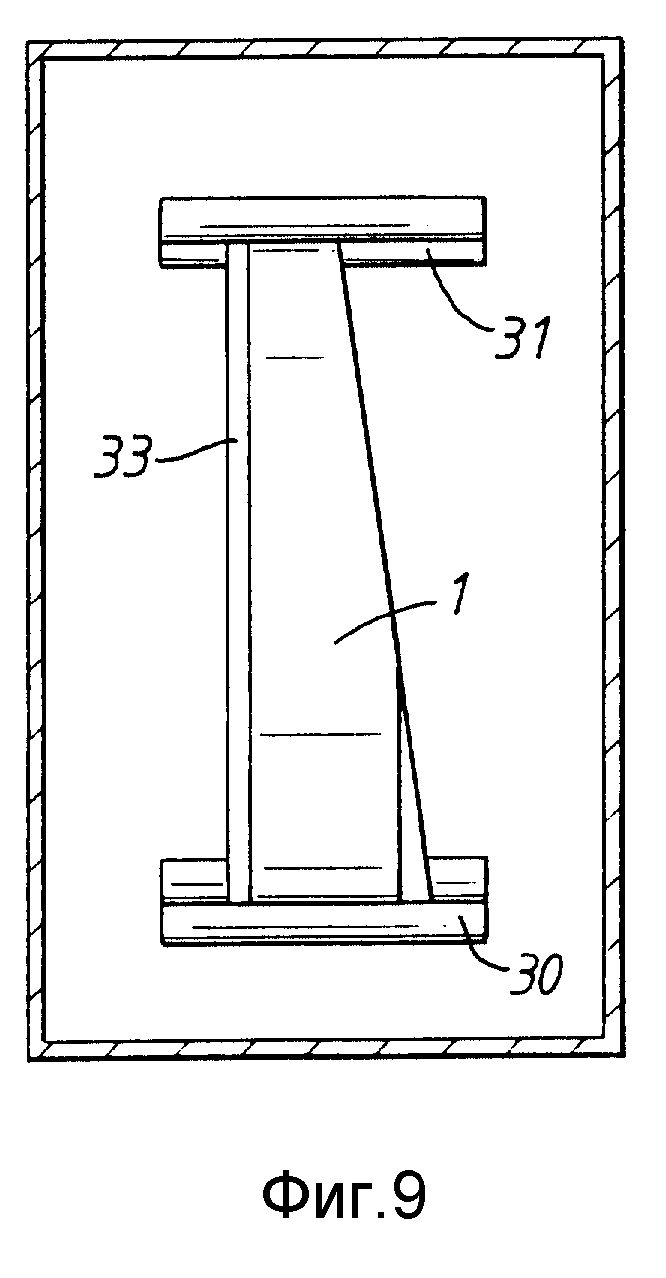
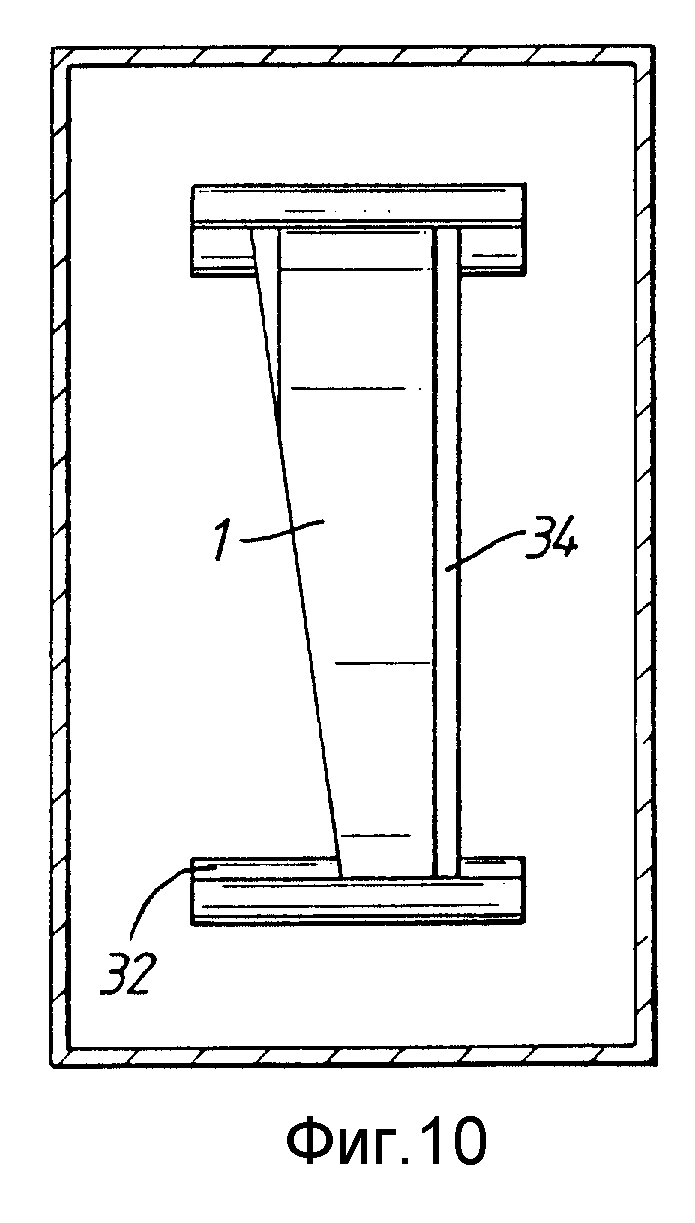
на фиг. 1 - трубка в поперечном сечении после формирования внутренних складок; на фиг. 2 - схематический вид в перспективе, показывающий нижнюю часть готовой сумки; на фиг. 3 - аналогичный схематический вид, показывающий верхний край готовой сумки в сложенном виде; на фиг. 4 - вид сверху верхнего края сложенной сумки, представленной на фиг. 3; на фиг. 5 - вид, аналогичный представленному на фиг. 3, показывающий сумку в разложенном состоянии и готовую к раскрыванию ее; на фиг. 6 - этапы формирования сумки до готового состояния; на фиг. 7 - начальные этапы формирования множества параллельных производственных линий, идущих от одного экструдера; на фиг. 8 - схематический вид сбоку устройства для складывания; на фиг. 9 и 10 - сечения по А-А1 и В-В1, соответственно, на фиг. 8.
На фиг. 1-5 слои пластиковой пленки, из которой изготовлена сумка, показаны отдельно, но это сделано только для простоты изображения, и следует иметь в виду, что в действительности они плотно прилегают друг к другу в плоскости.
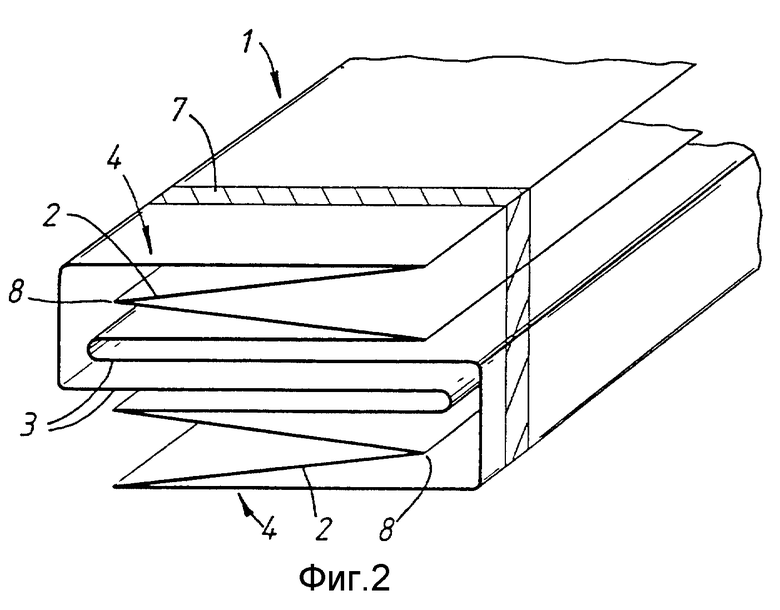
Трубка, показана на фиг. 1, имеет одинаковые внутренние складки 2, глубина которых W в существенной степени равна одной трети ширины трубки с сформированными внутренними складками, и поэтому остается средняя часть 3 трубки шириной w между двумя боковыми частями 4, прилегающими к сформированным внутренним складкам и тоже имеющими ширину w.
Боковые части 4, прилегающие к внутренним складкам, отгибают относительно соответствующих продольных линий сгиба 5 так, чтобы они были расположены по разные стороны от средней части 3, как показано стрелкой 6 на фиг. 1, так чтобы сложенная трубка приняла конфигурацию, показанную на фиг. 2. Сварной шов 7 выполняют в поперечном направлении на всю ширину сложенной трубки путем прикладывания нагретого ножа, проволоки или бруса к сложенной трубке хорошо известным способом, и как видно из фиг. 2, 10 слоев пленки оказываются сваренными вместе вдоль приблизительно общей длины шва. В альтернативном варианте нагретый нож, проволока или брус могут быть приложены одновременно с каждой стороны трубки. Очень прочный шов может быть получен в результате применения любого из этих способов.
Испытания показали, что сварной шов не должен иметь выявляемых слабых мест.
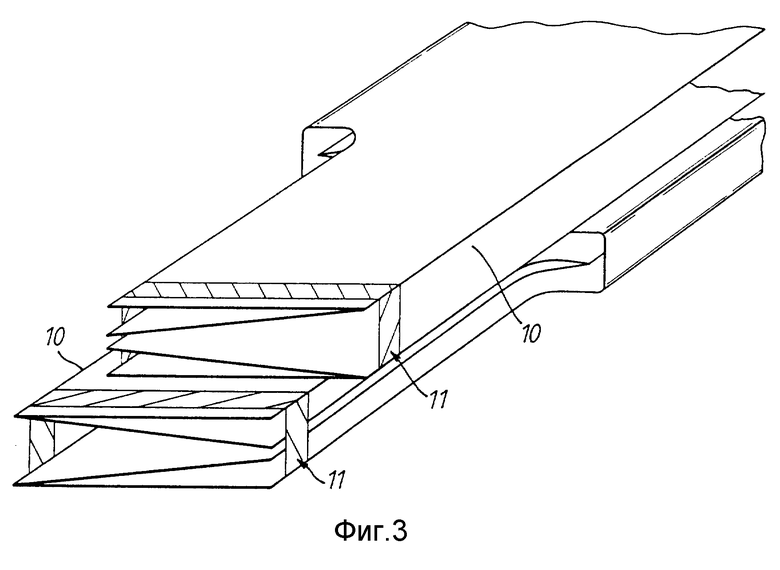
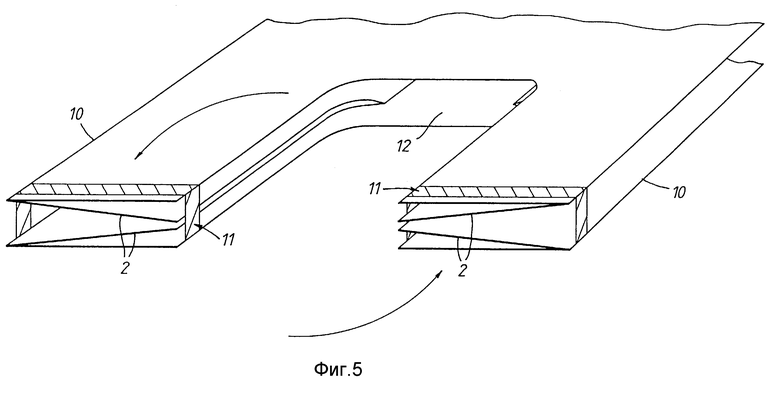
На фиг. 3, 4 и 5 представлен верхний край сумки, которая открыта и снабжена ручками 10, изготовленными путем удаления части сумки, например, с помощью соответствующей операции вырезания. Ручки 10 сформированы на противоположных сторонах трубки 1 с сформированными внутренними складками и имеют ширину меньшую, чем ширина внутренней складки. Предпочтительно, чтобы ширина каждой ручки была в пределах 1/2w - 2/3w, так чтобы, когда сумка находится в сложенном состоянии, ручки были уложены на средней части сложенной сумки. Сварной шов 11 выполняют в поперечном направлении верхним концов ручек путем прикладывания нагретого ножа, проволоки или бруса, способом, аналогичным тому, которым выполнен сварной шов 7, для соединения слоев пластиковой пленки, образующих ручки. Из непрерывной трубки с внутренними складками из пластиковой пленки можно формировать непрерывную цепь сумок с ручками так, чтобы ручки одной сумки были соединены с нижней частью следующей сумки, причем, благодаря созданию перфорации между нижним сварным швом 7 одного сумки и сварным швом ручек 11 следующей сумки, каждую сумку можно легко отделить для ее использования, отрывая сумки вдоль перфорации. На фиг. 5 показан верхний край разложенной сумки, готовой к использованию, с ручками 10 по бокам от горловины 12 сумки. После использования сумки горловину 12 можно закрыть путем завязывания ручек 10 между собой, если это требуется.
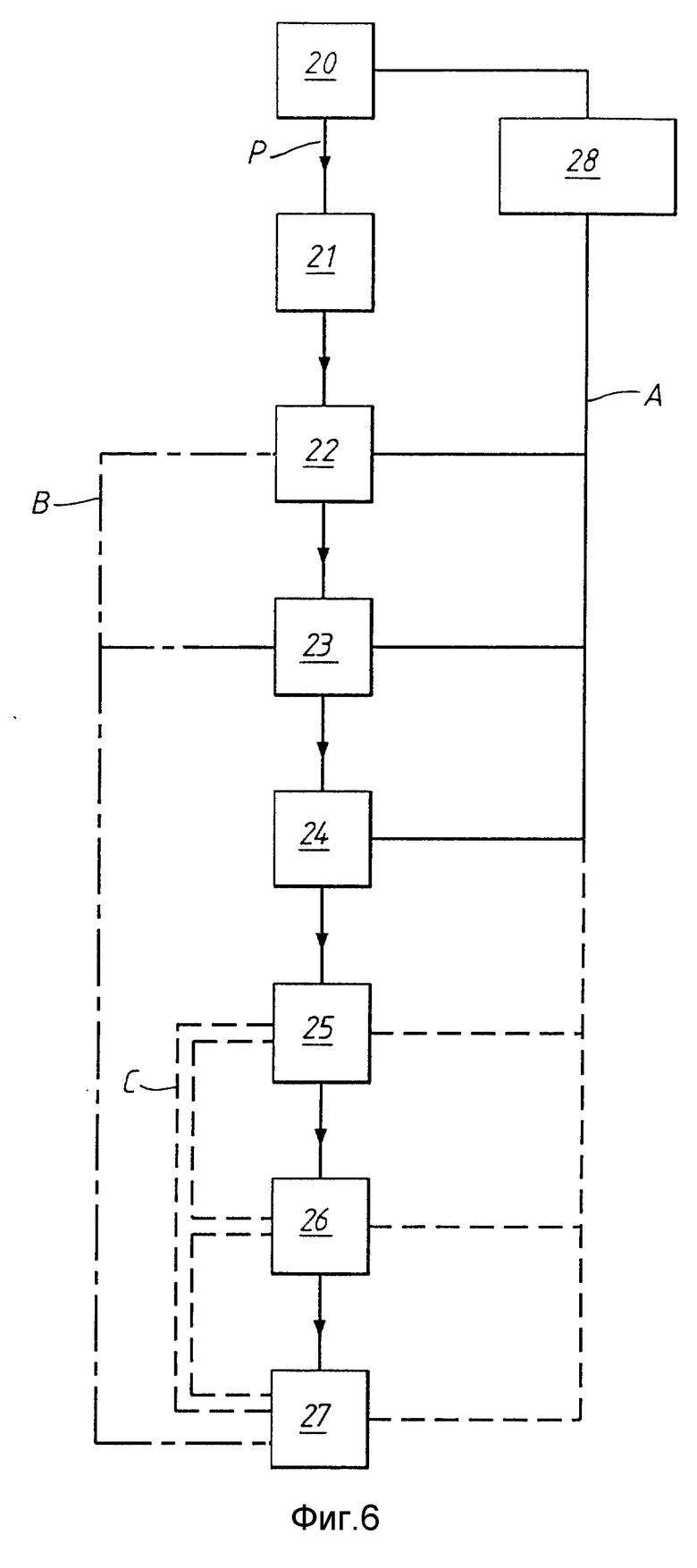
На фиг. 6 показаны последовательности операций, которые следует выполнить для изготовления ряда сумок, в соответствии с настоящим изобретением, из вытянутой полиэтиленовой трубки 1.
Полиэтиленовую трубку 1 непрерывно выдавливают из экструдера 20 и вытягивают для образования направленной вверх цилиндрической колонны известным способом. Вытянутую трубку протягивают вверх скоростной парой валов через первое складывающее устройство 21, которое одновременно перемещает боковые стороны трубки внутрь для образования внутренних складок 2, как было описано выше, и сплющивают цилиндрическую колонну трубки. В альтернативном варианте вытянутую трубку можно сплющивать и затем формировать внутренние складки способом, известным до настоящего времени. Кроме того, в соответствии с модификацией, представленной на фиг. 7, большую колонну трубки вытягивают из экструдера 40 и сплющивают без внутренних складок. Трубку разрезают и сваривают в продольном направлении с образованием множества, например, трех сплющенных трубок одинаковой ширины. Трубки отделяют одну от другой с помощью ряда роликов 41 и подают к складывающим устройствам 42. Каждую трубку вновь раздувают и формируют внутренние складки способом, аналогичным первому альтернативному варианту, описанному ранее, с помощью складывающего устройства 42. Таким образом, множество параллельных производственных линий может быть запитано от одного экструдера 40. Экструдер 40 и экструдер 20 отличаются только масштабами. В каждом варианте исполнения следующее описание процесса формирования сумок и устройства относится в равной степени к одной производственной линии, показанной на фиг. 6, и к каждой из параллельных производственных линий, показанных на фиг. 7.
Ручки 10 отдельных сумок, которые должны быть изготовлены из непрерывной трубки, формируют путем выполнения первого сварного шва в поперечном направлении трубки с помощью сварного устройства 22, которое хорошо известным способом налагает нагретый нож так, что слои пленки привариваются друг к другу. Поперечные сварные швы формируют через регулярные интервалы вдоль трубки в соответствии с длиной изготавливаемых сумок. Среднюю часть трубки с внутренними складками, расположенную рядом с каждым сварным швом, затем удаляют с помощью соответствующего устройства для вырезания 23 для образования ручек с каждой стороны трубки с внутренними складками. Следует иметь в виду, что удаленные средние части трубки включают среднюю часть поперечного сварного шва между ручками. Сварочное и режущее устройства 22 и 23 могут быть объединены в одно устройство и/или их порядок расположения может быть изменен на обратный.
Трубку затем складывают с помощью второго складывающего устройства 24, более подробно описанного ниже. Нижний сварной шов 7 выполняют в поперечном направлении по ширине сложенной сумки, как было описано выше, сварочным устройством 25, и ряд перфораций изготавливают в поперечном направлении по ширине трубки между нижним сварным швом 7 одной сумки и швом 11, скрепляющим ручки, следующей сумки с помощью перфорирующего устройства 26. Сварочное и перфорирующее устройства 25 и 26 могут быть также объединены в одно устройство и/или их последовательность может быть изменена на обратную. Окончательно трубку скатывают в рулон с использованием накатного устройства 27. Отдельные сумки могут быть отделены одна от другой до скатывания в рулон, и скатаны таким образом, чтобы отдельные сумки были уложены внахлест. Рулон сумок может иметь или может не иметь отдельный патрон, например, картонную трубку, в зависимости от конкретных требований потребителя.
В предпочтительной последовательности операций перфорирование более благоприятно производить после завершения складывания сумки, т.е. после второго средства складывания 24 по ходу движения пластиковой трубки, что позволяет протягивать трубку через складывающие устройства и другие аппараты далее за перфорирующим устройством с большей скоростью, чем это могло бы быть возможно в других случаях.
Эталонный сигнал (A), характеризующий линейную скорость, может быть послан датчиком скорости в контроллер 28, который согласует скорости действий сварочного, режущего и складывающих устройств 22, 23 и 24 в единой производственной линии, представленной на фиг. 6, или в каждой из параллельных производственных линий, представленных на фиг. 7.
Сварочное и режущее устройства 22 и 23 согласуют посредством использования координирующего эталонного сигнала (B), генерируемого первым устройством, расположенным после первого складывающего устройства 21.
Чувствительный элемент, определяющий наличие отверстия, образующегося в результате удаления сегмента сумки, выполняемого режущим устройством 23, запускает в работу сварочное и перфорационное устройства 25, 26. Предпочтительно, использовать оптический чувствительный элемент для определения наличия отверстия, но может быть применен и любой другой подходящий датчик.
Управление накатным устройством 27 осуществляют с помощью датчика, определяющего наличие перфорации, выполненной перфорирующим устройством 26.
По выбору, количество сумок, скатанных в рулоны накатным устройством 27, может быть сосчитано с использованием согласующего эталонного сигнала (B), или используя эталонный сигнал (C) непосредственно от устройств 25 или 26. В предпочтительном варианте исполнения управление скоростями сварочного, перфорирующего и накатного устройств 25, 26 и 27 отделено от действия эталонного сигнала скорости (A), но устройствами 25, 26 и 27 можно, в альтернативном варианте, управлять, используя сигнал (A).
На фиг. 8 - 10 схематически представлено второе складывающее устройство, которое содержит первую и вторую зажимные пары роликов 30, 31 и первый дуговой складывающий клин или укос 33 между ними, и второй дуговой складывающий клин или укос 34, расположенный между второй зажимной парой роликов 31 и третьей зажимной парой роликов 32. Клинья имеют боковые грани, вокруг которых трубу перегибают. Трубка 1 проходит под натяжением между двумя зажимными парами роликов 30 и 31, которые направляют трубку вокруг первого клина 33 так, что одну наружную боковую часть 4 сплющенной трубки укладывают с помощью клина 33 на среднюю часть 3 трубки. Затем трубку пропускают под натяжением относительно клина 34 между второй и третьей зажимными парами роликов 31 и 32, с помощью которых укладывают вторую боковую часть 4 на противоположную сторону средней части, образуя таким образом "сэндвич", в котором средняя часть находится между двумя наружными частями.
Натяжение трубки, проходящей относительно складывающих клиньев 33, 34 контролируют путем регулирования скорости зажимных пар роликов 30-32, и регулированием ориентации зажимных пар роликов может быть поддержано одинаковое натяжение по ширине трубки во время ее прохождения относительно клиньев 33, 34. Поддержание одинакового натяжения по ширине трубки позволяет получать удовлетворительное качество складывания, так что каждую из двух боковых частей 4 успешно укладывают на среднюю часть 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СУМКА С РУЧКАМИ | 1995 |
|
RU2137412C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОЙ СУМКИ | 2011 |
|
RU2462363C1 |
| ОТКРЫВАЮЩЕЕ СРЕДСТВО ДЛЯ КОНТЕЙНЕРА СО ЩИПЦОВЫМ ВЕРХОМ | 1996 |
|
RU2169108C2 |
| СУМКА С РУЧКАМИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2428902C2 |
| Складная сумка | 1989 |
|
SU1701258A1 |
| УПАКОВОЧНЫЙ ПАКЕТ ИЗ ПЛЕНКИ | 2007 |
|
RU2422342C1 |
| УСОВЕРШЕНСТВОВАННЫЙ ПЛАСТИКОВЫЙ СЕТЧАТЫЙ ПАКЕТ | 2008 |
|
RU2489333C2 |
| СПОСОБ ОБРАЗОВАНИЯ РЯДА СПИРАЛЬНЫХ ПРУЖИН | 1996 |
|
RU2144490C1 |
| ПОЛОТНО ПАКЕТОВ И СПОСОБ УПАКОВКИ ПРОДУКТА В ПЛЕНОЧНЫЕ ПАКЕТЫ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ ТАКОГО ПОЛОТНА ПАКЕТОВ | 2015 |
|
RU2675447C2 |
| СТОЯЧИЙ ПАКЕТ ИЗ ТЕРМОСВАРИВАЕМОЙ СИНТЕТИЧЕСКОЙ ПЛЕНКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2533351C2 |

Способ изготовления сумки из сплющенной трубки включает первое складывание продольных краев 4 трубки 1 с образованием внутренних складок 2 и последующее складывание сплющенной трубки с внутренними складками с целью уменьшения ширины трубки, при котором части, образующие внутренние складки, последовательно отгибают относительно соответствующих продольных линий перегиба 5 таким образом, чтобы расположить их с противоположных сторон от средней части 3 трубки между частями, образующими внутренние складки. На сложенной трубке с внутренними складками образуют поперечный сварной шов для создания дна сумки. Между операциями складывания осуществляют формирование ручек путем удаления средней части сложенной трубки с внутренними складками и путем образования поперечного сварного шва на трубке в положении, соответствующем концам ручек. Изобретение позволяет повысить качество складывания за счет поддержания одинакового натяжения по ширине трубки. 4 с. и 4 з.п. ф-лы, 10 ил.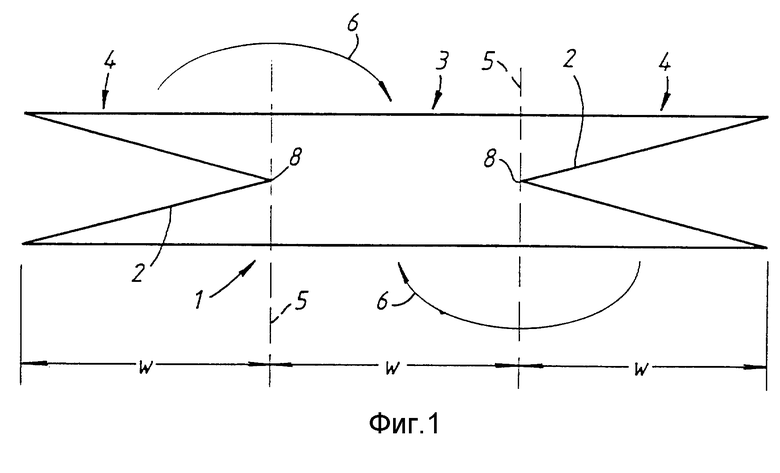
Приоритет по пунктам:
01.05.95 по пп.1 - 3, 6 - 8, 9, 10 - 12, 15 - 17, 18;
08.03.96 по пп.4, 5, 13, 14.
| СРЕДСТВО ДЛЯ ЛОКАЛЬНОЙ ИНЪЕКЦИОННОЙ ХИМИОАНЕСТЕЗИИ | 2004 |
|
RU2274446C2 |
| US 4995860 A, 26.02.91 | |||
| Устройство для изготовления мешочков из термопластичной пленки | 1975 |
|
SU579161A1 |

