Область техники, к которой относится изобретение
Изобретение относится к установке для изготовления пластиковых сумок.
Уровень техники
Установка для изготовления пластиковых сумок уже была ранее разработана и предложена, при этом каждая из пластиковых сумок включает в себя участки основной части сумки, участки боковых складок и участок донной складки, как раскрыто в патенте США US Patent No.7,331,917. Каждый из участков боковой складки имеет противоположные конечные участки, на одном из которых сформирован участок дополнительной складки. Участок донной складки объединяется с участком дополнительной складки. Такая пластиковая сумка называется сумкой с прямоугольным дном.
В этой установке полотна материала основной части сумки накладываются один на другой и периодически подаются в продольном направлении. Участки основной части формируются полотнами материала для основной части сумки. Лист материала боковой складки сгибается пополам, складывается в два слоя, а затем подается к полотнам материала основной части сумки и вставляется между ними таким образом, чтобы он проходил по их ширине всякий раз, когда периодически осуществляется подача полотен материала основной части сумки. Лист материала боковой складки имеет противоположные конечные участки. Участок боковой складки формируется листом материала боковой складки.
Кроме того, одно из полотен материала основной части сумки временно прикрепляется к одному из слоев материала боковой складки, в то время как другое полотно материала основной части сумки временно прикрепляется к другому слою материала боковой складки на одном из конечных участков материала боковой складки после того, как прикладывается лист материала боковой складки. Кроме того, установка включает в себя направляющие средства для материала основной части сумки, с помощью которых направляются полотна материала основной части сумки, чтобы они складывались соответствующим образом, когда производится их подача. Одно из полотен материала основной части сумки складывается вдоль продольной линии сгиба, когда производится его подача, чтобы сделать полотна материала основной части сумки открытыми и создать открытую поверхность, сформированную на полотнах материала основной части сумки. Один из слоев материала боковой складки вытягивается одним из полотен материала основной части сумки таким образом, чтобы он складывался вдоль продольной линии сгиба, чтобы сделать слои материала боковой складки открытыми, наряду с участком дополнительной складки, и создать открытую поверхность, сформированную на слоях участка дополнительной складки. Другое полотно материала основной части сумки складывается вдоль продольной линии сгиба, когда осуществляется его подача, чтобы создать сложенный участок, сформированный в другом полотне материала основной части сумки, и накладывается на открытые поверхности материала основной части сумки и участка дополнительной складки. Сложенный участок используется как полотно материала донной складки, с помощью которого формируется участок донной складки.
Кроме того, полотно материала донной складки, или сложенный участок, отворачивается назад вдоль продольной, отвернутой назад линии и складывается пополам, когда производится его подача. В то же самое время одно из полотен материала основной части сумки раскладывается таким образом, чтобы полотно материала донной складки могло быть вставлено между полотнами материала основной части сумки. Полотно материала донной складки и участок дополнительной складки затем подвергаются процессу тепловой сварки и привариваются друг к другу, в то время как полотна материала основной части сумки и лист материала боковой складки привариваются один к другому по ширине полотен материала основной части сумки всякий раз, когда периодически осуществляется подача полотен материала основной части сумки. Полотно материала донной складки и, по меньшей мере, одно из полотен материала основной части сумки привариваются одно к другому с помощью тепловой сварки в продольном направлении к полотнам материала основной части сумки всякий раз, когда периодически осуществляется подача полотен материала основной части сумки.
Однако установка должна не только складывать одно из полотен материала основной части сумки, делать открытые поверхности сформированными и совмещать полотно материала донной складки, но также и отгибать назад полотно материала донной складки и делать одно из полотен материала основной части сумки развернутым таким образом, что полотно материала донной складки может быть вставлено между полотнами материала основной части сумки. Соответственно, направляющие средства материала основной части сумки должны быть сложными по своей структуре. Поэтому желательно последовательно изготавливать сумки с прямоугольным дном таким способом, который отличается от способа описанной выше установки.
Раскрытие изобретения
Поэтому задачей изобретения является обеспечение установки для последовательного изготовления пластиковых сумок, каждая из которых включает в себя участки основной части, участки боковых складок и участок донной складки, таким способом, который отличается от способа существующего уровня техники.
Другой задачей изобретения является обеспечение установки, которая должна только делать одно из полотен материала основной части сумки сложенным, делать открытые поверхности сформированными и накладывать полотно материала донной складки, но также и не отгибать назад полотно материала донной складки и не делать одно из полотен материала основной части сумки развернутым.
Согласно изобретению установка компонуется таким образом, чтобы последовательно изготавливать пластиковые сумки, каждая из которых включает в себя участки основной части, участки боковых складок и участок донной складки. Каждый из участков боковых складок имеет противоположные конечные участки, на одном из которых формируется участок дополнительной складки. Участок донной складки объединяется с участком дополнительной складки.
Установка включает в себя средства подачи материала основной части сумки, с помощью которых полотна материала основной части сумки накладываются одно на другое, и периодически осуществляется их подача в продольном направлении. Участки основной части сумки формируются с помощью полотен материала основной части сумки. Установка дополнительно включает в себя средства подачи материала боковой складки, с помощью которых лист материала боковой складки сгибается пополам, складывается в два слоя, а затем подается и вставляется между полотнами материала основной части сумки таким образом, чтобы он проходил по их ширине всякий раз, когда периодически осуществляется подача полотен материала основной части сумки. Лист материала боковой складки имеет противоположные конечные участки. Участок боковой складки формируется с помощью листа материала боковой складки. Установка дополнительно включает в себя средства временного фиксирования, с помощью которых одно из полотен материала основной части сумки временно прикрепляется к одному из слоев материала боковой складки, в то время как другое полотно материала основной части сумки временно прикрепляется к другому слою материала боковой складки на одном из конечных участков материала боковой складки, после того как вставляется лист материала боковой складки. Установка дополнительно включает в себя направляющие средства для материала основной части сумки, с помощью которых одно из полотен материала основной части сумки направляется таким образом, чтобы оно было сложено вдоль продольной линии сгиба на одном из конечных участков материала боковой складки, когда осуществляется его подача, чтобы сделать полотна материала основной части сумки открытыми, а также создать открытую поверхность, сформированную на полотнах материала основной части сумки. Один из слоев материала боковой складки вытягивается с помощью одного из полотен материала основной части сумки таким образом, чтобы оно было сложено вдоль продольной линии сгиба, чтобы сделать слои материала боковой складки открытыми, наряду с участком дополнительной складки, и создать открытую поверхность, сформированную на слоях участка дополнительной складки. Установка дополнительно включает в себя средства для формирования участка донной складки, с помощью которых полотно материала донной складки накладывается на открытые поверхности материала основной части сумки и участка дополнительной складки таким образом, чтобы проходить в продольном направлении полотен материала основной части сумки. Участок донной складки формируется с помощью полотна материала донной складки. Установка дополнительно включает в себя средства поперечного сваривания, с помощью которых полотно материала донной складки и участок дополнительной складки привариваются одно к другому с помощью тепловой сварки, в то время как полотна материала основной части сумки и лист материала боковой складки привариваются одно к другому с помощью тепловой сварки по ширине полотен материала основной части сумки каждый раз, когда периодически осуществляется подача полотен материала основной части сумки, при этом открытые поверхности сохраняются сформированными. Установка дополнительно включает в себя средства продольного сваривания, с помощью которых полотно материала донной складки и, по меньшей мере, одно из полотен материала основной части сумки привариваются одно к другому с помощью тепловой сварки в продольном направлении полотен материала основной части сумки каждый раз, когда периодически осуществляется подача полотен материала основной части сумки, при этом открытые поверхности сохраняются сформированными.
В предпочтительном варианте осуществления изобретения установка дополнительно включает в себя резак, с помощью которого полотно материала донной складки, полотна материала основной части сумки и лист материала боковой складки обрезаются по ширине полотен материала основной части сумки каждый раз, когда периодически осуществляется подача полотен материала основной части сумки, при этом открытые поверхности сохраняются сформированными.
Лист материала боковой складки сгибается под углом 45° на одном из его конечных участков, чтобы создать участок дополнительной складки, сформированный перед тем, как лист материала боковой складки подается к полотнам материала основной части сумки.
Лист материала боковой складки может быть сложен под углом 45° на одном из его конечных участков, чтобы создать участок дополнительной складки, который формируется, когда один из слоев материала боковой складки сгибается вдоль продольной линии сгиба, чтобы сделать слои материала боковой складки открытыми.
Одно из полотен материала основной части сумки имеет противоположные боковые края. Другое полотно материала основной части сумки имеет противоположные боковые края, одно из которых выступает за пределы соответствующего бокового края одного из полотен материала основной части сумки на расстоянии по ширине полотен материала основной части сумки, когда полотна материала основной части сумки накладываются одно на другое. Средства формирования участка донной складки содержат дополнительные направляющие средства, с помощью которых другое полотно материала основной части сумки направляется таким образом, чтобы сгибаться вдоль продольной линии сгиба, когда его подача осуществляется таким образом, чтобы сделать сложенный участок, сформированный в другом полотне материала основной части сумки и наложенный на открытые поверхности материала основной части сумки и участка дополнительной складки. Полотно материала донной складки содержит сложенный участок.
Средства сваривания продольного направления содержат продольный брусок для сваривания и пластину. Одно из полотен материала основной части сумки складывается вдоль продольной линии сгиба таким образом, чтобы оно было сложено в два слоя. Пластина вставляется между слоями материала основной части сумки. Полотно материала донной складки и одно из полотен материала основной части сумки вставляются между продольным бруском для сваривания и пластиной, чтобы они приваривались одно к другому с помощью тепловой сварки.
Краткое описание чертежей
Фиг.1 является видом сверху предпочтительного варианта осуществления изобретения.
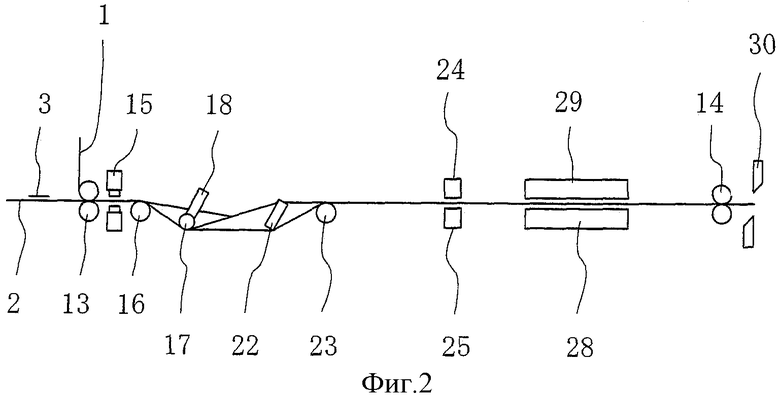
Фиг.2 является боковым видом установки, показанной на фиг.1.
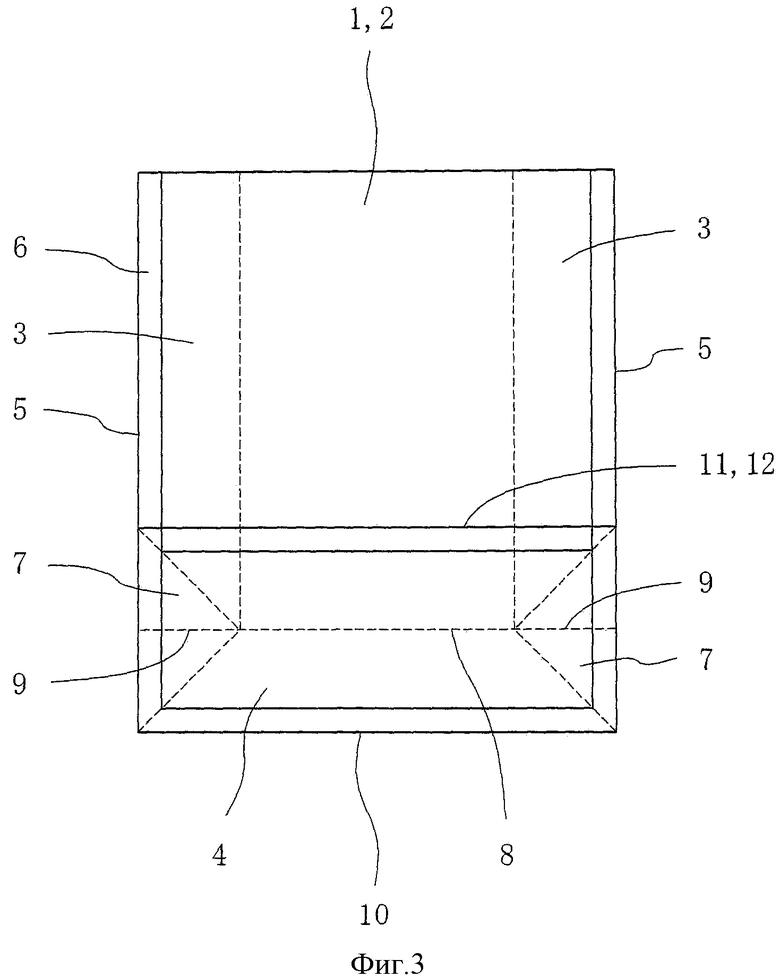
Фиг.3 является пояснительным видом пластиковой сумки, полученной с помощью установки, показанной на фиг.1.
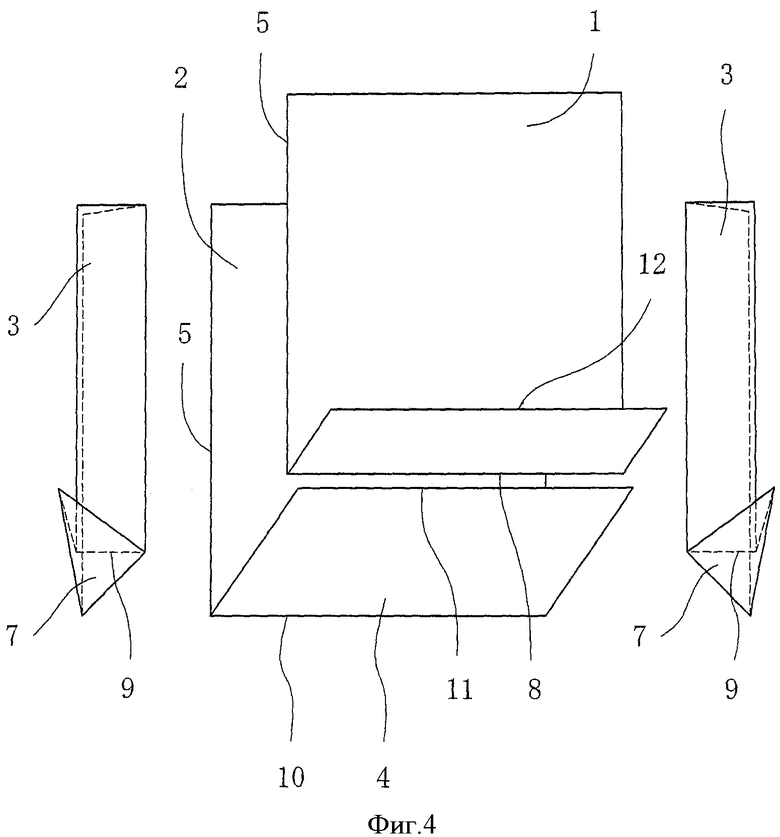
Фиг.4 является видом пластиковой сумки, показанной на фиг.3, в разобранном состоянии.
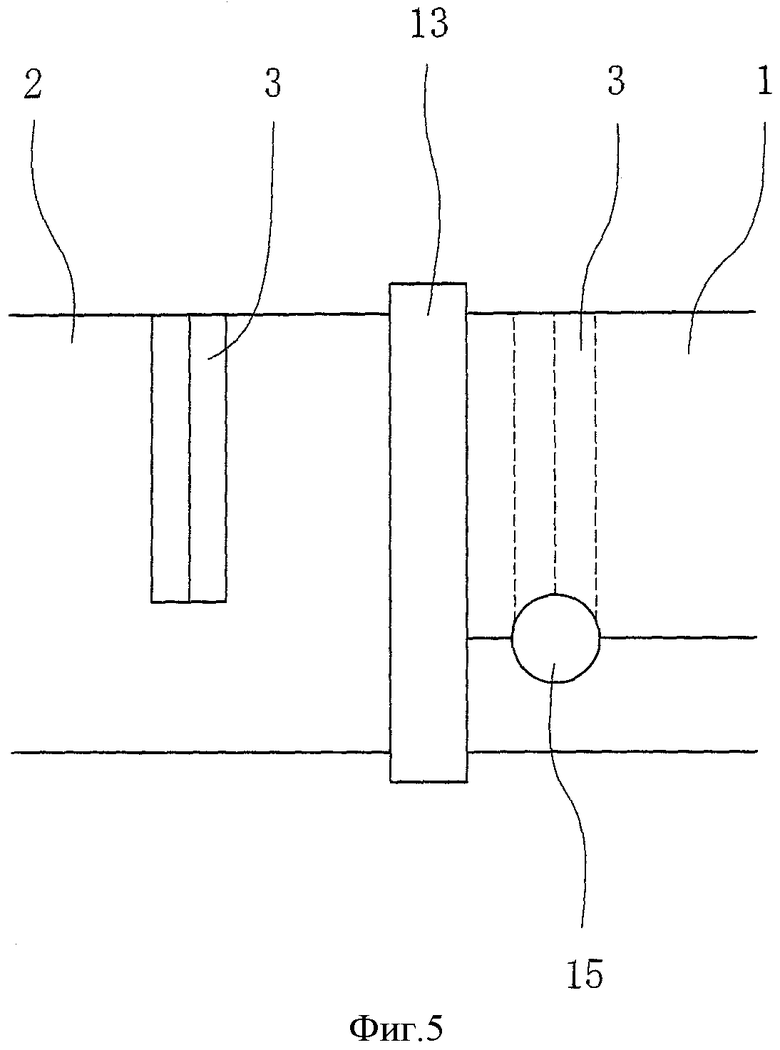
Фиг.5 является увеличенным видом другого варианта осуществления изобретения.
Осуществление изобретения
Вариантами осуществления изобретения являются следующие варианты.
Фиг.1 иллюстрирует установку для последовательного изготовления пластиковых сумок, согласно изобретению. Каждая из пластиковых сумок включает в себя участки 1 и 2 основной части сумки, участки 3 боковой складки и участок 4 донной складки, как показано на фиг.3, а также аналогично пластиковой сумке, раскрытой в патенте США №7,331,917. Участки 1 и 2 основной части сумки накладываются один на другой, чтобы получить противоположные боковые края 5, вдоль которых проходят участки 3 боковой складки, как показано на фиг.4. Участки 3 боковой складки сгибаются пополам, складываются в два слоя и вставляются между участками 1 и 2 основной части сумки. Участки 1 и 2 основной части сумки и участки 3 боковой складки привариваются друг к другу с помощью тепловой сварки вдоль боковых краев 5 участков 1 и 2 основной части сумки таким образом, что линии 6 тепловой сварки могут быть сформированы вдоль боковых краев 5. Кроме того, каждый из участков 3 боковой складки имеет противоположные конечные участки, на одном из которых формируется участок 7 дополнительной складки. Участок 3 боковой складки складывается под углом 45° на одном из его конечных участков таким образом, чтобы получить сформированный участок 7 дополнительной складки, так же как и в случае пластиковой сумки патента США.
Кроме того, один из участков 1 основной части сумки сгибается вдоль линии 8 сгиба по ширине, чтобы сделать участки 1 и 2 основной части сумки открытыми и создать открытую поверхность, сформированную на участках 1 и 2 основной части сумки. Один из слоев участка 3 боковой складки сгибается вдоль линии 9 сгиба по ширине, чтобы сделать слои участка 3 боковой складки открытыми, наряду с участком 7 дополнительной складки, и создать открытую поверхность, сформированную на слоях участка 7 дополнительной складки. Участок 4 донной складки накладывается на открытые поверхности участков 1 и 2 основной части сумки и участка 7 дополнительной складки. В этой связи должно быть понятно, что участок 4 донной складки не складывается пополам и вставляется между участками 1 и 2 основной части сумки, в отличие от пластиковой сумки патента США, в которой участок 4 донной складки складывается пополам и вставляется между участками 1 и 2 основной части сумки. Поэтому участок 4 донной складки объединяется с участком 7 дополнительной складки таким способом, который отличается от способа для пластиковой сумки патента США.
Кроме того, другой участок 2 основной части сумки сгибается вдоль линии 10 сгиба по ширине, чтобы сделать участок 4 донной складки сформированным в другом участке 2 основной части сумки, как и в случае пластиковой сумки патента США. Участок 4 донной складки содержит сложенный участок и включает в себя свободный боковой край 11. Один из участков 1 основной части сумки включает в себя край 12 донной части, с которым совпадает свободный боковой край 11. Участок 4 донной складки и участок 7 дополнительной складки привариваются один к другому с помощью тепловой сварки вдоль боковых краев 5 участков 1 и 2 основной части сумки таким образом, что линия 6 тепловой сварки может быть сформирована вдоль боковых краев 5. Участок 4 донной складки и один из участков 1 основной части сумки привариваются один к другому с помощью тепловой сварки вдоль свободного бокового края 11 и края 12 донной части таким образом, что линия 6 тепловой сварки может быть сформирована вдоль свободного бокового края 11 и края 12 донной части.
Участок 4 донной складки и другой участок 2 основной части сумки могут быть приварены один к другому с помощью тепловой сварки вдоль линии 10 сгиба участка 2 основной части сумки таким образом, что линия 6 тепловой сварки может быть сформирована вдоль линии 10 сгиба.
Поэтому пластиковая сумка может быть увеличена с помощью участков 3 боковой складки, чтобы получить увеличенную емкость, как и в случае пластиковой сумки патента США. Плоская донная поверхность формируется участком 4 донной складки, чтобы позволить пластиковой сумке устойчиво стоять.
Для последовательного изготовления пластиковых сумок, показанных на фиг.3, установка включает в себя средства подачи материала основной части сумки, с помощью которых полотна материала 1 и 2 основной части сумки накладываются одно на другое и периодически подаются в продольном по отношению к полотну направлении. Полотна материала 1 и 2 основной части сумки содержат верхнее и нижнее полотна материала основной части сумки, содержащего пластиковые пленки, с помощью которых формируются участки 1 и 2 основной части сумки, показанные на фиг.3. В варианте осуществления изобретения средства подачи материала основной части сумки содержат подающие ролики 13 и 14, как показано на фиг.2. Верхнее полотно материала 1 основной части сумки подается с направлении вниз и направляется к подающим роликам 13. Нижнее полотно материала 2 основной части сумки подается горизонтально и направляется к подающим роликам 13 таким образом, чтобы полотна материала 1 и 2 основной части сумки могли накладываться одно на другое. Затем полотна материала 1 и 2 основной части сумки направляются к подающим роликам 14. Подающие ролики 13 и 14 вращаются с помощью приводного двигателя таким образом, что полотна материала 1 и 2 основной части сумки могут периодически подаваться в продольном направлении полотна.
Установка дополнительно включает в себя средства подачи материала боковой складки, с помощью которых лист материала 3 боковой складки сгибается пополам, складывается в два слоя, а затем подается и вставляется между полотнами материала 1 и 2 основной части сумки таким образом, чтобы проходить по его ширине всякий раз, когда периодически осуществляется подача полотен материала 1 и 2 основной части сумки. Лист материала 3 боковой складки имеет противоположные конечные участки и содержит пластиковую пленку, с помощью которой формируется участок 3 боковой складки, показанный на фиг.3. В варианте осуществления изобретения лист материала 3 боковой складки имеет двойную ширину, при этом лист складывается из двух половинок на противоположных сторонах его продольной осевой линии, чтобы сложиться в два слоя, как и в случае установки патента США. Кроме того, лист материала 3 боковой складки складывается под углом 45°, сгибается пополам, складывается в два слоя, и вставляется между слоями материала 3 боковой складки на одном из его конечных участков, чтобы создать участок 7 дополнительной складки, сформированный на конечном участке. Лист материала 3 боковой складки затем подается и накладывается на нижнее полотно материала 2 основной части сумки таким образом, чтобы он был вытянут по его ширине всякий раз, когда периодически осуществляется подача полотен материала 1 и 2 основной части сумки. Поэтому лист материала 3 боковой складки вставляется между полотнами материала 1 и 2 основной части сумки, когда полотна материала 1 и 2 основной части сумки накладываются одно на другое. Средства подачи материала боковой складки имеют такую же структуру, как и в патенте США. Поэтому никаких ссылок по приведенной здесь структуре не дается.
Кроме того, одно из полотен материала 1 основной части сумки имеет противоположные боковые края. Другое полотно материала 2 основной части сумки имеет противоположные боковые края, из которых один край 11 выступает за пределы соответствующего бокового края 12 одного из полотен материала 1 основной части сумки на расстояние L по ширине полотен материала 1 и 2 основной части сумки, когда полотна материала 1 и 2 основной части сумки накладываются одно на другое. В варианте осуществления изобретения верхнее полотно материала 1 основной части сумки имеет меньшую ширину W1, а нижнее полотно материала 2 основной части сумки имеет большую ширину W2, как и в случае установки патента США. Соответственно, нижнее полотно материала 2 основной части сумки имеет один из боковых краев 11, который выступает за пределы соответствующего бокового края 12 верхнего полотна материала 1 основной части сумки на расстояние L. Расстояние L задается разницей (W2-W1) и равно этой разнице между шириной W1 и W2 полотен материала 1 и 2 основной части сумки. Лист материала 3 боковой складки проходит по ширине полотен материала 1 и 2 основной части сумки и имеет длину, соответствующую ширине W1 верхнего полотна материала 1 основной части сумки. Кроме того, лист материала 3 боковой складки располагается в положении, соответствующем положению верхнего полотна материала 1 основной части сумки.
Установка дополнительно включает в себя средства временного фиксирования, с помощью которых одно из полотен материала 1 основной части сумки временно прикрепляется к одному из слоев материала 3 боковой складки, в то время как другое полотно материала 2 основной части сумки временно прикрепляется к другому слою материала 3 боковой складки на одном из конечных участков материала 3 боковой складки после того, как вставляется лист материала 3 боковой складки. В варианте осуществления изобретения средства временного фиксирования содержат средства 15 для точечного приваривания, с помощью которых верхнее полотно материала 1 основной части сумки приваривается с помощью тепловой сварки или сварки ультразвуком к верхнему слою материала 3 боковой складки, чтобы оно было временно прикреплено к нему, в то время как нижнее полотно материала 2 основной части сумки приваривается с помощью тепловой сварки или сварки ультразвуком к нижнему слою материала 3 боковой складки, чтобы оно было временно прикреплено к нему на одном из конечных участков материала 3 боковой складки всякий раз, когда периодически осуществляется подача полотен материала 1 и 2 основной части сумки, так же как и в случае установки по патенту США.
Установка дополнительно включает в себя направляющие средства материала основной части сумки, с помощью которых одно из полотен материала 1 основной части сумки направляется таким образом, чтобы сгибаться вдоль продольной линии 8 сгиба на одном из конечных участков материала 3 боковой складки, когда подача осуществляется таким образом, чтобы сделать полотна материала 1 и 2 основной части сумки открытыми, и создать открытую поверхность, сформированную на полотнах материала 1 и 2 основной части сумки. В варианте осуществления изобретения направляющие средства материала основной части сумки содержат направляющие ролики 16, 17, 18 и 19, а также пластину 20, при этом полотна материала 1 и 2 основной части сумки проходят через направляющий ролик 16. Одно из полотен материала 1 основной части сумки затем направляется к пластине 20 и опускается с помощью этой пластины. Другое полотно материала 2 основной части сумки направляется к направляющему ролику 17 и опускается с помощью этого ролика. Пластина 20 включает в себя наклонный край 21, с которым взаимодействует одно из полотен материала 1 основной части. Кроме того, одно из полотен материала 1 основной части направляется к направляющему ролику 18, при этом оно направляется наклонным краем 21 и направляющим роликом 18 таким образом, чтобы отгибаться вверх и вертикально на одном из конечных участков материала 3 боковой складки. Одно из полотен материала 1 основной части затем направляется к направляющему ролику 19 и направляется этим роликом таким образом, чтобы оно было полностью сложенным и чтобы сделать открытыми полотна материала 1 и 2 основной части сумки, а также создать открытую поверхность, сформированную на полотнах материала 1 и 2 основной части сумки, так же как и в случае установки по патенту США.
Кроме того, одно из полотен материала 1 основной части сумки сгибается вдоль продольной линии 8 сгиба на ширину, которая является половиной от расстояния L. Участок 7 дополнительной складки имеет длину, соответствующую ширине, на которую складывается одно из полотен материала 1 основной части сумки. Кроме того, один из слоев материала 3 боковой складки вытягивается одним из полотен материала 1 основной части сумки таким образом, чтобы он был согнут в направлении вверх и вертикально, в то время как другой слой материала боковой складки удерживается другим полотном материала 2 основной части сумки, когда одно из полотен материала 1 основной части сумки сгибается в направлении вверх и вертикально, поскольку он временно зафиксирован. Поэтому один из слоев материала 3 боковой складки сгибается вдоль продольной линии 8 сгиба, чтобы сделать слои материала 3 боковой складки открытыми наряду с участком 7 дополнительной складки и создать открытую поверхность, сформированную на слоях участка 7 дополнительной складки, так же как и в случае установки по патенту США.
Установка дополнительно включает в себя средства формирования участка донной складки, с помощью которых полотно материала 4 донной складки накладывается на открытые поверхности материала 1 и 2 основной части сумки и участка 7 дополнительной складки таким образом, чтобы проходить в продольном направлении к полотнам материала 1 и 2 основной части сумки. В варианте осуществления изобретения другое полотно материала 2 основной части сумки имеет один из боковых краев 11, который выступает за пределы соответствующего бокового края 12 одного из полотен материала 1 основной части сумки на расстояние L, как описывалось ранее. Средства формирования участка донной складки содержат дополнительные направляющие средства, с помощью которых другое полотно материала 2 основной части сумки направляется таким образом, чтобы оно сгибалось вдоль продольной линии 10 сгиба, когда оно подается, чтобы сделать сложенный участок 4, сформированный на другом полотне материала 2 основной части сумки, и наложенный на открытые поверхности материала 1 и 2 основной части сумки и участка 7 дополнительной складки. Следует понимать, что в этом случае полотно материала 4 донной складки содержит сложенный участок, с помощью которого формируется участок 4 донной складки, показанный на фиг.3. Другое полотно материала 2 основной части сумки сгибается вдоль продольной линии 10 сгиба на ширину, соответствующую длине L, таким образом, что полотно материала 4 донной складки может быть наложено на открытые поверхности материала 1 и 2 основной части сумки и участка 7 дополнительной складки, чтобы проходить в продольном направлении полотен материала 1 и 2 основной части сумки. Полотно материала 4 донной складки включает в себя свободный боковой край 11, совпадающий с соответствующим боковым краем 12 одного из полотен материала 1 основной части сумки. Кроме того, в варианте осуществления изобретения дополнительные направляющие средства содержат направляющие ролики 17, 19, 22 и 23. Другое полотно материала 2 основной части сумки направляется к направляющим роликам 19 и 22, которые направляют полотно таким образом, что оно отгибается вертикально вверх после того, как оно было направлено к направляющему ролику 17 и опустилось с помощью этого ролика. Полотна материала 1 и 2 основной части сумки затем направляются к направляющему ролику 23, при этом они поднимаются и направляются с помощью этого ролика таким образом, чтобы сделать другое полотно материала 2 основной части сумки полностью сложенным и закончить формирование сложенного участка 4.
Установка дополнительно включает в себя средства 24 и 25 для поперечного сваривания, с помощью которых полотно материала 4 донной складки и участка 7 дополнительной складки привариваются одно к другому с помощью теплового сваривания, в то время как полотна материала 1 и 2 основной части сумки и лист материала 3 боковой складки привариваются одно к другому с помощью теплового сваривания по ширине полотен материала 1 и 2 основной части сумки после того, как накладывается полотно материала 4 донной складки каждый раз, когда периодически осуществляется подача полотен материала 1 и 2 основной части сумки, при этом остаются сформированными открытые поверхности. Например, средства для поперечного сваривания содержат пару брусков 24 и 25 для поперечного сваривания, к которым полотно материала 4 донной складки, участка 7 дополнительной складки, полотен материала 1 и 2 основной части сумки и листа материала 3 боковой складки направляются с полотном материала 4 донной складки, который не отогнут назад, а также когда одно из полотен материала 1 основной части сумки не является развернутым, в отличие от установки по патенту США, в которой полотно материала 4 донной складки отогнуто назад и одно из полотен материала 1 основной части сумки является развернутым. Поэтому полотно материала 4 донной складки, участка 7 дополнительной складки, полотна материала 1 и 2 основной части сумки и лист материала 3 боковой складки вставляются между брусками 24 и 25 для поперечного сваривания, чтобы приваривать их друг к другу с помощью теплового сваривания, при этом остаются сформированными открытые поверхности, создавая сформированные линии 6 теплового сваривания, как показано на фиг.3.
Установка дополнительно включает в себя средства 26, 27 и 28 для продольного сваривания, с помощью которых полотно материала 4 донной складки и, по меньшей мере, одно из полотен материала 1 основной части сумки привариваются одно к другому с помощью теплового сваривания в продольном направлении полотен материала 1 и 2 основной части сумки каждый раз, когда периодически осуществляется подача полотен материала 1 и 2 основной части сумки, при этом остаются сформированными открытые поверхности. Например, средства для продольного сваривания содержат брусок 26 для продольного сваривания, пластину 27, приемник 28 и брусок 29 для продольного сваривания, к которым направляются полотно материала 4 донной складки и полотна материала 1 и 2 основной части сумки. Одно из полотен материала 1 основной части сумки было согнуто вдоль продольной линии 8 сгиба таким образом, что оно сложено в два слоя. Пластина 27 вставляется между слоями материала 1 основной части сумки. Полотно материала 4 донной складки и полотна материала 1 и 2 основной части сумки вставляются между бруском 26 для продольного сваривания, пластиной 27 и приемником 28 на свободном боковом краю 11 и соответствующем боковом краю 12 материала 4 донной складки и полотна материала 1 основной части сумки. Поэтому полотно материала 4 донной складки и одно из полотен материала 1 основной части сумки вставляются между бруском 26 для продольного сваривания и пластиной 27, чтобы приварить одно полотно к другому с помощью теплового сваривания. В это же самое время полотно материала 4 донной складки и другое полотно материала 2 основной части сумки могут быть вставлены между бруском 29 для продольного сваривания и приемником 28 по линии 10 сгиба материала 2 основной части сумки, чтобы приварить одно полотно к другому с помощью теплового сваривания. Следует понимать, что полотно материала 4 донной складки и одно из полотен материала 1 основной части сумки привариваются одно к другому с помощью теплового сваривания вдоль свободного бокового края 11 и соответствующего бокового края 12 материала 4 донной складки и полотна материала 1 основной части сумки, в то время как полотно материала 4 донной складки и другое полотно материала 2 основной части сумки привариваются одно к другому с помощью теплового сваривания вдоль линии 10 сгиба материала 2 основной части сумки, образуя линии 6 теплового сваривания, как показано на фиг.3.
Между тем, каждое из полотен материала 1 и 2 основной части сумки и лист материала 3 боковой складки содержат ламинированную пленку, составленную из герметизирующего состава, ламинирующего материал основы. Полотна материала 1 и 2 основной части сумки имеют внутренние поверхности, образованные герметизирующим составом, таким как полиэтилен или полипропилен, и внешние поверхности, образованные материалом основы, таким как нейлон, когда они накладываются одно на другое. Лист материала 3 боковой складки имеет внешние поверхности, образованные герметизирующим составом, таким как полиэтилен или полипропилен, и внутренние поверхности, образованные материалом основы, таким как нейлон, когда он складывается пополам. Поэтому установка может выполнить сваривание полотна материала 4 донной складки и участка 7 дополнительной складки с помощью теплового сваривания, а также выполнить сваривание полотен материала 1 и 2 основной части сумки и листа материала 3 боковой складки с помощью теплового сваривания, используя бруски 24 и 25 для поперечного сваривания. Установка может дополнительно выполнить сваривание полотна материала 4 донной складки и одного из полотен материала 1 основной части сумки с помощью теплового сваривания, используя брусок 26 для продольного сваривания, а также выполнить сваривание полотна материала 4 донной складки и другого полотна материала 2 основной части сумки с помощью теплового сваривания, используя брусок 29 для продольного сваривания.
Установка дополнительно включает в себя резак 30, с помощью которого полотно материала 4 донной складки, полотна материала 1 и 2 основной части сумки и лист материала 3 боковой складки разрезаются по ширине полотен материала 1 и 2 основной части сумки каждый раз, когда периодически осуществляется подача полотен материала 1 и 2 основной части сумки, при этом остаются сформированными открытые поверхности. В варианте осуществления изобретения полотно материала 4 донной складки, полотна материала 1 и 2 основной части сумки и лист материала 3 боковой складки проходят через подающий ролик 14, чтобы направляться к резаку 30 после теплового сваривания. Полотно материала 4 донной складки, полотна материала 1 и 2 основной части сумки и лист материала 3 боковой складки разрезаются вдоль продольной осевой линии листа материала 3 боковой складки, формируя боковые края 5, показанные на фиг.3.
Поэтому установка может последовательно изготавливать пластиковые сумки, показанные на фиг.3. Пластиковая сумка включает в себя линии 8 и 10 сгиба, расположенные в ширину и показанные на фиг.4, сформированные продольными линиями 8 и 10 сгиба материала 1 и 2 основной части сумки и свободным боковым краем 11 и краем 12 донной части, показанными на фиг.4, сформированными свободным боковым краем 11 и соответствующим боковым краем 12 материала 4 донной складки, а также материалом 1 основной части сумки.
В установке полотно материала 4 донной складки и участок 7 дополнительной складки свариваются между собой с помощью теплового сваривания, в то время как полотна материала 1 и 2 основной части сумки и лист материала 3 боковой складки свариваются между собой с помощью теплового сваривания по ширине полотен материала 1 и 2 основной части сумки, при этом остаются сформированными открытые поверхности, как описывалось ранее. Полотно материала 4 донной складки и, по меньшей мере, одно из полотен материала 1 основной части сумки свариваются между собой с помощью теплового сваривания в продольном направлении полотен материала 1 и 2 основной части сумки, при этом остаются сформированными открытые поверхности. Полотна материала 4 донной складки, полотна материала 1 и 2 основной части сумки и лист материала 3 боковой складки затем разрезаются по ширине полотен материала 1 и 2 основной части сумки, при этом остаются сформированными открытые поверхности. Соответственно, для того чтобы последовательно изготавливать пластиковые сумки, каждая из которых включает в себя участки 3 материала боковой складки и участок 4 донной складки, установка должна только выполнять сгибание одного из полотен материала 1 основной части сумки, осуществлять формирование открытых поверхностей и выполнять наложение полотна материала 4 донной складки. Установка не должна выполнять отгибание назад полотна материала 4 донной складки, не должна делать одно из полотен материала 1 основной части сумки развернутым, в отличие от установки в соответствии с патентом США. Таким образом, направляющие средства материала основной части сумки могут быть более простыми по своей структуре.
Не всегда является обязательным, что лист материала 3 боковой складки складывается под углом в 45° на одном из его конечных участков, чтобы сделать участок 7 дополнительной складки, сформированный перед тем, как лист материала 3 боковой складки поступает к полотнам материала 1 и 2 основной части сумки, как описано ранее. Лист материала 3 боковой складки может поступать к полотнам материала 1 и 2 основной части сумки и без сформированного участка 7 дополнительной складки, как показано на фиг.5. Затем одно из полотен материала 1 основной части сумки временно прикрепляется к одному из слоев материала 3 боковой складки, в то время как другое полотно материала 2 основной части сумки временно прикрепляется к другому слою материала 3 боковой складки на одном из конечных участков материала 3 боковой складки. Кроме того, одно из полотен материала 1 основной части сумки сгибается вдоль продольной линии 8 сгиба таким образом, что один из слоев материала 3 боковой складки может быть вытянут с помощью одного из полотен материала 1 основной части сумки, для того чтобы он был сложен. Поэтому лист материала 3 боковой складки складывается под углом в 45° на одном из его конечных участков, чтобы сделать участок 7 дополнительной складки, который сформирован, когда один из слоев материала 3 боковой складки сгибается вдоль продольной линии 8 сгиба, чтобы сделать слои материала 3 боковой складки открытыми, так же как раскрыто в патенте США.
Также не всегда является обязательным, что другое полотно материала 2 основной части сумки сгибается вдоль продольной линии 10 сгиба, чтобы сформировать сложенный участок, при этом полотно материала 4 донной складки содержит сложенный участок, как описано ранее. Средства формирования материала донной складки могут содержать средства подачи донной складки, с помощью которых полотно материала донной складки подается к полотнам материала 1 и 2 основной части сумки и накладывается на открытые поверхности материала 1 и 2 основной части сумки и участок 7 дополнительной складки таким образом, чтобы проходить в продольном направлении к полотнам материала 1 и 2 основной части сумки.
В дополнение к участкам боковой складки и участку донной складки пластиковая сумка может дополнительно содержать участок верхней складки, как раскрывается в публикации №4,108,846 патента Японии. Участок донной складки проходит вдоль края донной части участка основной части сумки, в то время как участок верхней складки проходит вдоль верхнего края. В дополнение к участку дополнительной складки, сформированному на одном из конечных участков участка боковой складки, участок дополнительной складки формируется на другом конечном участке. Участок верхней складки объединяется с участком дополнительной складки. В этом случае пластиковая сумка может быть выполнена в форме прямоугольного параллелепипеда, чтобы она имела внешний вид коробки, когда она заполнена содержимым.
Установка может быть скомпонована для последовательного изготовления пластиковых сумок в соответствии с этой публикацией. В этой установке одно из полотен материала 1 основной части сумки временно прикрепляется к одному из слоев материала 3 боковой складки, в то время как другое полотно материала 2 основной части сумки временно прикрепляется к другому слою материала 3 боковой складки не только на одном из конечных участков материала 3 боковой складки, но также и на другом конечном участке. Одно из полотен материала 1 основной части сумки сгибается вдоль продольной линии 8 сгиба на одном из конечных участков материала 3 боковой складки, чтобы сделать полотна материала 1 и 2 основной части сумки открытыми, создать открытую поверхность, сформированную на полотнах материала 1 и 2 основной части сумки, и создать открытую поверхность, сформированную на слоях участка 7 дополнительной складки. Полотно материала 4 донной складки накладывается на открытые поверхности материала 1 и 2 основной части сумки и участка 7 дополнительной складки. Кроме того, одно из полотен материала 1 основной части сумки сгибается вдоль продольной линии сгиба на другом конечном участке материала 3 боковой складки, чтобы сделать полотна материала 1 и 2 основной части сумки открытыми, создать открытую поверхность, сформированную на полотнах материала 1 и 2 основной части сумки, и создать открытую поверхность, сформированную на слоях участка дополнительной складки. Полотно материала верхней складки накладывается на открытые поверхности материала 1 и 2 основной части сумки и участок дополнительной складки. Кроме того, полотна материала донной складки и материала верхней складки, а также участки дополнительной складки свариваются между собой с помощью тепловой сварки, в то время как полотна материала основной части сумки и листа материала боковой складки свариваются между собой с помощью тепловой сварки по ширине полотен материала основной части сумки с открытыми поверхностями, сохраненными в сформированном виде. Полотна материала донной складки и материала верхней складки, а также, по меньшей мере, одно из полотен материала основной части сумки свариваются между собой с помощью тепловой сварки в продольном направлении полотен материала основной части сумки с открытыми поверхностями, сохраненными в сформированном виде. Полотна материала донной складки и материала верхней складки, полотна материала основной части сумки и лист материала боковой складки затем разрезаются по ширине полотна материала основной части сумки с открытыми поверхностями, сохраненными в сформированном виде. Поэтому установка может последовательно изготавливать пластиковые сумки в соответствии с этой публикацией.
Следует понимать, что изобретение охватывает установку для последовательного изготовления пластиковых сумок в соответствии с этой публикацией.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИЭТИЛЕНОВЫХ ПАКЕТОВ | 2008 |
|
RU2426648C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2016 |
|
RU2656087C1 |
| ЭЛАСТИЧНЫЙ МЕШОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2035362C1 |
| ПОЛОТНО ПАКЕТОВ И СПОСОБ УПАКОВКИ ПРОДУКТА В ПЛЕНОЧНЫЕ ПАКЕТЫ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ ТАКОГО ПОЛОТНА ПАКЕТОВ | 2015 |
|
RU2675447C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2011 |
|
RU2462360C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ПЛАСТИКОВЫХ ПАКЕТОВ | 2009 |
|
RU2446052C1 |
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ ПАКЕТОВ | 2010 |
|
RU2442689C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВЫХ МЕШКОВ | 2014 |
|
RU2579734C1 |
| ЗАПЕЧАТАННЫЙ КОНТЕЙНЕР ДЛЯ НАПИТКОВ | 2001 |
|
RU2263614C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО ПАКЕТА | 2017 |
|
RU2706442C1 |
Изобретение относится к установке для изготовления пластиковых сумок с прямоугольным дном. Установка включает средства подачи материала основной части сумки, средства подачи материала боковой складки, средства временного крепления одного из полотен материала основной части сумки к одному из слоев материала боковой складки, направляющие средства для материала основной части сумки, средства формирования участка донной складки, средства поперечного и продольного сваривания. В установке лист материала 3 боковой складки сгибается пополам, складывается в два слоя и вставляется между полотнами материала 1 и 2 основной части сумки. Одно из полотен материала 1 основной части сумки сгибается вдоль продольной линии 8 сгиба, чтобы сделать полотна материала 1 и 2 основной части сумки открытыми и создать открытую поверхность, сформированную на полотнах материала 1 и 2 основной части сумки. Один из слоев материала 3 боковой складки сгибается вдоль продольной линии 8 сгиба, чтобы сделать слои материала 3 боковой складки открытыми, наряду с участком 7 дополнительной складки, и создать открытую поверхность, сформированную на слоях участка 7 дополнительной складки. Полотно материала 4 донной складки накладывается на открытые поверхности материала 1 и 2 основной части сумки и участка 7 дополнительной складки. Полотно материала 4 донной складки и участок 7 дополнительной складки привариваются одно к другому с помощью тепловой сварки, в то время как полотна материала 1 и 2 основной части сумки и лист материала 3 боковой складки привариваются одно к другому с помощью тепловой сварки по ширине полотен материала 1 и 2 основной части сумки, при этом открытые поверхности сохраняются сформированными. Полотно материала 4 донной складки и, по меньшей мере, одно из полотен материала 1 основной части сумки привариваются одно к другому с помощью тепловой сварки в продольном направлении полотен материала 1 и 2 основной части сумки, при этом открытые поверхности сохраняются сформированными. Установка по изобретению позволяет не отгибать назад полотна материала 4 донной складки и не делать одно из полотен материала 1 основной части сумки развернутым, что позволяет упростить структуру направляющих средств материала основной части сумки. 5 з.п. ф-лы, 5 ил.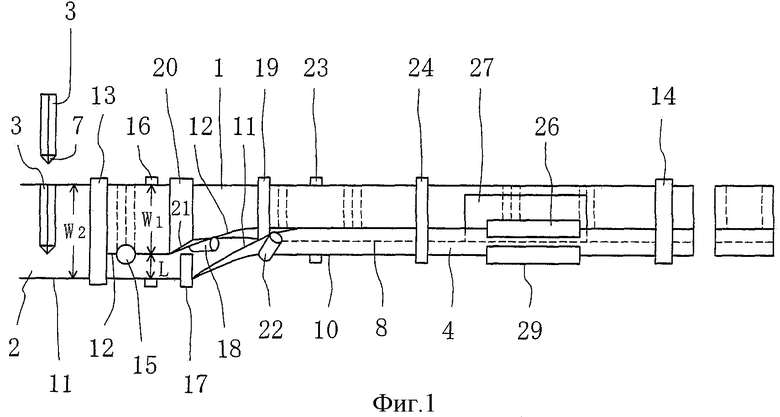
1. Установка для изготовления пластиковых сумок, каждая из которых содержит участки основной части сумки, участки боковых складок и участок донной складки, при этом каждый из участков боковых складок имеет противоположные конечные участки, на одном из которых формируется участок дополнительной складки, при этом участок донной складки объединяется с участком дополнительной складки, а также содержит:
средства подачи материала основной части сумки, с помощью которых полотна основной части сумки накладываются одно на другое, и периодически осуществляется их подача в продольном направлении, причем участки основной части сумки формируются с помощью полотен материала основной части сумки;
средства подачи материала боковой складки, с помощью которых лист материала боковой складки сгибается пополам, складывается в два слоя, а затем подается и вставляется между полотнами материала основной части сумки, чтобы он проходил по их ширине, каждый раз, когда периодически осуществляется подача полотен материала основной части сумки, при этом лист материала боковой складки имеет противоположные конечные участки, участок боковой складки формируется с помощью листа материала боковой складки;
средства временного крепления, с помощью которых одно из полотен материала основной части сумки временно прикрепляется к одному из слоев материала боковой складки, в то время как другое полотно материала основной части сумки временно прикрепляется к другому слою материала боковой складки на одном из конечных участков материала боковой складки после того, как вставляется лист материала боковой складки;
направляющие средства для материала основной части сумки, с помощью которых одно из полотен материала основной части сумки направляется таким образом, чтобы он сгибался вдоль продольной линии сгиба на одном из конечных участков материала боковой складки, когда осуществляется его подача, чтобы сделать полотна материала основной части сумки открытыми, и создать открытую поверхность, сформированную на полотнах материала основной части сумки, при этом один из слоев материала боковой складки вытягивается одним из полотен материала основной части сумки таким образом, что он складывается вдоль продольной линии сгиба, чтобы сделать слои материала боковой складки открытыми, наряду с участком дополнительной складки, и создать открытую поверхность, сформированную на слоях участка дополнительной складки;
средства формирования участка донной складки, с помощью которых полотно материала донной складки накладывается на открытые поверхности материала основной части сумки и участка дополнительной складки таким образом, чтобы оно проходило в продольном направлении к полотнам материала основной части сумки, при этом участок донной складки формируется с помощью полотна материала донной складки;
средства поперечного сваривания, с помощью которых полотно материала донной складки и участок дополнительной складки привариваются одно к другому с помощью тепловой сварки, в то время как полотна материала основной части сумки и лист материала боковой складки привариваются одно к другому с помощью тепловой сварки по ширине полотен материала основной части сумки каждый раз, когда периодически осуществляется подача полотен материала основной части сумки, при этом открытые поверхности сохраняются сформированными; и
средства продольного сваривания, с помощью которых полотно материала донной складки и, по меньшей мере, одно из полотен материала основной части сумки привариваются одно к другому с помощью тепловой сварки в продольном направлении полотен материала основной части сумки каждый раз, когда периодически осуществляется подача полотен материала основной части сумки, при этом открытые поверхности сохраняются сформированными.
2. Установка по п.1, которая содержит:
резак, с помощью которого полотно материала донной складки, полотна материала основной части сумки и лист материала боковой складки обрезаются по ширине полотен материала основной части сумки каждый раз, когда периодически осуществляется подача полотен материала основной части сумки, при этом открытые поверхности сохраняются сформированными.
3. Установка по п.1, в которой лист материала боковой складки сгибается под углом 45° на одном из его конечных участков, чтобы создать участок дополнительной складки, сформированный перед тем, как лист материала боковой складки подается к полотнам материала основной части сумки.
4. Установка по п.1, в которой лист материала боковой складки сгибается под углом 45° на одном из его конечных участков, чтобы создать участок дополнительной складки, который формируется, когда один из слоев материала боковой складки сгибается вдоль продольной линии сгиба, чтобы сделать слои материала боковой складки открытыми.
5. Установка по п.1, в которой одно из полотен материала основной части сумки имеет противоположные боковые края, а другое полотно материала основной части сумки имеет противоположные боковые края, одно из которых выдается за пределы соответствующего бокового края одного из полотен материала основной части сумки на расстоянии по ширине полотен материала основной части сумки, когда полотна материала основной части сумки накладываются одно на другое, причем средства формирования участка донной складки содержат направляющие средства, с помощью которых другое полотно материала основной части сумки направляется таким образом, чтобы сгибаться вдоль продольной линии сгиба, когда его подача осуществляется таким образом, чтобы сделать сложенный участок, сформированный в другом полотне материала основной части сумки и наложенный на открытые поверхности материала основной части сумки и участка дополнительной складки, при этом полотно материала донной складки содержит сложенный участок.
6. Установка по п.1, в которой средства сваривания продольного направления содержат брусок для продольного сваривания и пластину, при этом одно из полотен материала основной части сумки складывается вдоль продольной линии сгиба таким образом, чтобы оно было сложено в два слоя, причем пластина вставляется между слоями материала основной части сумки, а полотно материала донной складки и одно из полотен материала основной части сумки вставляются между бруском для продольного сваривания и пластиной для обеспечения приваривания полотна одно к другому с помощью тепловой сварки.
| US 7331917 B2, 19.02.2008 | |||
| JP 1202429 A, 15.08.1989 | |||
| JP 10166477 A, 23.06.1998 | |||
| JP 6170986 A, 21.06.1994. |

