ПОЛОТНО ПАКЕТОВ И СПОСОБ УПАКОВКИ ПРОДУКТА В ПЛЕНОЧНЫЕ ПАКЕТЫ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ ТАКОГО ПОЛОТНА ПАКЕТОВ
Область техники
Настоящее изобретение относится к полотну пакетов для упаковки изделий, жидкого или сыпучего материала в пленочные пакеты, выполненные в виде непрерывного полотна пакетов, причем полотно пакетов содержит вдоль кромок проема периферические полосовые участки, имеющие ряд отверстий или соответствующих звездообразных перфорационных отверстий, предназначенных для направляющего соединения с направляющими средствами, которые выполнены с возможностью удержания и направления периферических участков у противоположных кромок проема пакета вдоль пути транспортировки через пункт загрузки, причем полотно пакетов является типом полотна, состоящим из непрерывной последовательности отдельных пакетов, разделенных рядом прорезей, проходящих от донной кромки полотна вверх до точки, расположенной ниже верхней кромки полотна.
Кроме того, изобретение относится к способу упаковки продукта, предпочтительно изделий или сыпучего материала, в пленочные пакеты посредством использования такого полотна пакетов, причем способ включает этапы, на которых:
- два пленочных полотна, образующих передние и задние боковые стенки пакетов, оснащают вдоль кромок проема периферическими полосовыми участками, на которых выполняют ряд отверстий или соответствующих звездообразных перфорационных отверстий.
Уровень техники
Основной пример такой технологии упомянут в европейском патенте ЕР 696997, в котором раскрывается, что участки противоположных верхних кромок полотна пакетов выполнены с загнутыми периферическими частями, сформованными с применением каналов для натягивания на транспортирующие планки, снабженные средствами для взаимного разведения и раскрывания проемов пакетов в направлении их транспортировки так, чтобы пакеты можно было заполнить, например, через расположенную сверху воронку, причем после этого транспортирующие планки вновь сводят друг с другом для временного закрывания заполненных пакетов. Затем пакеты могут быть окончательно закрыты путем сваривания ниже указанных частей с каналами, после чего пакеты отрезают и отделяют друг от друга. В качестве альтернативного варианта указано, что вместо частей с каналами могут быть использованы утолщения кромки, которые можно размещать в щелевых направляющих трубках для соответствующего транспортирования пакетов.
С тех пор были предложены и другие типы средств для захвата и транспортирования противоположных верхних кромок полотна пакетов, например, как это описано в европейском патенте ЕР 0555321В, в котором раскрывается использование специальных захватывающих цепей для захвата и транспортирования сложенного полотна пакетов без специальных требований к конструкции участков верхних кромок этого полотна. Это имеет особенно важное значение, так как в качестве основного материала может быть использовано скрученное в рулон плоское пленочное полотно без локальных утолщений, однако при этом, в свою очередь, существуют значительные проблемы, связанные со сложностью направления противоположных кромок пакетов для надежного их взаимодействия с цепями, а также связанные с тем, что желательно, чтобы изготовление этих цепей было недорогим.
В европейских патентах ЕР 0396838 и ЕР 0825116, кроме того, раскрывается, что может быть использовано плоское трубчатое полотно пленки, которую можно непрерывно разрезать вдоль верхней кромки и одновременно раскрывать и захватывать таким образом разрезанные и раскрытые верхние кромки, и при этом не требуется, чтобы они имели специальную конструкцию в виде канавок или утолщений, что является определенным упрощением требований к изготовлению полотна пакетов. Разрезанные части верхней кромки раскрывают и зажимают между соответствующими движущимися лентами с продольными углублениями и соответствующими прижимными шнурами, посредством которых может быть создано соответствующее надежное несущее зацепление.
Однако это зацепление не является более надежным, поскольку может иметь место осевое скольжение между верхними кромками полотна пакетов и соответствующими средствами ленточного транспортера, причем может возникнуть неопределенность, связанная с тем, что сложно транспортировать изделие абсолютно синхронно с транспортерными лентами. Кроме того, могут возникать отклонения по уровню расположения участков сторон полотна, которые зажаты между транспортерными лентами, что может быть важным для обеспечения окончательного закрывания заполненных пакетов именно в том месте, которое предназначено для этой цели, например, относительно того места, где на пакет наносят печать.
В европейском патенте EP 1087890 описан метод, в котором используют упрощенное плоское полотно пакетов, тип которого упомянут во введении, в котором указанная кромка с проемами просто закрыта, когда полотно вводят на один несущий стержень и непрерывно разрезают в пункте, где при этом вертикальные периферические полосовые участки отгибают для того, чтобы уложить на противоположные цепи. Заранее на этих полосовых участках выполняют ряд отверстий, которые надевают сверху на направленные вверх удерживающие шипы на несущих цепях во время отгибания и при этом обеспечивают надежное несущее и движущее зацепление без специального профилирования кромок проемов пакетов. Содержимое этого документа включено в настоящую заявку посредством ссылки.
В европейском патенте EP 1451069 описан аналогичный метод, в котором также используют упрощенное плоское полотно пакетов, тип которого упомянут во введении. В данном случае на частях полосы кромки также заранее выполняют ряд отверстий, которые надевают сверху на направленные вверх удерживающие шипы на несущих цепях во время отгибания и при этом обеспечивают надежное несущее и движущее зацепление без специального профилирования кромок проемов пакетов. Содержимое этого документа включено в настоящую заявку посредством ссылки.
Таким образом, полотна пакетов типа, упомянутого во введении, используют только для изготовления и заполнения плоских пакетов.
Также известен тип пакетов с боковыми и донными участками, соединенными с плоскими боковыми стенками. Они обычно имеют сложенные боковые стороны и/или дно. Данный тип пакета также известен как складные пакеты или пакеты с перекрестным дном или также известен как пакеты с боковыми фальцами, где короткие боковые стенки сформованы между плоскими боковыми стенками пакета. Таким образом, в данных пакетах выполнены боковые элементы и донные элементы, приваренные к большим плоским боковым стенкам пакета. Такие пакеты могут быть сформованы в полотнах в виде последовательно соединенного ряда расположенных рядом друг с другом пакетов. Это полотно разрезают для формирования отдельных пакетов. Пакеты могут быть оснащены застежкой-молнией. Пакеты заполняют последовательно посредством перемещения отдельных пакетов к пункту загрузки, на котором происходит заполнение. Пример такого полотна и процесс его изготовления описаны в европейском патенте EP 1250999, содержимое которого включено в настоящую заявку посредством ссылки.
На протяжении многих лет стремились повысить скорость заполнения и обеспечить более дешевое производство пакетов с боковыми и/или донными складками.
И прежде всего стремились объединить пакеты со сложенными боковыми стенками и/или дном с технологией двух упомянутых европейских патентов, в которой использование шипов обеспечивает надежное несущее и движущее зацепление. Однако существует аналогичное желание в отношении других описанных методов уровня техники.
Цель изобретения
Целью настоящего изобретения является создание полотна пакетов и способа упаковки продукта в пленочные пакеты посредством использования такого полотна пакетов, причем полотно пакетов представлено как непрерывное полотно, которое транспортируют через пункт загрузки и тем самым обеспечивают высокую скорость заполнения.
Еще одной целью изобретения является создание полотна пакетов, обеспечивающего высокую скорость заполнения и дешевое производство пакетов.
Раскрытие сущности изобретения
Данная цель настоящего изобретения достигнута путем создания полотна пакетов, тип которого описан во введении, отличающегося тем, что полотно пакетов включает пленочные полотна, образующие противоположные переднюю и заднюю боковые стенки пакета, и дополнительные пленочные элементы, расположенные между передней и задней боковыми стенками для формирования боковой стенки или дна пакета, или и того, и другого.
Передняя и задняя боковые стенки пакета также называются плоскими боковыми стенками пакета.
Способ в соответствии с настоящим изобретением отличается тем, что
- два пленочных полотна накладывают друг на друга и между ними размещают дополнительные пленочные элементы для формирования боковой стенки или дна пакета, или и того, и другого;
- пленочные полотна и дополнительные пленочные элементы сваривают друг с другом с формированием непрерывного полотна отдельных пакетов;
- путем транспортировки на опорной рейке полотно пакетов приводят в зацепление с направляющими средствами, обеспечивающими удержание полотна пакетов вдоль пути транспортировки через пункт загрузки;
- вдоль кромок проема непрерывное полотно пакетов приводят в направляющее соединение с направляющими средствами, выполненными с возможностью взаимодействия с рядом отверстий или соответствующих звездообразных перфорационных отверстий, таким образом обеспечивая удержание и направление периферических участков на противоположных кромках проема пакета вдоль пути транспортировки через пункт загрузки;
- вместе с прохождением через пункт загрузки направляющие средства раздвигают противоположные кромки проема пакета для обеспечения последовательного раскрытия пакетов;
- непрерывное полотно отдельных пакетов транспортируют через пункт загрузки, в котором проемы пакетов остаются открытыми для получения заполняющего материала;
- кромки проема пакета снова сводят вместе после заполнения пакетов для обеспечения из закрывания;
- пакеты закрывают после прохождения через пункт загрузки и отделяют от полотна.
Следует отметить, что непрерывное полотно пакетов обычно размещают в хранилище либо в форме рулона, либо в коробке, в которой размещено непрерывное полотно пакетов. Из этого хранилища полотно пакетов, как правило, транспортируют к загрузочной машине. Однако, в альтернативном варианте также возможно транспортировать сформованные пленочные полотна непосредственно к загрузочной машине.
Посредством такой конструкции полотна пакетов объединяют преимущества заполнения плоских пакетов из полотна пакетов в соответствии с европейскими патентами EP 1087890 и EP 1451069 с преимуществами стоящих пакетов или других типов пакетов, известных из описания европейского патента EP 1250999, причем эти пакеты оснащены вставленными, предпочтительно сложенными, боковыми стенками и/или дном. При помощи такого дна пакетов достигают высокой скорости заполнения, так как пакеты перемещают в контакте друг с другом к пункту загрузки, где их открывают и заполняют и только после заполнения отделяют от полотна пакетов.
Особенно предпочтительно объединять пакеты со вставленными боковыми стенками и/или дном в полотно пакетов в соответствии с указанными европейскими патентами, где использование шипов и периферических полосовых участков, в которых выполнен ряд отверстий или соответствующих звездообразных перфорационных отверстий, обеспечивает надежное несущее и движущее зацепление.
В соответствии с вариантом осуществления изобретения полотно пакетов может отличаться тем, что дополнительные пленочные элементы сложены с целью формирования сложенных боковых стенок или дна, или и того, и другого. Такие пакеты со сложенным дном могут быть использованы как стоящие пакеты, а при помощи сложенных боковых стенок получают пакеты с большим объемом заполнения по сравнению с пакетами, имеющими только плоские боковые стенки.
В соответствии с другим вариантом осуществления изобретения полотно пакетов может отличаться тем, что включает два наложенных друг на друга пленочных полотна, сваренных с дополнительными пленочными элементами, образующими сложенные боковые стенки или дно, или и то, и другое. При помощи пакетов, в которых есть и боковые стенки, и дно между двумя наложенными друг на друга пленочными полотнами, можно получить пакеты, имеющие по большей части прямоугольное сечение по высоте, что является типом пакета, предпочтительным для широкого ассортимента продуктов. Дополнительные пленочные элементы или некоторые из них могут составлять часть пленок, используемых для создания плоских боковых стенок пакета.
В соответствии с еще одним вариантом осуществления изобретения полотно пакетов может отличаться тем, что дополнительные пленочные элементы, образующие боковые стенки или дно, или и то, и другое, являются отдельными пленочными элементами, которые сварены с двумя полотнами пакетов. В данной конструкции отдельные пленочные элементы используют таким образом, чтобы плоские боковые стенки были образованы двумя наложенными друг на друга пленочными полотнами, имеющими одинаковую ширину.
В соответствии с еще одним вариантом осуществления изобретения полотно пакетов может отличаться тем, что включает два наложенных друг на друга пленочных полотна, причем первое пленочное полотно шире, чем второе пленочное полотно, так как первое пленочное полотно имеет периферический участок, сложенный для формирования дна пакета и приваренный к первому пленочному полотну. В таком полотне пакетов одну плоскую боковую стенку пакета и дно пакета формуют из первого пленочного полотна, а вторую плоскую боковую стенку пакета формуют из второго пленочного полотна. Таким образом, снижают необходимость в скоординированной вставке отдельных пленочных элементов для формования дна пакета.
В соответствии с другим вариантом осуществления изобретения полотно пакетов может отличаться тем, что на пленочном полотне, образующем переднюю или заднюю боковую стенку пакета, выполнена застежка-молния, включающая взаимодействующие части застежки, а также тем, что вместе с застежкой-молнией и параллельно ей выполнена ослабленная линия или перфорация, легко разрываемая с целью открытия проема для доступа к внутренней части законченного пакета, причем проем для доступа выполнен с возможностью открывания и закрывания посредством застежки-молнии. Застежка-молния может быть размещена в данном пакете простым с технической точки зрения способом, и проем для доступа к содержимому пакета может быть выполнен на одной из плоских боковых стенок пакета. Преимуществом такого пакета является простота его полной герметизации.
В соответствии с еще одним вариантом осуществления изобретения полотно пакетов может отличаться тем, что взаимодействующие части застежки-молнии расположены напротив друг друга на пленочных полотнах, образующих противоположные передние и задние боковые стенки пленочного полотна пакетов, и тем, что эти взаимодействующие части застежки-молнии расположены параллельно кромкам проема в непосредственной близости от них для обеспечения открытия проема для доступа к внутренней части законченного пакета, причем проем для доступа выполнен с возможностью открывания и закрывания посредством застежки-молнии. При таком расположении застежки-молнии проем для доступа оказывается сформированным в верхней части пакета между периферическими участками двух плоских боковых стенок. Это обеспечивает большой проем для доступа.
В соответствии с другим вариантом осуществления изобретения полотно пакетов может отличаться тем, что дополнительные пленочные элементы, образующие боковые стенки, проходят от дна пакета до места, прилегающего к застежке-молнии. Таким образом, может быть использована застежка-молния, проходящая через всю ширину пакета, и тогда боковые секции пакета не проходят вдоль всей высоты пакета. Для обеспечения герметичности переходного участка между застежкой-молнией и боковыми кромками застежку-молнию, расположенную на боковой кромке, обычно сплющивают прессом.
В соответствии с еще одним вариантом осуществления изобретения полотно пакетов может отличаться тем, что продольные сварные швы, образующие кромку стоящего дна в законченном пакете, выполнены на периферическом участке у боковых кромок дна пленочного полотна, расположенных на противоположных сторонах пленочных полотен относительно кромок проема. Таким образом, простым способом получают крепкое и прочное стоящее дно пакета.
В соответствии с другим вариантом осуществления изобретения способ может отличаться тем, что на пленочном полотне, образующем переднюю или заднюю боковую стенку пакета, выполняют застежку-молнию, включающую взаимодействующие части застежки, а также тем, что вместе с застежкой-молнией и параллельно ей выполняют ослабленную линию или перфорацию, легко разрываемую с целью открытия проема для доступа к внутренней части законченного пакета, причем проем для доступа выполнен с возможностью открывания и закрывания посредством застежки-молнии. Это является простым способом осуществления проема для доступа в пакет, выполненного с возможностью повторного закрывания.
В соответствии с еще одним вариантом осуществления изобретения способ может отличаться тем, что взаимодействующие части застежки-молнии располагают напротив друг друга на пленочных полотнах, образующих противоположные передние и задние боковые стенки пленочного полотна пакетов, и тем, что эти взаимодействующие части застежки-молнии располагают параллельно кромкам проема в непосредственной близости от них для обеспечения открытия проема для доступа к внутренней части законченного пакета, причем проем для доступа выполнен с возможностью открывания и закрывания посредством застежки-молнии. Таким образом, в верхней части пакета создают большой проем для доступа, выполненный с возможностью повторного закрывания.
В соответствии с еще одним вариантом осуществления изобретения способ может отличаться тем, что продольные сварные швы, образующие кромку стоящего дна в законченном пакете, выполняют на периферических участках у боковых кромок дна пленочных полотен, расположенных на противоположных сторонах пленочных полотен относительно кромок проема. Таким образом, простым способом получают крепкое и прочное стоящее дно пакета.
Несмотря на то, что упомянуто только полотно пакетов с последовательно соединенным рядом пакетов, в пределах объема изобретения возможно применение полотна пакетов с двумя или большим количеством расположенных рядом друг с другом пакетов.
В соответствии с еще одним вариантом осуществления изобретения способ может отличаться тем, что полотно пакетов оснащают центральной опорной областью, проходящей в продольном направлении полотна пакетов и соединяющей пакеты, расположенные рядом друг с другом в поперечном направлении полотна, и тем, что центральную опорную область транспортируют на опорной рейке вдоль пути транспортировки через пункт загрузки, а также тем, что периферические участки на самых наружных противоположных кромках проемов двух расположенных рядом друг с другом пакетов вводят в направляющее соединение с направляющими средствами.
В соответствии с еще одним вариантом осуществления изобретения полотно пакетов может отличаться тем, что оно оснащено центральной опорной областью, проходящей в продольном направлении полотна пакетов и соединяющей пакеты, расположенные рядом друг с другом в поперечном направлении полотна, и тем, что центральную опорную область транспортируют на опорной рейке вдоль пути транспортировки через пункт загрузки, а также тем, что периферические участки на самых наружных противоположных кромках проемов двух расположенных рядом друг с другом пакетов вводят в направляющее соединение с направляющими средствами.
Удивительно простым способом представляется возможным значительно увеличить скорость заполнения и при этом снизить стоимость производства и заполнения пакетов всего лишь посредством создания полотна пакетов, пакеты в котором расположены рядом друг с другом в поперечном направлении полотна. Таким образом, полотно пакетов оказывается с двумя расположенными рядом друг с другом рядами смежных пакетов. Эти два ряда соединены с центральной опорной областью, проходящей в продольном направлении полотна пакетов.
Данная центральная опорная область опирается на опорную рейку, известную из описаний двух европейских патентов EP 1087890 и EP 1451069. Необходимо только протянуть такую опорную рейку так, чтобы она проходила вдоль пути транспортировки через пункт загрузки для поддержания двух расположенных рядом друг с другом полотен пакетов в пункте загрузки. Пакеты каждого из двух рядов поддерживают общей центральной направляющей рейкой в их общей центральной опорной области, а также направляющими средствами на каждом периферическом участке на самых наружных противоположных кромках проемов двух расположенных рядом друг с другом пакетов.
Таким образом, направляющие средства равно как и периферические участки пакетов могут быть спроектированы в соответствии с вышеописанным известным уровнем техники. Необходимо лишь модифицировать пункт загрузки так, чтобы он, например, имел два заполняющих модуля, которые одновременно заполняют два расположенных рядом друг с другом пакета.
При осуществлении изобретения могут быть применены конструктивные элементы полотна пакетов и способа, известные из описания двух европейских патентов EP 1087890 и EP 1451069, содержание которых включено в настоящую заявку посредством ссылки.
При осуществлении изобретения могут быть также применены конструктивные элементы, используемые при изготовлении пакетов полотна пакетов, известные из описания европейского патента EP 1250999, содержание которого включено в настоящую заявку посредством ссылки.
В соответствии с еще одним вариантом осуществления изобретения способ может, таким образом, отличаться тем, что полотно пакетов выполняют из одной общей исходной пленки, и тем, что выполняют разделение для образования двух пленочных полотен, которые формируют передние и задние боковые стенки пакетов.
В соответствии с другим вариантом осуществления изобретения способ может, таким образом, отличаться тем, что пленочное полотно используют при необходимости для создания одного или двух полотен пакетов.
В соответствии с еще одним вариантом изготовления полотна пакетов, используемого для упаковки продуктов, применяют представленную ниже последовательность этапов. Во-первых, выполняют раскручивание пленочного материала из пленочного рулона, который впоследствии формирует передние и задние боковые стенки и дно пакетов. Пленка может быть использована для изготовления одного или двух полотен пакетов.
После раскручивания пленочное полотно перемещают через буферную зону, где устанавливают натяжение полотна и где выполняют направление кромок, вертикальное складывание и разделение пленки с тем, чтобы верхнее и нижнее полотно образовывали передние и задние боковые стенки пакетов На этом этапе материал полотна, используемый для формирования дна пакетов, выполнен как часть верхнего полотна. Нижнее полотно впоследствии используют для размещения свободных боковых складок.
Затем пленку пропускают через преобразователь, который изменяет транспортирование с непрерывного на прерывистое.
После этого пленочное полотно подают с отдельной катушки и буферного хранилища для формирования боковых складок. Используемое пленочное полотно разматывают и затем перемещают в поперечном направлении относительно нижнего пленочного полотна.
После разматывания пленки появляется складка, так что формируется труба. Во время этой процедуры осуществляют направление кромок пленочного полотна, используемого для формирования боковой складки.
После чего выполняют точечную сварку трубчатой пленки боковой складки перед ее вставкой в поперечном направлении относительно нижнего полотна. Выполняют укорачивание пленки боковых складок до требуемой длины.
Затем пленку боковой складки перемещают в двухступенчатом модуле перемещения пленки на нижнее полотно. В первой последовательности перемещают пленку боковой складки в поперечном направлении относительно пленочных полотен. Это, как правило, происходит между двумя зубчатыми ремнями. Затем пленку боковой складки перемещают на нижнее полотно в направлении транспортирования для нижнего полотна.
После этого пленку боковой складки приваривают посредством точечной сварки к нижнему полотну.
Пленку боковой складки впоследствии разделяют разделительным резцом. При помощи разделительного резца приваренную пленку боковой складки подвергают продольному сгибанию двух донных складок. Следовательно, разделительный резец используют только для разделения боковой складки и части нижнего пленочного полотна, лежащего под резцом. Таким образом, остальную часть нижнего полотна не разделяют. При этом обеспечивают надежное направленное перемещение пленочного полотна.
Затем выполняют соединение верхнего и нижнего пленочных полотен, используемых для формирования передних и задних боковых стенок пакетов. Это осуществляют при помощи продвигающих роликов. Часть верхнего полотна, которую впоследствии используют для формирования дна, отрезают от верхнего полотна. За счет процесса производства двойного полотна верхнее пленочное полотно также разделяют на левую и правую часть пленочного полотна.
Затем выполняют сгибание донной складки, которую приваривают по контуру. В донной части пакета выполняют два сварочных шва таким образом, чтобы впоследствии можно было осуществить расправление складок дна.
Дно расправляют посредством направляющих роликов и перемещают под углом порядка 90° через реверсивные ролики для разглаживания пленки.
Пленочное полотно, отрезанное от первоначального пленочного полотна в пленочном хранилище на предыдущем этапе и предназначенное для формирования донной пленки, перемещают в поперечном направлении относительно верхнего и нижнего пленочных полотен. Затем направленное перемещение поворачивают так, чтобы перемещение происходило вдоль направления транспортировки пленочных полотен. Посредством такой ориентации донную пленку накладывают на расправленное дно.
Затем выполняют сварку и последующее охлаждение донных складок. Расправленное дно с поданной донной пленкой как правило сваривают при помощи трех сварочных устройств в поперечном направлении относительно донной складки и вслед за этим охлаждают в охлаждающем модуле.
Затем выполняют фальцевание дна пакета. Дно пакета фальцуют посредством направляющих роликов и перемещают под углом 90° через реверсивный ролик для того, чтобы обеспечить разглаживание пленки.
После этого этапа сформованные полотна пакетов перемещают через продвигающие ролики, которые также обеспечивают натяжение полотна.
На последующем этапе выполняют продольное разделение на правое и левое полотно пакетов. При этом разделении выполняют сварку участка кромки пленочных полотен в продольном направлении так, что завершают сварку донной складки.
После этой сварки осуществляют продвижение и натяжение полотна при помощи продвигающих роликов.
Впоследствии выполняют сваривание донных складок в поперечном направлении относительно направления транспортирования пленочных полотен.
Затем выполняют сварку в поперечном направлении всего пленочного полотна посредством зажимных губок стыкосварочной машины. В этом случае сварочный шов не проходит от одной боковой кромки до другой боковой кромки. Таким образом, зажимные губки стыкосварочной машины осуществляют сварку так, что периферические полосовые участки, на которых выполняют отверстия или звездообразные перфорационные отверстия, оказываются не сваренными друг с другом.
На последующем этапе выполняют охлаждение, которое может быть осуществлено за один или два этапа поперечно продольному направлению пленочного полотна.
На последующих этапах выполняют пробивание отверстий на периферических полосовых участках и подрезку пленок. В качестве последнего этапа процесса осуществляют продвижение и одновременно используют разделяющий резец для формирования полотен пакетов и подрезки периферических полосовых участков.
После этого полотна пакетов оказываются непрерывными полотнами смежных пакетов, которые можно транспортировать на опорных рейках и перемещать через пункт загрузки описанным выше способом. Как правило, полотна пакетов перемещают в хранилище, а не напрямую в пункт загрузки.
Следует отметить, что в качестве вышеописанных этапов способа изготовления непрерывных полотен смежных пакетов используют этапы способа и методы, описанные в китайских документах CN 203173589 U, CN 203173588 U и CN 203172081 U. Эти документы включены в настоящую заявку посредством ссылки.
Все вышеописанные варианты осуществления изобретения приведены в качестве примера, и можно спроектировать изобретение по-другому при условии обеспечения формирования полотна пакетов, включающего пакеты со вставленными боковыми и/или донными секциями, связанными с периферическими полосовыми участками, в которых выполнен ряд отверстий или соответствующих звездообразных перфорационных отверстий.
Краткое описание чертежей
Далее приведено более подробное описание изобретения со ссылками на сопроводительные чертежи, на которых
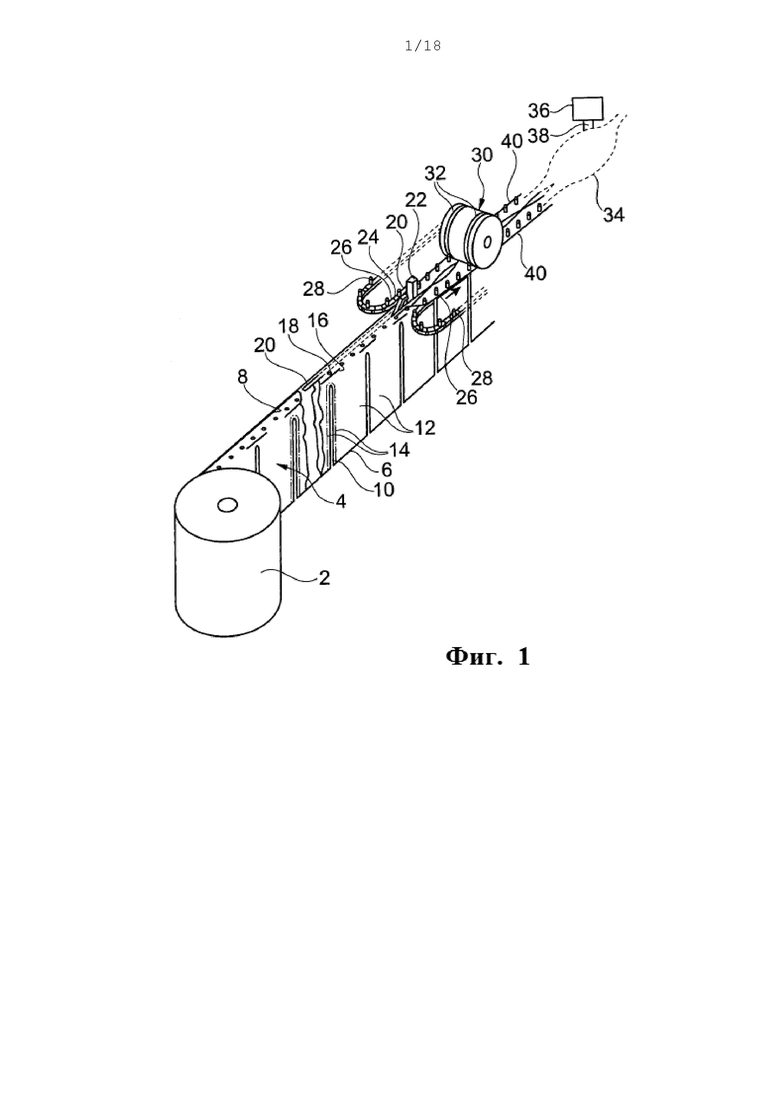
Фиг. 1 изображает аксонометрический вид, иллюстрирующий способ, описанный в европейском патенте EP 1087890, с полотном пакетов, включающим один ряд пакетов;
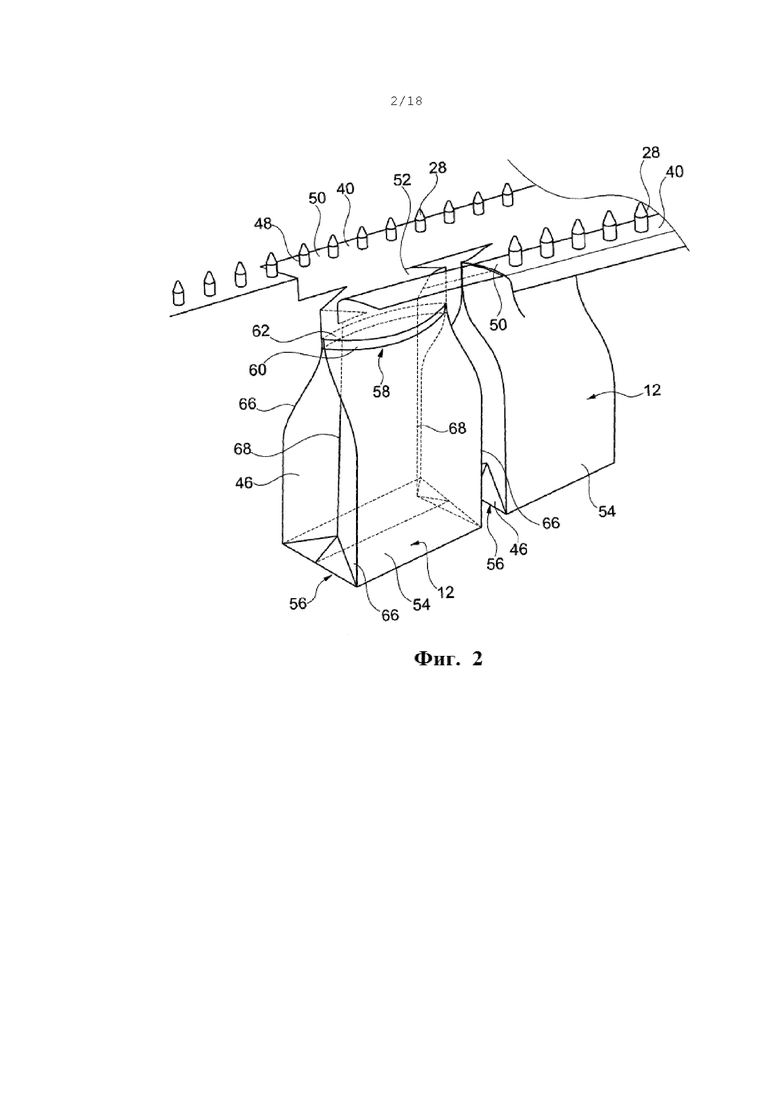
Фиг. 2 изображает аксонометрический частичный вид полотна пакетов в соответствии с изобретением с последовательно соединенным рядом пакетов, оснащенных застежкой-молнией, и пакетами в частично открытом положении;
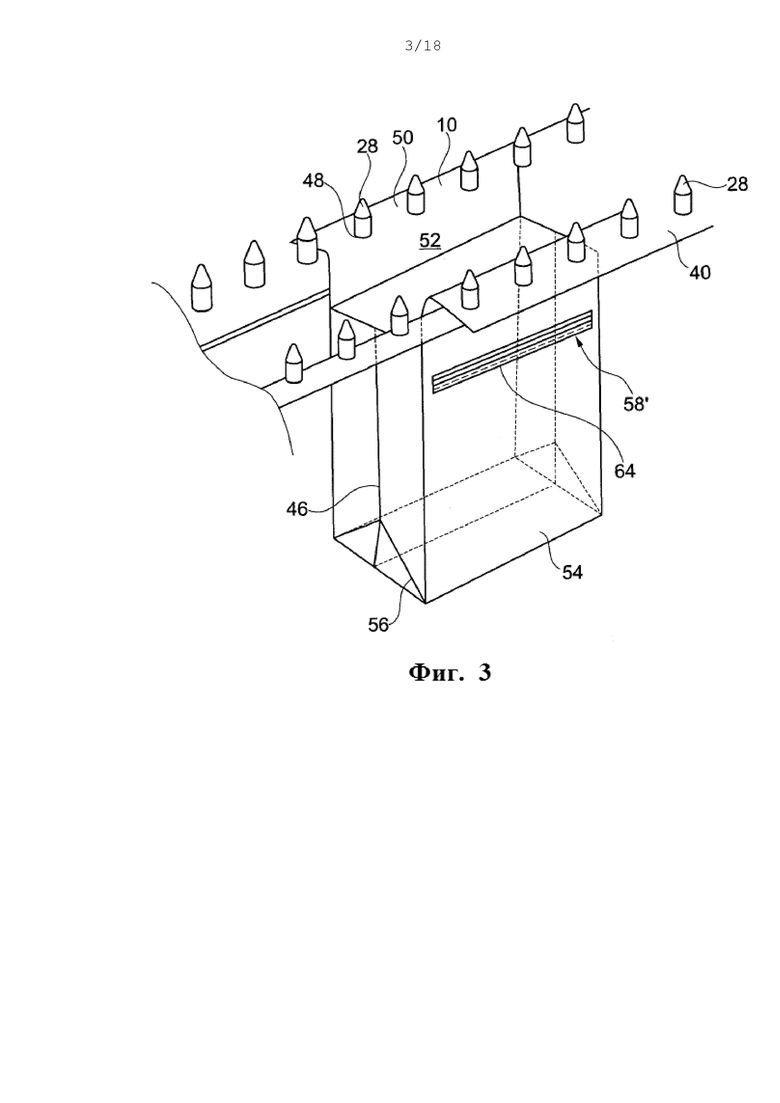
Фиг. 3 изображает аксонометрический частичный вид полотна пакетов в соответствии с изобретением с пакетами, оснащенными различным типом застежки-молнии и показанными в частично открытом положении;
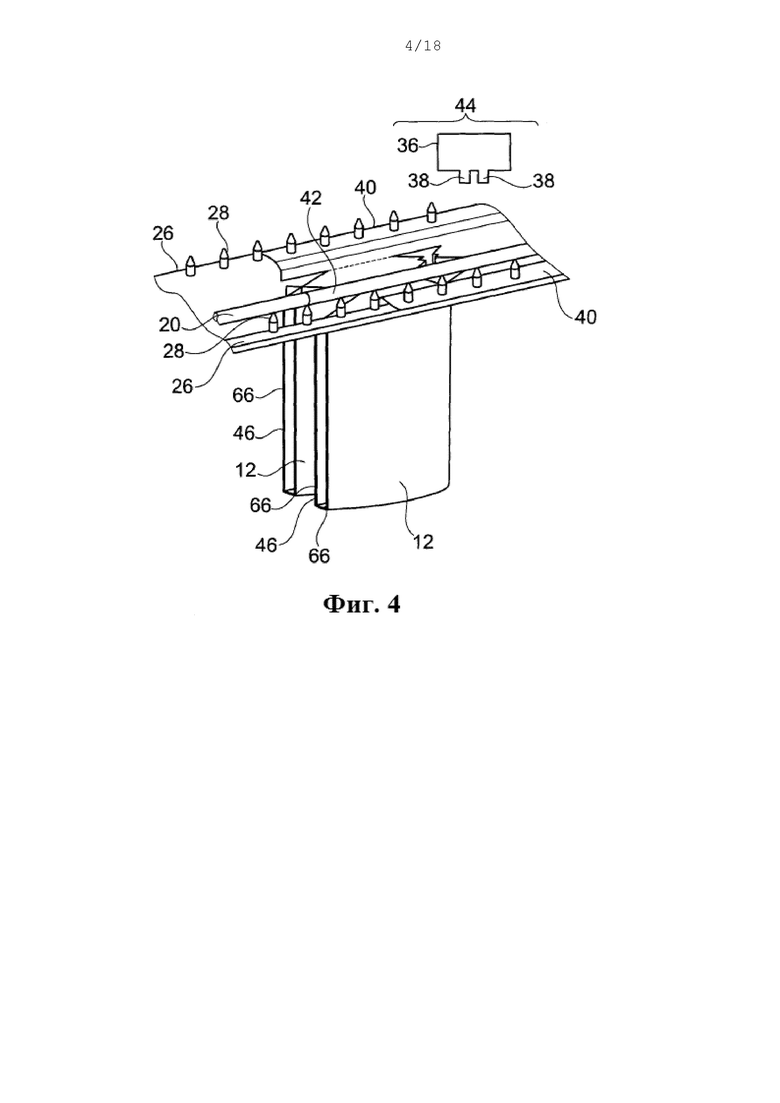
Фиг 4. изображает аксонометрический частичный вид полотна пакетов с двумя рядами расположенных рядом друг с другом пакетов в частично открытом положении в полотне пакетов в соответствии с изобретением;
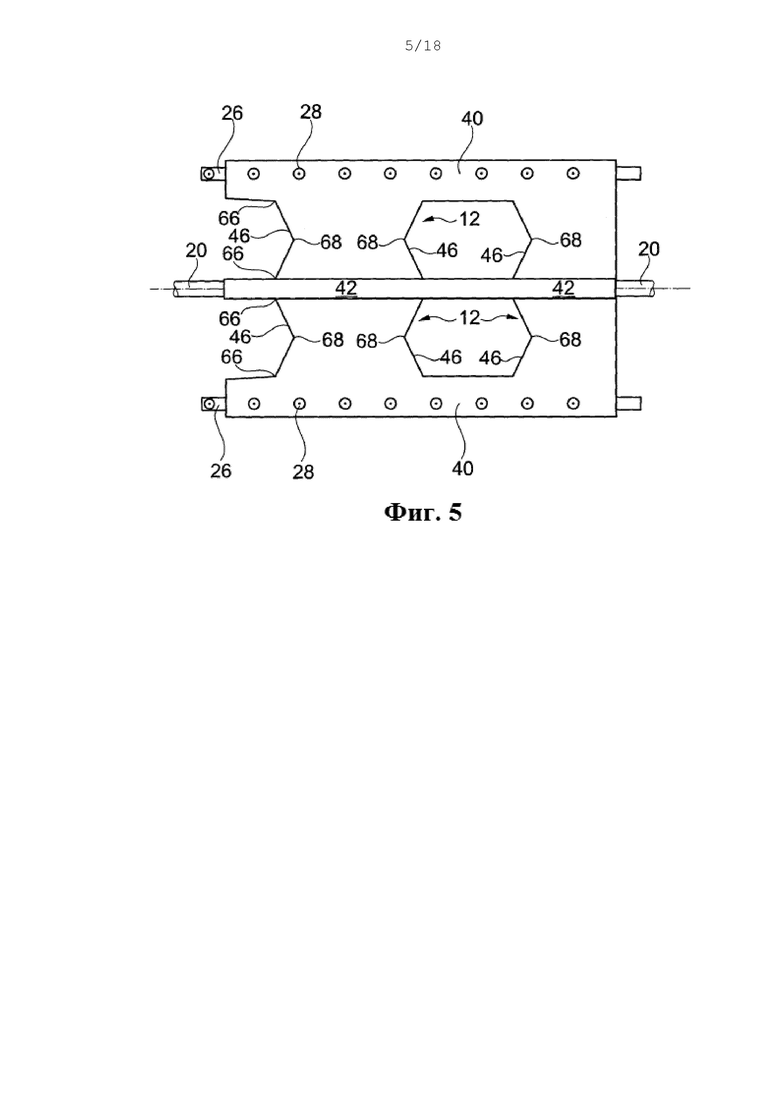
Фиг. 5 изображает частичный вид сверху полотна пакетов, показанного на фиг. 2, но с пакетами в полностью открытом положении;
Фиг. 6-16 изображают частичные виды, иллюстрирующие способ в соответствии с изобретением; и
Фиг. 17-18 изображают вид сбоку и аксонометрический вид, иллюстрирующие дополнительный способ в соответствии с изобретением.
Осуществления изобретения
При описании фигур идентичные или соответствующие элементы имеют одинаковые ссылочные позиции на разных фигурах. Таким образом, не дано описание всех деталей, связанных с каждой отдельной фигурой/вариантом осуществления изобретения.
Фиг. 1 изображает известный уровень техники и служит для иллюстрации принципа проектирования периферических участков на самых наружных противоположных кромках проема пакета и направляющих средств, выполненных с возможностью удержания и направления периферических участков на противоположных кромках проема пакета.
На фиг. 1 показано, что с подающего рулона 2 можно разматывать полотно 4 пленочного материала, состоящее из двойной пленки, сложенной возле донной кромки 6 и соединенной вдоль верхней кромки простым сварочным швом 8 без каких-либо складок или утолщений. Следовательно, это также может быть трубчатая пленка. В полотне выполнен ряд прорезей 10, проходящих от донной кромки 6 вверх до точки, расположенной ниже верхней кромки 8, так, что полотно оказывается выполненным с отделенными друг от друга пакетами 12, боковые кромки которых закрыты сварными швами 14. Прямо над прорезями 10 двойное полотно прорезано соответствующими горизонтальными линиями 16, проходящими недалеко снаружи с каждой стороны соответствующих прорезей 10.
Между верхней кромкой 8 и линиями 16 разреза периферические участки 40 полотна имеют один ряд перфорационных отверстий 18.
Данное предварительно выполненное полотно 4, которое вместо того, чтобы быть скрученным в рулон, может находиться в подающей коробке в зигзагообразной сложенной форме, разматывают при помощи заполняющего модуля на опорном стержне или рейке 20, выступающем из неподвижного опорного элемента 22 модуля и служащем простой опорой для закрытой верхней кромки 8 полотна 4.
На небольшом расстоянии перед несущим элементом 22 опорный стержень 20 имеет выступающий вверх режущий элемент 24, который при продвижении полотна непрерывно разрезает верхнюю кромку последнего, и далее расположена непрерывная несущая система, состоящая из противоположных параллельных несущих цепей 26, выполненных с направленными вверх удерживающими шипами 28 для зацепления с отверстиями 18 в соответствующих верхних частях полотна, расположенных с обеих сторон, и нажимного ролика 30, который после заправки пленочного полотна обеспечивает опускание указанных расправленных участков верхней кромки полотна 4 в направлении жестко опертых несущих цепей 26 с целью горизонтального надавливания на верхние стороны последних и при этом обеспечивает надевание отверстий 18 на шипы таким образом, что отверстия 18 оказываются надетыми на шипы 18 и входят с ними в зацепление. Нажимной ролик 30 имеет канавки 32 для обеспечения свободного прохождения наружных концов цепных шипов 28, и в эти канавки встроены поперечные шипы (не показаны), которые как зубчатое колесо могут взаимодействовать с цепными шипами 28 для обеспечения автоматического синхронного привода нажимного ролика 30.
Тогда противоположные верхние участки кромок полотна 4 оказываются надежно закрепленными на несущих шипах 28, и несущие цепи могут быть направлены по заданному курсу для последовательного раскрытия пакетов, как обозначено под номером 34, посредством чего они могут быть заполнены при помощи загрузочного устройства 36, расположенного над открытым пакетом, и для закрытия пакетов после их заполнения. Загрузочное устройство 36 оснащено загрузочным модулем в виде загрузочного сопла 38. Представляется необязательным описывать это более подробно. Однако, следует отметить, что шипы 28 выполнены на средних линиях цепей таким образом, что полотно пакетов не подвергается натяжению или ослаблению при прохождении с изменением направления.
Заполненные пакеты отделяют от остального полотна, которое скручивают как избыточное, посредством закрывания пакета при помощи сварки непосредственно под верхним краем прорезей 10 и возможного последующего его отрезания.
Следует отметить, что в предпочтительном варианте осуществления изобретения на неподвижном опорном элементе 22 выполнен направляющий элемент в форме двухотвального плуга, который производит или инициирует показанное расправление перфорированных периферических участков полотна, посредством чего может быть достигнуто повышение надежности в отношении важной функции направления отверстий на шипы 28.
На фиг. 2 показана часть полотна пакетов в соответствии с изобретением с несколькими пакетами 12 в положении, когда шипы 28 несущих цепей 26 вставлены в отверстия 48 на периферических полосовых участках 50. Таким образом, периферические полосовые участки 50 выполнены на кромках 52 проема пакета так, что являются смежными с пакетами 12.
Пакеты образованы двумя противоположными плоскими боковыми стенками 54, между которыми выполнены сложенные боковые секции 46. Кроме того, между плоскими боковыми стенками 54 выполнены донные секции 56.
В показанном варианте осуществления изобретения застежка-молния отличается тем, что первая часть застежки-молнии выполнена на одной плоской боковой стенке, а вторая часть застежки-молнии выполнена на противоположной плоской боковой стенке пакета. В данном варианте осуществления изобретения застежка-молния 58 показана в положении непосредственно под кромками проема пакета, так что пакет может быть открыт по всей своей ширине.
На фиг. 3 показана часть полотна пакетов, соответствующая полотну пакетов, показанному на фиг. 2. Однако, в данном полотне пакетов застежка-молния 58' выполнена на одной плоской боковой стенке 54 пакета 12. В непосредственной связи с застежкой-молнией 58' выполнена перфорация 64, образующая проем для доступа в пакет. Таким образом, данный проем для доступа выполнен на плоской боковой стенке 54.
На фиг. 4 показано устройство в соответствии с изобретением, в котором применяют полотно пакетов с двумя расположенными рядом друг с другом пакетами 12. На самых наружных периферических участках 40 пакеты 12 имеют перфорационные отверстия 18, позволяющие выполнять соединение с удерживающими шипами 28. Периферические участки боковых стенок пакета, расположенных близко друг к другу, образованы центральной опорной областью 42, проходящей в продольном направлении полотна пакетов. Центральная опорная область 42 размещена на опорной рейке 20. В соответствии с изобретением опорная рейка 20 протянута на длину, сравнимую с длиной, показанной на фиг. 1. Следовательно, опорная рейка 20 проходит вдоль пути транспортировки через пункт 44 загрузки, где расположено загрузочное устройство 36. Загрузочное устройство 36 имеет два расположенных рядом друг с другом загрузочных сопла 38 для одновременного заполнения двух расположенных рядом друг с другом пакетов 12.
В положении перед частичным видом, показанным на фиг. 4, пленочное полотно может быть обработано системой, как описано со ссылкой на фиг. 1. В положении после частичного вида, показанного на фиг. 4, полотна пакетов могут быть закрыты и отрезаны при помощи способа, аналогичного описанному в связи с полотном пакетов, показанным на фиг. 1.
На фиг. 5 изображен вид сверху, соответствующий виду, показанному на фиг. 4. На данном виде показано, как пакеты 12 перемещают дальше друг от друга так, что теперь они полностью открыты. В этом положении пакеты 12 расположены в пункте 44 загрузки (не изображен на фиг. 5 для ясности).
Пакеты 12 имеют боковые кромки, выполненные посредством сложенных боковых секций 46. Это относится к пакетам, показанным на всех фигурах 2-5. Боковые секции 46 прикреплены к плоским боковым стенкам 54 посредством сварочных швов 66. Как показано на фиг. 2-5, боковые секции 46 имеют складку вдоль линии 68.
Донные секции 56 могут быть представлены как отдельные пленочные секции или выполнены посредством сгибания участков кромок одного из пленочных полотен, используемых для создания плоских боковых стенок 54 пакетов. Далее со ссылками на фиг. 6-16 более подробно описан способ, используемый для производства полотна пакетов, в соответствии с изобретением.
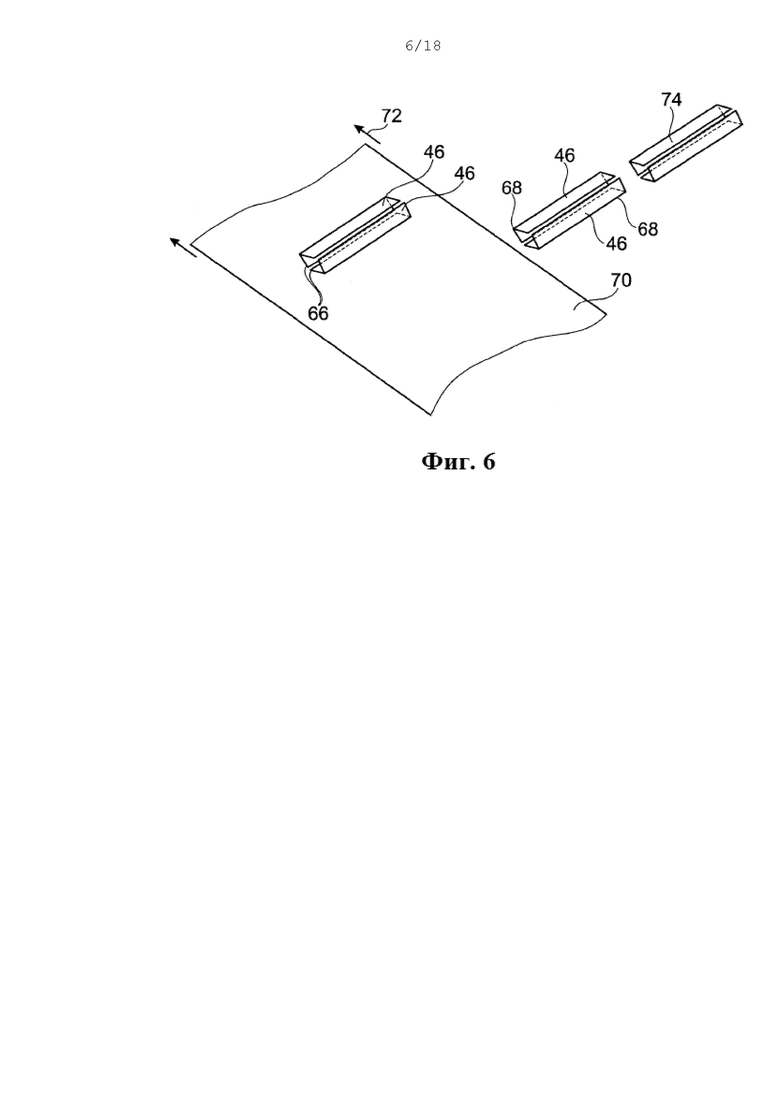
На фиг. 6 показано первое пленочное полотно 70, которое транспортируют в направлении стрелок 72. Направление вставки 74, в котором боковые секции 46 устанавливают на пленочное полотно 70, перпендикулярно направлению 72 транспортирования. Боковые секции 46 сгибают по кромке 68. Боковые секции 46 прикрепляют к пленочному полотну 70 посредством сварочных швов 66. Боковые секции 46 наносят попарно на пленочное полотно 70, как показано на чертеже.
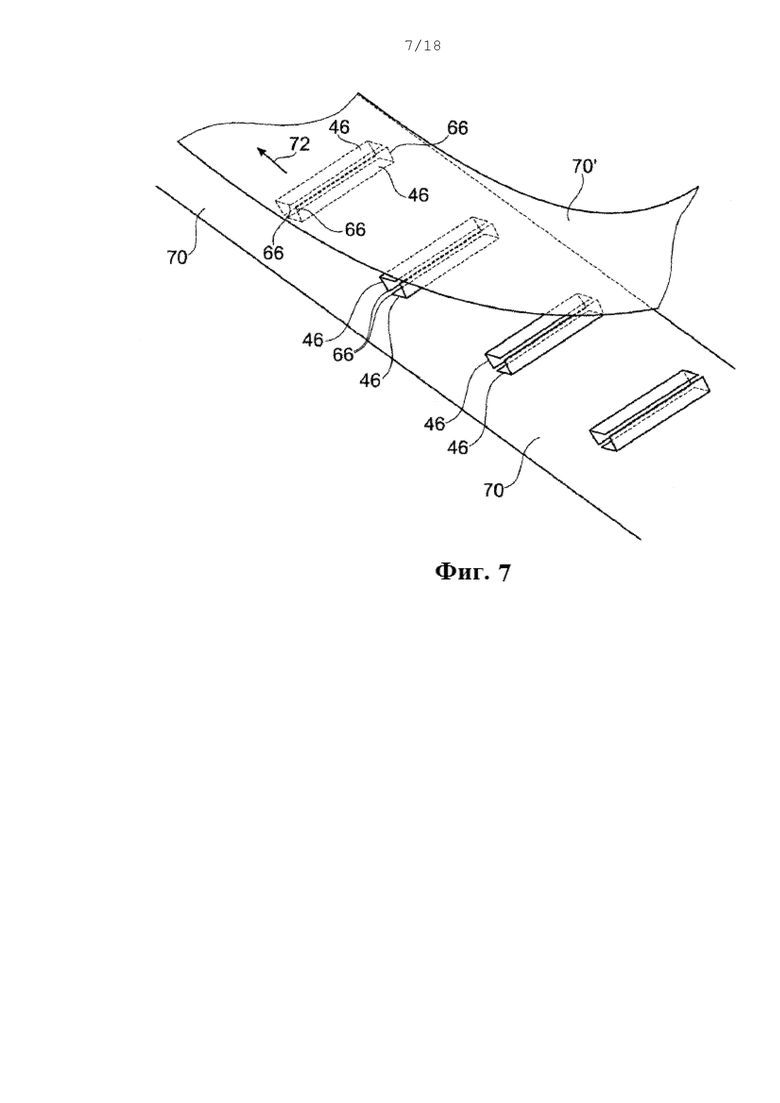
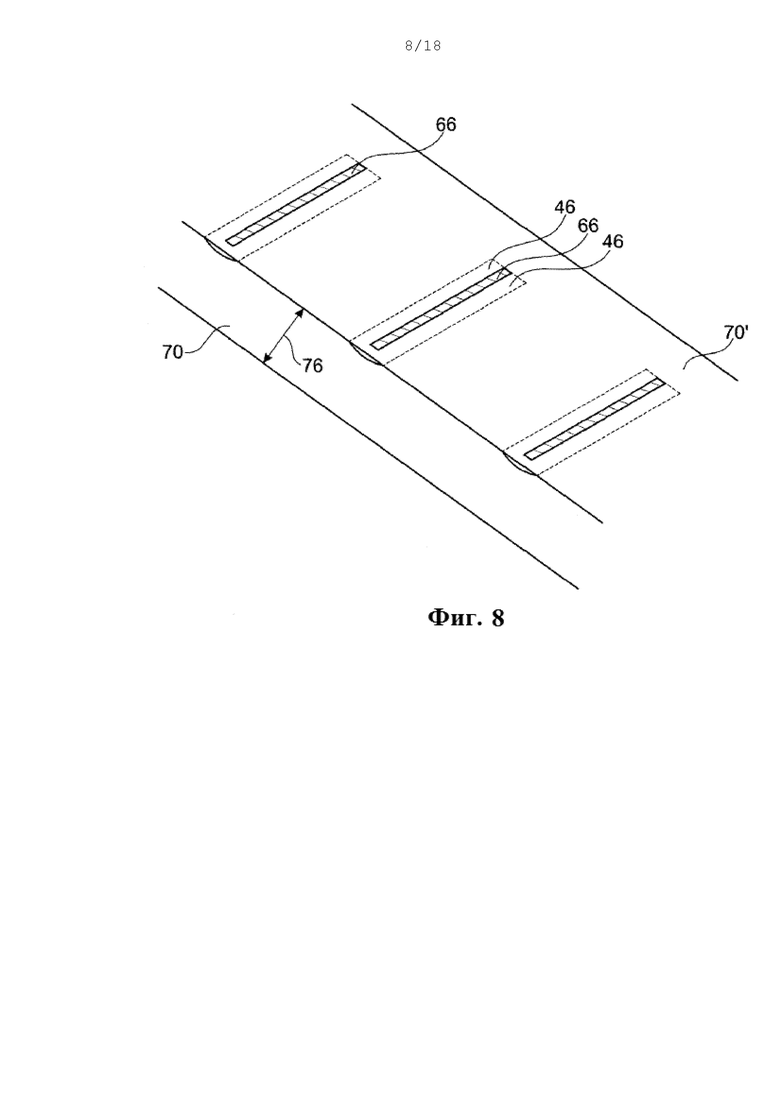
На фиг. 7 изображено, как ряд боковых кромок прикрепляют посредством сварки к пленочному полотну 70, после чего устанавливают дополнительное пленочное полотно 70' на пленочное полотно 70 так, что боковые секции оказываются расположенными между пленочными полотнами 70, 70'. Боковые секции также приваривают посредством сварочных швов 66 к дополнительному пленочному полотну 70'. На фиг. 8 более ясно показано, как сварочные швы 66 проходят вдоль части длины боковых секций 46.
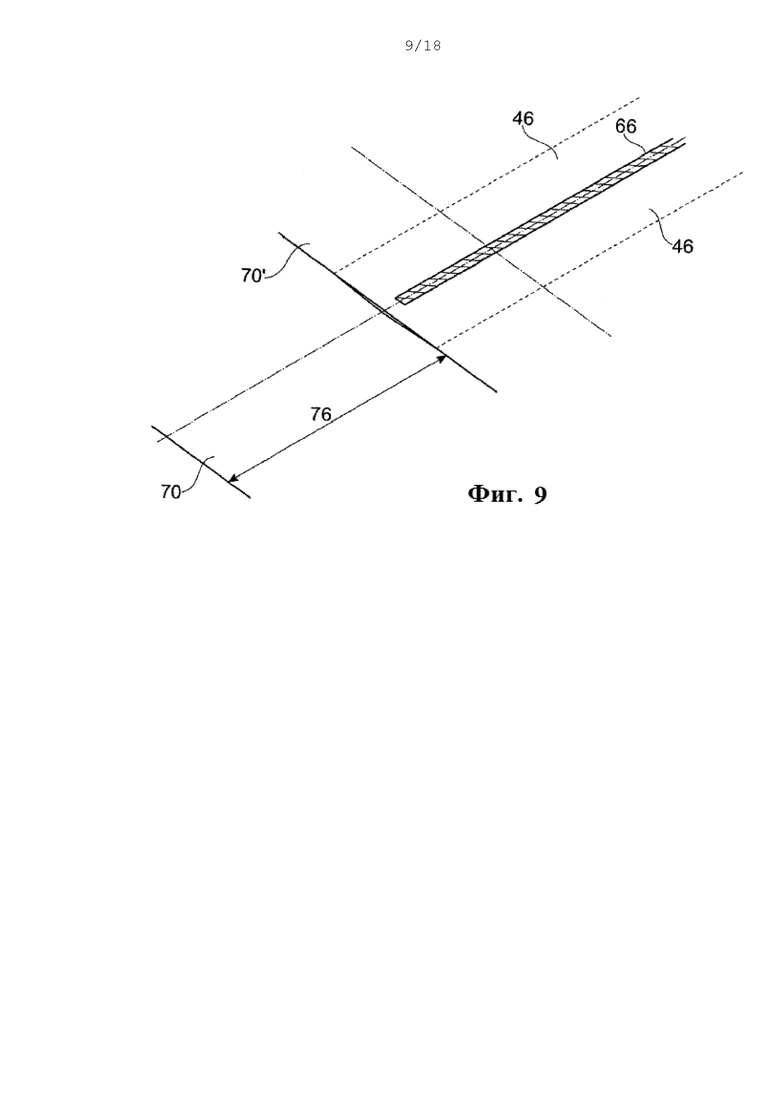
Как видно из фиг. 7 и 8, ширина первого пленочного полотна 70 больше, чем ширина дополнительного пленочного полотна 70'. Таким образом, имеется периферический участок 76 пленки 70, который выступает за наружную кромку пленочного полотна 70'. Это особенно ясно видно на фиг. 9.
Пленочные полотна 70, 70', показанные на фиг. 7 и 8, обычно выполняют немного шире, чем изображено со стороны, где будет выполнен будущий пакет. Такая дополнительная ширина периферического участка пленочных полотен важна на практике для того, чтобы иметь достаточное количество пленки для захвата складки пленочных полотен.
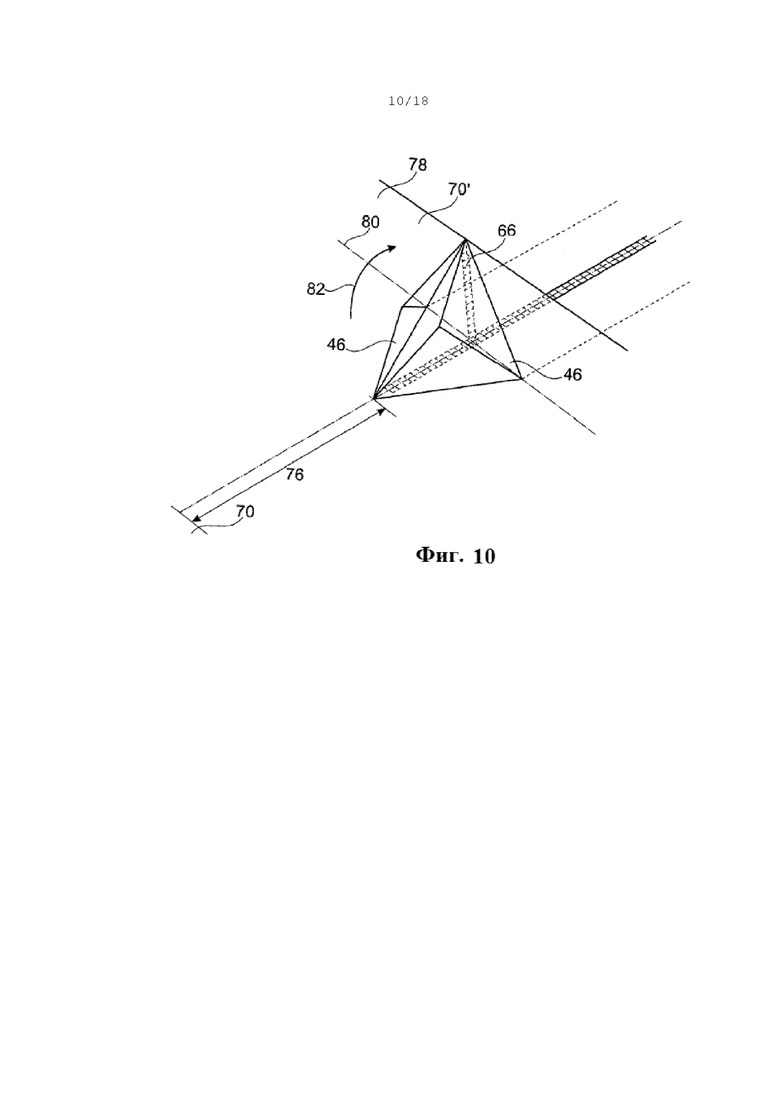
На фиг. 10 изображено начальное фальцевание для формирования стоящего дна. Периферический участок 78 дополнительного пленочного полотна 70' загибают вдоль линии 80' сгиба вверх в соответствии с направлением стрелки 82. Как видно из чертежа, сложенные боковые секции 46 при этом оказываются открытыми.
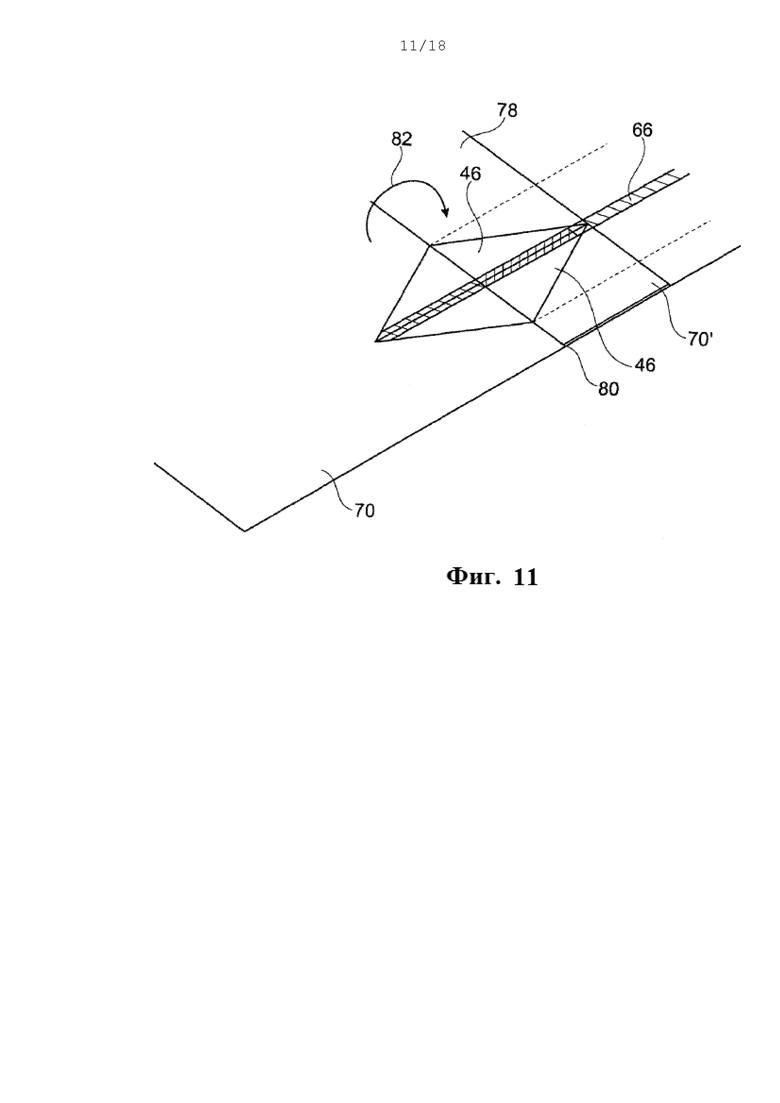
На фиг. 11 показан последующий этап, на котором пленочное полотно 70' загибают на 180° назад таким образом, что периферический участок 78 оказывается расположенным на оставшейся части пленочного полотна 70'. Это означает, что сложенная боковая секция 46 теперь полностью открыта и находится в плоском состоянии.
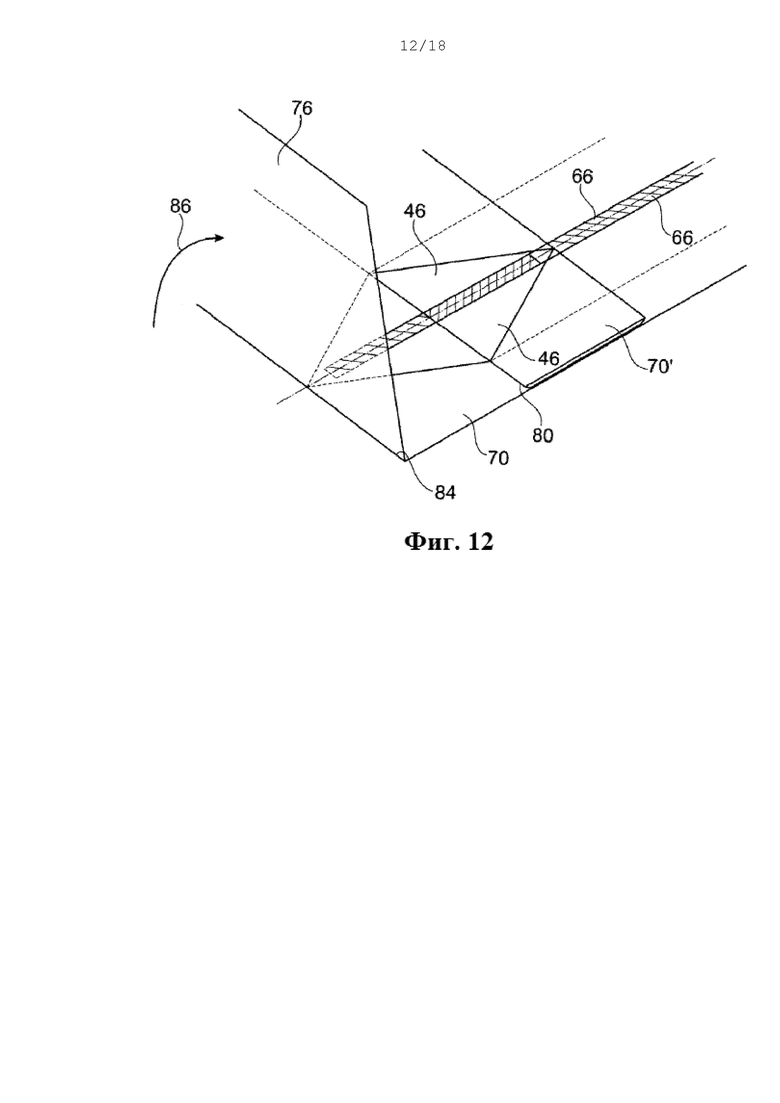
На фиг. 12 показан следующий этап, на котором периферический участок 76 пленочного элемента 70 складывают по линии 84 сгиба посредством сгибания в соответствии с направлением стрелки 86. Линию 84 сгиба определяют как самую наружную точку боковых секций 46. Участок 76 кромки загибают над боковыми секциями 46 и дополнительным пленочным полотном 70'.
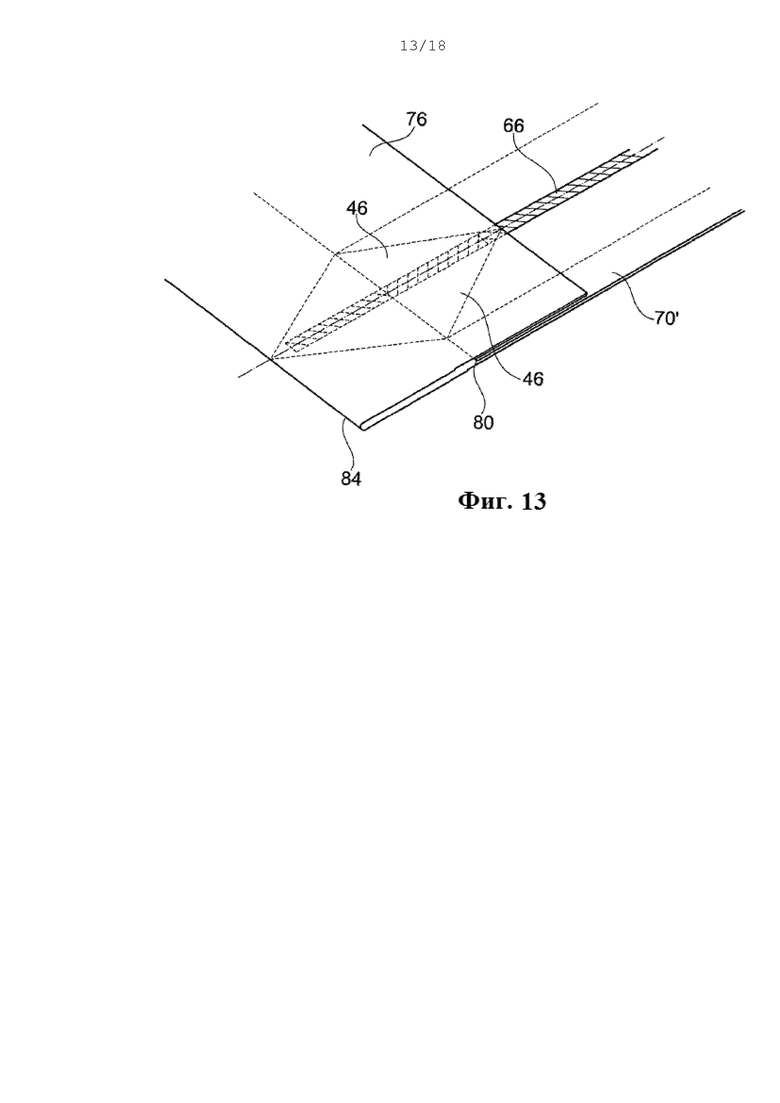
На фиг. 13 изображено полностью сложенное положение, в котором участок 76 кромки загнут на 180° над другими пленочными элементами. Получается, что участок 76 кромки закрывает две расправленные и открытые боковые секции 46.
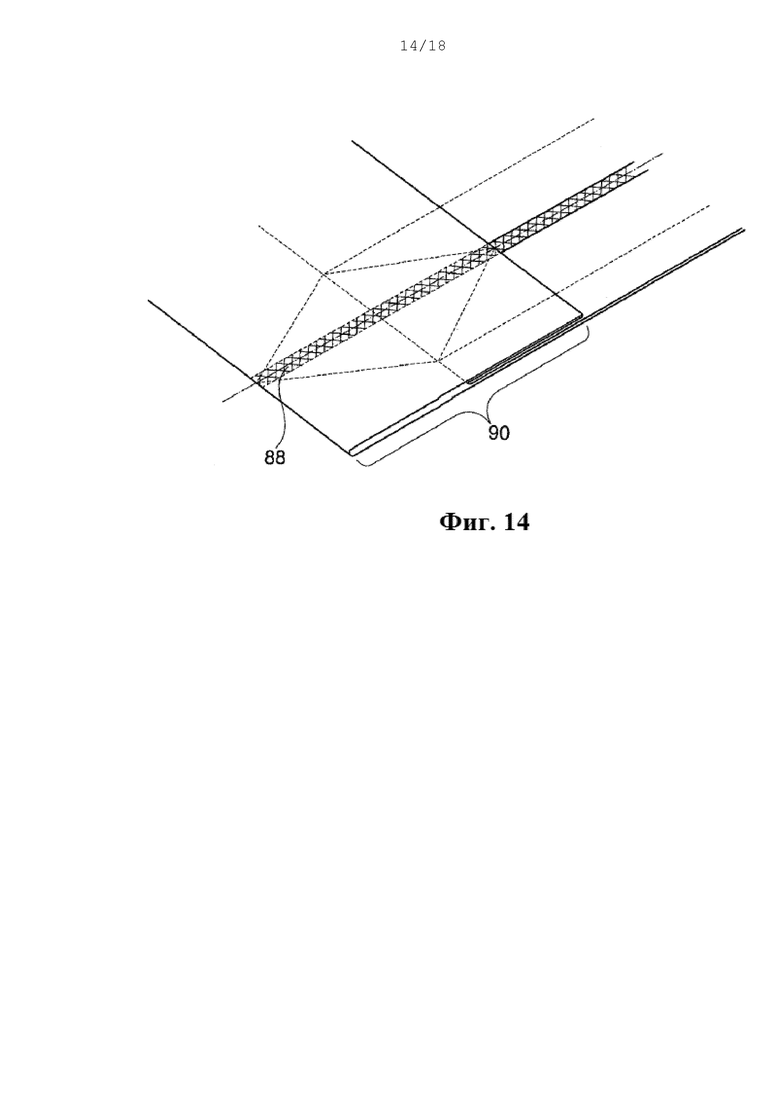
На фиг. 14 изображен следующий этап, на котором выполняют поперечный сварной шов 88 на протяжении всей длины боковых секций. Боковые секции 46 расположены в той части, которая впоследствии будет составлять часть стоящего дна пакета.
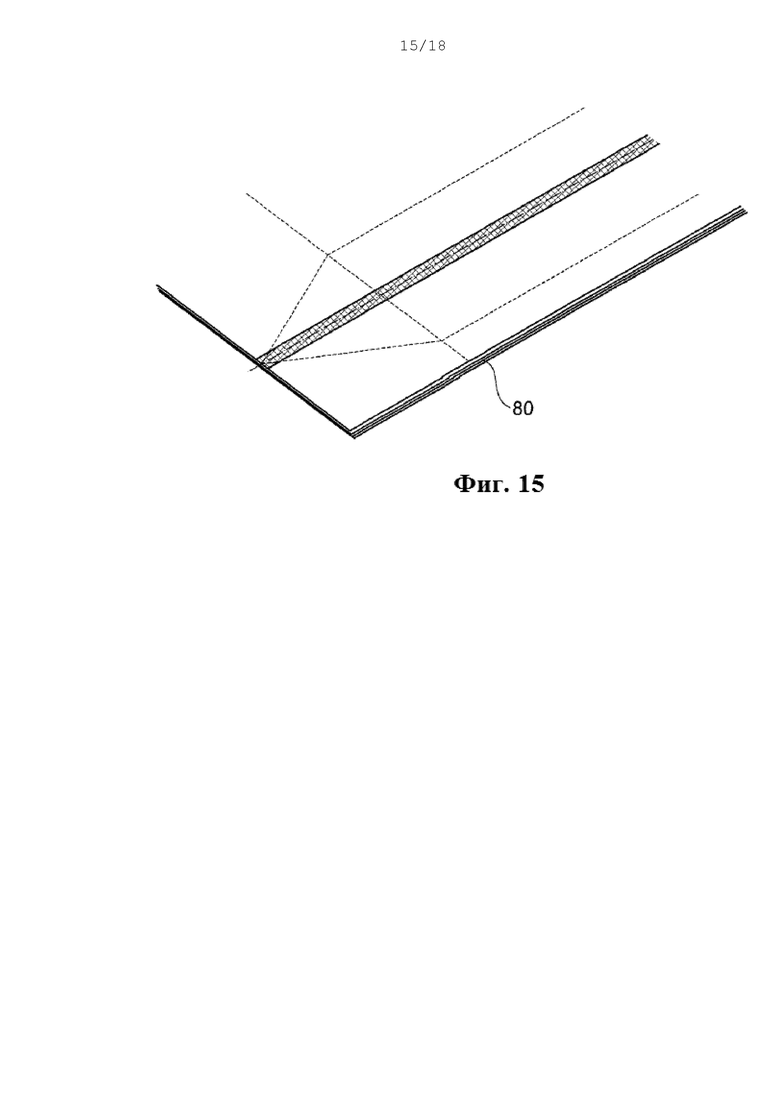
На фиг. 15 изображено пленочное полотно 70, которое приварено к боковым секциям 46 и дополнительному пленочному полотну 70' и загнуто на 180° назад по линии 80.
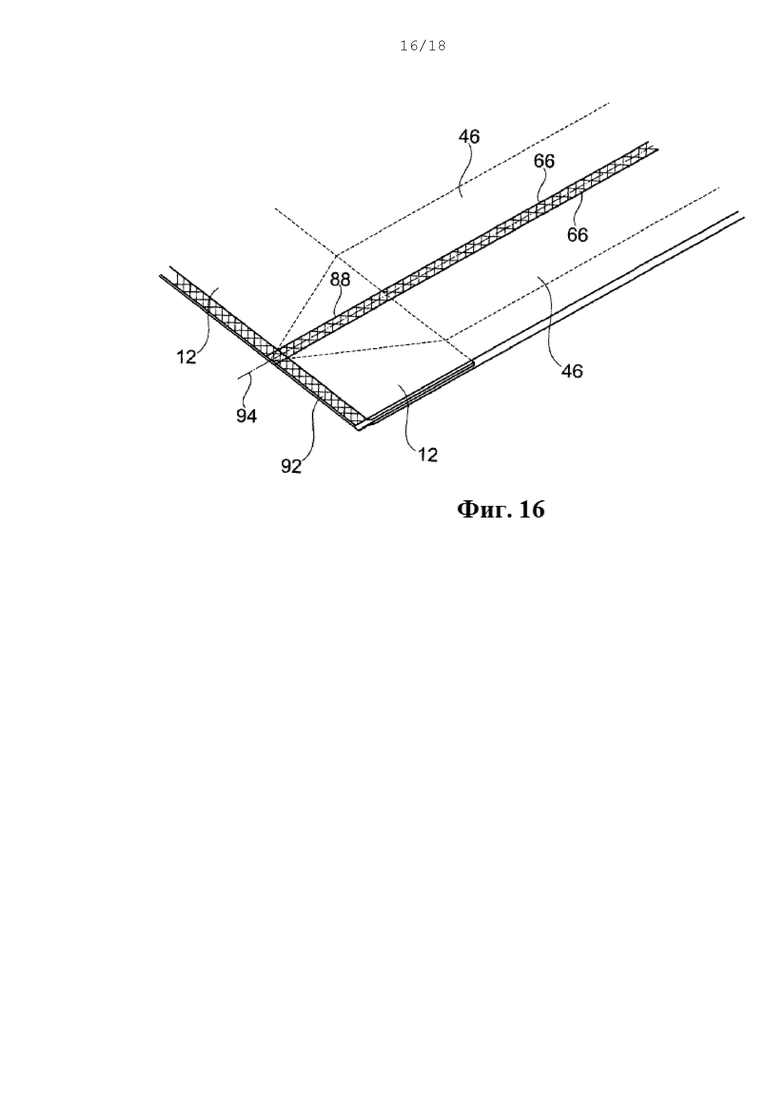
На фиг. 16 изображена заключительная деталь, где пленочные полотна 70, 70' оснащены продольными сварными швами 92, формирующими кромки в стоящем днем законченного пакета.
После этапа, показанного на фиг. 16, предпочтительно подрезать пленку дна. Таким образом, лишнюю ширину пленочных полотен 70, 70', упомянутую в связи с фиг. 7 и 8 и используемую для удержания при складывании пленочных полотен, удаляют.
При помощи вышеописанных этапов формируют полотно пакетов с расположенными рядом друг с другом пакетами 12. Пакеты 12 могут быть разделены прорезями вдоль линии 94 так, что они могут иметь форму, соответствующую форме, показанной на фиг. 1, где верхние кромки пакетов 12 (не показаны на фиг. 6-16) соединены с периферическими полосовыми участками 50.
Полотно пакетов может храниться в рулоне или сложенное зигзагом в коробках.
На фиг. 6-16 не показано, каким образом застежку-молнию вводят в процесс. Однако, как показано на фиг. 2, застежку-молнию 58 вставляют в пленочные полотна непосредственно перед соединением пленочных полотен, изображенных на фиг. 7. Застежку-молнию 58', показанную на фиг. 3, вставляют вместе с боковыми плоскими секциями 46 на этапе способа, изображенном на фиг. 6.
На фиг. 6-16 изображен конкретный вариант осуществления способа формирования пакетов. В этом варианте участок 76 кромки пленочного полотна 70 используют для формирования дна пакета.
В альтернативном варианте дно может быть выполнено из пленочных секций, вставляемых отдельно.
Таким образом, при изготовлении пленочного полотна можно использовать способы производства, описанные в европейском патенте EP 1250999. Однако, следует убедиться в том, что при помощи способа, описанного в европейском патенте EP 1250999, получают пленочные полотна, в верхней части которых имеется периферический участок, который может быть использован для образования периферических полосовых участков со звездообразными перфорационными отверстиями.
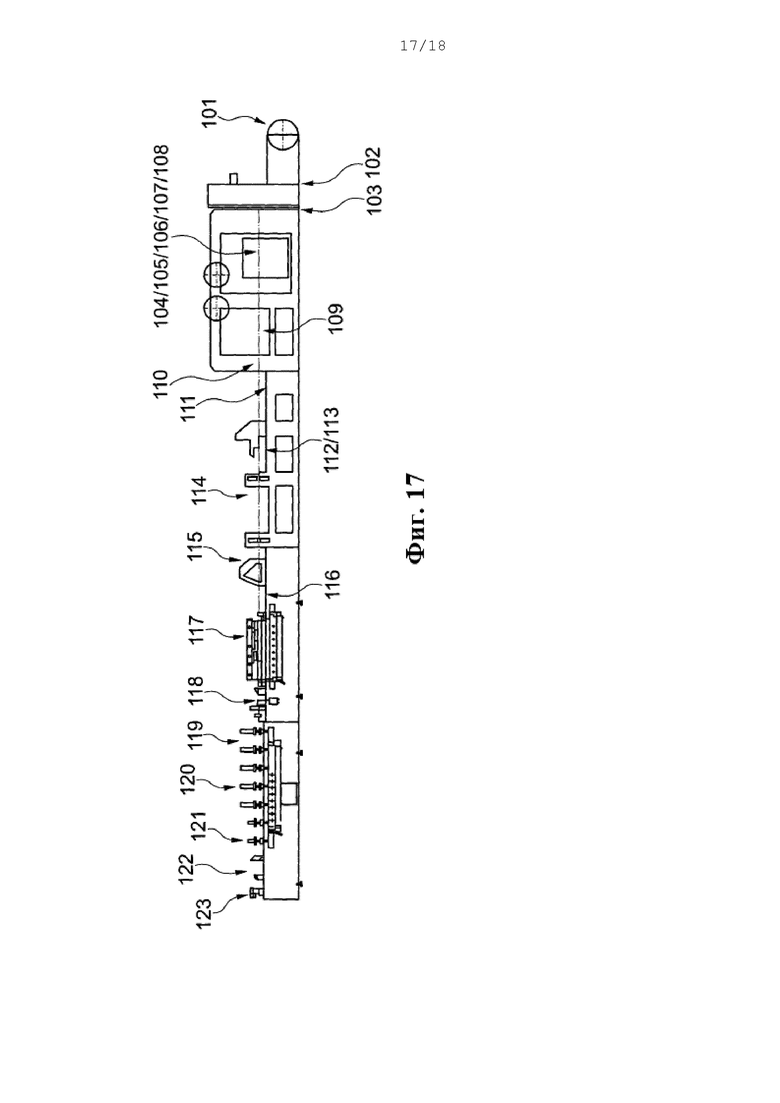
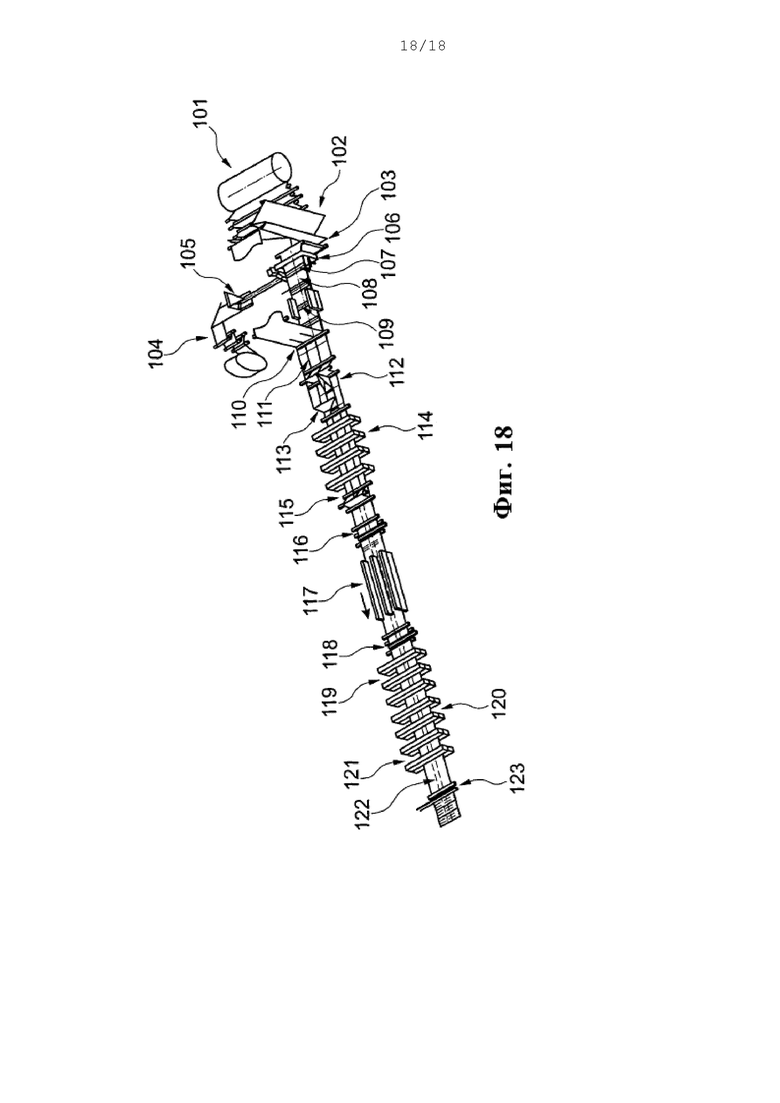
На фиг. 17 и 18 изображен альтернативный вариант способа изготовления полотен пакетов. Следует отметить, что в данной модели не показаны этапы способа, на которых сформированные полотна пакетов сваривают в верхней части для образования направляющего канала, и на которых сформированные полотна пакетов перемещают в хранилище в виде непрерывного полотна пакетов так, что полотна пакетов впоследствии подают из хранилища в загрузочную машину. В альтернативном варианте осуществления изобретения непрерывное пленочное полотно могут перемещать непосредственно в загрузочную машину.
На фиг. 17 и 18 изображен процесс производства полотен пакетов справа налево. Описание представлено с одновременной ссылкой на обе фигуры.
Выполняют разматывание пленки из рулона 101. Это пленочное полотно называют исходной пленкой. Исходную пленку используют для получения передней и задней боковых стенок и дна. В показанном варианте осуществления изобретения выполняют разделение для получения двух полотен пакетов.
В буферном модуле 102 устанавливают натяжение полотна, а также буфер. Кроме того, в данном буферном модуле устанавливают направление кромки и вертикальное сгибание. В то же время исходную пленку разделяют на верхнее и нижнее пленочное полотно. Часть верхнего пленочного полотна впоследствии используют для формирования дна пакета. Нижнее пленочное полотно впоследствии используют в качестве отдельных боковых складок.
Транспортирование пленки изменяют в преобразователе 103 с непрерывного на прерывистое. Материал для формирования боковых складок подают с размоточной машины 104 боковых складок, откуда осуществляют разматывание пленки, впоследствии перемещаемой в поперечном направлении относительно нижнего полотна. Для сгибания пленки боковых складок с целью формирования трубки используют фальцевальный модуль 105. Кроме того, наряду с этим устанавливают направленное перемещение кромки пленки.
Сварочный модуль 106 используют для точечной сварки сформированного трубчатого профиля перед тем, как трубчатый профиль вставляют в поперечном направлении относительно нижнего полотна. Для укорочения пленки боковых складок до требуемой длины используют резец (не показан).
Модуль перемещения пленки 107 перемещает пленку боковых складок на нижнее пленочное полотно в процессе двухэтапного перемещения. На первом этапе перемещения секцию пленки боковых складок перемещают в поперечном направлении относительно пленочного полотна между двумя зубчатыми ремнями (не показаны). Затем секцию боковой складки перемещают на нижнее полотно в направлении его транспортирования.
Машина 108 для точечной сварки осуществляет точечную сварку пленки боковых складок с нижним полотном. Для разделения пленки боковых складок используют разделяющий резец. Таким образом, осуществляют продольное разделение для складывания двух донных складок.
Разделяющий резец 109 разделяет только боковую складку и нижнее пленочное полотно, лежащее под разделяющим резцом 109. Остальную часть нижнего полотна не разделяют. Таким образом можно направлять пленочное полотно.
Для совместного перемещения верхнего и нижнего пленочных полотен используют направляющий/соединительный модуль 110. В этом модуле также расположены продвигающие ролики. При этом процессе используют резец (не показан) для отрезания части верхнего полотна, используемого для формирования дна. Кроме того, в данном модуле верхнее пленочное полотно разделяют на левое и правое полотно для формирования двух полотен пакетов. Если необходимо изготовить одинарное полотно пакетов, верхнее полотно на данном этапе не разделяют.
Для складывания донных складок используют сварочную машину 111 для контурной сварки. На дне пакета выполняют сварочные швы таким образом, что дно может быть впоследствии расправлено.
Для расправления дна используют направляющие ролики 112. Дно перемещают под углом 90° через реверсивные ролики для того, чтобы осуществить разглаживание пленки.
В модуле 113 перемещения пленки донную пленку, отрезанную от исходной пленки, перемещают поперечно верхнему и нижнему пленочному полотну, а затем вдоль этих пленочных полотен. После этого отрезанное пленочное полотно кладут на расправленное дно.
Модуль 114 представляет собой комбинированную сварочную машину для донных складок и охлаждающий модуль. Здесь расправленное дно с соответствующей донной пленкой сваривают в поперечном направлении относительно донной складки при помощи трех сварочных машин. Затем его охлаждают в охлаждающем модуле.
Для вставки дна пакета используют направляющий модуль 115. В этом направляющем модуле дно пакета фальцуют посредством направляющих роликов и перемещают под углом 90° через реверсивный ролик с тем, чтобы обеспечить разглаживание пленки.
Для продвижения и установки натяжения полотна используют продвигающие ролики 116.
В сварочном модуле 117 выполняют сварку в продольном направлении пленочного полотна в левом и правом полотне пакетов. Здесь завершают сварку донной складки.
Продвигающий модуль 118 оснащен продвигающими роликами для продвижения пленочных полотен и при этом обеспечения натяжения в них.
Сварочный модуль 119 включает сварочные модули, выполняющие сварку донных складок поперек пленочного полотна.
Сварочный модуль 120 оснащен тремя зажимными губками стыкосварочной машины, осуществляющими сварку в поперечном направлении пленочного полотна. Хоть это и не показано на чертеже, зажимные губки стыкосварочной машины расположены таким образом, что сварка происходит не по всей ширине. Таким образом, имеются периферические полосовые участки без сварочного шва, которые впоследствии используют для направления полотен пакетов. Затем на этих периферических полосовых участках выполняют перфорационные отверстия, а также сварку верхней части так, что полотна пакетов после этого имеют закрытую область кромки, оснащенную перфорационными отверстиями. Эту закрытую область кромки используют для направляющего соединения с направляющими средствами.
Охлаждающий модуль 121 осуществляет охлаждение в поперечном направлении пленочного полотна.
Обрабатывающий модуль 122 оснащен различными инструментами (не показаны), которые известным способом осуществляют пробивание отверстий и подрезание пленочных полотен.
Продвигающий модуль 123 включает продвигающие ролики и разделительный резец, выполняющий разделение так, что получаются два полотна пакетов с расположенными рядом друг с другом пакетами.
Затем это непрерывное полотно пакетов отправляют на хранение в хранилище, которое включает сворачивание в рулон или размещение в коробках.
Изобретение относится к полотну пакетов для упаковки изделий, жидкого или сыпучего материала в пленочные пакеты, выполненные в непрерывном полотне. Полотно пакетов вдоль кромки проема оснащено периферическими полосовыми участками, имеющими отверстия, предназначенные для направляющего соединения с направляющими средствами, которые могут удерживать и направлять пакеты вдоль пути транспортировки через пункт загрузки. Таким образом, пакеты являются прилегающими друг к другу вдоль верхней кромки, используемой для направленного перемещения. Полотна пакетов включают пленочные полотна, образующие противоположные передние и задние боковые стенки пакета, и дополнительные пленочные элементы, расположенные между передними и задними боковыми стенками для формирования боковой стенки или дна пакета, или и того, и другого. За счет такого полотна пакетов обеспечивается очень простое и быстрое заполнения типа пакетов со стоящим дном и сложенными боковыми кромками. Раскрывается также способ упаковки продукта в пленочные пакеты посредством использования полотна пакетов. 2 н. и 15 з.п. ф-лы, 18 ил.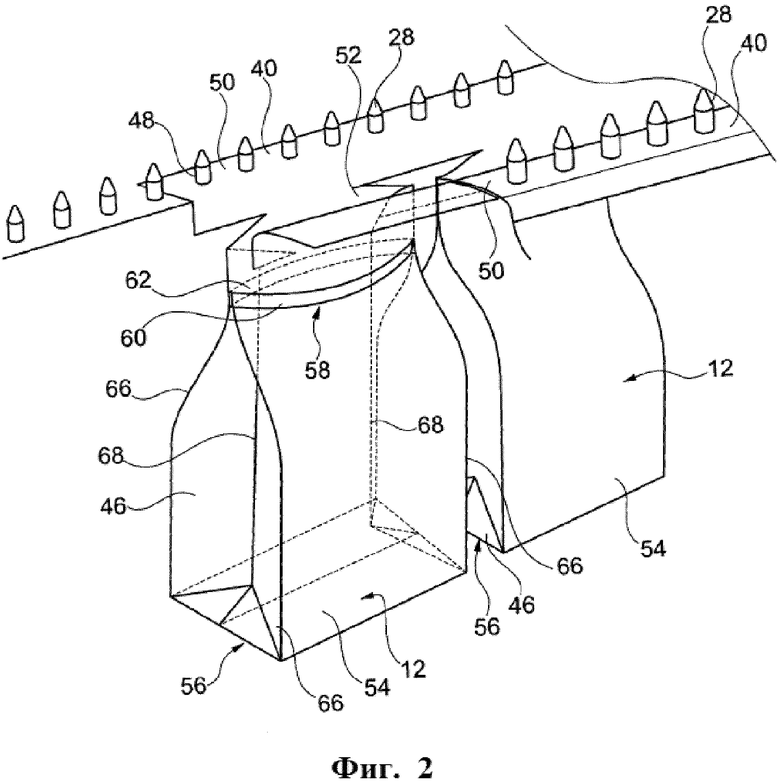
1. Полотно пакетов для упаковки изделий, жидкого или сыпучего материала в пленочные пакеты, выполненные в непрерывном полотне пакетов, причем полотно пакетов имеет вдоль кромок проема периферические полосовые участки, имеющие ряд отверстий или соответствующих звездообразных перфорационных отверстий, предназначенных для направляющего соединения с направляющими средствами, которые выполнены с возможностью удержания и направления периферических участков у противоположных кромок проема пакета вдоль пути транспортировки через пункт загрузки, причем полотно пакетов является типом полотна, состоящим из непрерывной последовательности отдельных пакетов, разделенных рядом прорезей, проходящих от донной кромки полотна вверх до точки, расположенной ниже верхней кромки полотна, отличающееся тем, что полотно для изготовления пакетов включает пленочные полотна, образующие противоположные переднюю и заднюю боковые стенки пакета, и дополнительные пленочные элементы, расположенные между передней и задней боковыми стенками для формирования боковой стенки или дна пакета, или и того, и другого.
2. Полотно пакетов по п. 1, отличающееся тем, что дополнительные пленочные элементы сложены с целью формирования сложенных боковых стенок или дна, или и того, и другого.
3. Полотно пакетов по п. 1 или 2, отличающееся тем, что включает два наложенных друг на друга пленочных полотна, сваренных с дополнительными пленочными элементами, образующими сложенные боковые стенки или дно, или и то, и другое.
4. Полотно пакетов по п. 3, отличающееся тем, что дополнительные пленочные элементы, образующие боковые стенки или дно, или и то, и другое, являются отдельными пленочными элементами, которые сварены с двумя полотнами пакетов.
5. Полотно пакетов по п. 1 или 2, отличающееся тем, что включает два наложенных друг на друга пленочных полотна, причем первое пленочное полотно шире, чем второе пленочное полотно, так как первое пленочное полотно имеет периферический участок, сложенный для формирования дна пакета и приваренный к первому пленочному полотну.
6. Полотно пакетов по любому из предшествующих пунктов, отличающееся тем, что на пленочном полотне, образующем переднюю или заднюю боковую стенку пакета, выполнена застежка-молния, имеющая взаимодействующие части застежки, а также тем, что вместе с застежкой-молнией и параллельно ей выполнена ослабленная линия или перфорация, легко разрываемая с целью открытия проема для доступа к внутренней части законченного пакета, причем проем для доступа выполнен с возможностью открывания и закрывания посредством застежки-молнии.
7. Полотно пакетов по любому из пп. 1-5, отличающееся тем, что взаимодействующие части застежки-молнии расположены напротив друг друга на пленочных полотнах, образующих противоположные передние и задние боковые стенки пленочного полотна пакетов, и тем, что эти взаимодействующие части застежки-молнии расположены параллельно кромкам проема в непосредственной близости от них для обеспечения открытия проема для доступа к внутренней части законченного пакета, причем проем для доступа выполнен с возможностью открывания и закрывания посредством застежки-молнии.
8. Полотно пакетов по п. 7, отличающееся тем, что дополнительные пленочные элементы, образующие боковые стенки, проходят от дна пакета до места, прилегающего к частям застежки-молнии.
9. Полотно пакетов по любому из предшествующих пунктов, отличающееся тем, что продольные сварные швы, образующие кромку стоящего дна в законченном пакете, выполнены на периферическом участке у боковых кромок дна пленочного полотна, расположенных на противоположных сторонах пленочных полотен относительно кромок проема.
10. Полотно пакетов по любому из предшествующих пунктов, отличающееся тем, что полотно пакетов оснащено центральной опорной областью, проходящей в продольном направлении полотна пакетов и соединяющей пакеты, расположенные рядом друг с другом в поперечном направлении полотна, и тем, что центральная опорная область выполнена с возможностью транспортировки на опорной рейке вдоль пути транспортировки через пункт загрузки, а также тем, что периферические участки на самых наружных противоположных кромках проемов двух расположенных рядом друг с другом пакетов введены в направляющее соединение с направляющими средствами.
11. Способ упаковки продукта, предпочтительно изделий или сыпучего материала, в пленочные пакеты посредством использования полотна пакетов в соответствии с любым из предшествующих пунктов, причем способ включает этапы, на которых:
- два пленочных полотна, образующих передние и задние боковые стенки пакетов, оснащают вдоль кромок проема периферическими полосовыми участками, на которых выполняют ряд отверстий или соответствующих звездообразных перфорационных отверстий;
- два пленочных полотна накладывают друг на друга и между ними размещают дополнительные пленочные элементы для формирования боковой стенки или дна пакета, или и того, и другого;
- пленочные полотна и дополнительные пленочные элементы сваривают друг с другом для формирования непрерывного полотна пакетов;
- путем транспортировки на опорной рейке полотно пакетов приводят в зацепление с направляющими средствами, обеспечивающими удержание полотна пакетов вдоль пути транспортировки через пункт загрузки;
- вдоль кромок проема непрерывное полотно пакетов приводят в направляющее соединение с направляющими средствами, выполненными с возможностью взаимодействия с рядом отверстий или соответствующих звездообразных перфорационных отверстий, таким образом обеспечивая удержание и направление периферических участков на противоположных кромках проема пакета вдоль пути транспортировки через пункт загрузки;
- вместе с прохождением через пункт загрузки направляющие средства раздвигают противоположные кромки проема пакета для обеспечения последовательного раскрытия пакетов;
- непрерывное полотно отдельных пакетов транспортируют через пункт загрузки, в котором проемы пакетов остаются открытыми для получения заполняющего материала;
- кромки проема пакета снова сводят вместе после заполнения пакетов для обеспечения из закрывания;
- пакеты закрывают после прохождения через пункт загрузки и отделяют от полотна.
12. Способ по п. 11, отличающийся тем, что на пленочном полотне, образующем переднюю или заднюю боковую стенку пакета, выполняют застежку-молнию, имеющую взаимодействующие части застежки, а также тем, что вместе с застежкой-молнией и параллельно ей выполняют ослабленную линию или перфорацию, легко отрываемую с целью открытия проема для доступа к внутренней части законченного пакета, причем проем для доступа выполнен с возможностью открывания и закрывания посредством застежки-молнии.
13. Способ по п. 11, отличающийся тем, что взаимодействующие части застежки-молнии располагают напротив друг друга на пленочных полотнах, образующих противоположные передние и задние боковые стенки пленочного полотна пакетов, и тем, что эти взаимодействующие части застежки-молнии располагают параллельно кромкам проема в непосредственной близости от них для обеспечения открытия проема для доступа к внутренней части законченного пакета, причем проем для доступа выполнен с возможностью открывания и закрывания посредством застежки-молнии.
14. Способ по любому из пп. 11-13, отличающийся тем, что продольные сварные швы, образующие кромку стоящего дна в законченном пакете, выполняют на периферическом участке у боковых кромок дна пленочного полотна, расположенных на противоположных сторонах пленочных полотен относительно кромок проема.
15. Способ по любому из пп. 11-14, отличающийся тем, что полотно пакетов оснащают центральной опорной областью, проходящей в продольном направлении полотна пакетов и соединяющей пакеты, расположенные рядом друг с другом в поперечном направлении полотна, и тем, что центральную опорную область транспортируют на опорной рейке вдоль пути транспортировки через пункт загрузки, а также тем, что вводят периферические участки на самых наружных противоположных кромках проемов двух расположенных рядом друг с другом пакетов в направляющее соединение с направляющими средствами.
16. Способ по любому из пп. 11-14, отличающийся тем, что полотно пакетов выполняют из одной общей исходной пленки, и тем, что выполняют разделение для образования двух пленочных полотен, которые формируют передние и задние боковые стенки пакетов.
17. Способ по п. 16, отличающийся тем, что пленочное полотно используют при необходимости для создания одного или двух полотен пакетов.
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| EP 0780309 A1, 25.06.1997 | |||
| Способ измерения переменной составляющей остаточного напряжения асинхронного тахогенератора | 1985 |
|
SU1250999A1 |

