Изобретение относится к области медицины, а конкретно к офтальмологии.
Известен способ изготовления интраокулярных линз путем высокотемпературной вулканизации в литьевой форме кремнийорганического полимера с последующим термостатированием.
Недостатком этого способа является то, что длительное выдерживание практически всех известных полимеров при высоких температурах 200-300oC приводит не только к их сшиванию (вулканизации), но и к деструкции. При деструкции полимеров образуются низкомолекулярные продукты, способные диффундировать в ткани глаза и вызывать токсикологию.
Другим недостатком этого способа является то, что он позволяет использовать при изготовлении ИОЛ лишь очень узкий класс материалов, а именно те, у которых коэффициент усадки близок к нулю. В той же мере последнее относится и к способам изготовления линз, при которых отверждение жидкого материала в литьевой форме происходит под действием света или какого-либо другого излучения. В связи с тем, что для подавляющего большинства фотоотверждаемых материалов коэффициент усадки находится в пределах от 5 до 22%, считают, что такие способы не могут обеспечить изготовление линзы с приемлемыми оптическими характеристиками (Полимерные оптические материалы. Сб. статей. Черноголовка. 1989, с. 199).
Известны патенты США N 4382902 (1983) и N 4166088 (1979) кл. B 29 D 11/00, в которых описаны способы изготовления контактных линз для глаз путем отверждения жидкого материала в форме из оптически прозрачного материала под действием УФ-света.
Отметим, что в данном случае описаны способы изготовления не ИОЛ, контактных линз. Последние являются выпукло-вогнутыми линзами, для которых не характерна значительная разнотолщинность. В связи с чем можно допустить, что имеющиеся в литьевых формах демферирующие устройства дают возможность получить удовлетворительные по оптике характеристики линзы. ИОЛ - это двояковыпуклые или плосковыпуклые линзы, у которых разнотолщинность много больше, чем у контактных линз. Для такого типа линз ни одна из конструкций литьевой формы не позволяет получать таким способом линзы с удовлетворительными оптическими характеристиками.
Известен способ изготовления эластичного хрусталика глаза, заключающийся в том, что в литьевую форму заливают жидкий фотоотверждаемый материал, облучают УФ-светом, удаляют неотвержденный фотоматериал и производят отжиг (патент РФ N 2074373, взятый за прототип).
Существенным недостатком данного изобретения является наличие определенной травматичности, связанной с недостаточной эластичностью искусственного хрусталика глаза.
Технической задачей, решаемой предлагаемым способом, является создание ИОЛ, обладающей пониженной травматичностью при одновременном повышении эластичности.
Поставленная техническая задача решается тем, что в способе изготовления искусственных хрусталиков глаза, заключающемся в том, что в литьевую форму заливают жидкий фотоотверждаемый материал, облучают УФ-светом, удаляют неотвержденный фотоматериал и производят отжиг, согласно изобретению далее ИОЛ помещают в закрытую емкость с изопропиловым спиртом при температуре от -20 до +12oC и выдерживают их в течение 3 - 24 ч, после чего производят термовакуумную сушку при 40 - 70oC в течение 1 - 6 ч.
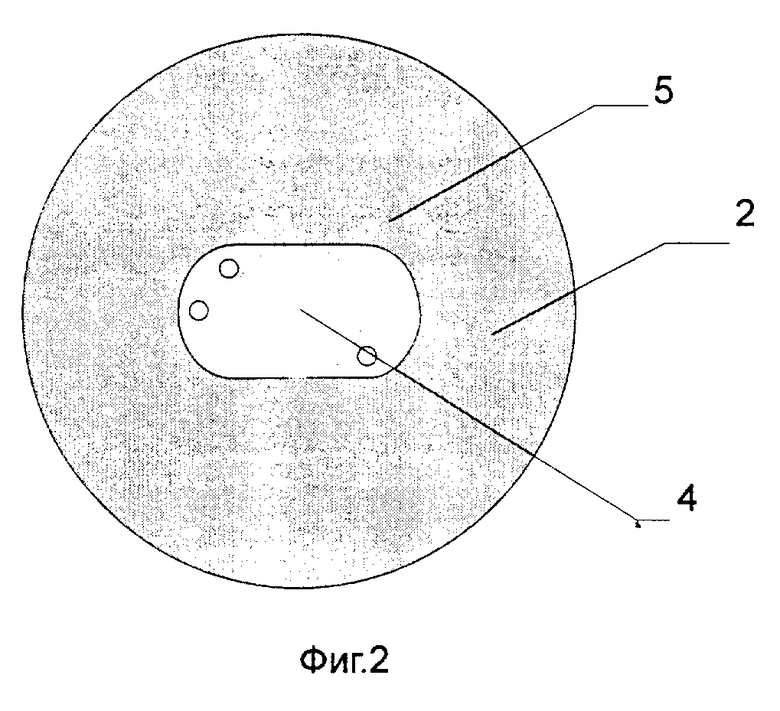
Способ изготовления ИОЛ осуществляется следующим образом. Для изготовления искусственных хрусталиков глаза используют литьевую форму, состоящую из двух половинок, выполненных из оптически прозрачного материала, например кварца, и кольцеобразную прокладку, толщина которой равна толщине опорной части хрусталика (фиг. 1). Половинки литьевой формы выполняют в виде цилиндров с оптически полированными торцевыми поверхностями, на внутренних поверхностях которых в центральной части имеются углубления, которые при соединении двух половинок литьевой формы образуют оптическую часть хрусталика (фиг. 1). На внутренней поверхности верхней половинки формы выполнен рисунок, содержащий прозрачные и непрозрачные для УФ-света участки, например из хрома, негативное изображение которого соответствует плоскому изображению оптической части хрусталика и его опорных элементов (фиг.2). На внутренней поверхности второй половинки формы выполнен аналогичный рисунок, негативное изображение которого соответствует изображению только оптической части хрусталика (фиг. З).
На нижней половинке формы устанавливают кольцеобразную прокладку, далее заливают в нее фотоотверждаемый материал с образованием верхнего мениска (фиг. 4), накладывают верхнюю половинку формы, совмещают центры двух половинок формы по двум координатам в плоскости и плотно сжимают (фиг. 5).
Далее форму облучают УФ-светом с длиной волны λ =320-380 нм в две стадии.
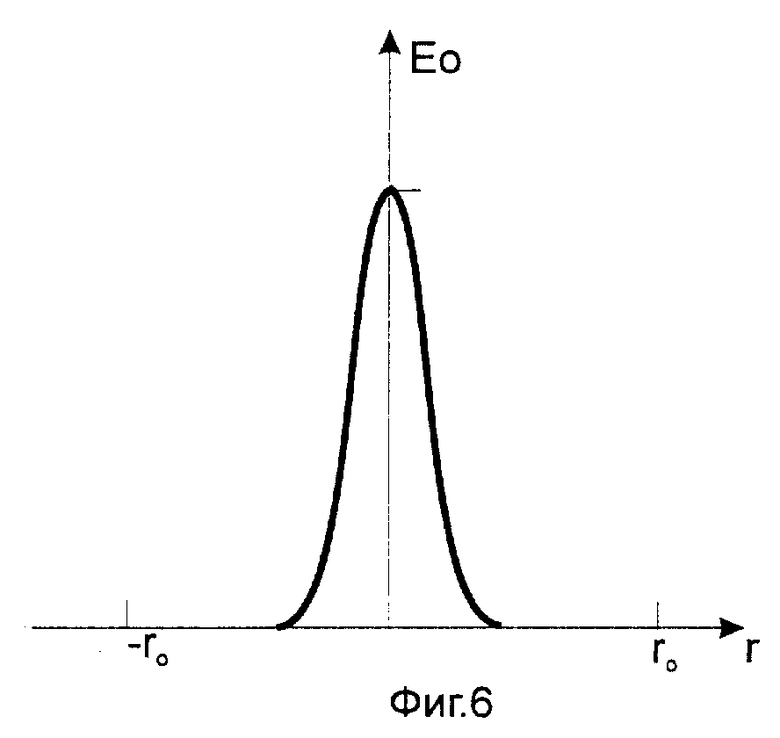
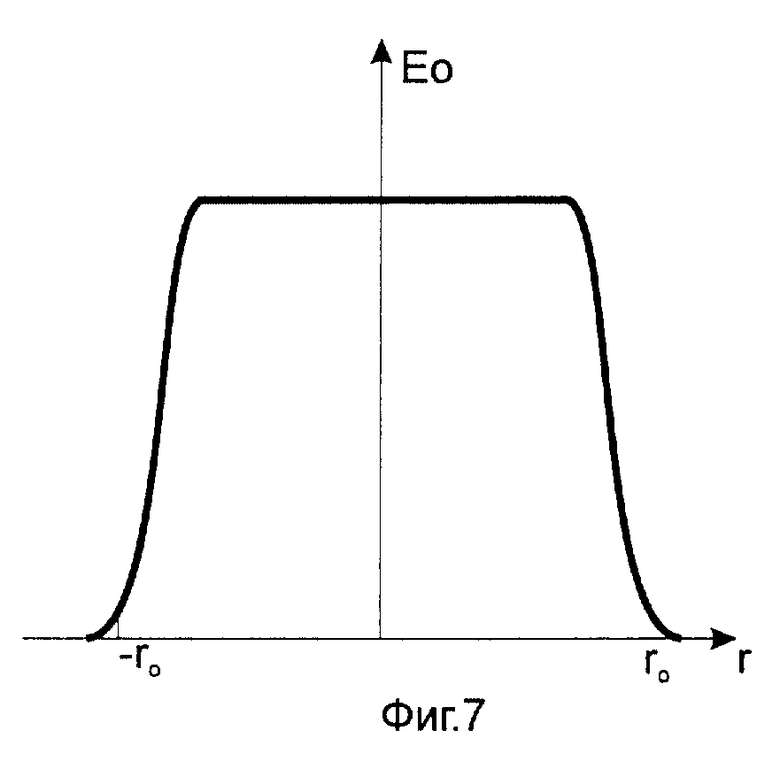
Первоначально свет от внешнего источника фокусируют в центре формы и далее с равномерной скоростью, не превышающей скорости отверждения композиции, увеличивают радиус освещаемой площади до величины, равной радиусу оптической части хрусталика. Распределение освещенности вдоль диаметра оптической части хрусталика в начальный момент времени должно быть таким, как показано на фиг. 6, на конечной стадии облучения - как показано на фиг. 7. Изменение освещенности формы в процессе облучения осуществляют с помощью специальной установки экспонирования, состоящей и источника света (ртутно-кварцевой лампы марки ДРТ-120), диафрагмы, оптической системы, позволяющей проецировать открытую часть диафрагмы на рабочую поверхность литьевой формы, и устройства, позволяющего открывать диафрагму с заданной скоростью (не показано). Скорость расширения светового пятна подбирают таким образом, чтобы при достижении границы оптической части хрусталика произошло полное отверждение жидкого материала.
На второй стадии форму облучают по всей поверхности от источника света, обеспечивающего равномерную освещенность всей поверхности формы. Оптимальное время экспонирования подбирают эмпирически так, чтобы после проявления ИОЛ линейные размеры опорных элементов совпадали с соответствующими размерами, указанными на фиг. 2.
После завершения облучения разъединяют две половинки формы. Изделие остается на одной из половинок формы с остатками неотвержденного жидкого материала. Изделие тщательно проявляют в подходящем растворителе, например в изопропиловом спирте, далее полученное изделие, не отделяя его от формы, облучают дополнительно УФ-светом в течение 3-10 мин в бидистиллированной воде при Т= 40-60oC. Далее отделяют хрусталик от формы и помещают в закрытую емкость с изопропиловым спиртом при температуре -20 - +12oC и выдерживают их в течение 3 - 24 ч, после чего производят термовакуумную сушку при 40 - 70oC в течение 1 - 6 ч.
На фиг. 1 изображен общий вид литьевой формы в собранном состоянии; на фиг. 2 - вид снизу на внутреннюю поверхность верхней литьевой формы без нижней половинки; на фиг. 3 - вид сверху на внутреннюю поверхность нижней половинки формы без верхней половинки; на фиг. 4 - нижняя половинка литьевой формы после заливки композиции; на фиг.5 - общий вид литьевой формы в собранном состоянии с залитой композицией: на фиг. 6 - распределение интенсивности света Eo начальный момент экспонирования, где ro- радиус оптической части; на фиг.7 - распределение интенсивности света Eo в момент времени, соответствующий полностью освещаемой оптической части. Литьевая форма состоит из нижней 1 и верхней 2 половинок; 3 - кольцевая прокладка; 4 - прозрачный участок, соответствующий оптической части линзы; 5 - прозрачные участки, соответствующие опорным элементам линзы; 6 - залитая фотоотверждаемая композиция.
Для изготовления ИОЛ данным способом использовали фотоотверждаемый материал следующего состава, описанный в патенте РФ N 2074673: олигоуретанметакрилат 78,19 мас.% с количеством оксипропиленовых групп 80; метакриловый эфир метилкарбитола 13,7 мас.%; метакриловая кислота 7,77 мас.%; 2,2- диметокси-2-фенилацетофенон 0,34 мас.%.
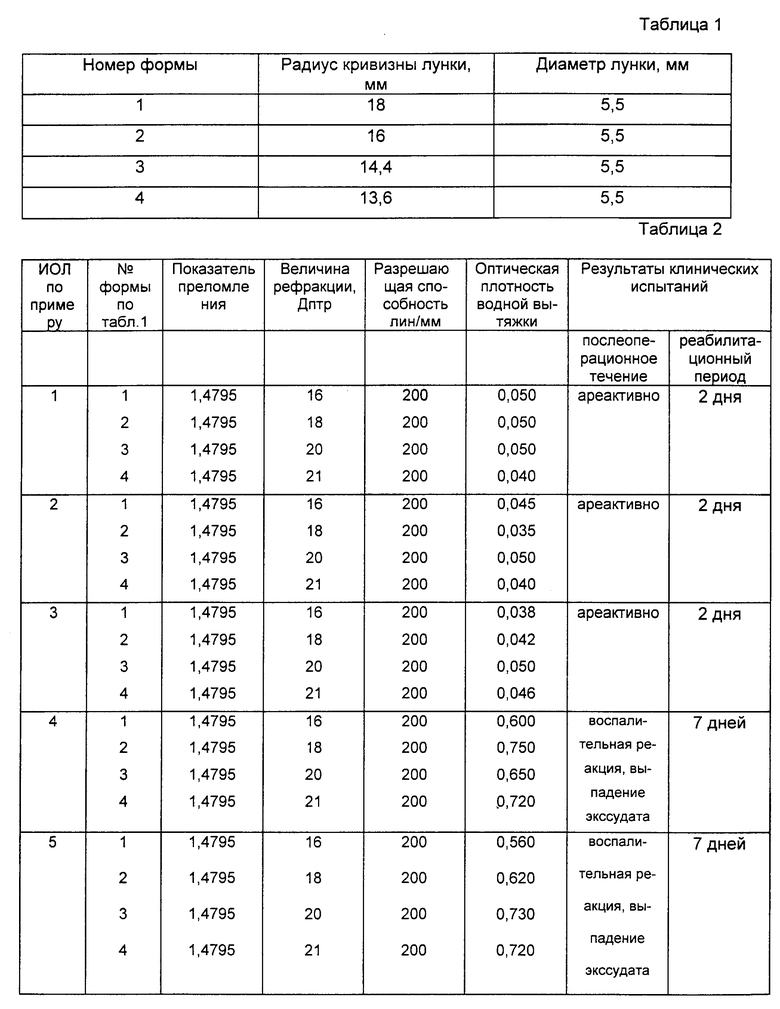
Пример 1. ИОЛ изготавливают в кварцевых литьевых формах, состоящих из двух половинок (фиг. 1), технические характеристики которых приведены в табл. 1. Нижние половинки форм (1-4 по табл. 1) располагают горизонтально так, чтобы углубления под оптическую часть ИОЛ находились сверху. На поверхности размещают ограничительные прокладки, выполненные в виде кольца из листового тефлона толщиной 150 мкм. Предварительно подготовленную композицию с помощью микродозатора объемом 200 мкл вводят в углубления нижних половинок литьевых форм. Верхние половинки литьевых форм накладывают на нижние и прижимают так, чтобы композиция полностью заполнила весь объем между двумя половинками литьевых форм, ограниченный прокладкой. Заполнение литьевых форм проводят при комнатной температуре, желтом освещении, в обеспыленной атмосфере. Каждую из литьевых форм последовательно помещают под микроскоп типа МБС-10 и при 12-кратном увеличении, путем перемещения нижней половинки относительно верхней, достигают совмещения края оптической части верхней половинки с краем оптической части нижней половинки литьевой формы. Совмещенную литьевую форму плотно сжимают и фиксируют. Переносят литьевую форму в установку экспонирования, состоящую из источника света (ртутно-кварцевой лампы марки ДРТ-120), диафрагмы, оптической системы, позволяющей проецировать открытую часть диафрагмы на рабочую поверхность литьевой формы, и устройства, позволяющего открывать диафрагму с заданной скоростью. Литьевую форму в установке экспонирования размещают таким образом, чтобы падающий луч проходил по главной оптической оси оптической части литьевой формы, а изображение диафрагмы формировалось в плоскости, разделяющей две половинки формы. В начальный момент времени диафрагма закрыта. Устанавливают скорость открывания диафрагмы, соответствующую увеличению радиуса освещаемой площади оптической части на 3,5 мм за 7 мин и проводят первую стадию экспонирования. На первой стадии экспонирования формируется оптическая часть ИОЛ. Переносят литьевую форму под вторую установку экспонирования, состоящую из источника (ртутно-кварцевой лампы марки ДРТ-120) и коллиматора, и проводят вторую стадию экспонирования. Оптимальное время экспонирования подбирают эмпирически так, чтобы после проявления ИОЛ линейные размеры опорных элементов совпадали с соответствующими размерами, указанными на фиг.2. При интенсивности света, падающего на поверхность литьевой формы, 440 Вт/м2 оптимальное время экспонирования составляет 1 мин 30 с. На второй стадии экспонирования формируются опорные элементы ИОЛ (гаптическая часть). После облучения литьевую форму разбирают, отделяя одну половинку формы от другой и удаляя ограничительную прокладку. Далее все операции выполняют с половинкой литьевой формы, на которой сформирована ИОЛ. Форму с ИОЛ помещают в установку проявления, состоящую из кюветы для проявителя объемом 200 мл, насоса, обеспечивающего циркуляцию проявителя, и форсунки расположенной в крышке кюветы. Форму с ИОЛ помещают в кювету, наливают проявитель - изопропиловый спирт, закрывают крышкой и включают насос. Время проявления ИОЛ - 2 мин. Во время проявления происходит удаление незаполимеризованной части фотоотверждаемого материала, который во время экспонирования находился под непрозрачными для УФ-света участками рисунка, выполненного на внутренней поверхности верхней половинки литьевой формы (фиг.2). После проявления форму с ИОЛ высушивают в потоке теплого обеспыленного воздуха в течение 5 мин. Форму с ИОЛ помещают в кювету объемом 100 мл с бидистиллированной водой, нагретой до 40-60oС. Кювету переносят в установку экспонирования, состоящую из источника (ртутно-кварцевой лампы марки ДРТ-120), и проводят стадию отжига, состоящую в дополнительном облучении ИОЛ. При интенсивности света, падающего на поверхность ИОЛ, 330 Вт/м2 время облучения составляет 10 мин. После дополнительного облучения ИОЛ высушивают от воды и отделяют от формы. Далее ИОЛ помещают в закрытую емкость (бюкс) с изопропиловым спиртом при температуре от -20oC и выдерживают их в течение 24 ч, после чего производят термовакуумную сушку при 70oC в течение 1 ч. Характеристики ИОЛ приведены в таблице 2.
Пример 2. ИОЛ изготавливают как в примере 1, но после снятия с формы помещают в изопропиловый спирт при 12oC и выдерживают их в течение 3 ч, после чего сушат при 40oC в течение 6 ч. Характеристики ИОЛ приведены в таблице 2.
Пример 3. ИОЛ изготавливают как в примере 1, но после снятия с формы помещают в изопропиловый спирт при 5oC и выдерживают их в течение 20 ч, после чего сушат при 60oC в течение 4 ч. Характеристики ИОЛ приведены в таблице 2.
Пример 4. ИОЛ изготавливают как в примере 1, но после снятия с формы помещают в изопропиловый спирт при 30oC и выдерживают их в течение 30 ч, после чего сушат при 20oC в течение 10 ч. Характеристики ИОЛ приведены в таблице 2.
Пример 5. ИОЛ изготавливают как в примере 1, но после снятия с формы помещают в изопропиловый спирт при -40oC и выдерживают их в течение 1 ч, после чего сушат при 80oC в течение 1,5 ч. Характеристики ИОЛ приведены в таблице 2.
Примечание: показатель преломления, величина рефракции ИОЛ, разрешающая способность определялись по методикам, описанным в патенте РФ N 2074673. Оптическую плотность водной вытяжки определяли следующим образом: ИОЛ помещали в 3 мл бидистиллированной воды и прогревали в течение 2 ч при 60oC, после чего на спектрофотометре СФ-46 определяли оптическую плотность водной вытяжки, помещенной в кварцевую жидкостную кювету, при длинах волне 200 - 300 нм.
Клинические испытания проводили в МНТК "МГ": из таблицы 2 следует, что во всех примерах 1,2,3, в которых параметры способа изготовления ИОЛ соответствуют формуле изобретения. ИОЛ обладают наиболее низкой токсичностью, более выраженной реактивностью и сокращенным периодом реабилитации. Отклонения от способа, соответствующего формуле изобретения, (примеры 4, 5) приводят к получению ИОЛ с недостаточно низкой токсичностью, выраженной воспалительной реакцией и продолжительным периодом лечения,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННОГО ХРУСТАЛИКА ГЛАЗА | 1998 |
|
RU2132662C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННОГО ХРУСТАЛИКА ГЛАЗА И ИСКУССТВЕННЫЙ ХРУСТАЛИК ГЛАЗА | 2003 |
|
RU2239391C1 |
| ЭЛАСТИЧНЫЙ ИСКУССТВЕННЫЙ ХРУСТАЛИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2074673C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННОГО ХРУСТАЛИКА ГЛАЗА И ИСКУССТВЕННЫЙ ХРУСТАЛИК ГЛАЗА | 2003 |
|
RU2242189C1 |
| ЭЛАСТИЧНЫЙ ИСКУССТВЕННЫЙ ХРУСТАЛИК ГЛАЗА | 1998 |
|
RU2129880C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНЫХ ИСКУССТВЕННЫХ ХРУСТАЛИКОВ ГЛАЗА | 2004 |
|
RU2275884C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНЫХ ИСКУССТВЕННЫХ ХРУСТАЛИКОВ ГЛАЗА | 2000 |
|
RU2198630C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ХРУСТАЛИКОВ ГЛАЗА | 2000 |
|
RU2234417C2 |
| ЭЛАСТИЧНЫЙ ИСКУССТВЕННЫЙ ХРУСТАЛИК ГЛАЗА | 2000 |
|
RU2198661C2 |
| ЭЛАСТИЧНАЯ ИНТРАОКУЛЯРНАЯ ЛИНЗА С ГИДРОФИЛЬНЫМИ СВОЙСТВАМИ | 2004 |
|
RU2288494C2 |



Изобретение относится к области медицины. В способе изготовления эластичных искусственных хрусталиков глаза согласно изобретению в литьевую форму заливают жидкий фотоотверждаемый материал и облучают УФ-светом. Далее удаляют неотвержденный фотоматериал и производят отжиг, после чего помещают искусственные хрусталики глаза в закрытую емкость с изопропиловым спиртом при температуре от -20 до +12oC и выдерживают их в течение 3 - 24 ч, после чего производят термовакуумную сушку при 40 - 70oC в течение 1 - 6 ч. Техническим результатом изобретения является возможность получения ИОЛ, обладающих пониженной травматичностью и повышенной эластичностью. 2 табл, 7 ил.
Способ изготовления эластичных искусственных хрусталиков глаза, заключающийся в том, что в литьевую форму заливают жидкий фотоотверждаемый материал, облучают ультрафиолетовым светом, удаляют неотвержденный фотоматериал и производят отжиг, отличающийся тем, что далее помещают искусственные хрусталики глаза в закрытую емкость с изопропиловым спиртом при температуре от -20 до +12oC и выдерживают их в течение 3 - 24 ч, после чего производят термовакуумную сушку при 40 - 70oC в течение 2 - 6 ч.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЭЛАСТИЧНЫЙ ИСКУССТВЕННЫЙ ХРУСТАЛИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2074673C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 4166088 A, 28.08.79. | |||
