Изобретение относится к устройствам, применяемым для химикотермической обработки изделий и может быть использовано в машиностроительной и химической отраслях промышленности.
Задачей, стоящей перед изобретением, является повышение производительности за счет повышения качества отделения обработанных изделий от легирующей смеси.
Предложена линия для термодиффузионного легирования изделий, содержащая электропечь, выполненную с возможностью поворота и имеющую шлюзовую камеру с коллектором подачи газа и приспособлением для загрузки обрабатываемых изделий, размещенную в печи реторту с крышкой, выполненную с возможностью вращения, камеру, имеющую зону перфорации и отсасывающее устройство, соединенное с зоной перфорации посредством желоба и патрубка.
Заводские испытания предлагаемой линии для термодиффузионного легирования изделий показали, что качество очистки деталей от легирующей смеси значительно повысилось, что приводит к повышению эффективности линии в целом.
В процессе поиска не было обнаружено решений, содержащих совокупность признаков изобретения, что позволяет сделать вывод о соответствии решения критериям "новизна" и "существенные отличия".
На чертеже изображена линия для термодиффузного легирования изделий, содержащая электропечь 1, выполненную с возможностью поворота и имеющую шлюзовую камеру 2 с коллектором 3 подачи газа и приспособлением 4 для загрузки обрабатываемых изделий, размещенную в печи 1 реторту 5 с крышкой 6, выполненную с возможностью вращения, камеру 7, имеющую зону перфорации 8 и отсасывающее устройство 9, соединенное с зоной перфорации 8 посредством желоба 10 и патрубка 11. Приспособление для загрузки обрабатываемых изделий может быть выполнено как в виде перфорированной корзины 4, так и в виде стержней, на которых закрепляют изделия для легирования (не показано). Внутри реторты 5 имеется рабочая 12 и вспомогательная 13 зоны. Установка содержит утеплитель 14. Герметизацию реторты 5 осуществляют путем передачи усилия на крышку 6 реторты 5 с помощью прижимного устройства 15. Обогрев реторты 5 осуществляют нагревателями 16, а механизм поворота 17 электропечи 1 расположен на станине 18. Вращение реторты 5 осуществляют с помощью механизма 19. Поворот камеры осуществляют при помощи механизма 20.
Линия работает следующим образом.
С помощью механизма поворота 17 электропечь 1 поворачивают в вертикальное положение горловиной вверх и выводят реторту 5 в положение загрузки, причем во вспомогательную зону 13 предварительно засыпают легирующую смесь. Затем снимают крышку 6 реторты 5, освободив ее от прижимного устройства 15 и в шлюзовую камеру 2 через коллектор 3 вводят защитную атмосферу для исключения проникновения кислорода воздуха в рабочую зону 12 реторты 5. Затем помещают в рабочую зону 12 подлежащие легированию изделия, например, поместив их в перфорированную корзину 4. С помощью грузоподъемного механизма (не показан) устанавливают то или иное приспособление для загрузки изделий, устанавливают крышку 6 на реторту 5 до упора крышкой 6 во фланец реторты 5. После этого, посредством прижимного устройства 15 передают усилие на крышку 6 для обеспечения герметизации реторты 5, с помощью механизма 19 приводят во вращение реторту 5. Затем с помощью механизма 17 электропечь 1 поворачивают в горизонтальное положение и осуществляют процесс термодиффузионного легирования изделий. После окончания процесса легирования, не останавливая процесса вращения реторты 5, электропечь 1 при помощи механизма 17 переводят в вертикальное положение, при этом легирующая смесь поступает во вспомогательную зону 13. Затем выключают вращение реторты 5 и, освободив крышку 6 от прижимного устройства 15 с помощью грузоподъемного механизма (не показан), извлекают крышку 6 и приспособление для загрузки обрабатываемых изделий 4 из реторты 5. Одновременно со снятием крышки 6 в шлюзовую камеру 2 через коллектор 3 вводят защитную атмосферу, препятствующую проникновению кислорода воздуха в рабочую зону 12 реторты 5. После этого без снижения температуры в реторте 5 вводят в электропечь 1 следующее приспособление для загрузки изделий и цикл повторяют. Подвергнутые термодиффузионному легированию изделия передают в камеру 8, включают поворотный механизм 20 и устройство 9 для отсасывания порошка. При поворотах легирующая смесь, оставшаяся между легированными изделиями, отделяется от них и через зону перфорации 8, через желоб 10 и патрубок 11 отсасывается устройством 9 и собирается в сборнике (не показан). По окончании процесса поворота, легирующая смесь возвращается во вспомогательную зону 13 реторты 5.
Использование предлагаемой линии для термодиффузионного легирования изделий позволяет улучшить качество очистки получаемых изделий, а за счет этого производительность, повысить экологичность процесса за счет исключения пылевых выбросов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2068028C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 2008 |
|
RU2383656C1 |
| УСТАНОВКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2031186C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 1999 |
|
RU2156830C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ПОРОШКА ЦИНКА | 1992 |
|
RU2009268C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2012 |
|
RU2507300C2 |
| Устройство для термодиффузионного легирования | 1990 |
|
SU1724726A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ТЕРМОДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2001 |
|
RU2202650C1 |
| МОДИФИЦИРОВАННЫЙ ПОРОШОК ЦИНКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2008 |
|
RU2383413C1 |
Линия содержит электропечь, выполненную с возможностью поворота и имеющую шлюзовую камеру с коллектором подачи газа и приспособлением для загрузки обрабатываемых изделий. В печи размещена реторта с крышкой, выполненная с возможностью вращения. Для повышения качества отделения обработанных изделий от легирующей смеси линия содержит камеру с зоной перфорации и отсасывающее устройство, соединенное с зоной перфорации посредством желоба 1 ил.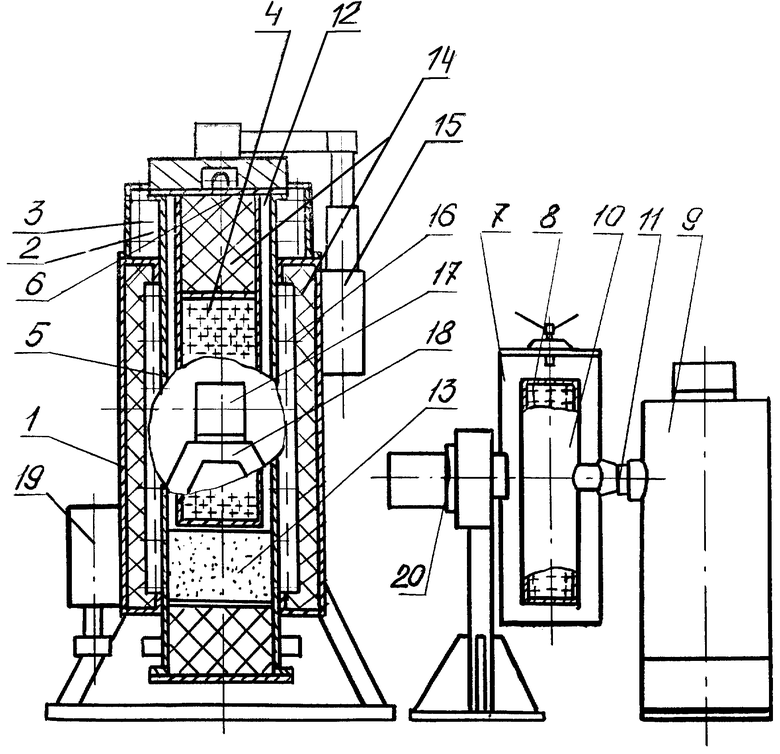
Линия для термодиффузионного легирования изделий, содержащая электропечь, выполненную с возможностью поворота и имеющую шлюзовую камеру с коллектором подачи газа и приспособлением для загрузки обрабатываемых изделий, размещенную в печи реторту с крышкой, выполненную с возможностью вращения, камеру, имеющую зону перфорации и отсасывающее устройство, соединенное с зоной перфорации посредством желоба и патрубка.
| УСТАНОВКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2031186C1 |
| Устройство для термодиффузионного легирования изделий | 1983 |
|
SU1244205A1 |
| Устройство для термодиффузионного легирования | 1990 |
|
SU1724726A1 |
| Устройство для термодиффузионного легирования изделий | 1983 |
|
SU1154374A1 |

