Изобретение относится к устройствам, а именно технологическим линиям для химико-термической обработки длинномерных металлических изделий, в частности труб, уголков, швеллеров и тому подобных изделий.
Известна технологическая линия диффузионного нанесения защитных покрытий на длинномерные полые изделия, включающая накопитель изделий, устройство для диффузионного насыщения, включающее камерную печь, содержащую бугели, на которых расположены герметичные муфели с крышками и кассетами для обрабатываемых изделий, установка для упаковки труб в муфели и механической засыпки их насыщающей порошковой смесью и уплотнения вибрацией, агрегат разборки муфелей для извлечения длинномерных изделий и механического возврата порошка для повторного использования, участок промывки или продувки сжатым воздухом изделий, накопитель готовых изделий (Бакалюк Я.Х., Проскурин Е.В. Производство труб с металлическими покрытиями. - М., 1975, с.49-52, 116-119).
Недостатком известной технологической линии является сложность конструкции, высокая трудоемкость загрузки - выгрузки легирующего порошка, а также низкая эффективность линии.
Известна также технологическая линия диффузионного нанесения защитных покрытий на длинномерные полые изделия, выбранная в качестве прототипа, содержащая накопитель изделий, устройство диффузионного насыщения с рабочей камерой, выполненное в виде реторты и винтового шнека, установленных соосно с возможностью реверсивного вращения вокруг горизонтальной оси и соосно с захватом рольганга, накопитель обработанных изделий, при этом рольганг выполнен с захватом и расположенным в захвате соосно поршнем со штоком и установлен между накопителем изделий и устройством диффузионного насыщения (пат. РФ N2023971, F 27 B 19/02, C 23 C 10/28, "Технологическая линия диффузионного нанесения защитных покрытий на длинномерные полые изделия", опубл. 30.11.97 г.).
Недостатком известной технологической линии является сложность конструкции и невозможность расширения номенклатуры длинномерных изделий (уголки, швеллеры, трубы мелкого диаметра).
Задачей, стоящей перед изобретением, является упрощение ее конструкции и повышение эффективности ее работы с одновременным снижением трудоемкости.
Предложена технологическая линия диффузионного нанесения защитных покрытий, содержащая накопитель изделий, печь, реторту, устройство для загрузки и выгрузки изделий, устройство для загрузки и выгрузки легирующего порошка, накопитель обработанных изделий, при этом линия снабжена приводными роликами, печь выполнена проходной, ролики установлены до и после печи наклонно к оси движения с обеспечением реторте одновременно поступательного и вращательного движения внутри печи, а устройство для загрузки и выгрузки легирующего порошка выполнено пневматическим.
Заводские испытания предлагаемой технологической линии диффузионного нанесения защитных покрытий показали, что за счет выполнения печи проходной, дополнительной установки до и после печи наклонно к оси движения роликов, обеспечивающих реторте поступательное и одновременно вращательное движение внутри печи и выполнения устройства для загрузки - выгрузки легирующего порошка пневматическим обеспечивается упрощение конструкции и повышение эффективности линии при одновременном снижении трудоемкости процесса.
В процессе поиска не было обнаружено решений, содержащих совокупность существенных признаков изобретения, что позволяет сделать вывод о соответствии решения критериям "новизна" и "изобретательский уровень".
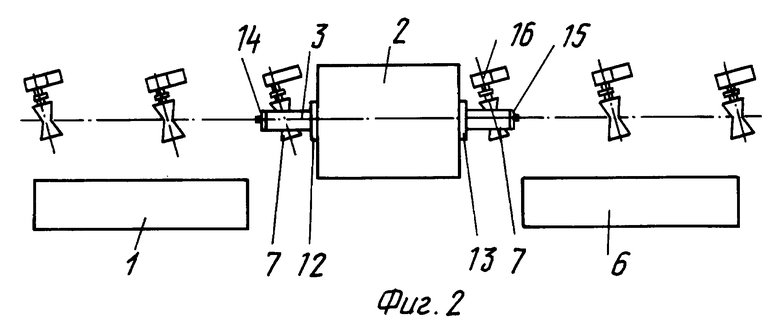
На фиг. 1 изображен вид сбоку, а на фиг. 2 вид сверху элементов предлагаемой технологической линии диффузионного нанесения защитных покрытий, содержащей накопитель 1 изделий, печь 2, реторту 3, устройство для загрузки и выгрузки изделий, имеющее подставки 4 для загрузки и 5 для выгрузки соответственно, устройство для загрузки и выгрузки легирующего порошка, накопитель 6 обработанных изделий, при этом линия снабжена приводными роликами 7, печь 2 выполнена проходной, ролики 7 установлены до и после печи 2 наклонно к оси движения с обеспечением реторте 3 одновременно поступательного и вращательного движения внутри печи 2, а устройство для загрузки и выгрузки легирующего порошка, выполненное пневматическим, включает бункер 8, содержащий легирующий порошок, питатель 9 для дозированной подачи порошка в реторту 3 через трубопровод 10 с помощью сжатого воздуха от питателя 9 в реторту 3 во время загрузки легирующего порошка и из реторты 3 в бункер 8 во время его выгрузки с помощью трубопровода 11. У печи имеется вход 12, выход 13. Реторта 3 снабжена герметизирующими крышками 14 и 15. Ролики 7 снабжены приводами 16 для перемещения реторты 3 через печь 2.
Линия работает следующим образом.
В реторту 3, установленную на подставке 4, из накопителя 1 загружают изделия, через питатель 9 дозировано с помощью трубопровода 10 при давлении воздуха 0,5-3,0 атм в течение 3-5 секунд вводят в реторту 3 легирующий порошок, герметизируют реторту 3 с помощью крышек 14, 15 и, например, с помощью подъемного устройства (не показано) или иным способом устанавливают на ролики 7 до печи 2 и пропускают через печь 2. Проходя сквозь печь 2 с роликов 7 до печи на ролики 7, после печи реторта 3 проходит через печь 2, одновременно вращаясь для лучшего осуществления процесса диффузии. Перемещение реторты 3 осуществляют с помощью приводов 16. После печи 2 у выхода 13 реторту 3 любым способом устанавливают на подставку 5 для остывания и последующей выгрузки легирующего порошка и готовых изделий. Подсоединяют реторту 3 с помощью трубопровода 11 к приемному бункеру 8, создают избыточное давление - 0,5-3,0 атм в реторте 3, при этом избыток легирующего порошка перемещается в приемный бункер 8, после чего любым известным способом выгружают готовые изделия и направляют их в накопитель 6 готовых изделий.
Цикл повторяют. Использование предлагаемой технологической линии диффузионного нанесения защитных покрытий позволяет упростить конструкцию, повысить эффективность ее работы при снижении трудоемкости загрузки - выгрузки легирующего порошка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ТЕРМОДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ | 2001 |
|
RU2202650C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| ЛИНИЯ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 1998 |
|
RU2130508C1 |
| УСТАНОВКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 1991 |
|
RU2068028C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 2008 |
|
RU2383656C1 |
| МОДИФИЦИРОВАННЫЙ ПОРОШОК ЦИНКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ, СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2008 |
|
RU2383413C1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2002 |
|
RU2221897C1 |
| СПОСОБ НАНЕСЕНИЯ ТЕРМОДИФФУЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ И МУФТА С ТЕРМОДИФФУЗИОННЫМ ЦИНКОВЫМ ПОКРЫТИЕМ | 2012 |
|
RU2507300C2 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ГРУЗОВ | 2006 |
|
RU2312806C1 |
| СПОСОБ ДИФФУЗИОННОГО ЦИНКОВАНИЯ | 1989 |
|
RU2025541C1 |
Изобретение относится к устройствам, а именно к технологическим линиям для химико-термической обработки длинномерных металлических изделий, в частности труб, уголков, швеллеров и тому подобных изделий. Техническим результатом изобретения является упрощение конструкции, повышение эффективности работы при снижении трудоемкости загрузки-выгрузки легирующего порошка. Технологическая линия диффузионного нанесения защитных покрытий содержит накопитель изделий, печь, реторту, устройство для загрузки и выгрузки изделий, устройство для загрузки и выгрузки легирующего порошка, накопитель обработанных изделий, новым в которой является то, что линия снабжена приводными роликами, печь выполнена проходной, ролики установлены до и после печи наклонно к оси движения с обеспечением реторте одновременно поступательного и вращательного движения внутри печи, а устройство для загрузки и выгрузки легирующего порошка выполнено пневматическим. 2 ил.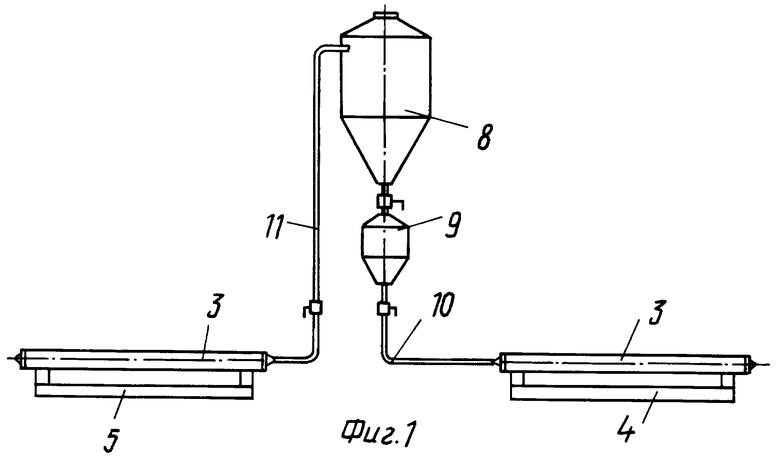
Технологическая линия диффузионного нанесения защитных покрытий, содержащая накопитель изделий, печь, реторту, устройство для загрузки и выгрузки изделий, устройство для загрузки и выгрузки легирующего порошка, накопитель обработанных изделий, отличающаяся тем, что линия снабжена приводными роликами, печь выполнена проходной, ролики установлены до и после печи наклонно к оси движения с обеспечением реторте одновременно поступательного и вращательного движения внутри печи, а устройство для загрузки и выгрузки легирующего порошка выполнено пневматическим.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДИФФУЗИОННОГО НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ПОЛЫЕ ИЗДЕЛИЯ | 1991 |
|
RU2023971C1 |
| ДВИГАТЕЛЬ ЕФИМЕНКО (ЕГО ВАРИАНТЫ) | 1994 |
|
RU2088028C1 |
| УСТАНОВКА ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2031186C1 |
| УСТАНОВКА ДЛЯ ДИФФУЗИОННОГО ХРОМИРОВАНИЯ | 0 |
|
SU260352A1 |
| Устройство для термодиффузионного легирования изделий | 1983 |
|
SU1154374A1 |
| ЛИНИЯ ДЛЯ ТЕРМОДИФФУЗИОННОГО ЛЕГИРОВАНИЯ ИЗДЕЛИЙ | 1998 |
|
RU2130508C1 |
| ЛАХТИН Ю.И., АЗМАСОВ Б.Н | |||
| Химико-термическая обработка металлов | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |

