Изобретение относится к горнодобывающей промышленности и может быть использовано в производстве режущего инструмента для горных и дорожных машин.
Известен способ армирования породоразрушающего инструмента твердосплавными вставками. Способ включает подготовку отверстия в корпусе державки, установку в него твердосплавной вставки, введение припоя и нагрев с использованием индуктора [1].
Недостатком этого способа являются большие энерго- и материальные затраты.
Известен также способ изготовления режущего инструмента, включающий размещение державки и армирующей вставки в гнезде ковочного пресса, деформацию державки для закрепления в ней части армирующей вставки [2].
Однако такой способ не обеспечивает надежности крепления армирующей вставки. В связи с износом зоны запрессовки в процессе эксплуатации возможно выпадение армирующей вставки.
Задачей изобретения является повышение надежности крепления армирующей вставки за счет гарантированной точности отверстия державки под запрессовку вставки, снижение энерго- и материальных затрат на изготовление резцов и повышение времени их эксплуатации.
Технический результат достигается тем, что при осуществлении способа изготовления резцов породоразрушающего инструмента, включающего размещение армирующей вставки в отверстии державки с наружной конусной частью и закрепление ее в этом отверстии, отверстие державки предварительно калибруют путем местной деформации конусной части державки с присутствием в отверстии калибра-свидетеля, а затем производят запрессовку армирующей вставки.
Для осуществления местной деформации на конусной части державки могут быть выполнены технологические выступы.
Местная деформация конусной части державки может быть осуществлена с помощью обжимной матрицы, снабженной технологическими выступами, или роликовой обкаткой.
Изготовление резцов с армирующей вставкой связано с проблемой получения точного по диаметру и соосности отверстия под вставку. При диаметре отверстия 7 - 10 мм и глубине до 25 мм после термообработки в отверстии державки появляются перекосы по оси и по диаметру, что снижает надежность крепления вставки. В обычной практике после сверления применяют обработку отверстия разверткой.
Предлагаемый способ исключает эту операцию. Местная деформация державки с применением калибра-свидетеля позволяет гарантированно получать необходимый диаметр отверстия с точностью не ниже 0,01 мм, что обеспечивает надежность крепления армирующей вставки и повышение срока эксплуатации резцов. В предложенном способе использован принцип пластической деформации. При воздействии на наружную конусную часть державки матрицей с выступами или роликовой обкаткой в отверстии соответственно образуются местные калиброванные выступы в виде поясков. Тот же эффект имеем, если предварительно выполнить на наружной конусной части державки технологические выступы и затем произвести деформацию этих выступов обжимающей матрицей.
На чертеже представлен разрез державки резца с расположенным в ее отверстии калибром-свидетелем.
Для изготовления резца использована армирующая вставка и державка 1, на наружной конусной части которой были выполнены два технологических выступа в виде поясков. В державке сверлением подготовлено отверстие под армирующую вставку. Калибровку отверстия осуществляли следующим образом. В отверстие вставляли калибр-свидетель 2 и затем осуществляли обжатие поясков с использованием обжимающей матрицы. При обжатии поясков происходит местная калибровка отверстия за счет образовавшихся в отверстии местных калиброванных выступов 3 также в виде поясков. Применение калибра-свидетеля позволило получить диаметр отверстия с точностью 0,01 мм. Упругие силы металла державки обеспечили свободное удаление калибра-свидетеля 2, после чего в калиброванное отверстие державки была запрессована армирующая вставка.
Изобретение может быть также осуществлено при использовании обжимной матрицы с технологическими выступами или роликовой обкатки. В этом случае применяется державка с гладкой наружной конусной частью, в отверстии которой при наличии калибра-свидетеля 2 в результате местной деформации также образуются калиброванные выступы 3 в виде поясков. После удаления калибра-свидетеля запрессовывается армирующая вставка.
Предложенный способ обеспечивает более длительную работу инструмента благодаря надежному креплению армирующей вставки и снижение затрат на его изготовление.
Источники информации
1. Авторское свидетельство СССР N 898035, МКИ6: E 21 B 10/46, 1982 г.
2. Патент Англии N 2174434, МКИ6: E 21 C 35/18, 1986 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЕЦ ДЛЯ ПРОХОДЧЕСКО-ОЧИСТНЫХ И ВЫЕМОЧНЫХ КОМБАЙНОВ (ВАРИАНТЫ) | 2013 |
|
RU2530138C1 |
| Алмазный буровой инструмент и способ его изготовления | 1987 |
|
SU1640339A1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1992 |
|
RU2019695C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ПОВОРОТНЫХ РЕЗЦОВ | 2016 |
|
RU2626481C1 |
| СМЕСИТЕЛЬ ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ | 1998 |
|
RU2130335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОГО ЭЛЕМЕНТА РАЗЪЕМНОГО СОЕДИНЕНИЯ | 2011 |
|
RU2482372C2 |
| Технологический инструмент для продольной прокатки труб | 1990 |
|
SU1754235A1 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| СПОСОБ АРМИРОВАНИЯ БУРОВЫХ КОРОНОК ТВЕРДОСПЛАВНЫМИ И ДРУГИМИ ВСТАВКАМИ | 1992 |
|
RU2054516C1 |
| Способ повышения износостойкости поворотных резцов | 1983 |
|
SU1175633A1 |
Изобретение относится к горнодобывающей промышленности и может быть использовано в производстве режущего инструмента для горных и дорожных машин. Способ заключается в том, что перед размещением армирующей вставки отверстие державки предварительно калибруют путем местной деформации конусной наружной части державки с присутствием в отверстии калибра-свидетеля, а затем производят запрессовку армирующей вставки. Для осуществления местной деформации на конусной части державки выполняют технологические выступы. Местная деформация может быть осуществлена с помощью обжимной матрицы, снабженной технологическими выступами или роликовой обкаткой. Способ обеспечивает более длительную работу инструмента благодаря надежному креплению армирующей вставки и снижение затрат на его изготовление. 3 з.п. ф-лы, 1 ил.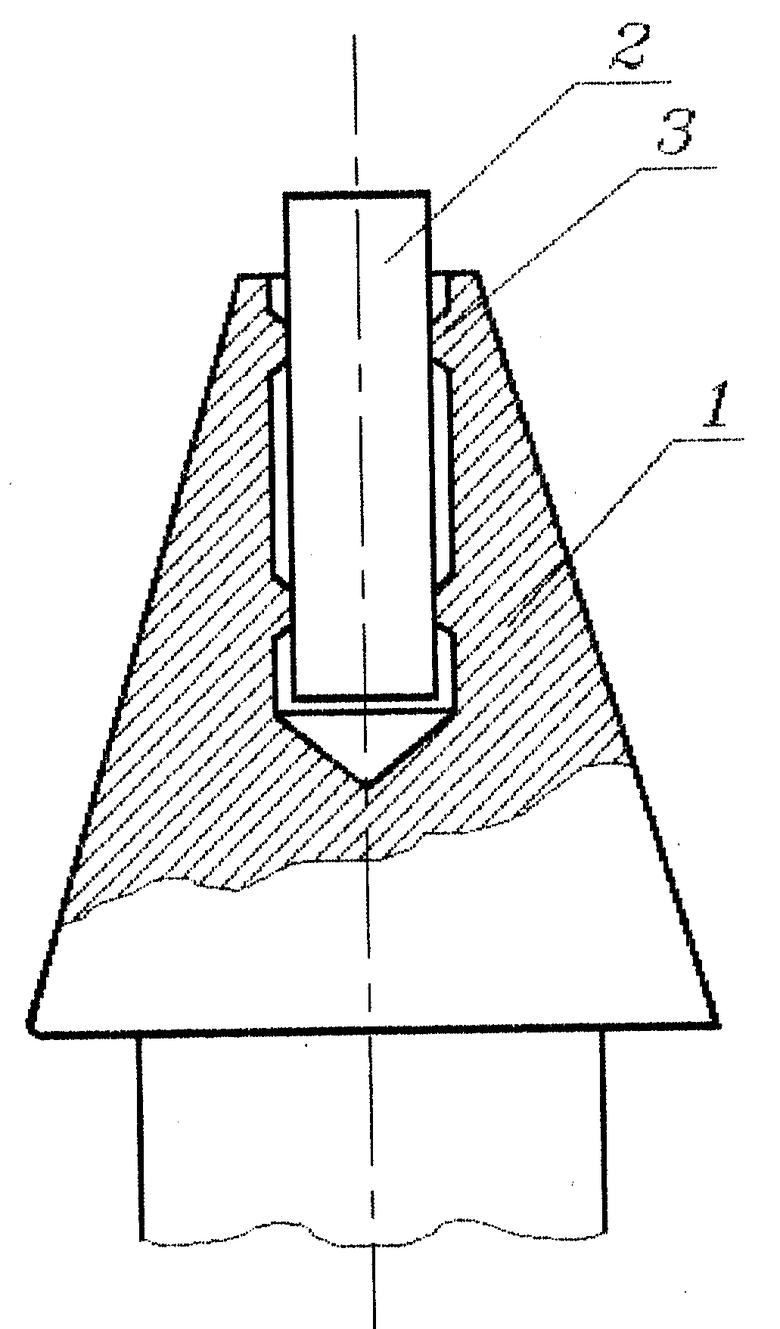
| МЕМБРАННОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2174434C2 |
| Цилиндрическая вставка из твердого сплава для бурового инструмента | 1974 |
|
SU468994A1 |
| Режущая вставка для горного инструмента | 1985 |
|
SU1245696A1 |
| Резец для горных машин | 1959 |
|
SU126092A1 |
| Рабочая головка резца горных машин | 1984 |
|
SU1208222A1 |
| Породоразрущающий орган | 1980 |
|
SU909100A1 |
| СПОСОБ КРЕПЛЕНИЯ ТВЕРДОСПЛАВНЫХ ЗУБКОВ В БУРОВЫХ ДОЛОТАХ | 0 |
|
SU300583A1 |
| EP 0052978 A2, 02.06.82 | |||
| DE 3510072 A1, 25.09.86. | |||
