Изобретение относится к трубному производству и может быть использовано при продольной прокатке труб, а также при прокатке-волочении труб через роликовую волоку с приводными и неприеодными валками.
Известен технологический инструмент для продольной прокатки труб на автомат- стане, содержащий образующие кругло- овальный калибр ручьевые валки и установленную Ёнутри круглоовального калибра сопряженную большим основанием с цилиндрическим участком конусную оправку.
Наиболее близким к предлагаемому является инструмент стана непрерывной прокатки труб, включающий несколько пар валков с овальным незамкнутым калибром, расположенных между парами валков с крутым калибром, который выполнен без выпусков и постоянного диаметра у всех пар и ступенчатую с возрастающим диаметром
по ходу прокатки оправку с числом ступеней, соответствующим числу калибров.
Однако известный инстурмент не обеспечивает в каждом калибре равномерного по периметру обжатия стенки, что вызывает повышение удельных давлений по контактной поверхности, течение металла в попе- ре°ном направлении, сдерживает течение металла в продольном направлении по гребню ручья калибра и ограничивает разовую деформацию
Целью изобретения является позыше- ние точности труб путем снижения удельных давлений по контактной поверхности и повышения разовой деформации.
Сущность изобретения заключается в том, что технологический инструмент для продольной прокатки труб содержит ручьевые валки, образующие круглый калибр с разъемом и закоепленную короткую оправку с цилиндрической калибрующей частью и с обжимным увеличивающегося к ней попеС
со
речного сечения участком, на котором выполнены равномерно по периметру расположенные лыски уменьшающейся глубины к цилиндрической части и расположены по разъему калибра до осевой плоскости валков, с которой совмещено начало цилиндрической части опразки,
Такое исполнение инструмента создает по периметру деформационной зоны более однородное напряженное деформированное состояние металла, обеспечивающее снижение удельных давлений по контактной поверхности и поеышенме разовой де- формации.
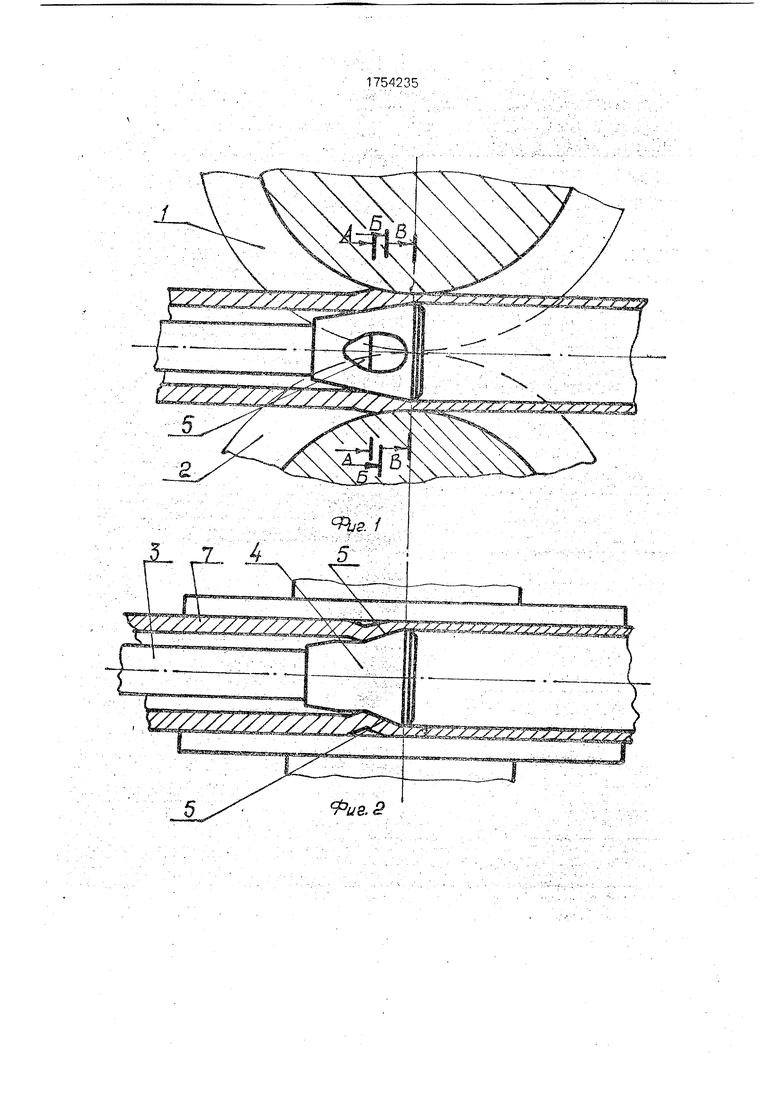
На фиг.1 изображен предлагаемый инструмент, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.З - сечение А-А на фиг.1; на фиг.4 - сечение Б-Б на фиг.1, на фиг.5 - сечение В-В на фиг.1.
Технологический инструмент для продольной прокатки труб включает пару валков 1 и 2 с. круглым калибром, размещенную внутри круглого калибра закрепленную на стрежне 3 оправку 4 с цилиндрической калибр ющей частью и с обжимным увеличивающегося к ней поперечного сечения участком. На обжимном участке оправки 4 выполнены равномерно по периметру расположенные лыскм 5 уменьшающейся глубины к цилиндрической части и расположенные по разъему 6 калибра до осевой плоскости валков 1 и 2, с которой совмещено начало цилиндрической части оправки 4.
Прокатку труб с использованием предлагаемого инструмента осуществляют следующим образом.
Заготовку 7 задают в круглый калибр 1 и 2 с расположенной в нем оправкой 4. На входе в деформационную зону лыски имеют большую глубину и полости, образующиеся лыскамиБ, воспринимают излишки металла по разъему калибра, что обеспечивает вхождение заготовки 7 в ручей круглого калибра 1 и 2 без закусывания. По мере продвижения заготовки 7 зазор по разъему 6 круглого калибра 1 и 2 уменьшается и создаются условия, препятствующие затеканию в разъем
металла. С началом обжатия стенки по гребню ручья калибра на оправке начинает уменьшаться глубина лысок, что вызывает обжатие стенки |иа участках, прилегающих к
разъемам 6. Стенка на этих участках обжимается изнутри заготовки 7. На пыходе деформационной зоны инструмент образует кольцевой зазор, равномерно распределенный по периметру, что обеспечивает формирование круглого сечения трубы с одинаковой толщиной стенки по ее периметру, Обжатие стенки по всему периметру заготовки 7 создает в деформационной зоне более однородное напряженно-деформированное состояние металла, что обеспечивает снижение удельных давлений по контактной поверхности и повышение разовой деформации.
Предлагаемый инструмент опробован
при изготовлении труб 40x2,5 мм из заготовки 41,5x4 мм. Трубы изготавливали за один проход с разовой деформацией ,6, При использовании предлагаемого инструмента создаются условия, препятствующие затеканию металла в разъем калибра, и достигается более равномерная деформация по периметру деформационной зоны и более высокая степень разовой деформации.
Фор мула из обретения
Технологический инструмент для продольной прокатки труб, содержащий ручьевые вапки, образующие круглый калибр с разъемом, и закрепленную короткую оправку с цилиндрической калибрующей частью и обжимным увеличивающегося к ней поперечного сечения участком, отличающийся тем, что, с целью повышения точности труб путем снижения удельных давлений по
контактной поверхности и повышения разовой деформации, на обжимном участке оправки выполнены равномерно по периметру лыски уменьшающейся глубины к цилиндрической части, которые расположены по
разъему калибра до осевой плоскости валков, с которой совмещено начало цилиндрической части оправки.
ffWqb

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Способ продольной прокатки труб | 1990 |
|
SU1764726A1 |
| Способ продольной прокатки труб | 1990 |
|
SU1801635A1 |
| Технологический инструмент редукционного стана | 1982 |
|
SU1071335A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1991 |
|
RU2010637C1 |
| Способ периодической холодной прокатки труб | 1984 |
|
SU1189520A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |

Использование при продольной прокатке тоуб а также пои поокатке-еолочении труб через роликовую волоку с приводными или неприводными валками Суть изобретения состоит в том, что в технологическом инструменте для продольной прокатки труб ручьевыми валками образован круглый калибр с разъемом Короткая оправка на обжимном конусном участке имеет лыскй, расположенные равномерно по периметру. Лыски расположены по разъему калибра до осевой плоскости валков, с которой совмещено начало цилиндрической части оправки 5 ил.
| Шевакин Ю.Ф., ГлейбергА 3 Производство труб | |||
| М.: Металлургия, 1968, с 98 Авторское свидетельство СССР Мг 505451, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
