Изобретение относится к литейному производству, преимущественно к получению отливок направленной кристаллизацией в вакууме, в частности крупногабаритных деталей турбин энергетического назначения методом высокоградиентной направленной кристаллизации.
Известно устройство для литья деталей из металлических жаропрочных материалов, содержащее вакуумную камеру в виде вертикального цилиндра с горизонтальной крышкой, через которую осуществляются загрузка и выгрузка форм, установка термопар, загрузка жаропрочного сплава (патент США N 4175609, кл. 164-60).
Данная установка лабораторного типа обеспечивает процесс отливки в условиях плоского фронта кристаллизации лишь одной неохлаждаемой лопатки небольших размеров (L=96 мм, диагональ замка 38 мм). Недостатком известной конструкции является невозможность ее применения для изготовления крупногабаритных изделий из жаростойких сплавов.
Наиболее близкой по технической сущности к заявляемой является установка для изготовления направленной кристаллизацией, содержащая вакуумную горизонтальную камеру, в которой размещены плавильно-заливочное устройство для выплавки и заливки металла, механизм вертикального перемещения керамических форм, печь для нагрева керамических форм до рабочей температуры, погрузоразгрузочное устройство, кристаллизатор и емкость для поврежденных форм и металла (патент РФ N 2036049 МКИ B 22 D 27/4).
Недостатком известной установки является невозможность изготовления крупногабаритных отливок размером > 200 мм.
Кроме того, установка предусматривает многократную перестановку литейной формы по горизонтальным направляющим перед заливкой металла, что может привести к растрескиванию, частичному или полному разрушению формы.
Учитывая, что керамическая форма для изготовления крупногабаритных отливок имеет большие габариты, вес, а также высокую стоимость, необходима установка, включающая новую конструкцию погрузо-разгрузочного устройства, которая устранила бы недостатки существующих установок.
Технической задачей данного изобретения является разработка установки для изготовления качественны крупногабаритных отливок с заданной структурой при минимальных затратах.
Техническая задача достигается тем, что предложена установка для изготовления отливок направленной кристаллизацией, которая содержит вакуумную камеру, в которой размещены плавильно-заливочное устройство для выплавки и заливки металла, механизм вертикального перемещения керамических форм, печь для нагрева керамических форм, керамическая форма, кристаллизатор, погрузоразгрузочное устройство, емкость для поврежденных форм и металла. При этом погрузоразгрузочное устройство выполнено в виде вертикальной направляющей с кареткой, передвижного контейнера для транспортировки каркаса с керамической формой, закрепленной на монтажной плите, и манипулятора с вращательно-поступательным движением, а механизм вертикального перемещения формы состоит из привода с приемной частью, выполненной в виде горизонтальных направляющих с пазами и фиксирующих штырей для крепления монтажной плиты. Манипулятор включает захватывающее устройство, выполненное в виде вилочного рычага с гнездами для размещения передвижного контейнера с керамической формой, и поворотное устройство, позволяющее осуществлять вращение на 180o вокруг вертикальной оси. Каркас с керамической формой прикреплен к монтажной плите, выполненной по размерам, совпадающим с пазами приемной части механизма вертикального перемещения и имеющей специальные посадочные отверстия, позволяющие жестко фиксировать монтажную плиту относительно посадочных штырей приемной части механизма вертикального перемещения на протяжении всего технологического цикла.
На фиг. 1 изображен общий вид установки, состоящей из следующих основных узлов, где:
1 - вакуумная камера,
2 - плавильно-заливочное устройство,
3 - механизм вертикального перемещения,
4 - печь для нагрева керамических форм,
5 - керамическая форма,
6 - кристаллизатор,
7 - емкость для поврежденных керамических форм и металла,
8 - погрузоразгрузочное устройство.
На фиг.2 показано погрузоразгрузочное устройство, включающее:
9 - подъемник,
10 - вертикальную направляющую,
11 - каретку,
12 - передвижной контейнер,
13 - манипулятор,
14 - вилочный рычаг,
15 - поворотное устройство,
16 - привод вертикального перемещения, а также выделено место 11 (разрез Б-Б), (см.фиг. 4).
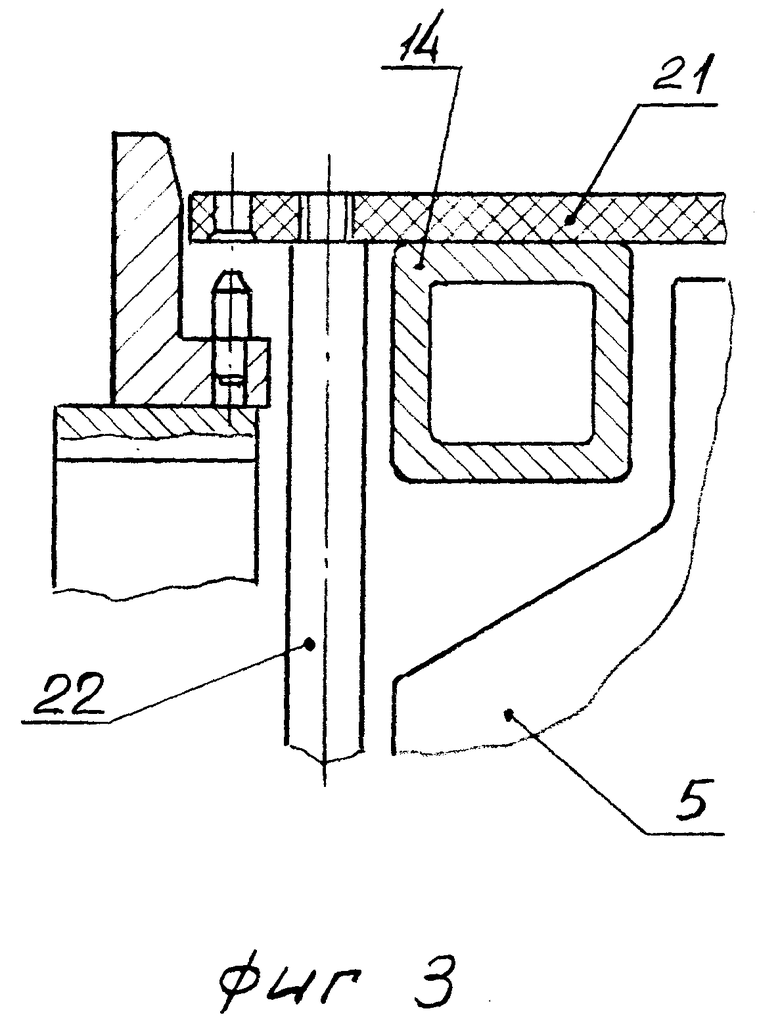
На фиг. 3 изображено крепление каркаса с керамической формой к монтажной плите, где:
21 - монтажная плита,
22 - каркас с керамической формой.
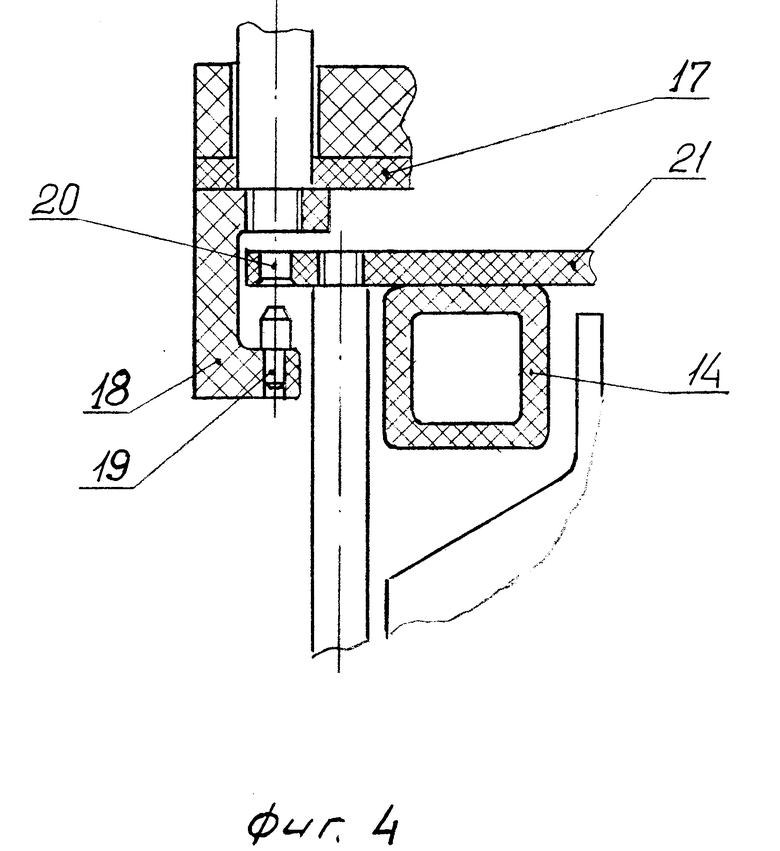
На фиг. 4 дана схема фиксации монтажной плиты с каркасом и приемной части механизма вертикального перемещения, где:
17 - приемная часть,
18 - горизонтальная направляющая с пазами,
19 - фиксирующие штыри,
20 - посадочные отверстия.
На фиг. 5 представлена схема транспортировки передвижного контейнера на рабочую площадку установки, состоящую из следующих основных узлов, где:
9 - подъемник,
10 - вертикальная направляющая,
11 - каретка,
12 - передвижной контейнер,
а также выделено место 1, представленное на фиг. 3.
Установка содержит вакуумную камеру 1, в которой размещены плавильно-заливочное устройство 2, механизм вертикального перемещения 3 керамических форм, печь для нагрева керамических форм 4. керамическая форма 5, кристаллизатор 6, емкость для поврежденных керамических форм и металла 7, погрузоразгрузочное устройство 8. Погрузоразгрузочное устройство 8 включает подъемник 9 на вертикальной направляющей 10 с кареткой 11, передвижной контейнер 12 для транспортировки и манипулятор 13. Манипулятор 13 включает в себя захватывающее устройство, выполненное в виде вилочного рычага 14, закрепленного на поворотном устройстве 15. Механизм вертикального перемещения формы 3 состоит из привода 16 и приемной части 17, которая в свою очередь состоит из горизонтальной направляющей с пазами 18 и фиксирующих штырей 19, на которые посадочными отверстиями 20 устанавливается монтажная плита 21, к которой прикреплен каркас 22 с керамической формой 5.
Установка работает следующим образом.
Керамическую форму 5 устанавливают в каркас 22, который крепят к монтажной плите 21 и устанавливают в передвижной контейнер 12. Контейнер 12 закатывают на подъемник 9 и по вертикальной направляющей 10 поднимают его на третий уровень рабочей площадки установки. Манипулятор 13 на каретке 11 подкатываеется к монтажной плите 21, и вилочный рычаг 14 манипулятора 13 заводится под нее. Съем монтажной плиты с каркасом осуществляется за счет перемещения платформы подъемника 9 вниз. Далее манипулятор перемещается от вертикальной направляющей 10 к вакуумной камере 1. Каркас 22 с керамической формой разворачивается на вилочном рычаге 14 манипулятора 13 на 180o и заводится в камеру так, что монтажная плита 21 с каркасом 22 входит в горизонтальный паз направляющей 18 приемной части 17 механизма вертикального перемещения 3. Перемещением вверх механизм вертикального перемещения 3 снимает монтажную плиту 21 с вилочного рычага 14 и фиксирующие штыри 19 входят в посадочные отверстия 20 монтажной плиты 21. Таким образом каркас с формой плотно соединяется с приемной частью механизма вертикального перемещения, и это плотное соединение надежно обеспечивает необходимое положение заливаемой металлом форме на всем протяжении технологического цикла. После установки каркаса с формой на место подключают необходимые термопарные вводы, в камере создается вакуум, и форма опускается в печь нагрева формы, где и нагревается до рабочей температуры. В плавильно-заливочном устройстве 2 расплавляют необходимое количество жаропрочного сплава и производят заливку формы 5. Во время заливки металла емкость для поврежденных керамических форм и металла 7 выдвигается из своей ниши под печь для нагрева керамических форм 4, при этом кристаллизатор 6 опущен вниз. После определенной выдержки керамической формы в печи, убедившись в ее целостности, емкость для поврежденных керамических форм и металла 7 убирается, кристаллизатор 6 поднимается под печь для нагрева керамических форм; начинается процесс направленной кристаллизации. После того, как керамическая форма 5 полностью перейдет из зоны нагрева в зону охлаждения, отключается печь для нагрева керамических форм, и керамическая форма быстро выводится вверх, в зону выгрузки. Выгрузка залитой формы производится в обратном процессу загрузки порядке.
Таким образом, предлагаемая конструкция позволяет получать качественные крупногабаритные > 300 мм (преимущественно 600-800 мм) отливки стационарных газотурбинных энергетических установок с заданной структурой.
Преимуществом предлагаемой конструкции является также снижение вероятности разрушения дорогостоящих керамических литейных форм, что значительно уменьшает стоимость готовых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОКРИСТАЛЛИЧЕСКИХ ОТЛИВОК | 1997 |
|
RU2118230C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2117550C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1999 |
|
RU2152844C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1997 |
|
RU2116867C1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИТЕЙНЫХ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 1993 |
|
RU2035521C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1996 |
|
RU2093305C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1991 |
|
RU2036049C1 |


Изобретение относится к литейному производству, преимущественно к получению отливок направленной кристаллизацией в вакууме. Может быть использовано для получения крупногабаритных деталей турбин энергетического назначения. Установка содержит плавильно-заливочное устройство для выплавки и заливки металла, механизм вертикального перемещения керамических форм, керамическую форму, емкость для поврежденных форм, кристаллизатор, погрузоразгрузочное устройство. Погрузоразгрузочное устройство выполнено в виде подъемника на вертикальной направляющей с кареткой, передвижного контейнера для транспортировки каркаса с керамической формой и манипулятора с вращательно-поступательным движением. Керамическую форму устанавливают в каркас на монтажной плите, а затем - в контейнер. Подъемником перемещают форму на верхний уровень рабочей площадки. Манипулятором снимают каркас с формой с подъемника и поворотом на 180° заводят в вакуумную камеру. Приемная часть механизма вертикального перемещения формы плотно соединяется с каркасом и надежно фиксирует необходимое положение формы в течение технологического цикла. Тем самым обеспечивается возможность получения крупногабаритных отливок. 2 з.п. ф-лы, 5 ил.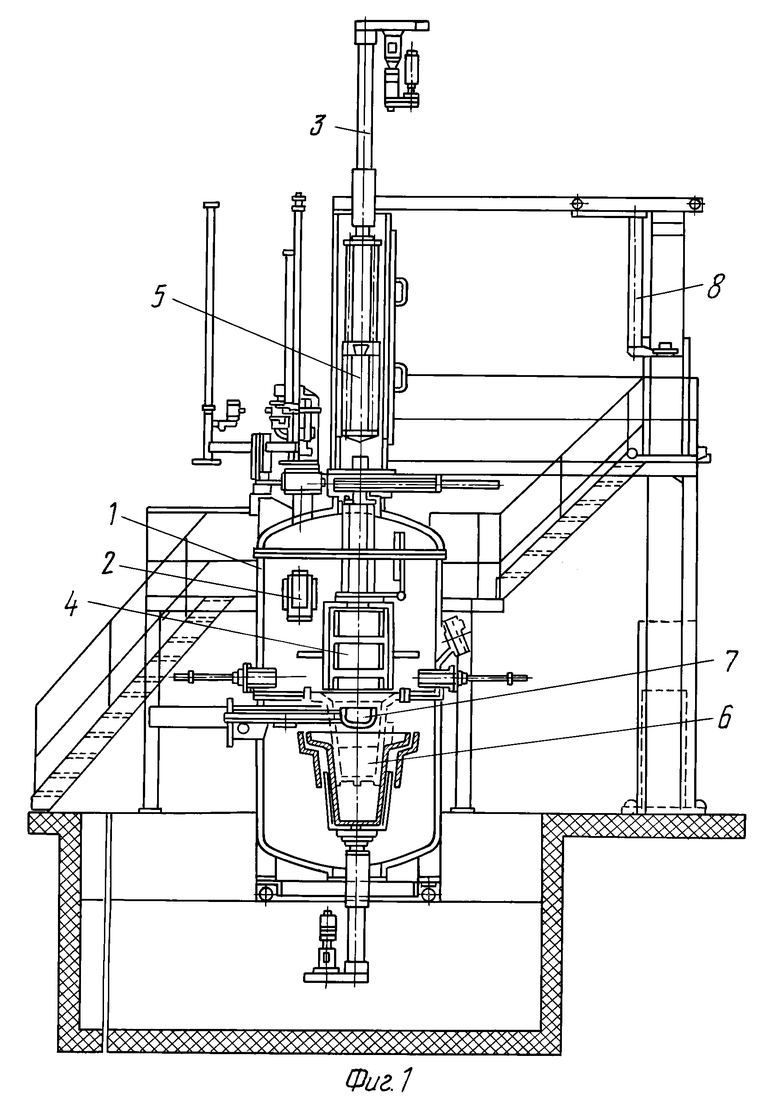
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1991 |
|
RU2036049C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1986 |
|
SU1374563A1 |

