Настоящее изобретение относится к созданию режущего инструмента с покрытием Al2O3, который подходит для обработки металлов резанием, дроблением, сверлением, а также при помощи других аналогичных методов обработки с образованием стружки.
Современные высокопроизводительные методы металлообработки с образованием стружки требуют применения надежных режущих инструментов с отличными характеристиками износа. Это достигнуто в известных решениях за счет применения тела инструмента, изготовленного из металлокерамического твердого сплава, снабженного износостойким покрытием. Тело режущего инструмента из металлокерамического твердого сплава обычно имеет форму сменной вставки, закрепленной в держателе режущего инструмента.
Наиболее часто используемыми износостойкими покрытиями являются слои из TiC, TiN, TiCN и Al2O3. Используются как одиночные слои, так и многослойные покрытия. Для осаждения различных слоев на тело из металлокерамического твердого сплава используются техники химического и физического осаждения из газовой фазы, а также другие аналогичные методики нанесения покрытий.
В течение прошедших пяти-десяти лет режущий инструмент из металлокерамического твердого сплава с покрытием значительно улучшил свои параметры в отношении надежности и срока службы.
В ходе, например, токарной обработки резанием режущий инструмент с покрытием изнашивается непрерывно по его передней поверхности при помощи образующейся стружки, вызывающей язвенный износ. Обработанная рабочая деталь также скользит вдоль задней поверхности инструмента, вызывая износ задней поверхности.
В ходе высокоскоростного резания кромка режущего инструмента по ее передней поверхности может нагреваться до очень высоких температур. Это приводит к появлению язвенного износа диффузионного типа. На задней поверхности инструмента температура значительно ниже, так что там происходит главным образом износ абразивного типа.
Обычно полагают, что слой Al2O3 лучше всего работает на передней поверхности благодаря своей прекрасной способности противостоять диффузионному типу износа. Слои типа MeCxOyNz, где Me - металл, выбранный среди металлов групп IVB, VB, VIB Периодической системы элементов, как правило, TiCxOyNz, работают обычно на задней поверхности. С другой стороны, слои Al2O3 относительно быстро изнашиваются на задней поверхности, при этом износ по задней поверхности развивается относительно быстро. Износ по задней поверхности особенно значителен для толстых, более 4 мкм, слоев Al2O3. Износ по задней поверхности влияет на качество обработанной поверхности и может в результате этого приводить к ограничению срока службы режущего инструмента. Для слоев типа TiCxOyNz ситуация почти обратная, так как они имеют низкий износ по задней поверхности и высокий язвенный износ.
Желательно иметь режущий инструмент с высокой износостойкостью как по задней, так и по передней поверхностям одновременно.
Другими факторами, которые влияют на режущие свойства инструмента с покрытием, являются растрескивание или отслаивание покрытий. Отслаивание приводит к ускорению износа режущего инструмента, в особенности износа по задней поверхности. Отслаивание может появляться в результате низкого качества адгезии (сцепления) покрытия или может быть вызвано смачиванием (смазыванием) или привариванием материала обрабатываемой детали, проникающим в режущую кромку и вызывающим последующее отслоение покрытия. Это может случаться, когда прочность сцепления образовавшейся стружки с материалом покрытия достаточно велика
Некоторые стали труднее обрабатывать в результате смачивания и результирующего отслаивания, например, нержавеющие стали и низкоуглеродистые стали.
В настоящее время требуется меньшая механическая обработка каждой детали. Требование высокого качества обработки поверхности каждой обработанной на станке детали допускает использование режущего инструмента только с совершенно гладким ребром режущей кромки и с очень незначительным его износом. Становится все более затруднительным для станочника невооруженным глазом отличить режущие кромки с небольшим износом от совершенно неиспользованных режущих кромок (произвести "идентификацию кромки"). Это особенно затруднительно в случае изготовления верхнего слоя покрытия из Al2O3, цвет которого темно-серый или черный. Ошибочное применение использованной режущей кромки, например в течение ночной смены при безлюдном производстве, может привести к появлению брака или даже к нежелательному останову производства. Идентификация кромки значительно легче может производиться, если вставка имеет верхний слой из TiCxOyNz, и в особенности, если верхний слой представляет собой золотистый слой TiN, ZrN или HfN.
В соответствии с патентом США 4643620 толщина покрытия вдоль кромки уменьшена за счет механической обработки, такой как очистка щетками, доводка (притирка) или полирование в барабане. При этом основной задачей является уменьшение толщины покрытия вдоль режущей кромки, причем в изобретении заявлено, что это улучшает прочностные свойства режущего инструмента.
В европейском патенте EP-B-298729 раскрыт способ уменьшения повреждений кромки во время резания путем уменьшения шероховатости поверхности покрытия за счет применения механического полирования, притирки или хонингования щетками. Этот способ в соответствии с исследованиями, проведенными авторами настоящего изобретения, неудовлетворителен для минимизации смачивания.
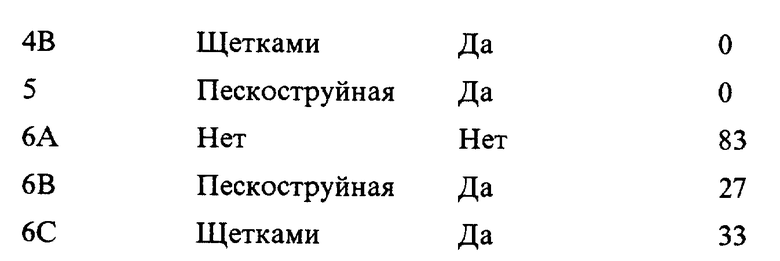
Настоящее изобретение иллюстрируется фиг. 1A-1G, которые показывают состояние поверхности после различных последующих обработок.
Задачей настоящего изобретения является преодоление недостатков известного состояния техники в изготовлении тел с покрытием, и достижение улучшения следующих свойств:
- создание возможности "идентификации использованной кромки";
- снижение тенденции смачивания/сваривания материала обрабатываемой детали с режущей кромкой;
- улучшение сопротивления к отслаиванию режущей кромки;
- достижение одновременного высокого сопротивления к язвенному износу и износу задней поверхности.
Авторами данного изобретения предприняты значительные усилия для поиска средств уменьшения смачивания материалом обрабатываемой детали, проникающим в режущую кромку, для улучшения стойкости к отслаиванию кромки и стойкости к износу по задней поверхности. Было обнаружено при помощи сравнительных испытаний на резание с различными верхними слоями, что слои Al2O3 менее склонны к смачиванию, чем слои типа TiCxOyNz. Порошок α-Al2O3 с мелким гладким зерном особенно хорошо подходит для использования в качестве материала покрытия режущей кромки для минимизации смачивания и, вследствие этого, для уменьшения риска отслаивания ребра режущей кромки инструмента.
Может быть использован мелкозернистый слой α-Al2O3 любого типа, например, описанный в заявках на патент Швеции 9203852-0 и 9400089-0, а также любой другой мелкозернистый слой α-Al2O3, с другим преимущественным направлением роста.
Хотя инструмент с верхним мелкозернистым слоем α-Al2O3, таким как описанный в упомянутых заявках на патент, имеет отличные режущие свойства, он не всегда отвечает современным требованиям, так как страдает, например, следующими недостатками:
- "идентификация использования кромки" трудна для осуществления невооруженным глазом;
- обычно получают высокий начальный износ по задней поверхности при использовании верхних слоев из Al2O53 толщиной более 4 мкм.
Как упоминалось ранее, идентификация кромки и уменьшение износа задней поверхности могут быть достигнуты нанесением верхнего слоя TiCxOyNz. Однако такой верхний слой будет существенно увеличивать смачивание вдоль ребра режущей кромки при обработке трудных для металлообработки материалов, упомянутых выше.
Авторы настоящего изобретения разрешили эту проблему путем механического удаления слоя TiCxOyNz либо только с ребра режущей кромки, либо как с передней поверхности, так и с ребра кромки.
При использовании этого способа и при сохранении слоя TiCxOyNz в неприкосновенности на задней поверхности режущего инструмента удается обеспечить одновременное выполнение следующих требований:
- получение отличной износостойкости одновременно по передней и задней поверхностям режущего инструмента;
- получение отличной стойкости к отслаиванию;
- легкость идентификации использованных режущих кромок.
В соответствии с настоящим изобретением предлагается вставка режущего инструмента, содержащая тело главным образом многоугольной или круглой формы, имеющее верхнюю поверхность, противоположную поверхность и по крайней мере одну заднюю поверхность, пересекающуюся с указанной верхней и нижней поверхностями для ограничения режущих кромок, изготовленных из металлокерамического твердого сплава карбонитрида на базе титана или керамики. Вставка по меньшей мере частично имеет покрытие из по меньшей мере двух жаропрочных слоев. Одним из них является мелкозернистый слой α-Al2O3 с размером зерна 0,5 - 4,0 мкм, а преимущественно с размером зерна 0,5 - 2,0 мкм, который является верхним слоем, нанесенным вдоль ребра режущей кромки, а другим слоем является слой TiCxOyNz или слой ZrCxNy, а преимущественно слой TiN, ZrN, TiCN и/или слой TiC, который является верхним слоем, нанесенным на задней поверхности. Слой α-Al2O3 преимущественно имеет текстуру в (012)-направлении или в (104)-направлении. Коэффициент текстуры (ТС) может быть определен следующим образом: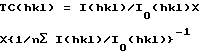
где I(hkl) - измеренная интенсивность (hkl) отражения;
Io(hkl) - стандартная интенсивность данных отражения от стандартной порошковой картины ASTM;
n - число отражений, использованных при вычислениях, причем использованными (hkl) отражениями являются: (012), (104), (110), (113), (024), (116).
В соответствии с изобретением, ТС для совокупности (012) кристаллических плоскостей превышает 1,3, а преимущественно превышает 1,5, а ТС для совокупности (104) кристаллических плоскостей превышает 1,5, преимущественно превышает 2,5, а еще лучше превышает 3,0.
Слой α-Al2O3 имеет толщину 2-12 мкм, а преимущественно 4-8 мкм. Другой слой имеет толщину 0,1-5 мкм, а преимущественно 1-4 мкм. Общая толщина покрытия, содержащего также и другие слои, менее 20 мкм.
В соответствии с настоящим изобретением, вставка режущего инструмента, изготовленная из металлокерамического твердого сплава, карбонитрида на базе титана или керамики, по меньшей мере частично имеет покрытие из по меньшей мере двух жаростойких слоев, один из которых, расположенный рядом с самым верхним слоем, представляет собой мелкозернистый слой α-Al2O3, а самый верхний слой представляет собой слой MeCxOyNz, где Me - металл, выбранный из группы, состоящей из металлов групп IVB, VB, VIB Периодической системы элементов, а преимущественно Ti или Zr. Этот верхний слой MeCxOyNz удален вдоль ребра режущей кромки или как с ребра режущей кромки, так и с передней поверхности, причем этот слой сохранен в неприкосновенности на задней поверхности.
Для удаления слоя могут быть использованы методы: очистка щетками при помощи щетки с волосками, содержащими, например, SiC или другое средство шлифования; полирование алмазной пастой; пескоструйная очистка с регулировкой направления воздействия, например, с использованием порошков Al2O3 с маскированием задней поверхности или без оного. Возможно также использование комбинации указанных методов.
Задачей механической обработки в соответствии с настоящим изобретением является, как это уже упоминалось, удаление верхнего слоя TiCxOyNz для обнажения мелкозернистого слоя α-Al2O3 вдоль режущей кромки, или по всей полной передней поверхности. Использованные механические методы должны быть настолько тонки, чтобы удалялся только верхний слой TiCxOyNz, а слой Al2O3 по ребру кромки оставался по мере возможности в неприкосновенности.
Пример 1
Режущие вставки из металлокерамического твердого сплава типа CNMG 120408-QM, которые имеют состав 5,5% Co, 8,6% кубических карбидов (TiC-TaC-NbC) и WC-баланс (равновесие), покрывались при использовании техники химического осаждения из газовой фазы в указанной последовательности: 0,7 мкм TiC, 0,5 мкм Ti(CO), 8,0 мкм Ti(CN), 3,0 мкм Al2O3 и 2,8 мкм TiN.
Нанесение слоя Al2O3 осуществлялось по способу, который дает мелкозернистый слой α-Al2O3 в соответствии с заявкой на патент Швеции 9203853-0. Слой TiN наносился под давлением 400 мбар, а нанесение других слоев производилось в соответствии с известными методиками.
Вставки с покрытием затем обрабатывались различными методами следующим образом:
Вариант 1A: Без последующей обработки.
Вариант 1B: Мокрая пескоструйная обработка с использованием абразивов Al2O3 с зерном 150 меш при давлении 1,0 бар.
Вариант 1C: Мокрая пескоструйная обработка с использованием абразивов Al2O3 с зерном 150 меш при давлении 1,5 бар.
Вариант 1D: Мокрая пескоструйная обработка с использованием абразивов Al2O3 с зерном 150 меш при давлении 2,0 бар.
Вариант 1E: Мокрая пескоструйная обработка с использованием абразивов Al2O3 с зерном 325 меш при давлении 2,0 бар.
Вариант 1F: Очистка щетками при помощи цилиндрической нейлоновой щетки, содержащей SiC.
Вариант 1G: Как 1F, но при размещении центра щетки ближе к поверхности вставки для обеспечения более эффективной обработки.
В результате различной обработки получены различные степени тонкости и гладкости внешнего TiN слоя.
Вариант 1B: Намного более гладкая поверхность, чем 1A. Слой TiN покрывает полную поверхность вставки.
Вариант 1C: Намного более гладкая поверхность, чем 1A. Слой TiN покрывает полную поверхность вставки.
Вариант 1D: Намного более гладкая поверхность, чем 1A. Слой TiN удален вдоль всего ребра режущей кромки, оставляя обнаженным слой Al2O3.
Вариант 1E: Как 1A.
Вариант 1F: Намного более гладкая поверхность, чем 1A. Слой TiN покрывает полную поверхность вставки.
Вариант 1G: Намного более гладкая поверхность, чем 1A. Слой TiN удален вдоль всего ребра режущей кромки, оставляя обнаженным слой Al2O3.
Состояние поверхности указанных вариантов иллюстрируется фиг. 1A-1G.
Пример 2
Режущие вставки из металлокерамического твердого сплава типа CNMG 120408-QM, которые имеют состав 5,5% Co, 8,6% кубических карбидов (TiC-TaC-NbC) и WC-баланс, покрывались при использовании техники химического осаждения из газовой фазы в указанной последовательности: 0,6 мкм TiC, 0,4 мкм Ti(CO), 8,1 мкм Ti(CN), 8,1 мкм Al2O3 и 0,9 мкм TiN.
Нанесение слоя Al2O3 осуществлялось по способу, который дает мелкозернистый слой α-Al2O3 в соответствии с заявкой на патент Швеции 9203853-0. Слой TiN наносился под давлением 400 мбар, а нанесение других слоев производилось в соответствии с известными методиками.
Вставки с покрытиями затем обрабатывались различными методами следующим образом:
Вариант 2A: Без последующей обработки.
Вариант 2B: Мокрая пескоструйная обработка с использованием абразивов Al2O3 с зерном 150 меш, что позволило получить более гладкую поверхность. В этом случае верхний слой TiN был удален вдоль ребра режущей кромки и по всей передней поверхности, с обнажением слоя Al2O3.
Вариант 2C: Очистка щетками при помощи цилиндрической нейлоновой щетки, содержащей SiC. В результате этой обработки получали более гладкую поверхность, причем верхний слой TiN был удален только вдоль ребра кромки, оставляя обнаженным Al2O3.
Пример 3
Режущие вставки из металлокерамического твердого сплава типа CNMG 120408-QM, которые имеют состав 5,5% Co, 8,6% кубических карбидов (TiC-TaC-NbC) и WC-баланс, покрывались при использовании техники химического осаждения из газовой фазы в указанной последовательности: 1,0 мкм TiC, 0,4 мкм Ti(CO), 7,9 мкм Ti(CN), 5,5 мкм Al2O3.
Нанесение слоя Al2O3 осуществлялось по способу, который дает мелкозернистый слой α-Al2O3 в соответствии с заявкой на патент Швеции 9203853-0.
Вставки были обработаны при помощи мокрой пескоструйной обработки с использованием абразивов Al2O3 с зерном 150 меш (вариант 3).
Пример 4
Режущие вставки из металлокерамического твердого сплава типа CNMG 120408-QM, которые имеют состав 6,5% Co, 8,7% кубических карбидов (TiC-TaC-NbC), WC-баланс и обогащенную поверхностную зону с фазой связки толщиной 25 мкм, покрывались при использовании техники химического осаждения из газовой фазы в указанной последовательности: 7,9 мкм TiC, 4,2 мкм Al2O3 и 3,5 мкм TiC.
Нанесение слоя Al2O3 осуществлялось по способу, который дает мелкозернистый слой α-Al2O3 в соответствии с заявкой на патент Швеции 9203853-0.
Вариант 4A: Без последующей обработки.
Вариант 4B: Очистка щетками при помощи цилиндрической нейлоновой щетки, содержащий SiC. В результате этой обработки получали более гладкую поверхность, причем слой Al2O3 оставался обнаженным вдоль всего ребра кромки.
Пример 5
Режущие вставки из металлокерамического твердого сплава типа CNMG 120408-QM, которые имеют состав 6,5% Co, 8,7% кубических карбидов (TiC-TaC-NbC), WC-баланс и обогащенную поверхностную зону с фазой связки толщиной 25 мкм, покрывались при использовании техники химического осаждения из газовой фазы в следующей последовательности: 7,0 мкм TiC и 5,1 мкм Al2O3.
Нанесение слоя Al2O3 осуществлялось по способу, который дает мелкозернистый слой α-Al2O3 в соответствии с заявкой на патент Швеции 9203853-0.
Вставки были обработаны при помощи мокрой пескоструйной обработки с использованием абразивов Al2O3 с зерном 150 меш (вариант 5).
Пример 6
Режущие вставки из металлокерамического твердого сплава типа CNMG 120408-QM, которые имеют состав 6,5% Co, 8,7% кубических карбидов (TiC-TaC-NbC), WC-баланс и обогащенную поверхностную зону с фазой связки толщиной 15 мкм, покрывались при использовании техники химического осаждения из газовой фазы в указанной последовательности: 5,4 мкм Ti(CN), 5,3 мкм Al2O3 и 1,3 мкм TiN.
Нанесение слоя производилось в соответствии с известной методикой, позволяющей получить слой смешанных полиморфных модификаций α и к. Нанесение слоя TiN производилось под давлением 400 мбар, а нанесение других слоев осуществлялось по известным методикам.
Вариант 6A: Без последующей обработки.
Вариант 6B: Мокрая пескоструйная обработка с использованием абразивов Al2O3 с зерном 150 меш, что позволило получить более гладкую поверхность. В этом случае верхний слой TiN был удален вдоль ребра режущей кромки и по всей передней поверхности, с обнажением слоя Al2O3.
Вариант 6C: Очистка щетками при помощи цилиндрической нейлоновой щетки, содержащей SiC. В результате этой обработки получали более гладкую поверхность, причем слой Al2O3 оставался обнаженным вдоль всего ребра кромки.
Пример 7
Режущие вставки примеров 1-6 испытывались на отслоение ребра режущей кромки путем проведения подрезки торцов деталей из легированных сталей (AlSI 1518, W-no. 1,0580). Форма обрабатываемой детали была выбрана таким образом, что режущая кромка трижды освобождалась в ходе каждого оборота.
Параметры резания:
Скорость резания 120-220 м/мин.
Подача 0,2 мм/оборот.
Глубина прохода 2,0 мм.
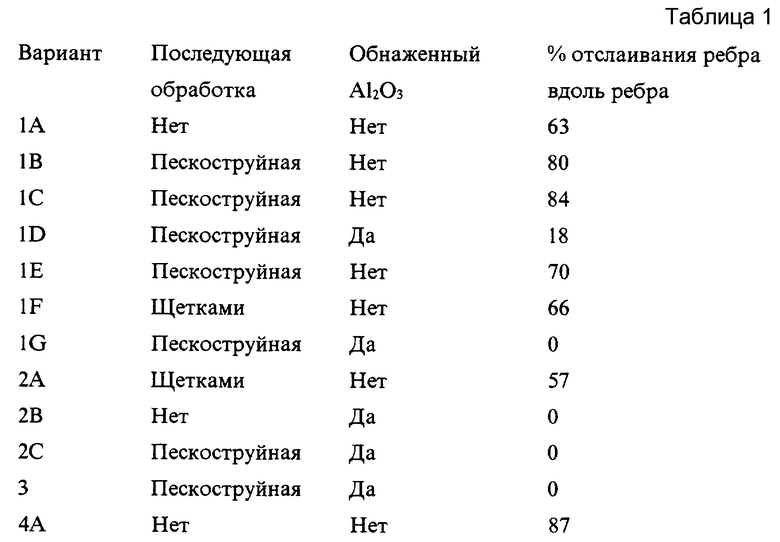
При помощи вставок был произведен один проход по всей поверхности обрабатываемой детали. Приведенные ниже результаты, см. таблицу в конце описания, выражены в процентах ребра режущей кромки на проход, которая претерпела отслаивание покрытия.
Как можно видеть из этой таблицы, наилучшие результаты были получены при обнажении мелкозернистого слоя α-Al2O3 по ребру режущей кромки. Последующая обработка для получения более гладкой поверхности покрытия, но без обнажения α-Al2O3, не приводила ни к какому улучшению стойкости к отслаиванию. При вариантах 6A и 6C с полиморфными модификациями α/к, обнаженными по ребру кромки, не получали такую же высокую стойкость к отслаиванию, как в случае вариантов с использованием слоя α-Al2O3, обнаженного по ребру кромки.
Пример 8
Режущие вставки примеров 4 и 5 использовались для проведения продольной токарной обработки шарикоподшипниковой стали марки SKF 25B.
Параметры резания:
Скорость резания 180 м/мин.
Подачи 0,36 мм/оборот.
Глубина прохода 2,0 мм, было использовано охлаждение.
По истечении 2,5 мин был измерен износ по задней поверхности для изучения начального износа.
Вариант - Износ задней поверхности, мм
4B - 0,13
5 - 0,20
Эти примеры показывают, что сопротивление износу задней поверхности увеличивается в результате нанесения на заднюю поверхность слоя TiC.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ С ОКИСНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО НАНЕСЕНИЯ | 1995 |
|
RU2131330C1 |
| ТЕЛО ИЗ ЦЕМЕНТИРОВАННОГО КАРБИДА С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2131328C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ХОГФ-ПОКРЫТИЕМ | 2015 |
|
RU2704949C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766635C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766604C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2019 |
|
RU2769502C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ПОКРЫТИЯ | 1993 |
|
RU2117074C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ СО СЛОЕМ k-Al2O3 ТЕКСТУРЫ { 0 0 1} | 2017 |
|
RU2669134C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736039C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2648719C2 |
Вставка применяется при изготовлении режущего инструмента для обработки металлов с образованием стружки. Вставка имеет по меньшей мере частичное покрытие по меньшей мере двумя жаропрочными слоями. Одним из этих слоев является мелкозернистый слой α-Al2O3. Он представляет собой верхний слой вдоль ребра режущей кромки. Другой - слой ТiCxOyNz или ZrCxNy. Он является верхним слоем на задней поверхности. Режущий инструмент с покрытием обеспечивает улучшенные характеристики износа по задней поверхности и язвенного износа, особенно в случаях механообработки низкоуглеродистых сталей и нержавеющей стали. Использованные режущие кромки легко могут быть идентифицированы невооруженным глазом. 2 с. и 7 з.п.ф-лы, 1 табл., 1 ил.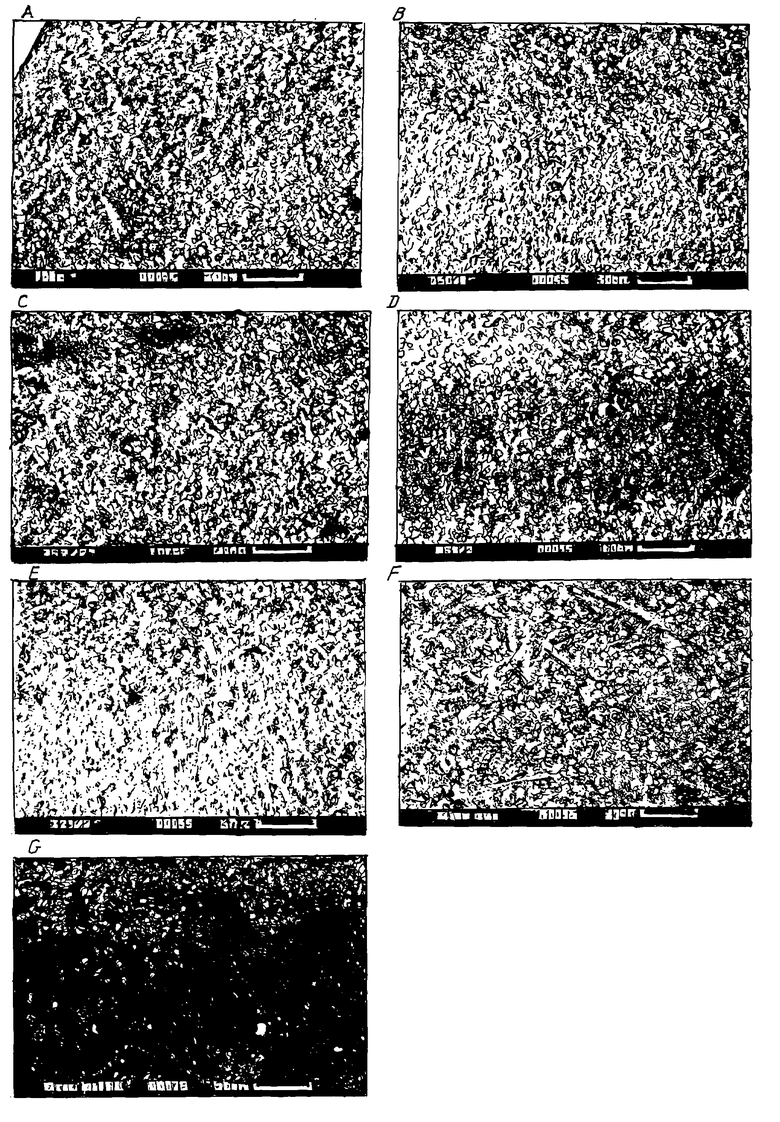
где I(hkl) - измеренная интенсивность (hkl) отражения;
Io(hkI) - стандартная интенсивность данных отражения от стандартной порошковой картины ASTM;
n - число отражений, использованных при вычислениях, причем использованными (hkI) отражениями являются: (012), (104), (110), (113), (024), (116), причем ТС для совокупности (012) кристаллических плоскостей превышает 1,3, а преимущественно превышает 1,5, а ТС для совокупности (104) кристаллических плоскостей превышает 1,5, преимущественно превышает 2,5, а еще лучше, превышает 3,0.
| Устройство для формирования сигнала развертки | 1976 |
|
SU603144A1 |
| Способ изготовления режущего инструмента | 1978 |
|
SU751505A1 |
| Режущий инструмент | 1979 |
|
SU959345A1 |
| Режущий инструмент с износостойким покрытием | 1987 |
|
SU1764837A1 |
| Способ обработки золотых шламов | 1936 |
|
SU127416A1 |
| ОГНЕУПОРНАЯ ПРИСАДКА | 0 |
|
SU208729A1 |
| Устройство для формирования двоичных последовательностей | 1972 |
|
SU447847A1 |
| US 5123934 A, 12.10.89. | |||

