Изобретение относится к способу травления или обработки поверхности металла в растворе, содержащем азотную кислоту, в которую добавляют перекись водорода для уменьшения образования газообразных азотистых соединений.
При производстве многих металлов, таких как сталь, в частности нержавеющая сталь, в процессе отжига образуется слой окислов и этот слой подлежит удалению. Обычно это делают посредством травления, которое предусматривает обработку стали в кислотной окислительной травильной ванне, чтобы вызвать незначительное растворение металла под слоем окислов, которые в результате этого разрыхляются. Травление и обработку поверхности металлов часто выполняют в растворе на основе азотной кислоты, в качестве окислительного агента, обработка которым, однако, вызывает выделение газообразных азотистых соединений, главным образом NO и NO2. Эти выделения могут быть существенно уменьшены посредством добавления перекиси водорода в содержащий азотную кислоту раствор, как описано в патентах США N 4938838 и 3945865, а также в публикации H.T.Karlson et al., "Control of NOx in Steel Pickling", Environmental Progress, Vol. 3, N 1, 1984, pp. 40-43. При травлении стали происходят следующие реакции
2Fe + 6H++ 3NO
2NO
NO
Этот процесс обычно протекает очень интенсивно, однако, было обнаружено, что для того, чтобы уменьшить выделения ниже определенного уровня, следует добавлять перекись водорода в количестве, гораздо большем стехиометрического количества. В то же время, увеличение общественного внимания к проблемам окружающей среды призывает к более эффективному снижению газообразных азотистых соединений.
Настоящее изобретение направлено на решение проблемы дальнейшего снижения выделения газообразных азотистых соединений или NOx, особенно NO и NO2, без увеличения потребления перекиси водорода до неприемлемых уровней. В связи с настоящим изобретением неожиданно было обнаружено, что снижение выделения NOx может быть значительно улучшено без значительного увеличения потребления перекиси водорода, если по меньшей мере часть перекиси водорода наносить разбрызгиванием или смачиванием непосредственно на металл, вместо добавления в раствор, содержащий азотную кислоту, либо непосредственно в ванну, в которой обрабатывают металл, или в канал, предназначенный для циркуляции раствора, содержащего азотную кислоту.
Таким образом, настоящее изобретение относится к способу травления или обработки поверхности металла в содержащем азотную кислоту водном растворе, в который добавляют перекись водорода для уменьшения образования газообразных азотистых соединений. По меньшей мере часть перекиси водорода наносят непосредственно на металл распылением или смачиванием ее водным раствором через одно или несколько отдельных сопел. Предпочтительно перекись водорода разбрызгивать таким образом, чтобы получить капли как можно меньшего размера, что делает реакцию с NOx более эффективной. Хотя можно подавать по существу всю перекись водорода через отдельные сопла, предпочтительно разбрызгивать часть от полного количества перекиси водорода, составляющую приблизительно от 20 до 80%, более предпочтительно приблизительно от 40 до 60%.
Без ссылки на какую-либо теорию, сделано предположение, что перекись водорода при контакте с ионами металла в травильном растворе каталитически разлагается на воду и кислород и тем самым расходуется, не принося пользы. Также сделано предположение, что основная часть газообразных азотистых соединений выделяется на поверхности металла и что перекись водорода поэтому, по всей вероятности, контактирует с NOx до того, как она вступает в контакт с ионами металла, если она наносится на металл разбрызгиванием или смачиванием. Предполагают, что это в основном должно быть справедливо, когда содержащий азотную кислоту раствор наносят разбрызгиванием или смачиванием непосредственно на металл, в процессе чего выделяется значительное количество газообразных азотистых соединений даже при очень низких концентрациях растворенных NOx.
Раствор азотной кислоты обычно содержит приблизительно от 0,1 до 4 молей на литр, предпочтительно приблизительно от 0,5 до 3 молей на литр азотной кислоты, а также подходящей для этого фтористоводородной кислоты, например, приблизительно от 0,01 до 5 молей на литр, предпочтительно приблизительно от 0,1 до 3 молей на литр. Содержание растворенных NOx составляет обычно приблизительно от 0,01 до 0,7 г/л, предпочтительно приблизительно от 0,1 до 0,4 г/л. Особенное преимущество получают при использовании изобретения, когда содержание растворенных NOx составляет ниже приблизительно 0,7 г/л. Обычно большая часть растворенных NOx находится в форме NO2.
Согласно настоящему изобретению обычно можно поддерживать выделения газообразных NOx ниже приблизительно 7 г NOx на м2 обрабатываемого металла, а часто даже ниже приблизительно 4 г NOx на м2 обрабатываемого металла при расходе перекиси водорода приблизительно от 2 до 60 г H2O2, предпочтительно, приблизительно от 5 до 40 г H2O2 на м2 обрабатываемого металла.
Количество добавляемой перекиси водорода можно контролировать известным способом посредством измерения окислительно-восстановительного потенциала, содержащего азотную кислоту раствора, или измерением содержания NOx в отходящем газе. Предпочтительные способы контроля окислительно-восстановительного потенциала описаны в патенте США N 4938838 и Европейском патенте N 442250.
Использование изобретения выгодно во всех процессах поверхностной обработки таких металлов, как сталь, медь или латунь, содержащими азотную кислоту растворами. Оно выгодно, в частности, при травлении стали, особенно нержавеющей стали.
Далее последует описание изобретения в связи с прилагаемым чертежом, на котором схематически показан способ обработки металла.
На чертеже показана емкость 1, в которой находится обрабатывающая или травящая поверхности ванна 2 водного раствора, содержащего азотную кислоту, а также предпочтительно фтористоводородную кислоту, через которую непрерывно пропускают металлическую полосу 3, предпочтительно нержавеющую сталь. Содержащий азотную кислоту раствор подают по трубам 5a, 5b, 6a, 6b, имеющим несколько сопел 7a, 7b, 8a, 8b, разбрызгивающих раствор на обе стороны металлической полосы 3, так чтобы он распределялся по существу по всей его ширине. Раствор из ванны 2 возвращается в резервуар 4 и подается в трубы 5a, 5b, 6a, 6b при достаточно высоком давлении через канал 10 контура циркуляции и насос 11. Способ также включает подачу водного раствора перекиси водорода из накопительного резервуара 12. Часть перекиси водорода подается насосом 13a в отдельные трубы 16a, 16b, 17a, 17b, каждая из которых содержит несколько сопел 18a, 18b, 19a, 19b, разбрызгивающих раствор на каждую сторону металлической полосы 3, так чтобы он распределялся по существу по всей его ширине. Необходимое количество сопел зависит от размера металлической полосы 3 и от типа сопел, но обычно количества приблизительно от 4 до 12 сопел на трубу оказывается достаточно. Можно использовать сопла любого известного типа, например сопла, предназначенные также для воздушной продувки, которые исключают засорение при прекращении подачи перекиси водорода. Остальная часть подаваемой перекиси водорода добавляется насосами 13b, 13c в содержащий азотную кислоту раствор в резервуаре 4 и канал 10 контура циркуляции на всасывающей стороне насоса 11. Перекись водорода из насоса 13c предпочтительно смешивают с раствором из ванны 2 непосредственно перед его поступлением в резервуар 4. Над емкостью 1 предусмотрено перекрытие 25, имеющее вентиляционное отверстие 26. Все газообразные азотистые соединения выходят через вентиляционное отверстие 26. Подачу перекиси водорода контролируют предпочтительно на предмет содержания NOx в потоке газов в вентиляционном отверстии 26 или по окислительно-восстановительному потенциалу в ванне 2. Можно также стабилизировать поток перекиси водорода, добавляемой через сопла 18a, 18b, 19a, 19b, а регулировать только подачу перекиси водорода насосами 13b, 13c в резервуар 4 и канал 10 контура циркуляции.
Хотя это не показано на чертеже, металлическую полосу 3 можно обрабатывать и без ее погружения в ванну 2. Можно также подавать металлическую полосу 3 вертикально и разбрызгивать содержащий азотную кислоту раствор и перекись водорода на вертикальные поверхности.
Далее изобретение иллюстрируется с помощью следующего ниже примера. Если не указано иное, то все составы и концентрации даны в весовых процентах.
Пример. В установке согласно чертежу протравили нержавеющую сталь в водном растворе 2,9 моль/л азотной кислоты и 2,7 моль/л фтористоводородной кислоты. Если добавляли всю перекись водорода в содержащий азотную кислоту раствор в резервуаре 4 и канал контура циркуляции, то для поддержания концентрации NOx ниже 280 ppm (частей на миллион) в вентиляционном отверстии 26 (соответствующем 3,5 г NOx на м2 протравленной стали) требовалось расходовать 60-70 мл 35%-ной H2O2 на м2 подвергаемой травлению стали. Когда выполняли процесс обработки согласно настоящему изобретению и приблизительно 45% подаваемой перекиси водорода разбрызгивали непосредственно на поверхность стали через отдельные трубы 16b, 17b, расположенные над стальной полосой 3 и содержащие каждая из шести сопел 18b, 19b, то для поддержания концентрации NOx ниже 280 ppm в вентиляционном отверстии 26 требовалось только 40-45 ил 35%-ной H2O2 на м2 подвергаемой травлению стали.
Изобретение относится к способу обработки поверхности металла содержащим азотную кислоту раствором, в который добавляют перекись водорода для уменьшения образования газообразных азотистых соединений. По меньшей мере часть перекиси водорода подают посредством нанесения ее в виде водного раствора разбрызгиванием или смачиванием непосредственно на металл через одно или несколько отдельных сопел. 3 з.п. ф-лы, 1 ил.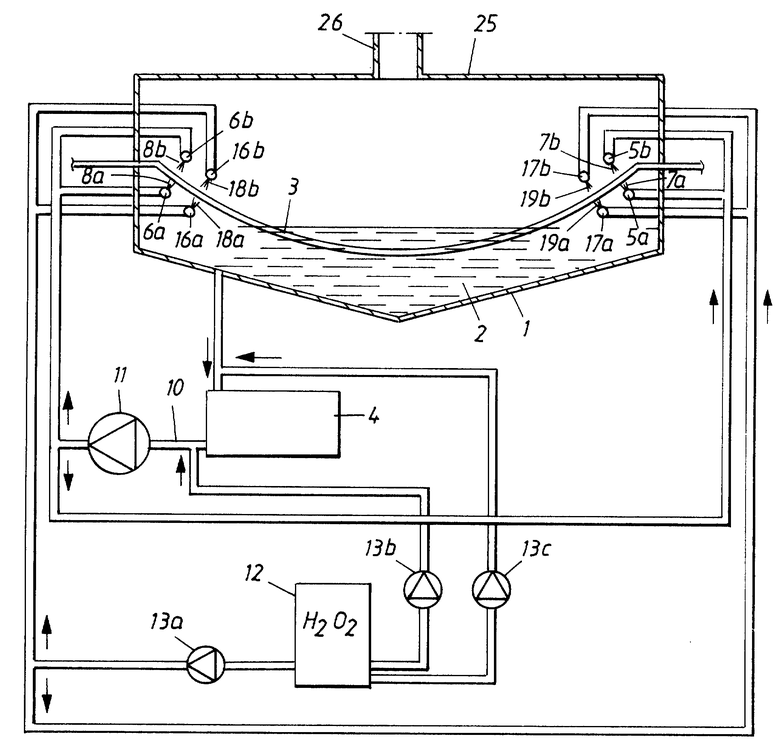
| US 3945865 A, 23.03.76 | |||
| Синхронный электрический молоток соленоидного типа | 1937 |
|
SU53719A1 |
| Способ химического травления нержавеющих сталей | 1958 |
|
SU113775A1 |
| GB 1145891 A, 19.03.69 | |||
| СПОСОБ ВЫРАБОТКИ АРОМАТИЗИРОВАННОГО ВОССТАНОВЛЕННОГО ЧАЯ | 2008 |
|
RU2364162C1 |

