Данная группа изобретений относится к гравировальным системам, в которых используются гравировальные головки известного типа, описанного Бухлером в патенте США N 4450486, кл. H 04 N 1/40, 1984.
Такие гравировальные головки содержат алмазный резец, укрепленный на держателе, смонтированном на консоли, выступающей из вала, совершающего торсионные колебания. Синусоидальный сигнал привода подается на пару противоположно размещенных электромагнитов для вращения вала по максимальной дуге приблизительно в 0,25 градуса с частотой порядка 3000-5000 Гц.
На гравировальной головке смонтирован направляющий башмак, который находится в точно установленном положении относительно колебательного резца. Гравировальная головка монтируется с возможностью колебательного движения с помощью комплекта плоских пружин, прикрепленных к выступающему штоку. Электродвигатель постоянного тока вращает шток так, что направляющий башмак входит в контакт с гравируемым печатным цилиндром. Когда направляющий башмак находится в контакте с печатным цилиндром, резец колеблется от положения легкого касания печатного цилиндра до расстояния приблизительно 100 мкм от поверхности цилиндра.
Как только направляющий башмак входит в контакт с печатным цилиндром по синусоидальному сигналу управления приводом накладывается видеосигнал для ввода колебательного резца в контакт с печатным цилиндром, гравируя, таким образом, ячейки контролируемой глубины на его поверхности. Печатный цилиндр вращается синхронно с колебательным перемещением резца, а ходовой винт обеспечивает осевое перемещение гравировальной головки, которая входит в гравировальный контакт со всей поверхностью печатного цилиндра.
Наиболее близким аналогом относительно первой гравировальной машины глубокой печати является гравировальная машина глубокой печати, включающая вращающийся цилиндр печати и находящийся с ним в гравировальном контакте резец, средства создания колебаний резца (см. заявку PCT WO 81/00320, кл. G 11 B 3/18, 1981).
Наиболее близким аналогом относительно второй гравировальной машины глубокой печати является гравировальная машина глубокой печати, содержащая опорные средства цилиндра печати, средства привода во вращение цилиндра печати относительно его цилиндрической оси, резец для гравирования ячеек на поверхности указанного цилиндра печати, средства привода резца в контакт с поверхностью цилиндра и средства управления гравированием, содержащие средства выработки видеосигнала, предназначенные для генерирования видеосигнала (см. патент США N 5029011, кл. B 41 C 1/02, 1991).
Наиболее близким аналогом относительно третьей гравировальной машины глубокой печати является гравировальная машина глубокой печати, содержащая средства создания колебаний резца, находящегося в гравировальном контакте с вращающимся цилиндром печати, средства видеообработки и выработки сигнала обратной связи (см. патент США N 5029011, кл. B 41 C 1/02, 1991).
Наиболее близким аналогом относительно четвертой гравировальной машины глубокой печати является гравировальная машина глубокой печати, содержащая средства привода во вращение форменного цилиндра глубокой печати относительно его цилиндрической оси, гравировальный резец, гравировальную головку, в которой указанный резец установлен вблизи указанного цилиндра печати, привод резца (см. патент США N 5029011, кл. B 41 C 1/02, 1991).
Наиболее близким аналогом относительно пятой гравировальной машины глубокой печати является гравировальная машина глубокой печати, включающая опорные средства для поддержания с возможностью вращения цилиндра печати, средства привода его во вращение относительно его цилиндрической оси, и резец для гравирования ячеек (см. патент США N 5029011, кл. B 41 C 1/02, 1991).
Наиболее близким аналогом относительно способа измерения ширины ячейки является способ измерения ширины ячейки, расположенной в пределах определенной зоны на поверхности форменного цилиндра глубокой печати, включающий в себя сканирование указанной зоны (см. патент США N 4944593, кл. G 01 B 11/06, 1990).
Наиболее близким аналогом относительно первого способа гравирования ячеек на поверхности вращающегося цилиндра печати является способ гравирования ячеек на поверхности вращающегося цилиндра печати, включающий введение в работу резца для гравирования ряда ячеек на указанной поверхности (см. патент США N 5029011, кл. B 41 C 1/02, 1991).
Наиболее близким аналогом относительно второго способа гравирования ячеек на поверхности вращающегося цилиндра печати является способ гравирования ячеек на поверхности вращающегося цилиндра печати, включающий выработку сигнала управления, гравирование указанных ячеек с использованием указанного сигнала управления для ввода гравировального резца в периодический гравировальный контакт с указанной поверхностью (см. патент США N 5029011, кл. B 41 C 1/02, 1991).
Наиболее близким аналогом относительно способа гравирования серии ячеек на поверхности форменного цилиндра глубокой печати является способ гравирования серии ячеек на поверхности форменного цилиндра глубокой печати, приводимого во вращение относительно его цилиндрической оси, заключающийся в выработке видеосигнала, который изменяется в соответствии с изменениями яркости в сканированном оригинальном документе, во временном соотношении с указанным вращением цилиндра (см. патент США N 5029011, кл. B 41 C 1/02, 1991).
Наиболее близким аналогом относительно устройства для гравирования ячеек заранее заданных желательных ширин на поверхности форменного цилиндра глубокой печати является устройство для гравирования ячеек заранее заданных желательных ширин на поверхности форменного цилиндра глубокой печати, включающее в себя гравировальный резец, средства перемещения гравировального резца в направлении, параллельном поверхности цилиндра, и привод резца для ввода указанного резца в периодической гравировальный контакт с указанной поверхностью таким образом, чтобы отгравировать на ней серию ячеек, и средства управления (см. патент США N 5029011, кл. B 41 C 1/02, 1991).
В гравировальных системах, описанных Бухлером, оператор осуществляет трудоемкую процедуру наладки машины методом проб и ошибок с одного конца печатного цилиндра, прежде чем он начнет процесс гравирования. Эта процедура наладки включает регулировку коэффициента усиления усилителей синусоидального управляющего сигнала на привод и видеосигнала для получения "черных" печатных ячеек нужной глубины вместе с соединительными канавками другой нужной глубины и подчистки негравируемых белых ячеек. Каждое изменение управляющих переменных взаимосвязано с другими, и, следовательно, такая наладка является повторяющимся процессом. Даже после достижения необходимой наладки ошибки по глубине ячейки могут накапливаться из-за механических отклонений.
Особо серьезные ошибки случаются, когда гравировальный резец перенапрягается и ломается. Такая поломка может совершенно испортить практически готовый печатный цилиндр, если ее не заметить немедленно. До сих пор не существовало способа быстрого и автоматического распознавания такого состояния.
Технический результат данной группы изобретений состоит в том, чтобы разработать гравировальную систему, которая могла бы быть быстро и легко отрегулирована для гравирования ячеек контролируемого размера на поверхности цилиндра для печати гравюр. Также требовалось избежать накопления ошибки во время гравирования.
Указанный технический результат в части первой гравировальной машины глубокой печати достигается за счет того, что гравировальная машина глубокой печати, включающая вращающийся цилиндр печати и находящийся с ним в гравировальном контакте резец, средства создания колебаний резца, согласно изобретению содержит видеокамеру для выработки сигнала изображения, отображающего изображения ячеек, которые были отгравированы указанным резцом, средства видеообработки для обработки сигнала указанного изображения и выработки сигнала обратной связи, указывающего размеры ячеек, которые были отгравированы указанным резцом, и средства вычисления, которые при поступлении указанного сигнала обратной связи производят регулировку работы указанного резца.
Указанный технический результат в части второй гравировальной машины глубокой печати достигается за счет того, что в гравировальной машине глубокой печати, содержащей опорные средства цилиндра печати, средства привода во вращение цилиндра печати относительно его цилиндрической оси, резец для гравирования ячеек на поверхности указанного цилиндра печати, средства привода резца в контакт с поверхностью цилиндра и средства управления гравированием, содержащие средства выработки видеосигнала, предназначенные для генерирования видеосигнала, согласно изобретению видеосигнал задает ряд уровней яркости в изображении, которое отображает указанную ячейку, а средства управления гравированием содержат средства уставки для ввода параметров уставки, указывающих желательную взаимосвязь между указанными уровнями яркости и ширинами указанных ячеек, средства вычисления, которые при поступлении указанных параметров уставки и указанного видеосигнала вырабатывают ряд команд на гравирование ширины ячейки и средства измерения, предназначенные для измерения значений ширины ячеек, отгравированных резцов, и для выработки соответствующего сигнала обратной связи ширины ячейки, причем указанные средства вычисления при поступлении на них указанного сигнала обратной связи ширины ячейки производят корректировку указанных команд гравирования ширины ячейки таким образом, что значения ширины ячейки в указанном сигнале обратной связи подчиняются указанному соотношению, при этом резец выполнен с возможностью гравирования ячеек управляемой ширины, а также за счет того, что указанные средства вычисления содержат средства выработки ряда значений ошибки, представляющих собой разницу между ширинами серии отгравированных ячеек, которые отображены сигналом обратной связи ширины ячейки, и соответствующими ширинами серии команд для указанных отгравированных ячеек, а также средства выработки параметра корректировки, соответствующего сумме значений указанной ошибки, и средства, которые при поступлении на них указанного параметра корректировки производят регулировку указанных команд гравирования ширины ячейки, и, кроме того, за счет того, что указанные средства измерения включают в себя видеокамеру для выработки сигнала изображения, отображающего изображения ячеек, которые были отгравированы резцом, и средства видеообработки, предназначенные для обработки указанного сигнала изображения с целью выработки указанного сигнала обратной связи ширины ячейки.
Указанный технический результат в части третьей гравировальной машины глубокой печати достигается за счет того, что гравировальная машина глубокой печати, содержащая средства создания колебаний резца, находящегося в гравировальном контакте с вращающимся цилиндром печати, средства видеообработки и выработки сигнала обратной связи, согласно изобретению снабжена устройством обнаружения повреждения указанного резца, включающим в себя видеокамеру для выработки сигнала изображения, отображающего изображения ячеек, которые были отгравированы резцом, средства видеообработки, выполненные для обработки сигнала указанного изображения и средства выработки сигнала обратной связи, указывающего размеры ячеек, которые были отгравированы резцом, средства для выработки сигналов ошибки, отображающих различие между указанными размерами и значениями команд, и средства предупреждения, срабатывающие при превышении указанными сигналами ошибки заранее установленных предельных значений, а также за счет того, что она дополнительно включает в себя средства вычисления для подсчета числа случаев последовательного превышения сигналом ошибки указанного заранее установленного значения предела, и средства запрещения выработки указанного предупреждения до тех пор, пока указанное число не достигнет заранее установленной величины, за счет того, что указанные средства вычисления содержат средства, которые вырабатывают указанное предупреждение в том случае, когда величина указанного сигнала ошибки отображает ошибку ширины ячейки, превышающую ориентировочно 10 мкм, и, кроме того, за счет того, что указанные средства запрещения вырабатывают указанное предупреждение когда результат подсчета превышает цифру 3.
Указанный технический результат в части четвертой гравировальной машины глубокой печати достигается за счет того, что гравировальная машина глубокой печати, содержащая средства привода во вращение форменного цилиндра глубокой печати относительно его цилиндрической оси, гравировальный резец, гравировальную головку, в которой указанный резец установлен вблизи указанного цилиндра печати, привод резца, согласно изобретению имеет видеокамеру с автоматической фокусировкой для создания изображений ячеек, которые отгравированы при помощи резца, средства видеообработки для обработки указанных изображений и для выработки сигнала обратной связи, несущего информацию о ширинах ячеек, которые отгравированы при помощи указанного резца, и средства вычисления для выработки указанного сигнала управления шириной ячейки в соответствии с желательной шириной указанных ячеек и для регулирования указанного сигнала управления шириной ячейки в соответствии с различиями между указанной желательной шириной и шириной, задаваемой указанными сигналом обратной связи, причем привод резца при поступлении указанного сигнала управления шириной ячейки создает колебания резца и вводит его в гравировальной контакт с указанным цилиндром печати, а также за счет того, что она дополнительно содержит ходовой винт для перемещения указанной гравировальной головки в направлении, параллельном указанной цилиндрической оси, при сохранении синхронизма с указанным вращением и за счет того, что она дополнительно содержит средства подсчета ячеек для осуществления подсчета указанных ячеек и для выработки стробирующих сигналов для активации указанной видеокамеры с целью создания изображений заранее заданной одной из ячеек.
Указанный технический результат в части пятой гравировальной машины глубокой печати достигается за счет того, что гравировальная машина глубокой печати, включающая опорные средства для поддержания с возможностью вращения цилиндра печати, средства привода его во вращение относительно его цилиндрической оси, и резец для гравирования ячеек, согласно изобретению снабжена средствами измерения ширины ячейки, содержащими видеокамеру для сканирования выбранных ячеек, которые отгравированы при помощи гравировальной машины, и для создания их изображений, видеопроцессор для обработки указанных изображений и для выработки сигналов измерения, несущих информацию о ширине указанных ячеек, и средства стробирования, функционирующие синхронно с указанными средствами привода для выбора указанных ячеек.
Указанный технический результат в части способа измерения ширины ячейки достигается за счет того, что в способе измерения ширины ячейки, расположенной в пределах определенной зоны на поверхности форменного цилиндра глубокой печати, включающем в себя сканирование указанной зоны, согласно изобретению для сканирования указанной зоны используют видеокамеру, которую применяют для выработки видеосигнала, указывающего последовательно сканированные уровни яркости вдоль ряда параллельных линий сканирования, простирающихся по ширине в указанной зоне, а также включают определение максимального и минимального уровней указанного видеосигнала для каждой из серий смежных подзон, коллективно соразмерных с указанной зоной, вычисление локализованного порога между объединенными одними из максимальных и минимальных значений для каждой из указанных подзон, пороговую обработку указанного видеосигнала в подзоне на основании подзоны для определения точек перехода, в которых указанный видеосигнал претерпевает изменения яркости, которые пересекают локализованные пороги, задание серии пар боковых граничных точек для указанной ячейки, базируясь на линейном исследовании указанных точек перехода, обнаружение того, что одна из указанных пар граничных точек содержит граничные точки максимального разделения, и вычисление расстояния между указанными граничными точками максимального разделения в качестве результата измерения указанной ширины, а также за счет того, что он дополнительно содержит операцию установления верхней и нижней границ указанной ячейки; при этом указанная операция обнаружения ограничена рассмотрением пар граничных точек, которые находятся между верхней и нижней границами, за счет того, что верхнюю и нижнюю границы устанавливают преобразованием серых пикселей, причем эта порция указанных видеоданных отображает зону сканирования, промежуточную относительно перехода черное/белое, при этом указанные верхняя и нижняя границы определяются верхним и нижним пределами указанных серых пикселей, и, кроме того, за счет того, что указанные локализованные пороги установлены на уровнях яркости, которые находятся посредине между уровнями яркости, отображенными указанными минимальными и максимальными уровнями указанного видеосигнала.
Указанный технический результат в части первого способа гравирования ячеек на поверхности вращающегося цилиндра печати достигается за счет того, что в способе гравирования ячеек на поверхности вращающегося цилиндра печати, включающем введение в работу резца для гравирования ряда ячеек на указанной поверхности, согласно изобретению осуществляют измерение ширины указанных ячеек, вычисление серий значений ошибки, отображающих различие между измеренными ширинами, и соответствующими желательными значениями для указанных ширин, и регулирование работы указанного резца таким образом, чтобы производить гравирование последующих ячеек так, чтобы для них указанные значения ошибки становились пренебрежимо малыми.
Указанный технический результат в части второго способа гравирования ячеек на поверхности вращающегося цилиндра печати достигается за счет того, что в способе гравирования ячеек на поверхности вращающегося цилиндра печати, включающем выработку сигнала управления, гравирование указанных ячеек с использованием указанного сигнала управления для ввода гравировального резца в периодический гравировальный контакт с указанной поверхностью, согласно изобретению сигнал управления вырабатывают как сигнал управления шириной ячейки, включающий в себя серию команд ширины ячейки, при этом осуществляют измерение действительной ширины ячеек, которые были отгравированы, и регулировку указанного сигнала управления шириной ячейки в соответствии с различиями между действительной шириной ячейки и указанными командами ширины ячейки, а также за счет того, что указанная операция измерения включает в себя создание видеоизображений указанных ячеек, обнаружение переходов в указанных изображениях, которые объединены с границами указанных ячеек, и использование указанных переходов для определения указанных действительных ширин, и за счет того, что указанная операция регулировки включает в себя суммирование указанных различий для выработки параметра корректировки и модифицирования указанного сигнала управления шириной ячейки при поступлении значения указанного параметра корректировки.
Указанный технический результат в части способа гравирования серии ячеек на поверхности форменного цилиндра глубокой печати достигается за счет того, что способ гравирования серии ячеек на поверхности форменного цилиндра глубокой печати, приводимого во вращение относительно его цилиндрической оси, заключающийся в выработке видеосигнала, который изменяется в соответствии с изменениями яркости в сканированном оригинальном документе, во временном соотношении с указанным вращением цилиндра, согласно изобретению включает в себя выработку гистограммы, указывающей число случаев нахождения на определенном уровне каждой из серий дискретного сигнала, отображающего указанный видеосигнал, выработку параметра управления шириной ячейки, соответствующего одному из указанных уровней сигнала, который индицируется указанной гистограммой как случающийся наиболее часто, выработку сигнала управления шириной ячейки, базируясь на указанном видеосигнале и на указанном параметре управления шириной ячейки, и использование указанного сигнала управления шириной ячейки для осуществления гравирования, а также за счет того, что указанный параметр управления шириной ячейки представляет собой желательную ширину для ячеек, которые гравируются при поступлении видеосигналов, имеющих указанный наиболее часто встречающийся уровень сигнала, и за счет того, что он дополнительно содержит измерение действительной ширины ячеек, отгравированных при поступлении указанного наиболее часто встречающегося уровня сигнала, и регулировку указанного сигнала управления шириной ячейки в соответствии с разницей между действительной шириной ячейки и желательной шириной.
Указанный технический результат в части устройства для гравирования ячеек заранее заданных желательных ширин на поверхности форменного цилиндра глубокой печати достигается за счет того, что устройство для гравирования ячеек заранее заданных желательных ширин на поверхности форменного цилиндра глубокой печати, включающее в себя гравировальный резец, средства перемещения гравировального резца в направлении, параллельном поверхности цилиндра, и привод резца для ввода указанного гравировального резца в периодический гравировальный контакт с указанной поверхностью таким образом, чтобы отгравировать на ней серию ячеек, и средства управления, согласно изобретению снабжено измерительными средствами для измерения действительной ширины периодически выбираемой одной из указанных ячеек, а средства управления выполнены таким образом, что при поступлении на них сигнала от указанных измерительных средств воздействуют на привод резца, усиливая контакт, когда действительные ширины указанных выбранных ячеек меньше, чем желательные их ширины, и уменьшая контакт, когда действительные ширины указанных выбранных ячеек больше, чем желательные их ширины.
В данной группе изобретений описывается способ наладки гравировального устройства для гравирования цилиндров с фактической глубиной резания по заранее установленным параметрам; указанный способ включает следующие операции:
(а) определение величины ошибки, соответствующей разности между командой размера ячейки и измеренной величиной полученного размера отгравированной ячейки;
(б) наладки команды размера ячейки клетки таким образом, чтобы избежать наблюдаемой ошибки.
В настоящем изобретении также описана разработка устройства и способа измерения ширины отгравированной ячейки распознаванием переходов от черного к белому в сканируемых линиях видеоинформации.
Настоящее изобретение также предлагает гравировальное устройство и способ гравирования, в которых множество параметрических сигналов подаются в компьютер для выработки команды ширины гравирования. Входной сигнал переменного тока и входной видеосигнал подаются в компьютер, где они умножаются по коэффициентам, вырабатываемым компьютером в ответ на входные параметрические сигналы. Компьютер также генерирует белый офсетный сигнал, который смешивается с обрабатываемыми сигналом переменного тока и видеосигналом для получения сигнала привода гравировального резца. Указанный резец гравирует ячейки нужной геометрии.
В системе используется видеокамера для получения кадра видеоинформации, включая изображение ячейки высокого света, отгравированной видеосигналом определенного уровня. Цепь обработки видеосигналов измеряет ширину отображенной ячейки и посылает результат в компьютер. Компьютер корректирует коэффициент умножения и белый офсет, используя коррекционный параметр, вырабатываемого в замкнутом цикле путем накопления разницы между ожидаемой шириной ячейки и измеренной фактической шириной ячейки.
Изобретение также предлагает способ и устройство для быстрого и автоматического распознавания ошибок ширины ячейки, которые выходят за определенные границы. Повторяемость таких больших по величине ошибок указывает на поломку резца и автоматически прекращает процесс гравирования.
На фиг. 1 представлена схема и частично общий вид программируемой гравировальной системы в соответствии с настоящим изобретением; на фиг. 2 схематически показан ряд ячеек, выгравированных в печатном цилиндре; на фиг. 3 изображены сигналы переменного тока и видеосигналы для управления гравировальным резцом и перемещения резца в соответствии с этими сигналами; на фиг. 4а и 4б - технологические схемы, иллюстрирующие способ управления шириной ячейки и распознавание поломки резца в соответствии с изобретением; на фиг. 5 - графическое изображение максимальной глубины ячейки в результате воздействия входными видеосигналами в диапазоне от 0 до 10 В; на фиг. 6 - схематическое изображение видеокадра, включая ячейку высокого света; на фиг. 7 - блок схема алгоритма измерения ширины ячейки; на фиг. 8а и 8б вместе представлены блок-схема другого алгоритма измерения.
На фиг. 1 показан цилиндр для печати гравюр 10, смонтированный с возможностью его вращения приводным двигателем 12 и гравируемый гравировальным резцом (не показан), расположенным на гравировальной головке 61. При операции гравирования резец движется к печатному цилиндру 10 и от него для выполнения ряда ячеек вдоль дорожки 30. Двигатель 14 ходового винта 56 вращает ходовой винт для перемещения резца в направлении, параллельном оси цилиндра 10. Если двигатель ходового винта 14 работает непрерывно, дорожка 30 будет иметь спиральную конфигурацию. Прерывистое включение двигателя 14 вызывает выполнение ряда разнесенных друг от друга кольцевых дорожек 30.
Резец перемещается до гравировального контакта с печатным цилиндром 10 электромагнитным приводом (не показан), реагирующим на управляющий сигнал привода на шине 60. Управляющий сигнал вырабатывается усилителем 31, который усиливает командный сигнал, вырабатываемый компьютером 34. Электромагнитный привод может быть выполнен, как это описано в патенте США N 4440486 (Бухлер).
Командный сигнал имеет составляющую переменного тока, составляющую видеосигнала и составляющую белого сдвига, WD, которые обеспечивают операцию гравирования, как это описано ниже. Составляющая переменного тока, получаемая из входного сигнала переменного тока, который подается на компьютер 34 и множится с коэффициентом Ka. Видеосоставляющая вырабатывается компьютером 34 путем умножения входного видеосигнала на коэффициент Kd.
Компьютер 34 генерирует параметры Ka, Kd и WD путем решения системы из трех уравнений, как описано ниже. Предусмотрена клавиатура 32 для облегчения ввода величин для постоянных в указанных трех уравнениях. Этими постоянными являются ширина черной ячейки, BW, ширина канавки CW, постоянная резца, Ks, и напряжение черной ячейки, Vmax. Если требуется, можно также ввести сдвиг башмака, S.
Как описано ниже более подробно, составляющая переменного тока сигнала заставляет резец колебаться по синусоиде относительно печатного цилиндра 10 с длиной волны, зависящей от скорости поверхности цилиндра. Вращательная скорость приводного двигателя 12 должна быть отрегулирована таким образом, чтобы обеспечить гравировальную дорожку 30, имеющую нечетное число половин длины волны при полном обороте цилиндра. Компьютер 34 передает управляющий сигнал на двигатель 14 ходового винта по шине 24. Этот сигнал регулируется таким образом, что двигатель 14 перемещает резец вдоль оси на расстояние, равное половине ширины черной ячейки плюс половина ширины соединительной канавки, плюс ширина разделительной стенки при каждом полном обороте печатного цилиндра 10.
Уравнения для Ka, Kd и WD предполагают линейную взаимосвязь между входным видеосигналом и результирующей шириной отгравированной ячейки. Хотя во многих случаях это вполне обоснованная предпосылка, иногда требуется дополнительная подгонка. В этом случае можно воспользоваться табулированными поправками, как это сделано в патентной заявке N 08/022, 127, которая приводится здесь для ссылки.
Другой проблемой является дрейф. Хотя компьютер 34 может быть соответствующим образом запрограммирован и может вначале выдавать правильные величины ширины ячеек, изменения усиления аналогичных составляющих или величин механических изменения положения гравировальной головки 61 может потребовать ввода корректирующих параметров в уравнения, используемые для расчета Ka, Kd и WD. Для этой цели используется видеокамера 46, которая сфокусирована на дорожку 30. Камера 46 просматривает часть дорожки 30, которая освещается стробирующей лампой 58 и обеспечивает кадры видеоинформации обратной связи, передаваемые в видеопроцессор 41. Стробирующие сигналы для лампы 58 подаются с соответствующей частотой и фазой счетчиком ячеек 42 по шине 55. Счетчик 42 растровых ячеек производит подсчет импульсов, вырабатываемых тактовым генератором 47 с частотой, которая превышает в четыре раза частоту сети переменного тока. При такой частоте импульс тактового генератора вырабатывается на каждой четверти периода колебаний гравировального резца.
Видеокамера 46 установлена на раме 57, поддерживаемой ходовым винтом 56. Камера 46 может регулироваться по положению относительно рамы 57 так, что она обладает возможностью выработки кадров видеоинформации, которые отцентрированы относительно дорожки 30. Преимущественно камера 46 содержит решетку элементов с зарядовой связью, которая создает новый кадр видеоинформации при каждой вспышке лампы 58. Преимущественно лампа 58 и видеокамера 46 объединены в едином блоке с общим объективом (не показан), так что камера 46 может иметь в своем поле зрения поверхность цилиндра, которая освещается вспышками лампы 58. Преимущественно также видеокамера 46 представляет собой камеру с автоматической фокусировкой, которая может быть сфокусирована на поверхности, расположенной в определенном диапазоне расстояний. Видеопроцессор 41 обладает возможностью осуществления управления характеристиками автоматической фокусировки, так что камера 46 может выдавать сфокусированную видеоинформацию от поверхностей цилиндров печати различного радиуса.
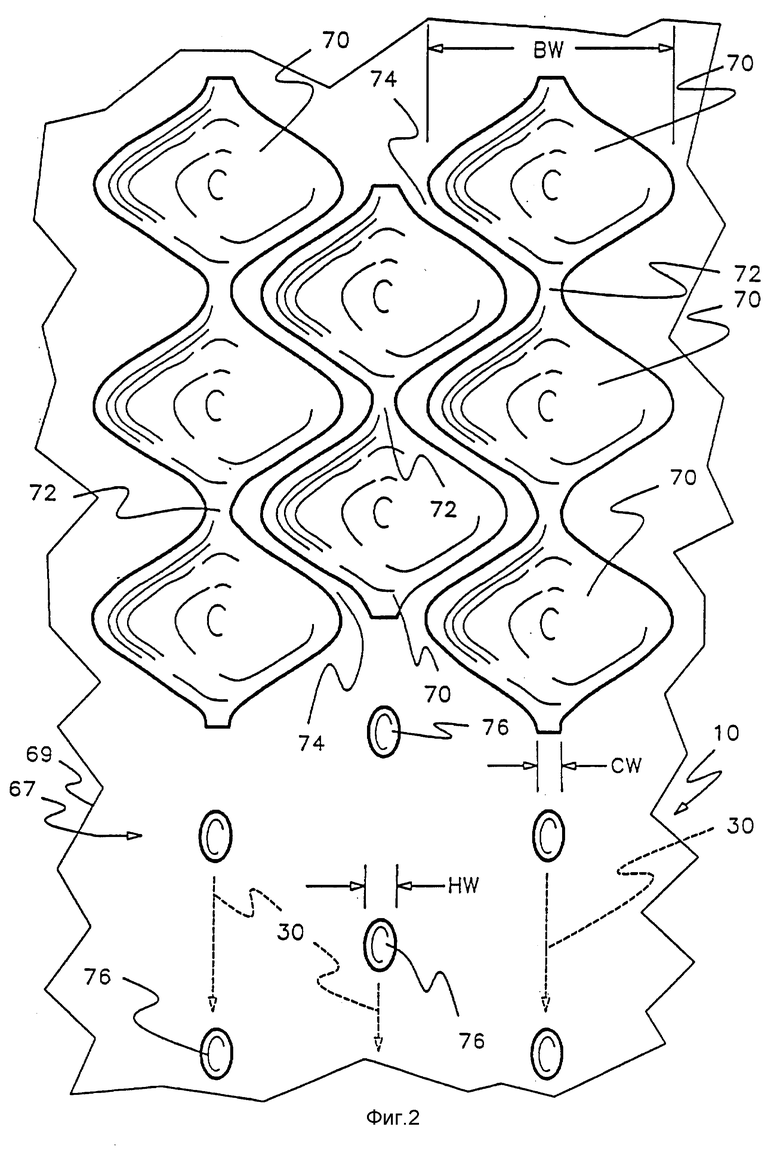
Геометрическая конфигурация типичной черной ячейки, соединительных канавок черных ячеек, ячеек высокого света и разделительных стенок показана на фиг. 2. На этом чертеже изображен ряд широких и глубоких черных ячеек 70 и ряд более мелких и более узких ячеек высокого света 76. Показанные здесь ячейки включают части трех выгравированных рядом друг с другом дорожек 30. Черные ячейки 70 имеют максимальную ширину BW. Управляющий сигнал для резца настроен таким образом, чтобы обеспечить соединительную канавку 72 между последовательно гравируемыми черными ячейками 70. Канавки 72 имеют ширину CW, тогда как ячейки высокого света 76 имеют ширину HW. Скошенные кромки ячеек 70 являются результатом вертикально-колебательного перемещения резца в процессе вращательного движения печатного цилиндра 10 под резцом. Как показано на фиг. 2, ряд последовательно отгравированных черных ячеек 70 может быть отделен стенкой 74 от последовательно отгравированных ячеек 70 (также показанных как черные ячейки) в смежной гравировальной дорожке 30.
Ряд ячеек, конфигурация которых показана на фиг. 2, используется для печати графического изображения, определяющего диагонально проходящий экран. Тангенс угла экрана является отношением расстояния между разными отгравированными рядами к длине волны режущего колебания резца. Режущая длина волны является функцией поверхностной скорости печатного цилиндра 10 и частоты колебаний резца. Таким образом, угол экрана может быть отрегулирован путем регулирования скорости вращения приводного двигателя 12, однако, такая регулировка должна быть осуществлена инкрементными шагами, чтобы поддерживать нечетное число полуволн по окружности печатного цилиндра. С другой стороны, угол экрана может быть отрегулирован путем регулировки расстояния между вертикальными рядами путем изменения рабочей скорости двигателя шагового винта 14.
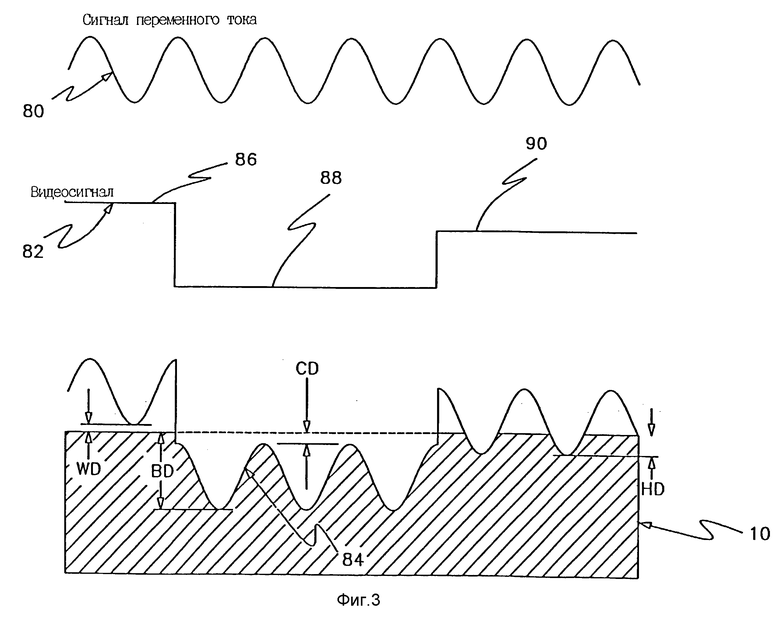
Сигналы управления приводом резца и результирующие вертикальное перемещение резца показаны на фиг. 3. Управляющий сигнал на привод получается при добавке сигнала переменного тока 80 к видеосигналу 82. Показанный здесь видеосигнал 82 имеет, например, белый видеоуровень 86, черный видеоуровень 88 и видеоуровень высокого света 90. Видеосигнал и сигнал переменного тока комбинируются со сдвигом таким образом, что резец поднимается и теряет контакт с цилиндрической поверхностью в течение всего времени, когда видеосигнал 82 имеет белый уровень 86. Минимальный подъем белого равен WD.
Когда видеосигнал 82 переходит с белого уровня на черный, резец перемещается в гравировальный контакт с цилиндром, как показано линией положения резца 84. В этом положении резец совершает колебательное движение между минимальной глубиной CD и максимальной глубиной BD. Когда резец находится на глубине CD, он гравирует соединительную канавку 72. Когда видеосигнал 82 перемещается на уровень высокого света, обозначенный цифрой 90, резец совершает колебательное движение между положением за пределами гравировального контакта с цилиндром 10 и положением гравирования с максимальной глубиной HD. Сигнал переменного тока 80, видеосигнал 82 и белый офсетный сигнал генерируются компьютером 34.
В описываемом варианте осуществления изобретения компьютер 34 вырабатывает команду ширины гравирования W для привода гравировального резца в соответствии с выражением:
W = Ka•A•(sin(ω*t)-1)-WD+Kd•V)/Ks,
в котором Ka - усиление переменного тока (АС);
A - максимальная величина входного сигнала переменного тока;
ω - угловая частота входного сигнала переменного тока;
t - время;
V - величина видеосигнала;
Kd - усиление видеосигнала;
WD - глубина белого;
Ks - постоянная гравировального резца.
Значения A и запоминаются в компьютере 34, и обычно не изменяются. Ks представляет собой регулируемый входной параметр и вводится при помощи клавиатуры 32.
Видеоусиление получают из уравнения
Kd = Ks • (BW - HW) / (Vmax - Vh),
в котором BW и Vmax представляют собой входные параметры, вводимые с клавиатуры 32. Vh определяют путем анализа видеосигнала, как это будет описано далее, а HW выбирают из памяти как табулированную функцию Vh.
Глубину белого находят из выражения:
WD = Kd • Vmax • Ks • BW,
а усиление переменного тока вычисляют в соответствии с выражением:
Ka = -A(Ks • CW + WD - Kd • Vmax)/A.
Когда (Sin (ω*t) = 1 и V = Vh, то команда на выбор ширины заставляет резец гравировать самую широкую часть самой яркой ячейки. Это идеальный случай при отсутствии ошибки
HW = (-WD + Kd • Vh)/Ks.
Однако обычно имеется ошибка гравирования E, так что измеренная ширина самой яркой ячейки равна:
HW = (-WD + Kd • Vh)/Ks - E.
Компьютер 34 производит компенсацию этой ошибки E с использованием параметра корректировки C при выработке команды на ширину гравирования. Этот параметр корректировки вырабатывается в системе с замкнутой петлей обратной связи, которой охвачены видеопроцессор 41 и камера 46.
Перед началом гравирования устанавливают значение C, равное исходному значению или нулю. В ходе гравированиия компьютер 34 заставляет видеопроцессор вырабатывать ряд значений HM для ряда ячеек, которые гравируются в моменты времени, когда V = Vh. Для каждого такого измерения компьютер 34 вычисляет ошибку ширины из выражения
E = (-WD + Kd • Vh)/Ks - HW.
После этого вырабатывают коэффициент коррекции путем суммирования ряда ошибок в виде прогрессий корректировки. Также используют и коэффициент усиления G, так что
C = Σ(G*E).
В самом простом варианте осуществления изобретения вычисленное значение C просто добавляется к команде на ширину гравирования. При этом откорректированная команда ширины приобретает форму
W = Ka•A•(sin(ω*t)-1)-WD+Kd•V)/Ks+C
Регулировку величины C производят только в ответ на измерение ячеек, которые были отгравированы, когда V имело значение Vh. Однако в результате вычисления W всегда присутствует вклад от самого последнего вычисленного значения C. Вне зависимости от вида использования параметра корректировки C, его значение растет от первоначальной нулевой установки до величины, которая в значительной степени позволяет устранить любую ошибку по ширине самой яркой отгравированной ячейки, а также в значительной степени уменьшить ошибки гравирования ширины для ячеек других типов. Для всех вариантов с замкнутой обратной связью G устанавливают на величину, которая обеспечивает узкий, но стабильный диапазон управления. В большинстве случаев значение, близкое к 1,0, представляется удовлетворительным.
Как видно из фиг. 5, максимальная глубина ячейки прямо пропорциональна входному видеосигналу. Как показано на схеме, максимальный видеосигнал 10 В обеспечивает максимальную глубину ячейки BD при гравировании черной ячейки. Для показанного здесь примера компьютеру 34 задавалась ширина высокого света HW = 0,25 • BW. Следовательно, глубина HD ячейки высокого света составляет 25% BD. На схеме также отражена установка 3 В для Kh. При этих условиях видеосигнал, имеющий амплитуду, равную 30% "черного" видеосигнала, обеспечивает рез на глубину, составляющую всего 25% глубины черной ячейки. В результате максимальная глубина ячейки равна нулю при величине входного видеосигнала порядка 0,7 В. При видеосигналах, имеющих меньшую величину, резец выходит из контакта с печатным цилиндром. Для "белого" входного видеосигнала резец отводится от гравировального цилиндра на минимальное расстояние WD, которое является белым офсетом.
Важно, чтобы положение камеры 46 могло бы регулироваться с таким расчетом, чтобы можно было видеть точно определенное место дорожки 30. Следует отметить, что при работе гравировальной головки стробируется отдельная ячейка. С этой целью резец включается на гравировку пробной дорожки на одном конце цилиндра 10. Видеокамера 46 стробирована таким образом, чтобы создавать последовательность изображений, которые анализируются видеопроцессором 41. Одновременно компьютер 34 производит подсчет стробов камеры как результат смещения между положением гравирования резца и полем зрения камеры 46. Когда видеопроцессор 41 опознает тестовую дорожку, то он направляет в компьютер 34 сигнал на сохранение результата подсчета. Этот результат подсчета используется в компьютере для управления распределением во времени стробов по линии 55, для получения изображения определенной ячейки, относительно которой известно, что она была отгравирована в определенные моменты времени.
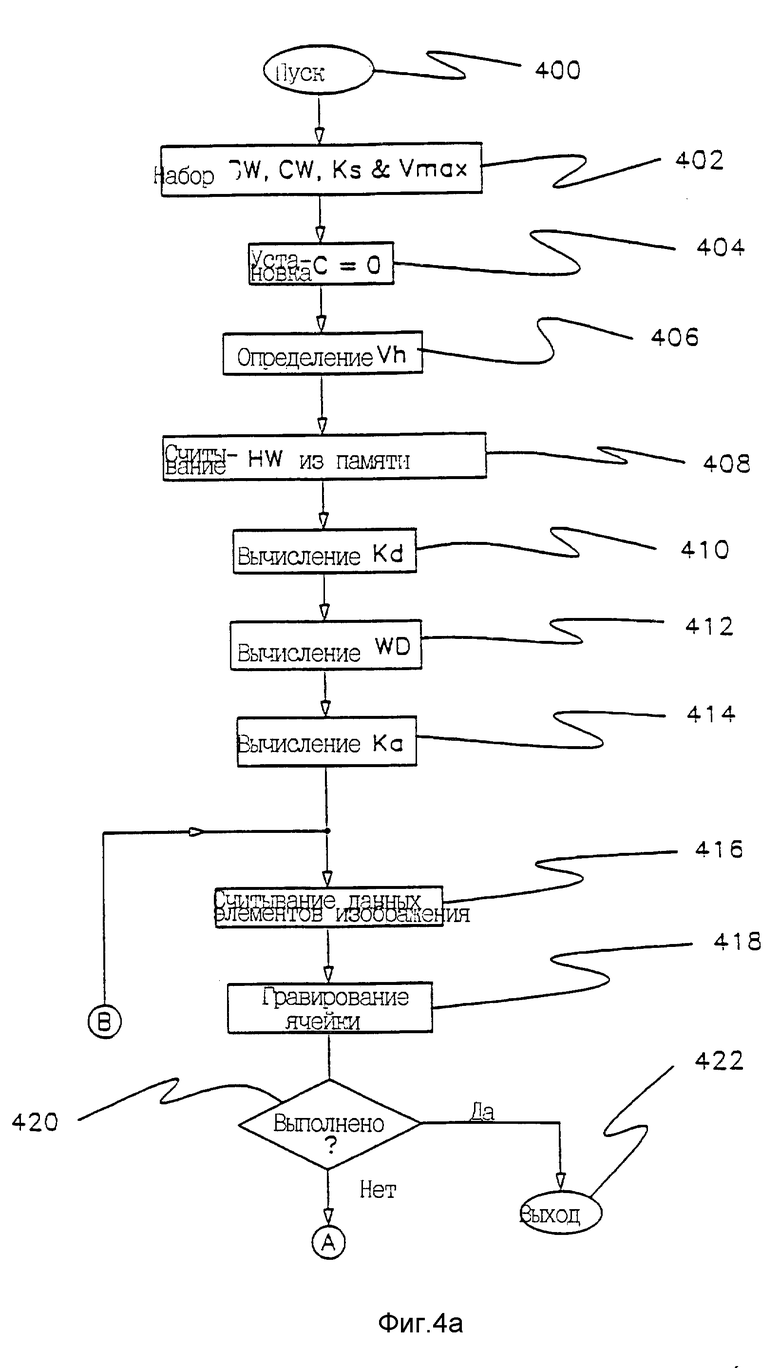
На фиг. 4а и 4б иллюстрируется упомянутый выше способ управляемого гравирования и коррекции ошибки. Способ начинается в стартовой точке 400 и осуществляется в блоке 402, в котором в компьютер 34 при помощи клавиатуры 32 вводятся ширина черного BW, ширина канала CW, постоянная гравировального резца Ks и максимальное значение видеосигнала Vmax. Параметр коррекции C инициализируется с нулевого значения (блок 404), после чего компьютер 34 обрабатывает начальный блок видеоданных для определения наиболее часто встречающегося значения видеонапряжения. Значение устанавливается равным Vh (блок 406). Это значение Vh используется в качестве адреса для считывания желательного значения HW из памяти (блок 408). Затем компьютер 34 производит вычисление Kd (блок 410), WD (блок 412) и Ka (блок 414). Хотя это и не показано на фиг. 4а и 4б, компьютер 34 может в это же время вырабатывать команды для гравирования тестовой дорожки, для установления подсчета временного распределения строба, как это обсуждалось ранее. После этого может быть начато гравирование печатных (растровых) ячеек.
Следует иметь ввиду, что видеосигнал имеет цифровую форму, поэтому всегда имеется тот или иной дискретный его уровень. Компьютер производит выборки видеосигнала и создает гистограмму видеосигнала путем подсчета числа сигналов на каждом уровне квантования сигнала. Для сигнала самой яркой ячейки полагают, что Vh соответствует такому уровню видеонапряжения, который имеет самое большое число наступлений событий.
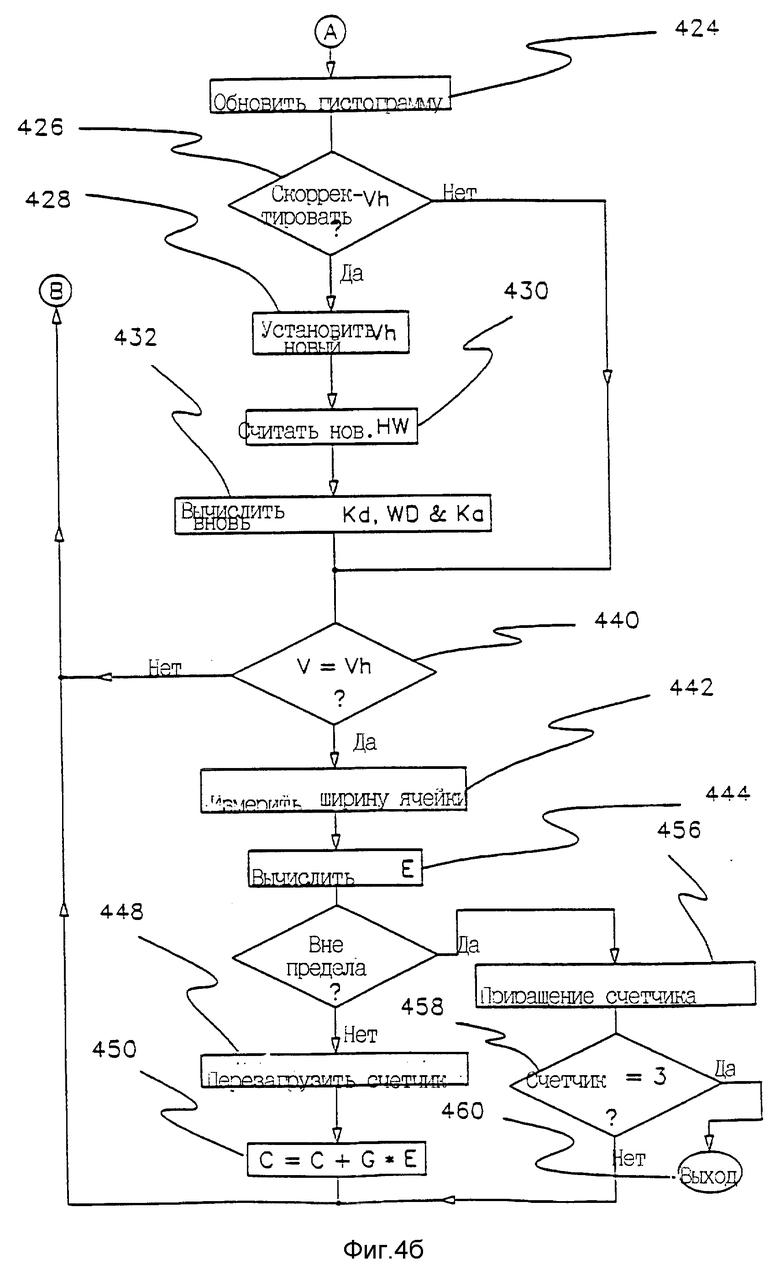
В процессе нормального гравирования компьютер 34 производит считывание элементов изображения (блок 416) и вырабатывает команды ширины гравирования для гравирования ячеек (блок 418). После завершения гравирования любой ячейки компьютер 34 производит проверку завершенности работы (точка 420) и осуществляет выход (точка 422), если работа гравирования завершена. Если же работа гравирования не завершена, то тогда производится обновление видеогистограммы (блок 424) и осуществляется проверка, чтобы определить, следует ли производить регулировку Vh (точка 426). Если это так, то производится соответствующая регулировка (блок 428) и новое значение HW считывается из памяти (блок 430). После этого компьютер 34 вновь вычисляют Kd, WD и Ka (блок 432).
Затем производится проверка (точка 440) для определения, не является ли текущий пиксель наиболее ярким пикселем. Если текущий пиксель является наиболее ярким пикселем, то тогда производится измерение ширины ячейки (блок 442) и вычисление ошибки ширины (блок 444). В противном случае программа возвращается к блоку 416, где производится считывание значения другого пикселя.
Измеренная погрешность использована в блоке 450 для обновления параметра коррекции, но только в том случае, когда ошибка не превышает заранее заданный предел. Проверка производится в точке 446 по условию "Превышение предела". Если превышена величина максимально допустимый ошибки, то тогда производится приращение в предельном счетчике (блок 456), а затем производится проверка, чтобы определить, не превышен ли предел для трех последовательных измерений (точка 458). Если это так, то тогда программа выходит из точки 460 и гравирование прекращается. В этот момент времени могут быть включены соответствующие средства тревожной сигнализации, чтобы сообщить оператору о необходимости проверки повреждения гравировального резца.
Обычно для определения C должна использоваться функция интегрирования так чтобы параметр приближался к не нулевому постоянному значению состояния. Однако интегрированный параметр коррекции может быть использован различным образом для регулировки команды ширины ячейки. Например, он может быть использован скорее как коэффициент умножения для команды ширины ячейки, чем как коэффициент сложения. Он может быть использован также как умножитель или как смещение для любой из переменных, использованных при вычислении команды ширины ячейки. Предпочтительное использование зависит от природы подлежащей корректировке ошибки. В системе, в которой ошибка изменяется при изменении величины видеосигнала, вычисленное значение C может добавляться к Kd, однако только при том условии, что всякий раз, когда регулируется C, производится повторное вычисление WD и Ka. В другом варианте, когда имеется дрейф в исходном положении гравировального резца, C может добавляться к WD, после этого следует повторно вычислить Ka. В тех случаях, когда переменная коррекции использована с полярностью, которая смещает значение команды ширины ячейки в нужном направлении, корректировка продолжается до тех пор, пока E не становится равным нулю.
Тогда значение BW используется при вычислении параметров гравирования. С клавиатуры 32 в компьютер 34 может быть также введен параметр регулировки S, связанный с расстоянием между гравировальной головкой 61 и цилиндром печати 10. Если имеется такой параметр, то он обрабатывается как сдвиг ширины, который умножается на Ks и добавляется к BW, CW и HW ранее нахождения указанного выше решения.
Как это указывалось ранее, в системе корректировки ошибки производится вычисление величины ошибки E для ячеек, которые были отгравированы в ответ на поступление видеосигнала V, имеющего значение, равное Vh. В описанном выше варианте осуществления изобретения компьютер 34 время от времени производит регулировку Vh для нахождения соответствия со значением V, которое имеет наивысшее накопленное текущее число. Имеется также возможность возобновления подсчета время от времени, чтобы таким образом локализовать на практике алгоритм установки самой яркой ячейки. Это может быть желательно для графических репродукций очень большого размера. Как это описано выше, заранее установленное значение HW объединено с каждым квантованным значением Vh. HW может быть выбрано из запомненной таблицы или вычислено из соответствующим образом составленного эмпирического выражения.
Условие "вне предела" может индицироваться при обнаружении ошибки ширины ячейки, которая превышает любое заранее установленное значение. В типичном варианте применения изобретения желательная максимальная допустимая ошибка может иметь порядок около 10 мкм. Если этот предел превышен более предписанного числа раз, то тогда гравирование прекращается, как это упоминалось ранее. В этот момент оператор проверяет гравировальный резец и, если это необходимо, производит его замену, а также протирает цилиндр печати, снимая алмазную крошку, которая может накапливаться на его поверхности. После этого оператор начинает новую последовательность тестового гравирования. После этого гравировальная машина возвращается к обороту, предшествующему обороту, на котором первоначально было обнаружено условие "вне предела". Витки с погрешностью подвергаются повторному гравированию, а затем гравировальная машина останавливается, чтобы оператор мог проверить результат. Если повторно отгравированные ряды приемлемы, то тогда работа продолжается. В противном случае производится замена цилиндра печати.
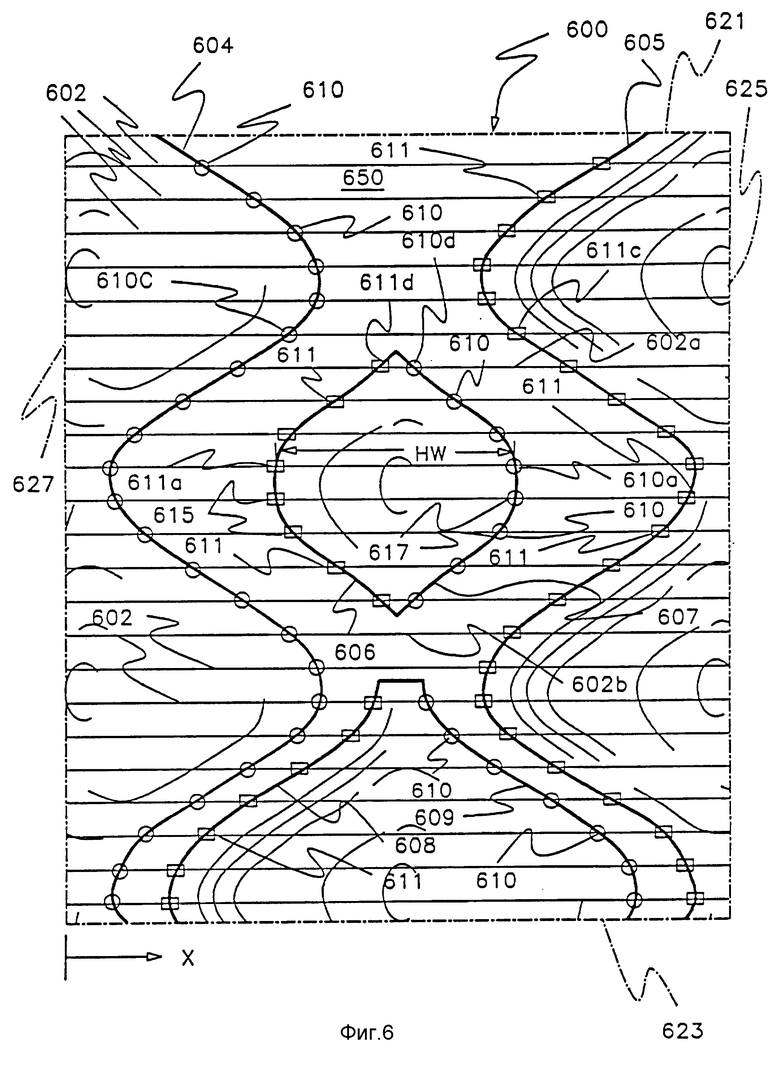
На фиг. 6 показан типичный кадр видеоинформации 600, включающий изображение ячейки высокого света 606, которая была отгравирована перед генерированием строба, создавшего кадр 600. Кадр 600 содержит ряд горизонтальных строк, которые слишком многочисленны для их показа на чертеже. Репрезентативные горизонтальные видеостроки обозначены ссылочным номером 602. Эти строки представляют собой субвыборку изображения ячейки, захваченной стробом. Размеры фактической ячейки измеряются с помощью этих строк.
Видеопроцессор 41 обрабатывает строки 602 последовательно сверху донизу. Видеоинформация проходит через усиление локализованного порога. Эта техника предусматривает разделение образа на маленькие прямоугольные участки. Видеоинформация для каждого участка обрабатывается и определяются самые яркие и темные пиксели для каждого участка. Затем устанавливается порог черное/белое на уровне средней яркости между самыми яркими и темными пикселями. Те пиксели участка, которые светлее порогового значения, считаются белыми, а те, которые темнее порогового значения - черными. Обрабатываются все прямоугольные участки, и яркость каждого пикселя относится к черным или белым в зависимости от уровня яркости, относящегося к локализованному порогу.
По мере обработки каждой строки видеоинформации по пороговому значению в ней проверяется присутствие переходов от черного к белому и от белого к черному. На фиг. 6 переходы от черного к белому показаны символами, обозначенными номером 610, тогда как переходы от белого к черному показаны символами, обозначенными номером 611. Таким образом, устанавливается ряд пограничных линий, как показано на фиг. 6 номерами 604, 605, 606, 607, 608 и 609. Эти пограничные линии определяют белую область 650.
Видеопроцессор 41 распознает белую область 650 переходов 610 от черного к белому, за которым следует переход 611 от белого к черному. Для каждой такой пары переходов видеопроцессор 41 устанавливает первый связный список. Если программирование осуществляется, например, на языке C, тогда такой связный список может быть представлен комбинацией, известной как структура. Каждый такой связный список включает координату X на левой и правой границах белой области, обозначенной парой переходов. Связные списки для каждой строки развертки 602 соединены с указанными связными списками предыдущей строки развертки путем сравнения граничных точек.
Из первых шести видеострок 602, показанных на фиг. 6, появляется только один белый интервал (и один связный список). Однако на седьмой горизонтальной строке, обозначенной номером 602а, появляются две дополнительные точки перехода 611D, 610d. Эти две новые точки перехода отмечают границы ячейки 60 высокого света. Можно видеть, что появление ячейки высокого света 60 вызывает "расщепление" белой области 650. Видеопроцессор 41 реагирует на это расщепление установлением второго и третьего связных списков для замены первого обрабатываемого связного списка.
Когда имеет место расщепление, видеопроцессор знает, что присутствует ячейка высокого света 606. Видеопроцессор сравнивает левую границу третьего связного списка с правой границей второго связного списка для определения ширины ячейки высокого света 606. Ширина ячейки высокого света рассчитывается для каждой строки развертки 602 и сравнивается с шириной ячейки высокого света, рассчитанной для предыдущей строки. Каждый раз, когда производится сравнение, видеопроцессор 41 посылает в память большую величину. Процесс продолжается до тех пор, пока не исчезнет промежуточная черная область (602б) и две ножки белой области 650 не сомкнутся. В этой точке измерение прекращается и процессор хранит в памяти наблюдаемый максимум HW. Затем видеопроцессор 41 передает эту величину HW в компьютер 34. Компьютер 34 связывает полученную величину HW с конкретной командой на гравирование, которая была послана на резец раньше строба, который генерирует видеокадр.
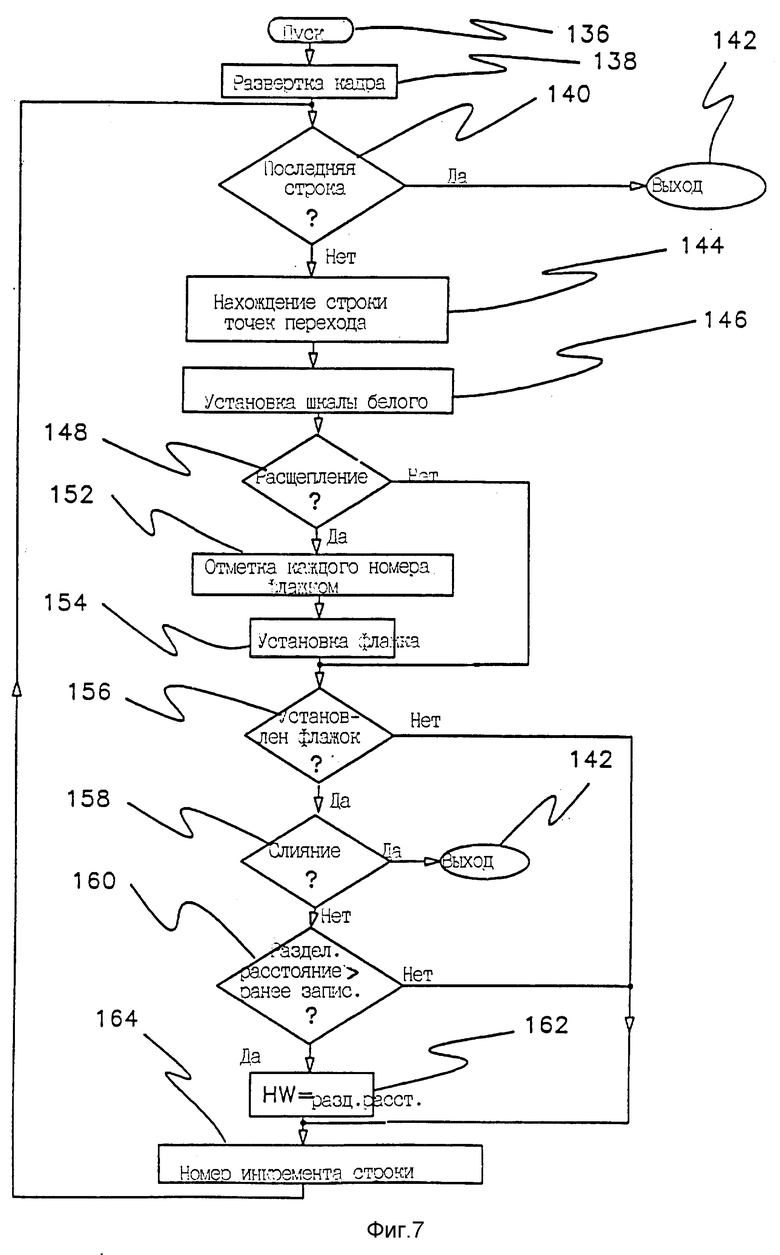
На фиг.7 описанный выше процесс измерения показан в виде графика. Таким, образом, измерение HW начинается в начальной точке 136 и переходит на стадию сканирования в блоке 138. Как описано выше, захват или сканирование кадра инициируется стробирующим сигналом на шине 55.
После сканирования кадра видеопроцессор проверяет номер строки в точке 140. Если достигнута нижняя граница кадра, происходит возврат в точку 142. Если нижняя граница кадра еще не достигнута, программа переходит в блок 144, где она устанавливает точки перехода 610, 611. Затем программа получает белые области в узле 146 для использования в описанных выше связных списках. Затем программа просматривает расщепление в точке 148. Если замечено расщепление, два результирующих связных перечня генерируются в узле 152 и узле 154 устанавливается флажок.
Программа проверяет состояние флажка в точке 156 и, в случае отрицательного результата, переходит в блок 164. Это означает, что верх ячейки высокого света 606 еще не достигнут и что нет необходимости измерять ширину ячейки. Следовательно, программа просто увеличивает номер строки в блоке 164 и возвращается в точку 140.
Если проверка в точке 156 показывает, что флажок установлен, программа проверяет в точке 158. Если слияние обнаружено, программа выходит из цикла измерения. Если слияние не имело места, программа проверяет расстояние разделения двух ножек белой области 650. Это расстояние в точке 160 сравнивается с ранее записанными в память разделительными расстояниями. Если новое разделительное расстояние больше любого из ранее записанных расстояний, HW устанавливается равным этому расстоянию. Обратившись к фиг. 6, мы видим, что первое разделительное расстояние является расстоянием между точками 611d и 610d. Это расстояние увеличивается до тех пор, пока программа не достигнет точек 611a и 610a. В этой точке разделительное расстояние максимально и дальнейшей коррекции HW не производится.
Затем видеопроцессор 41 пересылает измеренную величину HW обратно в компьютер 34 для контроля ширины ячейки с замкнутой петлей.
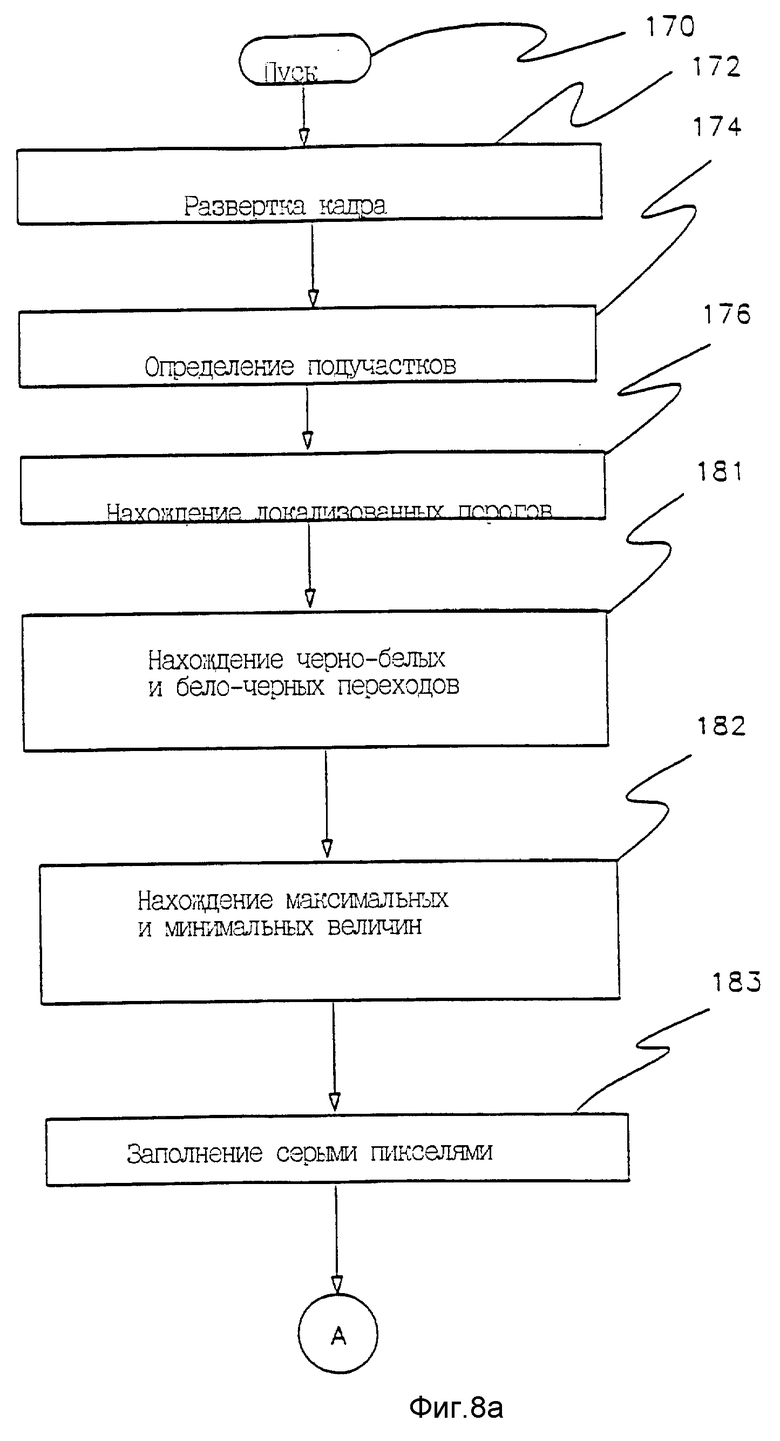
На фиг. 8а и 8б представлен другой вариант изобретения, в котором измеряются ширина ячейки, ширина канавки и величина ошибки E. В этом варианте видеопроцессор 41 определяет существование белой области 650 по переходу от черного к белому 610, за которым следует переход от белого к черному 611. Предполагается, что фактическая измерения и сканирования ячейка находится в центре кадра 600.
После определения всех граничных точек перехода определяются максимальные и минимальные расстояния между точками перехода, которые лежат на той же самой горизонтальной строке развертки 602. Эти величины обычно вычитаются видеопроцессором 41, что приводит к получению величин, связанных с расстоянием между стенками ячейки высокого света 606. Затем видеопроцессор 41 масштабирует эти величины в размеры элементов изображения видеокамеры 46 (фиг. 1).
Следует отметить, что минимальное расстояние, определяемое видеопроцессором 41, соответствует ширине канавки. Если видеопроцессор 41 определит, что минимальное расстояние меньше нуля, то предполагается, что канавка отсутствует и рассматриваемая ячейка является ячейкой высокого света. Как и в случае максимального расстояния, минимальное расстояние между переходами от черного к белому и от белого к черному, которые лежат на той же строке 602, масштабируется по размерам элементов изображения видеокамеры 46 (фиг. 1).
На фиг. 8а показан процесс измерения, начинающийся с пуска блока 170 и продолжающийся разверткой кадра данных в блоке 172. После получения кадра данных эти данные разбиваются на множество локальных секторов в блоке 174. Использование множества небольших локализованных секторов в этом варианте изобретения помогают видеопроцессору 41 и компьютеру 34 обрабатывать данные быстрее. Это сходно с процессом измерения, описанном выше со ссылкой на фиг. 7. Для каждого локализованного сектора определяются пороговые точки (блок 176), что позволяет находить точки перехода от белого к черному и от черного к белому (блок 181). После этого максимальные и минимальные точки перехода конкретной строки развертки идентифицируются видеопроцессором 41 в блоке 182. Эти максимальные и минимальные точки перехода рассматриваются как соответствующие боковым границам ячейки. В блоке 183 участки памяти, которые хранят видеоинформацию, покрывающую область между максимальными и минимальными переходами для каждой линии, заполнены серыми пикселями.
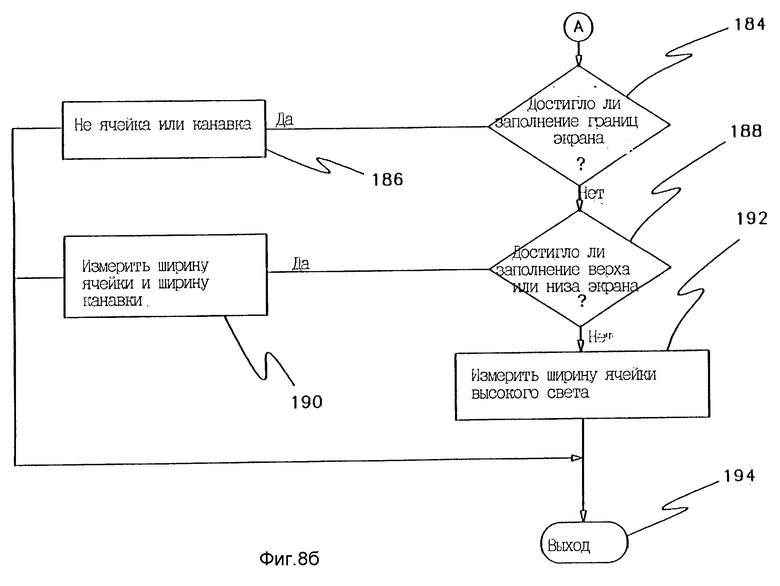
В точке 184 видеопроцессор 41 проверяет - достигло ли заполнение памяти боковых сторон 625 и 627 (фиг. 6). Если достигнуты стороны 625 и 627, видеопроцессор 41 устанавливает, что измерений ячеек или канавок не производится (блок 186). Если стороны 625 и 627 не достигнуты, видеопроцессор 41 определяет заполнение памяти до верха 621 или низа 623 в точке 188. Если верх 621 или низ 623 достигнуты, видеопроцессор 41 рассчитывает ширину канавки и ширину ячейки в блоке 190, используя максимальные и минимальные величины, определенные в блоке 186. Если верх 621 или низ 623 не достигнут, видеопроцессор определяет измеренную ширину ячейки высокого света HW в блоке 192. После выполнения всех измерений видеопроцессор 41 выходит из процесса в точке 194, после чего погрешность E определяется компьютером 34, как описано выше.
Следует отметить, что описанная система может быть использована при начальной установке или при нормальной работе гравировального устройства. Таким образом, описанные система и способ могут обеспечить дисплей фактических измерений в "реальном времени" и исправление ошибок E любой величины также в "реальном времени".
Следует иметь ввиду, что способ измерения ячейки в соответствии с настоящим изобретением позволяет производить измерение размеров ячейки при нахождении цилиндра печати 10 в стационарном состоянии (то есть не при его вращении). Следует также отметить, что предложенные система и способ измерения могут позволять производить измерение размеров ячейки при разомкнутой обратной связи. Полученные таким образом результаты измерения могут быть выведены на индикацию для человека-оператора, который затем может произвести вручную регулировки соответствующего параметра корректировки.
Хотя описанные здесь способ и вид устройства для его осуществления относятся к предпочтительным вариантам настоящего изобретения, специалистам ясно, что изобретение не ограничивается конкретным способом и видом устройства, и что могут быть изменения в способе и устройстве, не выходящие за рамки изобретения, которые охватываются нижеизложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ОБНАРУЖЕНИЯ ОШИБОК И СПОСОБ ГРАВИРОВАНИЯ | 1994 |
|
RU2130384C1 |
| СПОСОБ И УСТРОЙСТВО ПОДДЕРЖКИ ГРАВИРОВАЛЬНОГО ЦИЛИНДРА | 1994 |
|
RU2123939C1 |
| СПОСОБ И УСТРОЙСТВО ПОДДЕРЖКИ ГРАВИРОВАЛЬНОГО ЦИЛИНДРА | 1994 |
|
RU2120385C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАВИРОВАННОЙ ПЛАСТИНЫ | 2003 |
|
RU2426652C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАВИРОВАННОЙ ПЛАСТИНЫ | 2003 |
|
RU2421338C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАВИРОВАННОЙ ПЛАСТИНЫ | 2003 |
|
RU2308379C2 |
| СИСТЕМА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ГРАВИРОВАННОЙ ПЛАСТИНЫ | 2011 |
|
RU2567359C2 |
| Способ изготовления растрированных печатных форм и устройство для его осуществления | 1976 |
|
SU984400A3 |
| Устройство для гравирования растрированных печатных форм | 1976 |
|
SU740145A3 |
| Способ гравирования печатных форм | 1981 |
|
SU1614755A3 |

Сущность группы изобретений заключается в том, что определяется величина ошибки, соответствующая разности между набором заданных установочных параметров и фактическим измерением части выгравированного участка гравировального цилиндра. Затем эта величина ошибки используется для регулировки гравировального инструмента для фактического реза линии или выемки в соответствии с набором заданных установочных параметров. Преимущество изобретения состоит в том, что имеется система обнаружения и исправления ошибок, которая может быть использована в замкнутых системах с обратной связью для гравирования цилиндра. Технический результат данной группы изобретений состоит в том, чтобы разработать гравировальную систему, которая могла бы быть быстро и легко отрегулирована для гравирования ячеек контролируемого размера на поверхности цилиндра для печати гравюр. 10 с. и 14 з.п.ф-лы, 10 ил.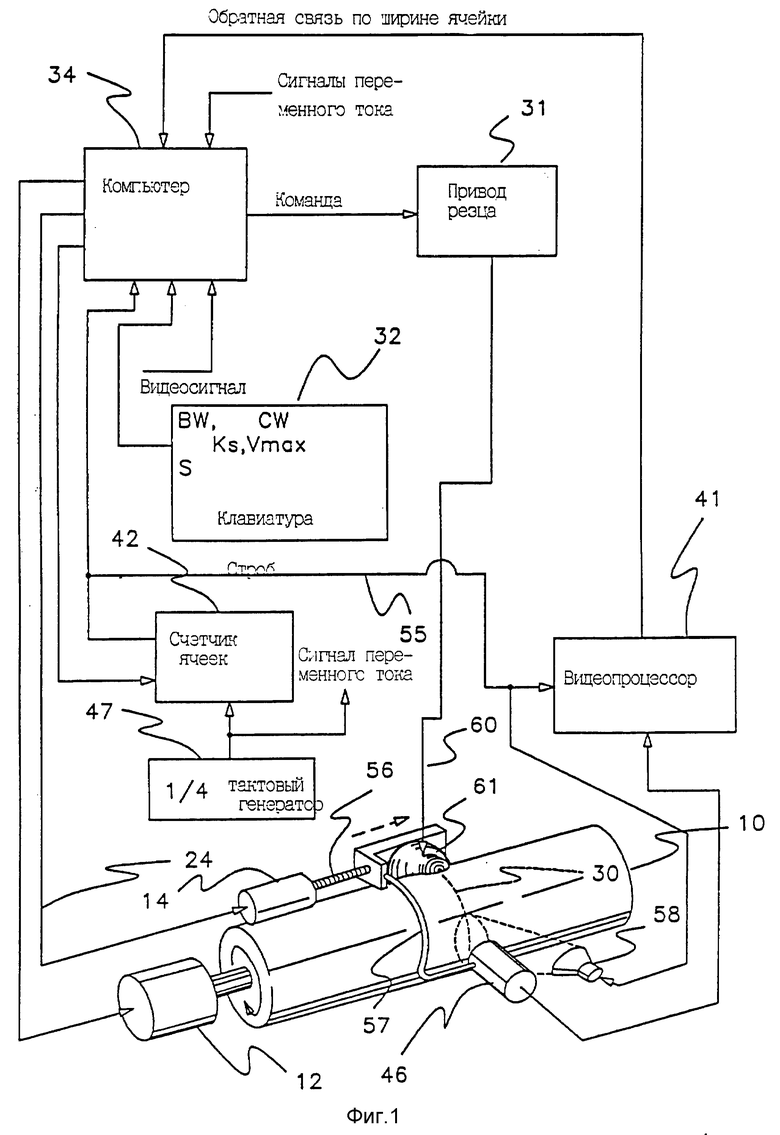
| Горный компас | 0 |
|
SU81A1 |
| US 5029011 A, 02.07.91 | |||
| US 4944593 A, 31.07.90 | |||
| 0 |
|
SU402754A1 | |
| Огнетушитель | 0 |
|
SU91A1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Гравировальный автомат | 1986 |
|
SU1419920A1 |
| 0 |
|
SU192664A1 | |
