Изобретение относится в целом к области глубокой печати для производства ценных бумаг, в частности банкнот.
Более точно, указанное изобретение относится к способу изготовления гравированной пластины для глубокой печати листов ценных бумаг, в котором негравированная пластина подвергается запрограммированному процессу гравирования с помощью компьютера, который управляет гравировальным инструментом.
Традиционно изготовление пластин методом глубокой печати является длительным и сложным процессом, который начинается с ручного гравирования стальной или медной пластины, изготовления копии указанной первой пластины, добавления других элементов с помощью химического гравирования, изготовления нескольких пластиковых оттисков этой конечной пластины оригинала, сваривания их вместе и прохождения через значительное количество гальванических ванн для получения конечного продукта, причем печатная форма (пластина) для глубокой печати должна быть установлена на станке. Весь процесс изготовления пластины может требовать нескольких месяцев и, следовательно, является очень длительным и дорогим.
В заявке ЕР 0322301 описан немного сокращенный способ изготовления стальных пластин методом глубокой печати с этапом электроэрозийной обработки. Сначала получают медный контратип изготовленной вручную медной пластины оригинала с помощью электрического формирования. После этого этот контратип используют как электрод в процессе электроэрозийной обработки, в котором электрод и стальная пластина, которая должна быть отгравирована, перемещаются относительно друг друга. Таким образом, этот способ не избегает длительного и сложного изготовления вручную пластины оригинала. На самом деле этот способ изготовления пластин не используется в промышленности печати ценных бумаг, так как пластины не имеют необходимую точность.
В заявке WO 97/48555 описан процесс определенного выше типа для изготовления стальных пластин с глубоким рисунком, который исключает этап ручного гравирования. В линейном рисунке выбирают поверхностные элементы, причем граница поверхностных элементов задает номинальные контуры. Из каждого номинального контура, для которого распределена номинальная глубина, затем вычисляют маршрут инструмента. Затем гравировальным инструментом, лазером или резцом, управляют таким образом, что удаляют часть поверхности пластины, соответствующую различным поверхностным элементам. Часть поверхностного элемента, удаленная на предварительно определенной глубине, может быть дополнительно углублена на дополнительном этапе гравирования, так что глубина такого поверхностного элемента необязательно является постоянной. Тем не менее, четкость отгравированного изображения ниже, чем четкость рисунка оригинала, поскольку связана с изменением глубины.
В заявке WO 96/26466 описан способ изготовления полимерных промежуточных пластин пластин для глубокой печати с помощью фотоабляции, который также исключает процесс ручного гравирования. Сначала изображение, соответствующее шаблону, преобразуют в маску, которая имеет непрозрачные и прозрачные части. Свет из эксимерного лазера формирует на полимерной рабочей заготовке изображение области маски, причем прозрачные части соответствуют областям, которые удаляют в заготовке. Маска и заготовка перемещаются таким образом, чтобы обеспечить сканирование изображения. Поскольку маска является изображением, составленным только из прозрачных и непрозрачных частей, этот способ не использует информацию, относящуюся к переменной глубине, и не обеспечивает точное управление глубиной гравирования.
В патенте DE 10044403 описан способ глубокой печати, создающий полутоновое изображение, представленное неоднородными линейными структурами. На первом этапе изображение в виде пиксельных данных предоставляется и отображается с помощью компьютера. Дизайнер анализирует изображение в виде переменных и различных линейных структур. Затем данные, соответствующие линейным структурам, запоминают в компьютере в векторном формате данных. На следующем этапе гравирования отформатированные векторные данные управляют гравировальным инструментом, таким образом, гравируя пластину для глубокой печати, следуя данным, соответствующим линейным структурам.
Одной задачей настоящего изобретения является сокращение времени обработки и стоимости изготовления пластин методом глубокой печати с помощью исключения утомительных этапов гравирования виньеток и портретов вручную.
Дополнительной задачей является одновременно поддерживать высокий уровень качества пластин методом глубокой печати, как изготавливаемых традиционно, то есть получить очень тонко очерченную гравюру.
Современной практикой в промышленности печати ценных бумаг предусмотрено объединение нескольких процессов печати на одной и той же ценной бумаге, то есть подвергать лист ценной бумаги множеству разных процессов печати для более трудного воспроизведения подделки. В качестве примеров других процессов печати, используемых в промышленности печати ценных бумаг, и особенно для банкнот, можно привести офсетную печать, трафаретную печать, применение монтажной пленки и оцифровку.
Известным фактом в промышленности печати ценных бумаг является то, что метод глубокой печати вызывает коробление листа из-за высокого давление печати, необходимого для прижатия листа бумаги к клише печатной пластины. Другие вышеупомянутые процессы печати, используемые для создания того же самого листа, не вызывают подобного коробления. В результате этого коробления не все оттиски от различных процессов будут совмещены на одном листе. Понятие “лист” относится в данном описании как к отдельным, обычно прямоугольным, листам бумаги, так и к непрерывным лентам бумаги.
Дополнительной задачей настоящего изобретения является устранение этого коробления так, что все оттиски, полученные с помощью различных отдельных процессов печати, будут подогнаны.
Эти задачи осуществляются с помощью способа, как описано во введении настоящего описания, в котором упомянутый запрограммированный процесс гравирования гравирует негравированную пластину в соответствии с трехмерными управляющими пиксельными данными (X, Y, Z) карты эталонной глубины упомянутой пластины, при этом указанную карту эталонной глубины формируют, по меньшей мере, с помощью одной карты эталонной глубины, хранимой в компьютере, причем упомянутая карта эталонной глубины представляет собой трехмерное растровое изображение, по меньшей мере, части одной упомянутой ценной бумаги, в котором элементарный этап гравирования связан с трехмерными данными каждого пиксела.
Таким образом, настоящее изобретение основано на использовании карты глубины, которая является компьютерным файлом, который содержит трехмерное растровое изображение гравирования, на использовании пластины в качестве гравируемой рабочей заготовки и на инструменте, функционирующем в соответствии с принятой информацией карты глубины.
Предпочтительно гравировальный инструмент является лазерным гравировальным устройством, и элементарный этап лазерного гравирования связан с каждым пикселом растрового изображения. Глубина гравирования задается каждыми пиксельными данными растрового изображения. Последовательные этапы гравирования могут следовать столбцу пиксела пластины, затем соседнему столбцу и т.д. Поскольку соседние, расположенные по диагонали пикселы могут показывать одну и ту же глубину, соответствующую, например, линии рисунка, законченная пластина предоставляет изображение, соответствующее глубокой печати, тогда как процесс изготовления самой пластины соответствует растровому изображению.
Пластина, которую гравируют, может быть пластиной глубокой печати. Пластина, которую гравируют, также может быть промежуточной пластиной для пластины глубокой печати, которую затем дополнительно обрабатывают с помощью металлизации, как известно из предшествующего уровня техники.
Трехмерное растровое изображение, связанное с данной ценной бумагой, содержит информацию относительно координат (X, Y) местоположения каждого пиксела вместе с информацией (Z) о глубине, связанной с тем же самым пикселом.
Его получают с помощью обработки одного или нескольких трехмерных элементов. Этими элементами могут быть:
а) трехмерные изображения линейных муаров;
b) трехмерные растровые изображения, особенно растровые изображения защиты;
с) трехмерные элементы, состоящие из ряда плоских областей, встроенных или нет, различной глубины и очертаний;
d) трехмерные развертки барельефа.
Такие трехмерные изображения линейных муаров могут состоять из последовательностей сегментов, причем каждый сегмент имеет свою собственную заданную длину, ширину и глубину.
Трехмерные растровые изображения могут быть непосредственно сформированы с помощью компьютера или получены из сканированных рисунков или спроектированных с помощью компьютера рисунков, обработанных посредством алгоритма, который определяет глубину каждого пиксела растрового изображения. Алгоритм связывает глубину с каждым пикселом таким образом, что растровое изображение подобно профилям линий, наблюдаемых в ручных гравюрах.
Карта эталонной глубины предоставляет множество повторений карты (карт) глубины оригинала на гравированной пластине и содержит информацию об их местоположениях в плоскости пластины. Таким образом, карта эталонной глубины может обеспечить ряд повторений карты глубины оригинала в соответствии с шаблоном строк и столбцов.
В соответствии с предпочтительным вариантом осуществления изобретения, карта эталонной глубины содержит информацию о короблении листа в результате процесса глубокой печати и параметры для компенсации упомянутого коробления.
Карта эталонной глубины может постоянно содержать пиксельные данные для гравирования всей пластины, в частности пиксельные данные, сгенерированные в соответствии с информацией, для компенсации коробления листа.
Компьютер также может хранить карту (карты) глубины оригинала, соответствующую одной ценной бумаге, и параметры корректировки коробления с тем, чтобы данные карты глубины шаблона генерировались оперативно во время процесса гравирования для экономии времени и места на диске.
Другие особенности и преимущества данного изобретения будут дополнительно понятны специалистам в данной области техники из следующего описания предпочтительного варианта осуществления изобретения, ссылаясь на чертежи, на которых:
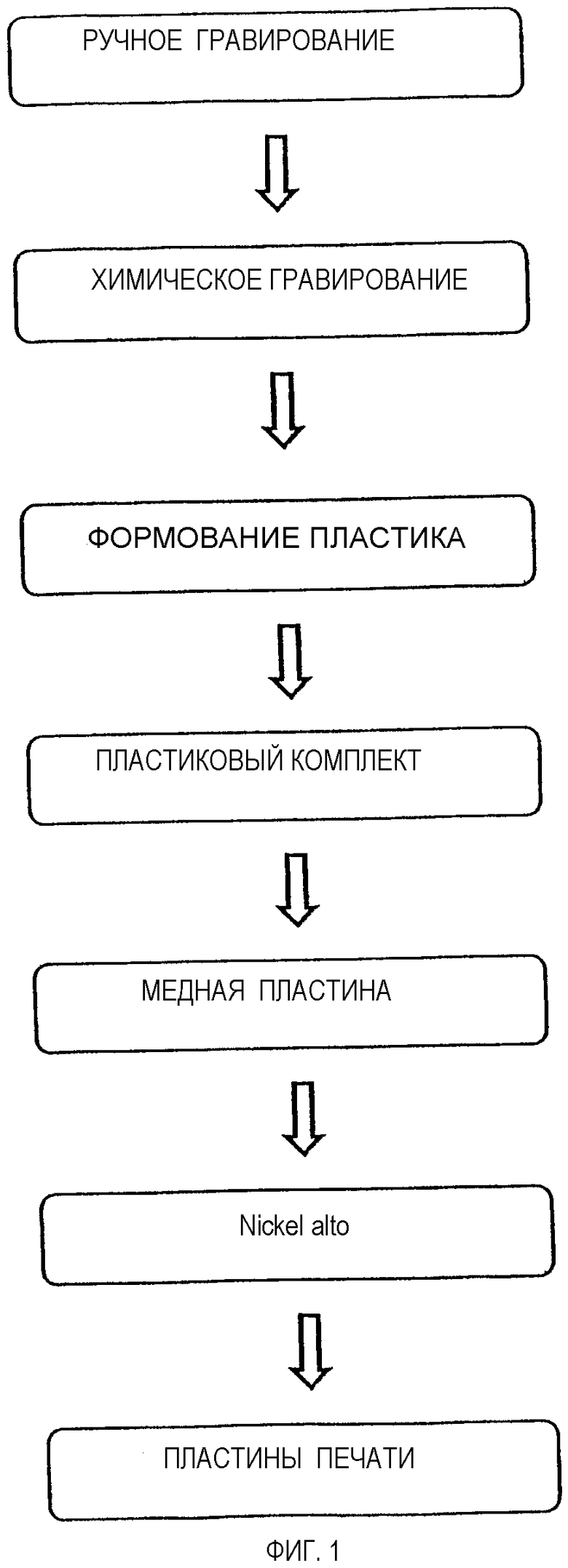
фиг.1 схематически иллюстрирует способ изготовления пластин для глубокой печати из известного уровня техники;
фиг.2 схематически иллюстрирует содержание способа этого изобретения, предназначенного для изготовления пластин для глубокой печати;
фиг.3а иллюстрирует трехмерную линию, а фиг.3b иллюстрирует трехмерное изображение линейного муара;
фиг.4 иллюстрирует трехмерное растровое изображение;
фиг.5 иллюстрирует другие трехмерные изображения;
фиг.6 иллюстрирует трехмерную карту глубины оригинала;
фиг 7а, фиг.7b и фиг.7с иллюстрируют карту глубины оригинала;
фиг.8 иллюстрирует карту эталонной глубины;
фиг.9а, фиг.9b, фиг.9с и фиг.9d иллюстрируют варианты осуществления настоящего изобретения.
Фиг.1 схематически иллюстрирует способ, известный из уровня техники, традиционно используемый на фабриках печати ценных бумаг для изготовления пластин для глубокой печати.
Первым этапом является ручное гравирование на стальной или медной матрице изображения с глубиной, подобно портрету. Этот этап требует месяцев труда высококвалифицированного гравировщика.
Второй этап состоит в изготовлении копии этой гравированной вручную матрицы и добавлении с помощью химического гравирования других линий на матрице. Эти линии могут быть сформированы с помощью компьютера изображением защиты, печатаемым во время процесса глубокой печати.
Третий этап состоит в изготовлении пластиковых оттисков этой матрицы. Будет изготовлено столько оттисков, сколько будет документов защиты, отпечатанных на каждом листе.
Четвертый этап состоит в обрезке оттисков для придания формы.
Пятый этап состоит в размещении упомянутых обрезанных оттисков по рядам и столбцам, а затем сваривании их вместе для создания пластикового комплекта множества изображений.
Шестой этап состоит в покрытии серебром пластикового комплекта множества изображений.
Седьмой этап состоит в нанесении на пластиковый комплект слоя меди в ванне гальванического осаждения меди для создания медной пластины.
Восьмой этап состоит в нанесении слоя никеля на медную пластину в ванне для нанесения никелевого покрытия.
Продукт, получающийся в результате всех этих этапов в технологии этого уровня техники, является так называемым nickel-alto, т.е. с высоким содержанием никеля, который будет использоваться в качестве промежуточного образца для изготовления никелевых пластин для глубокой печати, устанавливаемых в печатных машинах для глубокой печати.
Фиг.2 иллюстрирует основные этапы настоящего изобретения, которые исключат, по меньшей мере, первые семь этапов, описанных в известном уровне техники.
Первый этап состоит в создании карты глубины оригинала, которую формируют следующим образом:
1. Осуществляют формирование трехмерных элементов с информацией о глубине. Эти элементы могут быть, не исключительно, следующих типов:
а) трехмерные линейные муары. Например, эти муары могут состоять из последовательностей сегментов, причем каждый сегмент имеет свою собственную заданную длину, ширину и глубину. Фиг.3а изображает увеличенную часть линии с переменной шириной и глубиной, где глубина каждого сегмента отображена на экране компьютера своим цветом и оттенками серого цвета в этом черно-белом отпечатке изображения экрана. Фиг.3b изображает также простой, сформированный компьютером трехмерный линейный муар с переменной шириной и глубиной;
b) трехмерные растровые изображения защиты, например сформированные компьютером или созданные из сканированных ручных рисунков или созданных компьютером рисунков, обработанных с помощью алгоритма, который определяет глубину каждого пиксела растрового изображения в соответствии с профилями линий, подобных профилям, наблюдаемым в ручных гравюрах, как проиллюстрировано на фиг.4. Например, профили могут быть выбраны для каждой линии или для любой группы линий. Типы профилей включают в себя, не исключительно, V-образные и U-образные профили различных исходных углов, а также профили прямоугольной формы. Должна быть задана максимальная глубина линии, а также соотношение глубины линии с шириной линии;
с) другие типы трехмерных элементов, такие как трехмерные элементы, состоящие из ряда плоских областей, вложенных или нет, различной глубины и очертаний (фиг.5) или трехмерные развертки барельефов.
2. Компонуют трехмерные элементы в файл оригинала с информацией о глубине, как проиллюстрировано на фиг.6.
3. Формируют карты глубины оригинала. Обработка файла оригинала создает одно трехмерное растровое изображение. Фиг.7а, фиг.7b и фиг.7с изображают одну и ту же карту глубины с увеличивающимся коэффициентом увеличения. Глубина каждого пиксела изображена с помощью его уровня яркости. На фиг.7с можно видеть отдельные пикселы. Их размер соответствует разрешению 8000 точек на дюйм.
Второй этап заключается в формировании карты эталонной глубины, которая включает в себя информацию о повторении и местоположениях на пластине карты глубины оригинала, а также информацию о короблении, используемую для компенсации коробления листа, которое происходит во время печати (фиг.8), для того, чтобы все процессы печати, примененные к одному и тому же листу, были подогнаны.
Карта эталонной глубины используется гравировальным инструментом, который гравирует пластину последовательно по пикселам. Лазерные гравировальные машины, которые способны переносить информацию, хранимую каждым пикселом, известны специалистам из уровня техники.
Данные карты эталонной глубины могут быть сформированы оперативно во время гравирования для экономии времени и места на диске. Это особенно полезно, когда карта эталонной глубины соответствует повторению карты глубины оригинала.
Специалисты в данной области техники поймут, что возможны многие варианты процесса формирования карты глубины.
Трехмерные элементы могут быть собраны в несколько файлов оригинала, например несколько отдельных файлов для неперекрывающихся элементов. Карты глубины оригинала, сформированные из них, могут повторяться в карте эталонной глубины в соответствии с различными правилами, отличными просто от повторения в строках и столбцах.
Компоновка совмещающихся элементов в файл оригинала и карта глубины с информацией (X, Y, Z) для каждого пиксела может подчиняться различным правилам в зависимости от требуемого конечного визуального эффекта, например будет ли один элемент локально перекрывать другой (другие) или нет.
Фиг.9а, фиг.9b, фиг.9с и фиг.9d иллюстрируют варианты осуществления настоящего изобретения.
На фиг.9а гравировальный инструмент является лазером на основе YAG (алюмоиттриевый гранат), а гравированная пластина является полимерной пластиной, которая служит в качестве промежуточной пластины для глубокой печати. Гравированная пластина закреплена на вращающемся цилиндре. Лазер перемещается в направлении, параллельном оси цилиндра. Управление перемещением лазера и его интенсивностью, а также вращением цилиндра осуществляют с помощью компьютера, который оперативно формирует данные карты глубины оригинала, принимая во внимание компенсацию деформации листа, которая осуществляется во время процесса глубокой печати.
Вариант осуществления изобретения, изображенный на фиг.9b, подобен варианту осуществления изобретения, описанному на фиг.9а, за исключением того, что пластина установлена на плоской поверхности. Перемещения луча лазера и пластины параллельны пластине.
Гравированные полимерные пластины покрывают серебром, и они служат в качестве промежуточных пластин для Nickel-alto пластин (пластин с высоким содержанием никеля) в гальванических ваннах для нанесения никеля.
В соответствии с вариантом осуществления, гравируемая пластина состоит из слоистой структуры, содержащей
металлическую пластину основы;
адгезивный слой;
полимерный слой.
Полимерный слой гравируют в соответствии со способом по настоящему изобретению. Особенно подходящими полимерами для процесса гравирования являются полиимиды, содержащие черное вещество дисперсного графита для повышения поглощения лазерного луча. Этот тип материала допускает гравирование особенно высокого разрешения. Примером подходящего материала является полиимид с введенным графитом, продаваемый под торговым названием “КАПТОН” компанией “Du Pont de Nemours”.
На фиг.9с представлен вариант осуществления изобретения, который подобен варианту осуществления, описанному на фиг.9а, за исключением того, что пластина является металлической и что лазер является эксимерным лазером.
На фиг.9d представлен вариант осуществления, который подобен варианту осуществления, описанному на фиг.9b, за исключением того, что пластина является металлической и что лазер является эксимерным лазером.
Эти варианты осуществления изобретения приведены только в качестве примеров, и другие варианты осуществления, подпадающие под объем формулы изобретения, могут быть разработаны специалистами в данной области техники. Например, может быть множество гравировальных инструментов, управляемых картой эталонной глубины, причем эти инструменты работают синхронным образом, в частности, может быть использовано такое количество гравировальных инструментов, сколько столбцов ценных бумаг на печатных листах с упомянутыми ценными бумагами.











Представлен способ изготовления гравированной пластины для осуществления глубокой печати листов ценных бумаг, в котором негравированная пластина подвергается запрограммированному процессу гравирования с помощью управляемого компьютером гравировального инструмента. Указанная негравированная пластина является промежуточной пластиной пластины для глубокой печати, содержащей полимерный слой. При этом указанный полимерный слой промежуточной пластины гравируется управляемым компьютером гравировальным инструментом. Предложенное изобретение обеспечивает получение пластин высокого качества с гравировкой высокого разрешения, а также сокращение времени обработки и стоимости их изготовления. 3 н. и 7 з.п. ф-лы, 15 ил.
1. Способ изготовления гравированной пластины для глубокой печати листов ценных бумаг, в котором не гравированная пластина подвергается запрограммированному процессу гравирования с помощью управляемого компьютером гравировального инструмента, отличающийся тем, что указанная не гравированная пластина является промежуточной пластиной пластины для глубокой печати, содержащей полимерный слой, при этом указанный полимерный слой промежуточной пластины гравируется управляемым компьютером гравировальным инструментом.
2. Способ по п.1, отличающийся тем, что указанная не гравированная пластина дополнительно содержит металлическую основу.
3. Способ по п.1, отличающийся тем, что указанная гравированная промежуточная пластина служит в качестве промежуточной пластины для пластины с высоким содержанием никеля (nickel-alto).
4. Способ по п.3, отличающийся тем, что указанную гравированную промежуточную пластину покрывают серебром и затем подвергают обработке в никелевой гальванической ванне для формирования nickel-alto пластины.
5. Способ по п.1, отличающийся тем, что указанная промежуточная пластина закрепляется на вращающемся цилиндре в процессе гравирования.
6. Способ по п.1, отличающийся тем, что гравировальный инструмент является лазерным гравировальным устройством.
7. Способ по п.6, отличающийся тем, что указанное гравировальное устройство является YAG-лазером.
8. Способ по п.1, отличающийся тем, что полимерный слой является полиимидом, содержащим черное вещество дисперсного графита.
9. Пластина для глубокой печати, отличающаяся тем, что ее получают с помощью способа по любому из пп.1-8.
10. Гравированная промежуточная пластина пластины для глубокой печати, отличающаяся тем, что ее получают с помощью способа по любому из пп.1-8.
| US 5435247 A, 25.07.1995 | |||
| DE 19845436 A1, 06.04.2000 | |||
| Электронная лампа | 1930 |
|
SU20217A1 |
| ГАЗОВАЯ ХОЛОДИЛЬНАЯ МАШИНА | 0 |
|
SU220279A1 |

