Изобретение относится к области ядерной техники и технологии и предназначено для использования при изготовлении и эксплуатации тепловыделяющих сборок (ТВС) энергетических ядерных реакторов.
Известны конструкции ТВС, включающие пучок твэлов в каркасе из дистанционирующих и несущей решеток, присоединенный к нему через несущую решетку хвостовик, чехол из листовой заготовки циркониевого сплава, соединенный с головкой, при этом собранный с хвостовиком пучок установлен в чехол, собранный с головкой, а чехол соединен с хвостовиком [1], причем конструктивное выполнение соединения чехла с концевыми деталями выполнено согласно конструкции, описанной в [2].
Общим недостатком описанных конструкций ТВС и соединений чехла с концевыми деталями является невозможность проведения разборки с обеспечением последующей сборки разобранной ТВС. Между тем, опыт работы на атомных электростанциях показывает возрастание необходимости проведения таких операций с частично отработавшими в ректоре ТВС как для проведения регламентированных осмотров их состояния, так и для замены вышедших из строя твэлов с последующим возвратом вновь собранных ТВС в активную зону, что весьма целесообразно с экономической точки зрения.
Наиболее близкая по технической сущности и взятая за прототип конструкция ТВС описана в [3]. Согласно ей ТВС содержит твэлы, концевые детали и чехол, соединенный с концевыми деталями посредством установленных законтренных винтов с конусными головками, под которые в чехле выполнены посадочные места в виде конических отверстий, причем плоскости головки винта утоплена ниже плоскости наружной поверхности грани чехла, для контровки винта на концевую деталь в чехле выполнено одно или два дополнительных отверстия, симметрично расположенных относительно центра отверстия, симметрично расположенных относительно центра отверстия под резьбовую часть винта, а сама контровка выполнена путем приварки к головке винта и концевой детали проволоки, например сварочной, или пластины в любом одном или в обоих дополнительных отверстиях. Недостатком такой конструкции является то, что если имеется потребность производить разборку такого соединения, необходимо учитывать, что выпуклость вовнутрь посадочных мест под потайную головку винта в чехле является помехой для прохождения пучка твэлов при извлечении его из чехла, а если производить обратную сборку - помехой как для прохождения пучка твэлов внутрь чехла, так и для установки концевой детали в чехол. При этом необходимо учитывать еще и следующее обстоятельство. Обычно в качестве материала чехла применяется сплав циркония, а в качестве материала хвостовика и головки нержавеющая сталь. При этом коэффициент объемного расширения нержавеющей стали в ≈ 3 раза больше, чем у сплавов циркония. Сборка головки и хвостовика с чехлом производится при температурах, не превышающих 50oC, в то время как рабочая температура в активной зоне ядерного реактора составляет около 350oC. Поэтому у находящихся в активной зоне ядерного реактора тепловыделяющих сборках [3] головка и хвостовик в районах их посадочных мест, расширяясь больше, чем чехол, в этих же местах, деформируют и чехол и узлы крепления чехла к хвостовику и головке, ослабляя их.
Техническим результатом настоящего изобретения является создание конструкций ТВС, содержащих такие соединения концевых деталей с чехлом, которые позволяли бы производить разборку готовой ТВС с целью извлечения из нее пучка твэлов и после проведения требуемых манипуляций собирать вновь для последующей установки в активную зону, причем количество разборок не должно ограничиваться одной.
Указанный технический результат достигается тем, что соединение чехла с хвостовиком осуществлено через отверстия, выполненные на гранях чехла в зоне расположения посадочных мест концевых деталей, вокруг этих отверстий выполнены отбортовки, причем каждое из отверстий надето на цилиндрический выступ, каждый из которых выполнен на посадочном месте под чехол концевой детали, а каждая отбортовка утоплена в кольцевую канавку, выполненную вокруг каждого из цилиндрических выступов и прижата винтом с плоской головкой, наружная цилиндрическая поверхность которой выполнена ступенчатой с образованием "юбки", верхняя поверхность утоплена ниже наружной поверхности граней чехла, а нижняя упирается частью в отбортовку чехла и частью в торец цилиндрического выступа, в котором выполнено резьбовое отверстие, ось которого параллельна продольной оси выступа и смещена от нее на некоторое расстояние, а на торцевой поверхности выполнен паз, в который замята часть "юбки" головки винта, обеспечивая тем самым контровку этого винта, а в ребрах чехла, в зоне посадочного места под концевые детали, выполнены прорези, параллельные продольной оси ТВС.
Вышеуказанная конструкция применяется в том случае, если развод ограниченных пазами частей граней в стороны от продольной оси ТВС при сборочно-разборных операциях производится внешним воздействием без выхода в область пластических деформаций материала чехла. Однако в некоторых случаях, при выполнении сборочных операций удобнее работать с чехлом, у которого части граней, ограниченные прорезями, заранее отогнуты на требуемый угол и оставлены в таком положении путем деформации их соответствующим образом. В этом случае поставленная цель достигается тем, что части граней чехла в районе упомянутых прорезей пластически деформированы путем отгиба в сторону от продольной оси ТВС на угол, позволяющий вывести контуры отбортовок за контур внутренней поверхности проходного сечения чехла.
Для обеспечения универсальности конструкции крепления концевых деталей возможно выполнение предлагаемых выше конструкций на обоих концевых деталях.
Предлагаемый вариант разборной ТВС позволяет использовать неравномерность тепловых расширений выполненных из нержавеющей стали головки и хвостовика и выполненного их сплавов циркония чехла. Так, диаметр цилиндрических выступов концевых деталей выполнен заведомо меньшим, чем соответствующие посадочные отверстия под них в чехле, что значительно облегчает сборку - разборку ТВС при температурах, не превышающих 50oC. При работе же ТВС в активной зоне ядерного реактора зазоры в этой посадке выбираются, а увеличение посадочного места в головке и хвостовике компенсируется за счет упругого деформирования ограниченных пазами частей граней в стороны от продольной оси ТВС.
Изобретение поясняется чертежами.
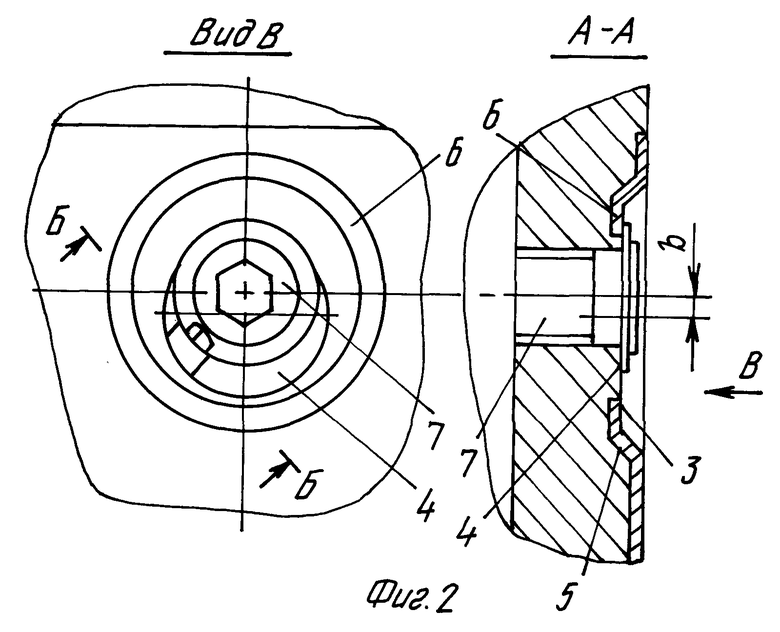
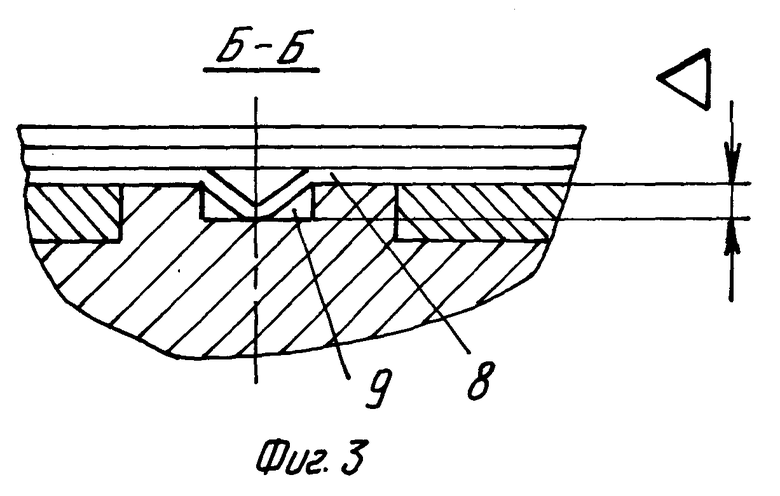
На фиг. 1 изображен внешний вид крепления чехла ТВС к хвостовику или головке. На фиг. 2 изображено поперечное сечение указанного крепления по оси крепежного винта, увеличенный вид крепления со стороны головки винта. На фиг. 3 изображено увеличенное изображение поперечного сечения по головке крепежного винта в месте его контровки.
Концевая деталь (например хвостовик) 1 установлена в чехол 2 и закреплена на нем через отверстия 3, установленные на цилиндрические выступы 4, вокруг которых выполнены кольцевые канавки 5, в которые в свою очередь утоплены отбортовки 6, выполненные вокруг крепежных отверстий чехла. Кромки указанных отбортовок прижаты к дну канавок 5 головками крепежных винтов 7, продольные оси которых смещены относительно продольных осей цилиндрических отверстий на расстояние b, чтобы обеспечить контровку винта от самопроизвольного отворачивания путем замятия "юбки" головки винта 8 в паз 9, выполненный на торце цилиндрического выступа 4, и имеющий глубину Δ. Для обеспечения свободного прохождения через чехол пучка твэлов с закрепленным на нем хвостовиком во время сборки ТВС, на ребрах чехла в зоне посадочного места концевой детали выполнены прорези 10, ограниченные отверстиями 11, препятствующими образованию концетраторов напряжений. Прорези образуют на концах чехла своеобразные "лепестки" 12, которые при сборке чехла с пучком твэлов отгибаются в направлении от продольной оси ТВС.
Источники информации
1. Б.А. Дементьев. Ядерные энергетические реакторы. М.: Атомэнергоиздат, 1990, с. 42 - 44.
2. Патент РФ 1823680, G 21 C.
3. Патент РФ 2092914, G 21 C.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЧЕХЛА ТВС С КОНЦЕВОЙ ДЕТАЛЬЮ | 1998 |
|
RU2141136C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1994 |
|
RU2092914C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2542324C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2208252C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2143755C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2197021C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2088982C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2079170C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2124238C1 |
ТВС ядерного реактора включает пучок твэлов, собранных в несущей решетке, установленной на хвостовике, соединенном с чехлом, собранным с головкой, в котором соединение чехла с хвостовиком выполнено через цилиндрические выступы, выполненные в районе посадочных мест хвостовика путем образованных вокруг них кольцевых канавок, в которые установлены выполненные на посадочных поверхностях чехла отбортовки с отверстиями, одетыми на цилиндрические выступы хвостовика и прижатыми винтами с плоскими головками. Верхняя поверхность винтов утоплена ниже наружной поверхности граней чехла, а нижняя упирается в торец цилиндрического выступа, в котором выполнено резьбовое отверстие, ось которого параллельна продольной оси выступа и смещена от нее на некоторое расстояние. Наружная цилиндрическая поверхность головки винта выполнена ступенчатой с образованием "юбки", частичной деформацией которой винт законтрен в паз, выполненный на торцевой поверхности цилиндрического выступа. В ребрах чехла в зоне посадочного места выполнены прорези, параллельные продольной оси ТВС, протяженность которых позволяет произвести одевание чехла на хвостовик путем отгибания полученных после выполнения прорезей частей граней чехла в стороны от продольной оси ТВС. В результате обеспечивается возможность разборки ТВС для извлечения твэлов с последующей сборкой. 2 з.п. ф-лы, 3 ил.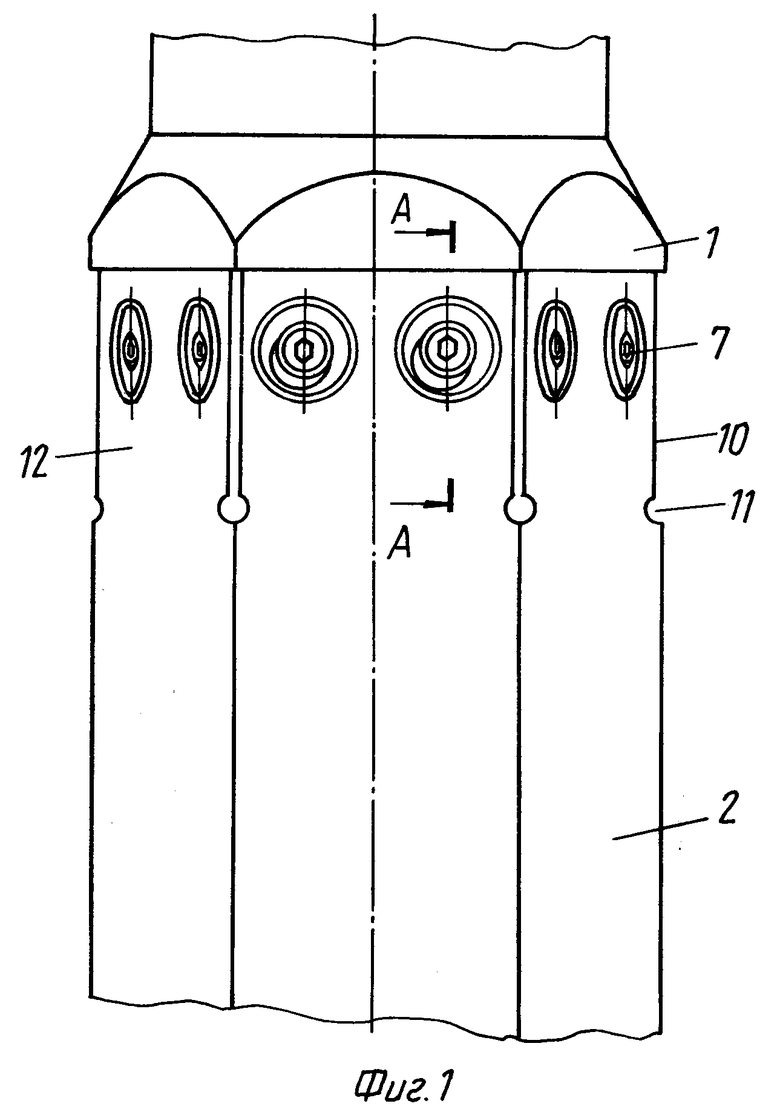
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1994 |
|
RU2092914C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1990 |
|
SU1823680A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2088982C1 |
| US 5289514 A, 22.02.94 | |||
| US 4663118 A, 05.05.87 | |||
| US 4568111 A, 04.02.86 | |||
| 0 |
|
SU353967A1 | |
