Предлагаемое изобретение относится к области изготовления и эксплуатации тепловыделяющих сборок (ТВС) ядерных реакторов для атомных электростанций.
Известна [1] ТВС для реактора на быстрых нейтронах, содержащая твэлы, головку, хвостовик и чехол. Головка, хвостовик и чехол изготовлены из нержавеющей стали, что позволило прикрепит чехол к головке и хвостовику путем приварки (аналог).
Недостаток этой [1] ТВС заключается в том, что она неразборна и неремонтопригодна из-за приварки чехла к концевым деталям.
Известна [2] ТВС, содержащая твэлы, головку, хвостовик и чехол, прикрепленный к головке и хвостовику винтами (аналог). Чехол в месте прикрепления к концевым деталям (головке и хвостовику) завальцован внутрь конусных частей отверстий под головки винтов. Отверстия в чехле имеют каплевидную форму, позволяющую законтрить винты путем приварки их головок к концевым деталям. Направление продольной оси симметрии отверстия каплевидной формы параллельно продольной оси ТВС.
Недостаток этой [2] ТВС заключается в том, что она неразборна и неремонтнопригодна. По крайней мере снять чехол и осмотреть твэлы в бассейне выдержки, заполненном водой, не представляется возможным из-за завальцовки чехла внутрь отверстий на концевых деталях и из-за приварки винтов к этим концевым деталям.
Известна [3] TBC для реактора, содержащая твэлы, головку, хвостовик и чехол, имеющий зенкованные конусные отверстия и прикрепленный к головке и хвостовику винтами с конусными головками (аналог).
Недостаток этой [3] ТВС заключается в том, что она нетехнологична по процессу прикрепления чехла винтами и обладает сравнительно низким качеством в связи с тем, что головки винтов при их установке, как правило, либо выступают над наружной поверхностью чехла, либо утопают по отношению к наружной поверхности чехла из-за допусков (несовпадения фактических размеров) расположения зенкованных отверстий на чехле и на концевых деталях (головке и хвостовике), а также из-за допусков на размеры этих отверстий и на размеры головок винтов. Выступание или утопание головок винтов не допускается (выступание препятствует установке ТВС в реактор, а утопание приводит к появлению возможности выскальзывания чехла из-под головки винтов при перегрузке ТВС), в связи с чем необходим селективный подбор деталей, близких по фактическим размерам, что затрудняет сборку.
Известна [4] ТВС для реактора, содержащая твэлы, головку, хвостовик и чехол, имеющий зенкованные конусные отверстия и прикрепленный к головке и хвостовику винтами с конусными головками (прототип).
Конструкция этой [4] ТВС сходна с описанной выше [3] конструкцией ТВС. Недостаток этой [4] ТВС, взятой в качестве прототипа, заключается в том, что она нетехнологична по процессу прикрепления чехла винтами и обладает сравнительно низким качеством, в связи с тем, что головки винтов при их установке, как правило, либо выступают над наружной поверхностью чехла, либо утопают по отношению к наружной поверхности чехла из-за допусков (несовпадения фактических размеров) расположения зенкованных отверстий на чехле и на концевых деталях (головке и хвостовике), а также из-за допусков на размеры этих отверстий и на размеры головок винтов. Выступание или утопание головок винтов не допускается (выступание препятствует установке ТВС в реактор, а утопание приводит к появлению возможности выскальзывания чехла из-под головки винтов при перегрузке ТВС), в связи с чем необходим селективный подбор деталей, близких по фактическим размерам, что затрудняет сборку. Недостаток этой [4] ТВС заключается также в том, что для законтривания винтов от самопроизвольного отвинчивания, внутрь отверстий в конусных головках винтов и внутрь отверстий в концевых деталях (головках или хвостовиках) установлены штифты, которые приварены к головкам винтов. Такие ТВС практически неразборны и, следовательно, неремонтопригодны в условиях, когда ТВС находятся в бассейне выдержки, заполненном водой. По крайней мере снять чехол, осмотреть и заменить твэлы и вновь одеть чехол в бассейне выдержки является затруднительным из-за необходимости под водой высверливать и вновь устанавливать и приваривать штифты, а также из-за необходимости селективно подбирать винты по месту их установки в ТВС.
Предлагаемое изобретение направлено на решение следующих задач:
а) улучшить технологичность ТВС по процессу прикрепления чехла винтами к концевым деталям ТВС за счет исключения ситуации, когда головки винтов то утопают, то выступают над наружной поверхностью граней чехла;
б) обеспечить возможность снятия и повторной установки чехла ТВС;
в) улучшить технологичность ТВС по процессу съема и установки чехла в бассейне выдержки для осмотра или для замены твэлов за счет усовершенствования конструкции узлов законтривания винтов;
г) улучшить качество (повысить надежность) ТВС за счет изменения узла прикрепления чехла к концевым деталям ТВС.
Указанные выше задачи по п. "а", "б", "в", "г" решаются за счет того, что в известную конструкцию ТВС (прототип) вводится совокупность основных существенных отличительных признаков, касающихся того, что хотя бы к одной из концевых деталей, преимущественно к хвостовику, чехол прикреплен винтами, как правило, с конусными головками, что отверстия на чехле под головки винтов, как правило, конусные, что на посадочном месте хвостовика под чехол выполнены впадины, что внутри чехла на гранях выполнены выступы, что выступы на чехле и впадины на хвостовике выполнены, преимущественно, круглой формы, что высота выступов на чехле выполнена, преимущественно, равной глубине впадин на хвостовике, что выступы на гранях чехла входят внутрь впадин на хвостовике, что винты установлены, как правило, в местах прилегания поверхностей выступов на чехле к поверхностям впадин на хвостовике, что отношение площадей той части выступов на чехле, которая прилегает к впадинам на хвостовике, к площадям головок винтов выполнено, преимущественно, в диапазоне от 1,2 до 2,4, что головки винтов, как правило, выступают над поверхностью выступов на гранях чехла, что головки винтов утопают под наружными поверхностями граней чехла или установлены с ними заподлицо, что винти законтрены от самопроизвольного отвинчивания, например, путем того, что периферийные части головок винтов осажены или отогнуты хотя бы в одном месте внутрь углублений, пазов, прорезей или отверстий на гранях чехла, что ось симметрии отдельного углубления, паза, прорези или отверстия на грани чехла выполнена в плоскости, проходящей, преимущественно, через продольную ось винта и размещена, преимущественно, под прямым углом к продольной оси тепловыделяющей сборки, что винты имеют возможность намеренно отвинчиваться за счет пластической деформации мест осадки или отгиба периферийных частей головок винтов, что чехол имеет возможность одеваться на хвостовик и сниматься с него за счет, преимущественно, упругой деформации чехла.
Указанные выше основные существенные отличительные признаки приведены в независимом пункте формулы и являются достаточными во всех случаях, на которые испрашивается объем правовой охраны.
Усиление эффекта улучшения качества (повышения надежности) ТВС достигается за счет того, что ось симметрии отдельного углубления, паза, прорези или отверстия на грани чехла выполнена в плоскости, проходящей через продольную ось винта, и размещена под острым углом к продольной оси тепловыделяющей сборки, что углубления, пазы, прорези или отверстия полностью или частично размещены на участке, расположенном, как правило, выше продольной оси винта, крепящего чехол в районе хвостовика, и, как правило, ниже продольной оси винта, крепящего чехол в районе головки.
Снижение усилий одевания или снятия чехла с хвостовика или головки ТВС, т.е. снижение усилия упругой деформации чехла, достигается за счет того, что каждое из отверстий на чехле под головки винтов на части периметра, т.е. на протяжении угла меньшего, чем 360 градусов, отделено от грани чехла хотя бы одним отверстием, пазом или прорезью, что паз или прорезь выполнены в виде кривой или прямой линии.
Эти дополнительные существенные отличительные признаки приведены в 2-х зависимых пунктах формулы.
Между основными отличительными признаками, касающимися того, что хотя бы к одной из концевых деталей, преимущественно к хвостовику, чехол прикреплен винтами с конусными головками, что отверстия на чехле под головки винтов конусные, что на посадочном месте хвостовика под чехол выполнены впадины, что внутри чехла на гранях выполнены выступы, что высота выступов на чехле выполнена равной глубине впадин на хвостовике, что выступы на гранях чехла входят внутрь впадин на хвостовике, что винты установлены в местах прилегания поверхностей выступов на чехле к поверхностям впадин на хвостовике, что головки винтов, как правило, выступают над поверхностью выступов на гранях чехла, что головки винтов утопают под наружными поверхностями граней чехла или установлены с ними заподлицо, и техническим результатом, состоящим в улучшении технологичности ТВС по процессу прикрепления чехла винтами к концевым деталям ТВС за счет исключения ситуации, когда головки винтов то утопают, то выступают над наружной поверхностью граней чехла, имеется причинно-следственная связь, которая заключается в том, что концевые детали, чехол и винты выполнены так, что головки винтов всегда выступают над поверхностью выступов на чехле и никогда не выступают над наружной поверхностью граней чехла, что все изменения высоты головок винтов над поверхностями выступов, а эти изменения неизбежны из-за наличия допусков на детали, укладываются в зазор между поверхностью выступов (местами установки винтов) и наружной поверхностью граней чехла, так как поверхности выступов утоплены по отношению к наружным поверхностям граней чехла.
Между основными отличительными признаками, касающимися того, что на посадочном месте хотя бы одной из концевой деталей под чехол, преимущественно на хвостовике, выполнены впадины, что внутри чехла на гранях выполнены выступы, что выступы на чехле и впадины на хвостовике выполнены круглой формы, что высота выступов на чехле выполнено равной глубине впадин на хвостовике, что выступы на гранях чехла входят внутрь впадин на хвостовике, что отношение площадей той части выступов на чехле, которые прилегают к впадинам на хвостовике, к площадям головок винтов выполнено в диапазоне от 1,2 до 2,4, что чехол имеет возможность одеваться на хвостовик и сниматься с него за счет упругой деформации чехла и техническим результатом, состоящим в обеспечения возможности снятия и повторной установки чехла ТВС, имеется причинно-следственная связь, которая заключается в том, что приведенная конструкция хвостовика и чехла, включая наличие впадин и выступов и соотношение площадей в диапазоне от 1,2 до 2,4, позволяют выполнить хвостовик и чехол с такой формой и с такими параметрами, что чехол будет сниматься и одеваться на хвостовик именно за счет упругой деформации чехла.
Между основными отличительными признаками, касающимися того, что винты законтрены от самопроизвольного отвинчивания путем того, что периферийные части головок винтов осажены или отогнуты внутрь углублений, пазов, прорезей или отверстий на гранях чехла, что ось симметрии отдельного углубления, паза, прорези или отверстия на грани чехла выполнена в плоскости, проходящей через продольную ось винта, и размещена под прямым углом к продольной оси тепловыделяющей сборки, что винты имеют возможность намеренно отвинчиваться за счет пластической деформации мест осадки или отгиба периферийных частей головок винтов и техническим результатом, состоящим в том, что улучшена технологичность ТВС по процессу съема и установки чехла в бассейне выдержки для осмотра или для замены твэлов за счет усовершенствования конструкции узлов законтривания винтов, имеется причинно-следственная связь, которая заключается в том, что винты в заявленной конструкции ТВС могут быть намеренно отвинчены рабочим только лишь с помощью одного гаечного ключа без предыдущего высверливания каких-либо деталей, например штифтов, или без фрезеровки мест приварки, что винты в заявленной конструкции ТВС могут быть установлены только лишь с помощью одного гаечного ключа и осажены с помощью бородка без последующего сверления под установку штифтов, без установки штифтов с последующей их приваркой к головкам винтов.
Между основными отличительными признаками, касающимися того, что на посадочном месте хотя бы одной из концевых деталей под чехол, преимущественно на хвостовике, выполнены впадины, что внутри чехла на гранях выполнены выступы, что высота выступов на чехле выполнена равной глубине впадин на хвостовике, что выступы на гранях чехла входят внутрь впадин на хвостовике, что винты установлены в местах прилегания поверхностей выступов на чехле к поверхностям впадин на хвостовике, что головки винтов выступают над поверхностью выступов на гранях чехла, что головки винтов утопают под наружными поверхностями граней чехла или установлены с ними заподлицо, и техническим результатом, состоящим в том, что улучшено качество (повышена надежность) ТВС за счет изменения узла прикрепления чехла к концевым деталям ТВС, имеется причинно-следственная связь, которая заключается в том, что головки винтов всегда выступают над поверхностями выступов в чехле (над поверхностью мест установки), что всегда обеспечивает наибольшую площадь контакта головок винтов с чехлом и наименьшее напряжение (усилие на единицу площади) смятия чехла или винтов при транспортировании ТВС или при ее извлечении из реактора (может увеличиться усилие извлечения ТВС из-за заклинивания). Выступание винтов над поверхностями выступов (поверхностями мест крепления) препятствует выскальзыванию чехла из-под головок винтов (такое может случиться, если в ТВС [4] винты выполнены утопленными по отношению к поверхностям мест крепления, т. е. по отношению к наружной поверхности грани чехла, а чехол выполнен сравнительно тонким). Указанные выше отличительные признаки, приводящие к улучшению качества и к повышению надежности в части прикрепления чехла к концевым деталям ТВС, позволят уменьшить толщину чехла для всех изготовляемых в настоящее время ТВС типа ВВЭР-440, например, уменьшить толщину чехла до 1,5 мм вместо 2 мм независимо от условий эксплуатации и места расположения АЭС.
Между основными отличительными признаками, касающимися того, что на посадочном месте хотя бы одной из концевых деталей под чехол, преимущественно на хвостовике, выполнены впадины, что внутри чехла на гранях выполнены выступы, что высота выступов на чехле выполнена равной глубине впадин на хвостовике, что выступы на гранях чехла входят внутрь впадин на хвостовике, что винты установлены в местах прилегания поверхностей выступов на чехле к поверхностям впадин на хвостовике, что головки винтов выступают над поверхностью выступов на гранях чехла, что головки винтов утопают под наружными поверхностями граней чехла или установлены с ними заподлицо, и техническим результатом, состоящим в том, что улучшено качество (повышена надежность) ТВС за счет изменения узла прикрепления чехла к концевым деталям ТВС, имеется причинно-следственная связь, которая заключается в том, что головки винтов всегда утопают над наружными поверхностями граней чехла или установлены с ними заподлицо, что обеспечивает установку ТВС в ядерный реактор без царапин на чехле и без заклинивания.
Между дополнительными отличительными признаками, касающимися того, что ось симметрии отдельного углубления, паза, прорези или отверстия на грани чехла выполнена в плоскости, проходящей через продольную ось винта и размещена под острым углом к продольной оси тепловыделяющей сборки, что углубления, пазы, прорези или отверстия полностью или частично размещены на участке, расположенном выше продольной оси винта, крепящего чехол в районе хвостовика и ниже продольной оси винта, крепящего чехол в районе головки, и техническим результатом, состоящим в усилении эффекта улучшения качества (повышения надежности) ТВС, имеется причинно-следственная связь, которая заключается в том, что в этом случае углубления, пазы, прорези или отверстия не ослабляют ту часть (половину) отверстий на чехле, которая обращена к концевой детали (хвостовику или головке) и воспринимает вес ТВС или усилие извлечения ее из реактора, вследствие чего уменьшаются напряжения смятия, уменьшается также вероятность выскальзывания чехла из-под головок винтов.
Между дополнительными отличительными признаками, касающимися того, что каждое из отверстий на чехле под головки винтов на части периметра, т.е. на протяжении угла меньшего, чем 360 градусов, отделено от грани чехла хотя бы одним отверстием, пазом или прорезью, что паз или прорезь выполнены в виде кривой или прямой линии и техническим результатом, состоящим в снижении усилий одевания или снятия чехла с хвостовика или головки ТВС, т.е. в снижении усилия упругой деформации чехла, имеется причинно-следственная связь, заключающаяся в том, что указанные отверстия, пазы или прорези позволяют при одевании или снятии чехла деформировать не весь участок грани, прилежащий к отверстию (к выступу), а только часть участка грани, которая не отделена отверстием, пазом или прорезью.
Заявленная ТВС изображена на фиг.1, 2, 3, 4, 5, 6, 7.
На фиг.1 изображен общий вид заявленной ТВС.
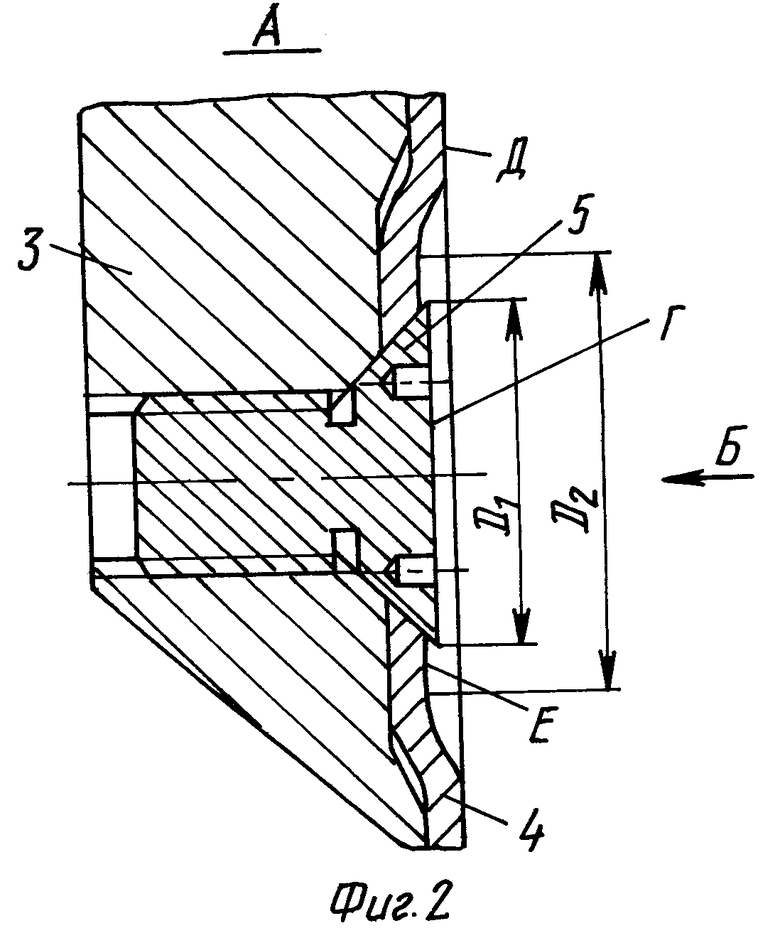
На фиг.2 изображено в увеличенном масштабе место "А" прикрепления чехла винтом к хвостовику (продольное сечение винта).
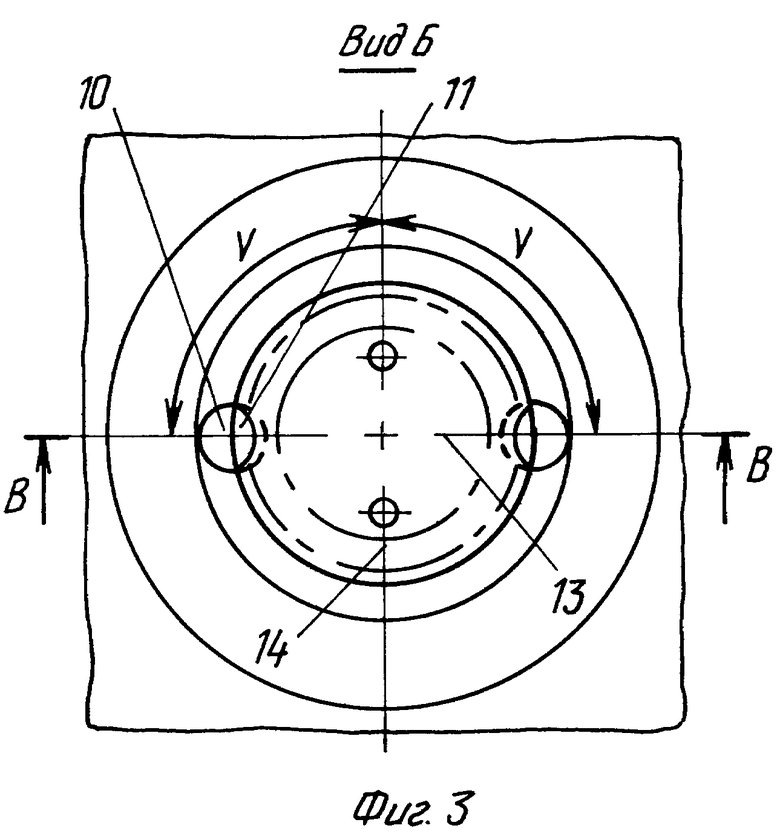
На фиг.3 изображен вид по стрелке "Б" места "А" (вид на головку винта).
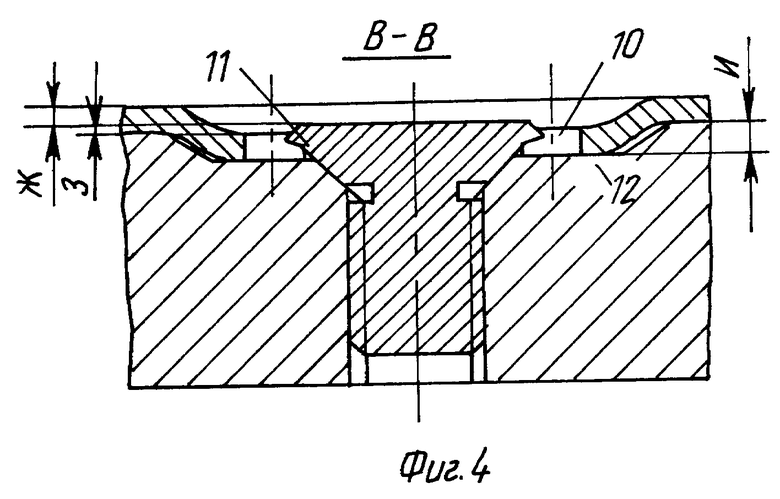
На фиг. 4 изображено сечение "В-В" вида по стрелке "Б" (поперечное сечение винта по месту законтривания).
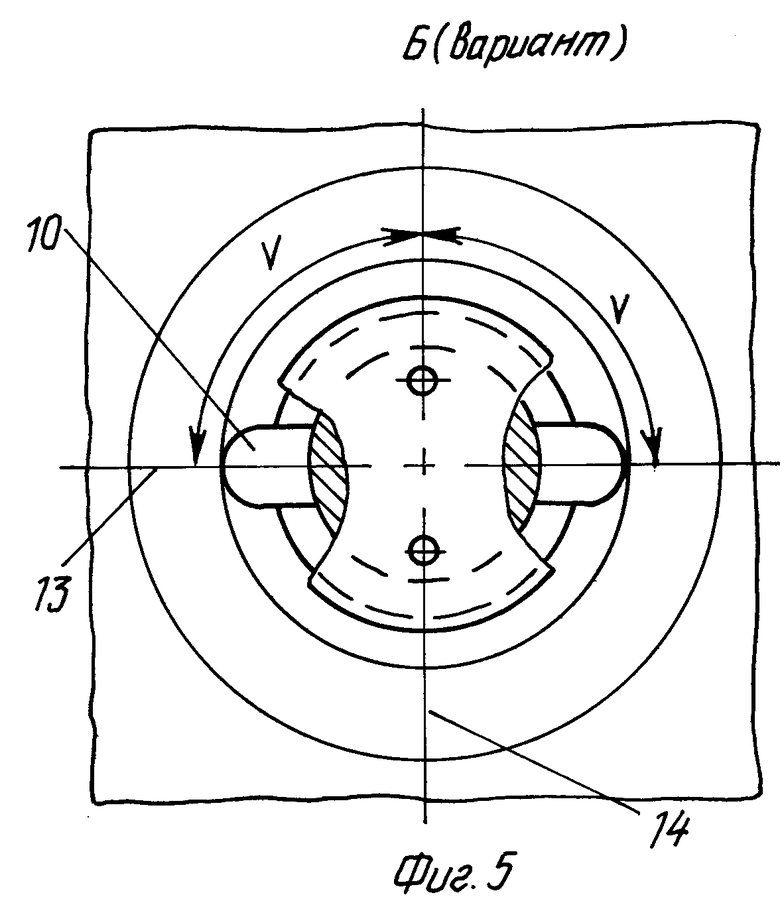
На фиг. 5 изображен вариант вида по стрелке "Б" места "А" с прямыми углами между осями симметрии.
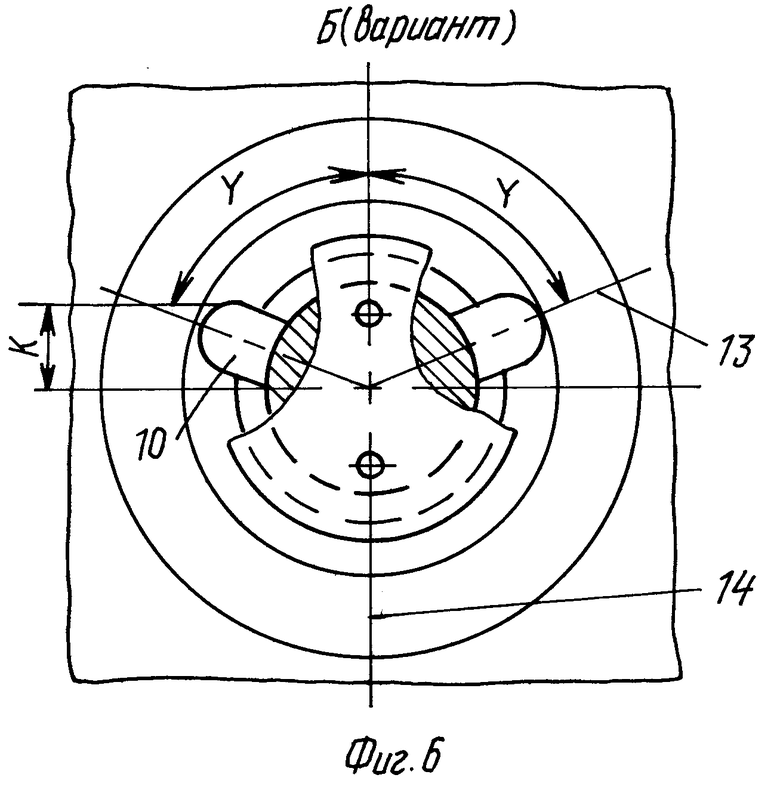
На фиг. 6 изображен вариант вида по стрелке "Б" места "А" с острыми углами между осями симметрии.
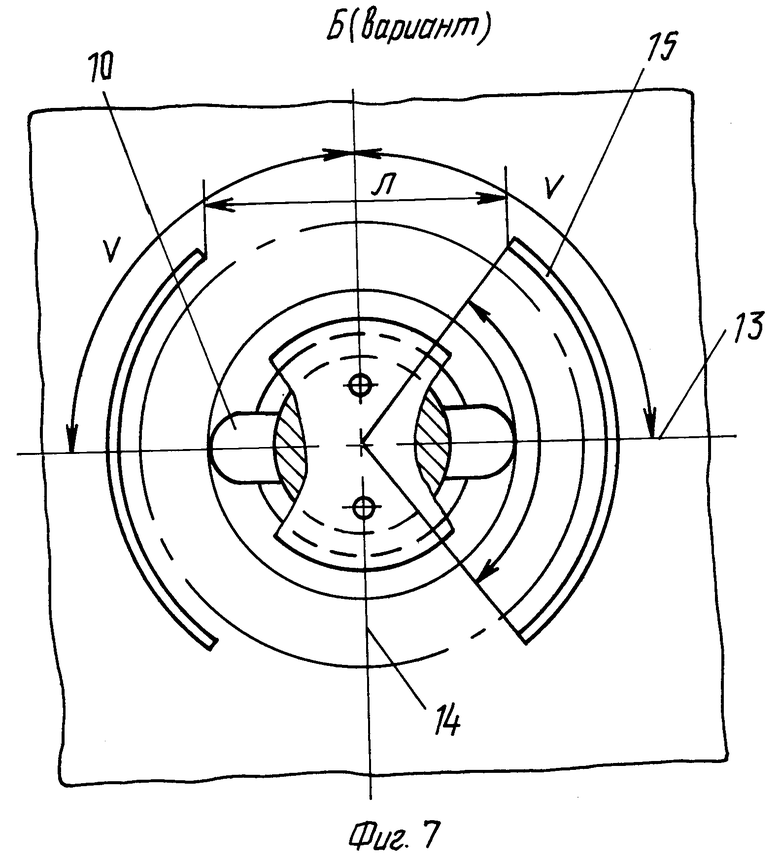
На фиг. 7 изображен вариант вида по стрелке "Б" места "А" с прямыми углами между осями симметрии и двумя пазами в виде кривых линий.
Заявленная тепловыделяющая сборка ядерного реактора (ТВС), изображенная на фиг. 1, содержит твэлы 1, головку 2, хвостовик 3, чехол 4, винты 5, опорную решетку 6, центральную трубу 7, пальцы 8, дистанционирующие (прокладочные) решетки 9. ТВС имеет шестигранную форму и чехол 4 с шестью плоскими гранями. Твэлы 1 опираются на опорную решетку 6 и могут быть закреплены в ней. По длине твэлы 1 дистанционируются на заданном (проектировщиком) расстоянии друг от друга дистанционирующими (прокладочными) решетками 9, которые, как правило, закреплены на центральной трубе 7. Опорная решетка 6 прикреплена по углам к хвостовику 3 (на фиг.1 крепление условно не показано). Хвостовик 3 и головка 2 прикреплены к чехлу 4 винтами 5. На головке 2 установлены пальцы 8 для захвата ТВС грузоподъемным механизмом. Головка 1, хвостовик 3, чехол 4 и винты 5 подвержены осевым усилиям от воздействия веса ТВС при ее транспортировании в вертикальном положении или от воздействия усилий от заклинивания ТВС при ее выгрузке из ядерного реактора.
Место прикрепления чехла 4 к хвостовику 3 винтами 5 (место А) изображено в увеличенном виде на фиг.2. Винт 5 имеет конусную головку, а чехол 4 и хвостовик 3 конусные (зенкованные) отверстия под головку винта. Внутрь чехла 4 выдавлен выступ, поверхность Е (наружная) которого утоплена по отношению к наружной поверхности Д грани чехла 4. На хвостовике 3 выполнена впадина. Выступ на грани чехла 4 входит внутрь впадины на хвостовике 3. Высота выступа на чехле равна глубине впадины на хвостовике. Поверхность плоской части выступа на чехле 4, имеющая круглую форму, прилегает к поверхности плоской части впадины на хвостовике 3, также имеющей круглую форму. В месте прилегания этих двух плоских поверхностей выступа и впадины установлен винт 5. Отношение диаметра D2 поверхности плоской части выступа (площади выступа) к диаметру D1 головки винта (площади головки) находится в диапазоне от 1,2 до 2,4. Головка винта 5 выступает над поверхностью Е (наружной) выступа на чехле 4 и утопает под наружной поверхностью Д грани чехла.
Вид на место А по стрелке Б (вид на готовку винта 5) изображен из фиг.3. На чехле выполнены (сверлом) два цилиндрических отверстия 10, внутрь которых в двух местах осажены периферийные части винта 11. Ось симметрии 13 отверстий 10 выполнена в плоскости, проходящей через продольную ось винта 5 (на фиг.3 эта ось проектируется в виде точки, являющейся центром окружностей или в виде точки, в которой пересекаются оси 13 и 14), и размещенную под прямым углом V к оси 14, которая параллельна продольной оси тепловыделяющей сборки (при определении величины угла V положение оси 14 можно принимать за положение продольной оси ТВС). Винт 5 имеет возможность намеренно (рабочим) отвинчиваться за счет пластической деформации мест осадки 11.
Сечение В-В по месту законтривания винта 5, отверстий 10 и мест осадки периферийной части головки винта 11 изображено на фиг.4. На посадочном месте хвостовика под чехол выполнены впадины, а внутри чехла на гранях выполнены выступы. Выступы на чехле и впадины на хвостовике выполнены круглой формы. Высота "И" выступов на чехле выполнена равной глубине "И" впадин на хвостовике. Выступы на гранях чехла входят внутрь впадин на хвостовике. Винт установлен в месте прилегания 12 поверхностей выступов на чехле к поверхностям впадин на хвостовике. Головка винта выступает над поверхностью выступа на грани чехла на величину "З". Головка винта утопает под наружной поверхностью грани чехла на величину "Ж". Чехол имеет возможность одеваться на хвостовик и сниматься с него за счет, преимущественно, упругой деформации чехла.
Вариант вида по стрелке Б с прямыми углами между осями симметрии изображен на фиг. 5. На чехле в месте законтривания винта выполнены пазы 10 (получены путем штамповки) или прорези 10 (получены путем фрезеровки). В остальном (расположение осей симметрии 13 пазов или прорезей 10) в этом варианте соответствует основному варианту вида Б, который изображен на фиг.4 и описан выше. Углы V между осями симметрии 13 и 14 выполнены прямыми.
Вариант вида по стрелке Б с острыми углами между осями симметрии изображен на фиг. 6. На чехле в месте законтривания винта выполнены пазы 10 (получены путем штамповки) или прорези 10 (получены путем фрезеровки). Расположение осей симметрии 13 пазов или прорезей 10 в этом варианте другое. Углы Y между осями симметрии 13 и 14 выполнены острыми. Пазы или прорези 10 полностью размещены на участке K, расположенном выше продольной оси винта, крепящего чехол в районе хвостовика.
Вариант вида по стрелке Б с прямыми углами между осями симметрии и двумя пазами или прорезями 15 в виде кривых линий изображен на фиг.7. На чехле в месте законтривания винта выполнены пазы 10 (получены путем штамповки) или прорези 10 (получены путем фрезеровки). В остальном (расположение осей симметрии 13 пазов или прорезей 10) в этом варианте соответствует основному варианту вида Б, который изображен на фиг.5 и описан выше. Углы V между осями симметрии 13 и 14 выполнены прямыми. Два паза или две прорези 15 выполнены на части периметра отверстия в чехле под головку винта, т.е. на протяжении двух углов C, которые в сумме меньше, чем 360 градусов. Регулируя расстояние "Л" между пазами или прорезями (угол "C"), можно достигнуть практически любого заранее заданного усилия одевания или съема чехла с хвостовика или головки ТВС.
Экономический эффект от использования заявленного изобретения улучшит технологичность и качество ТВС, что позволит устанавливать на все ТВС типа ВВЭР-440 более тонкий чехол, чем сейчас, например, с толщиной 1,5 мм вместо 2 мм независимо от условий эксплуатации и места расположения АЭС. Изобретение позволит также осматривать твэлы в ТВС в период и после эксплуатации, а в перспективе заменять дефектные твэлы в период эксплуатации, если будет проведено дальнейшее усовершенствование ТВС. Осмотр твэлов позволит выбраковать (изъять) неисправную ТВС и устранить загрязнение теплоносителя ядерным горючим и продуктами ядерного распада (улучшить экологию окружающей среды). Замена твэлов позволит отремонтировать неисправную ТВС и продолжить ее эксплуатацию в ядерном реакторе (увеличить выработку электроэнергии).
Для внедрения заявленного изобретения необходимо изменить конструкторскую документацию на ТВС и провести соответствующую технологическую подготовку производства.
Источники информации
1. Книга "Ядерные энергетические установки", авторы И.Н.Нигматулин и Б. И.Нигматулин, Москва, Энергоатомиздат, 1986 г., рис.4.33
2. Патент РФ N 1823680. кл. G 21 C 3/30 "Тепловыделяющая сборка ядерного реактора".
3. Книга "Ядерные ректоры и ядерная энергетика. Доклады советских ученых. Труды второй международной конференции по мирному использованию атомной энергии", под общей редакцией Н. А. Доллежаля, Москва, 1959 г., статья "Тепловыделяющие элементы для водо-водяных реакторов атомных электростанций", авторы Р.С.Амбарцумян и др., стр. 120, рис.3.
4. Книга "Экономика ядерной энергетики. Основы технологии и экономики ядерного топлива", авторы Синев Н.М. и Батуров Б.Б., Москва, Атомиздат, 1980 г., рис.4.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ЧЕХЛА ТВС С КОНЦЕВОЙ ДЕТАЛЬЮ | 1998 |
|
RU2141136C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2542324C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2133511C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2088982C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2208252C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1990 |
|
SU1823680A1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2197021C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1994 |
|
RU2092914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ВОДО-ВОДЯНОГО ЭНЕРГЕТИЧЕСКОГО РЕАКТОРА | 1997 |
|
RU2143144C1 |
Предложена тепловыделяющая сборка (ТВС) ядерного реактора, содержащая твэлы, опорную решетку, дистанционирующие решетки, концевые детали, т.е. головку и хвостовик, и чехол, прикрепленный винтами к концевым деталям. Для улучшения технологичности сборки и разборки чехла и повышения надежности ТВС чехол имеет возможность сниматься с концевых деталей и устанавливаться на них вновь без повреждения чехла или концевых деталей за счет того, что внутри чехла выполнены выступы, а на посадочных местах концевых деталей выполнены впадины, выступы на чехле в процессе сборки ТВС входят внутрь впадин на концевых деталях и в этом месте закрепляются винтами. Поверхность головки винта выступает над поверхностью выступа на чехле, но утопает под наружной поверхностью чехла и не препятствует процессу установки ТВС в контейнер или в гнездо ядерного реактора. Винты законтрены от самопроизвольного отвинчивания путем осадки или отгиба периферийных частей головок винтов внутрь отверстий или пазов на чехле. 3 з.п.ф-лы, 7 ил.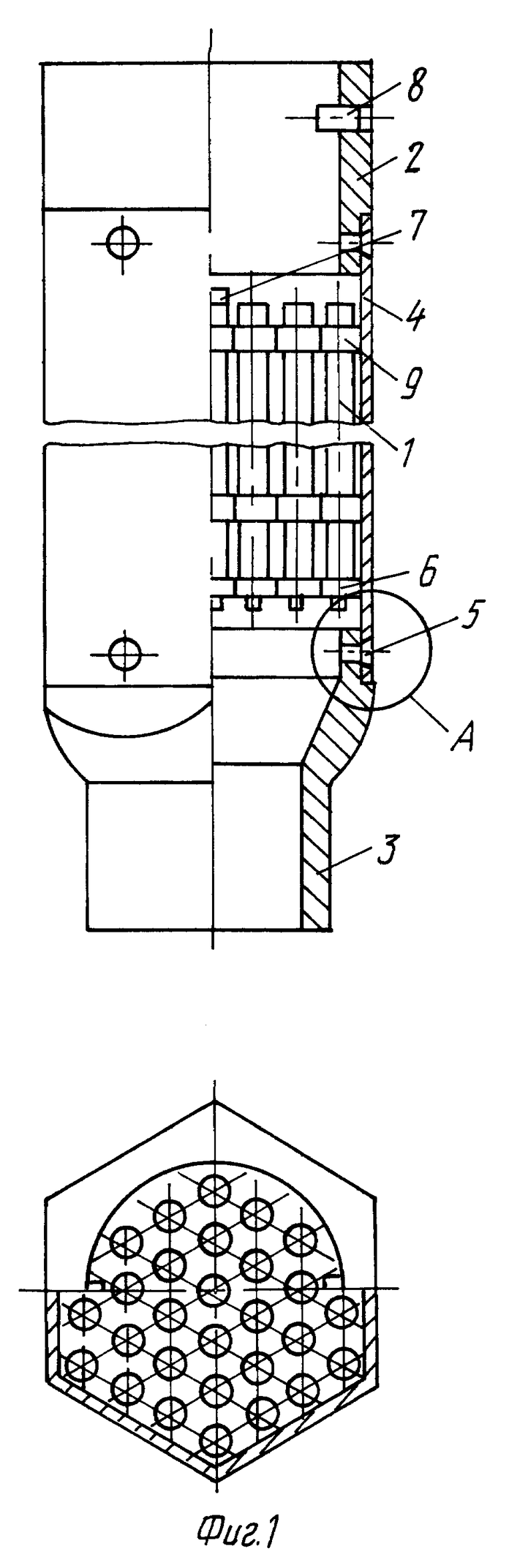
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1990 |
|
SU1823680A1 |
| RU 94028876 A, 20.08.96 | |||
| US 4603027 A, 29.07.86 | |||
| Устройство для пневматической подачи и нанесения порошка | 1984 |
|
SU1210900A1 |
