Изобретение относится к области ядерной техники и технологии и предназначено для использования при изготовлении и эксплуатации тепловыделяющих сборок (ТВС) энергетических ядерных реакторов.
Известен способ соединения чехла ТВС с концевой деталью, включающий сборку пучка твэлов в каркас из дистанционирующих и несущей решеток, присоединение к нему через несущую решетку хвостовика, изготовление чехла из листовой заготовки циркониевого сплава, соединение его с головкой, установку собранного с хвостовиком пучка в чехол, собранный с головкой и соединение чехла с хвостовиком [1], причем соединение чехла с концевыми деталями производят согласно способу, описанному в [2].
Общим недостатком описанных способов сборки ТВС и соединений чехла с концевыми деталями является невозможность произведения разборки с обеспечением последующей сборки разобранной ТВС. Между тем, опыт работы на атомных электростанциях показывает возрастание необходимости проведения таких операций с частично отработавшими в реакторе ТВС как для проведения регламентированных осмотров их состояния, так и для замены вышедших из строя твэлов с последующим возвратом вновь собранных ТВС в активную зону, что весьма целесообразно с экономической точки зрения.
Наиболее близким по технической сущности и взятым за прототип способом соединения чехла ТВС с концевыми деталями является способ, описанный в [3]. Согласно ему на каждой из граней концевой детали в районе посадочного места ее соединения с чехлом выполняют резьбовое отверстие с посадочным местом под потайную головку винта, в соответствующих местах чехла выполняют отверстия под винт, после чего одевают чехол на концевую деталь, формируют посадочное место под головку винта в чехле, используя в качестве матрицы посадочное место под головку винта в концевой детали, после чего устанавливают крепежный винт и контрят его сваркой к телу концевой детали. Недостатком этого способа является то, что при разборке такого соединения выпуклость вовнутрь посадочных мест под потайную головку винта в чехле является помехой для прохождения пучка твэлов при извлечении его из чехла, а при обратной сборке - помехой как для прохождения пучка твэлов внутрь чехла, так и для установки концевой детали в чехол.
Техническим результатом настоящего изобретения является создание способа сборки ТВС и соединения чехла ТВС с концевыми деталями, который позволил бы производить разборку работоспособной ТВС с целью извлечения из нее пучка твэлов и после проведения требуемых необходимых манипуляций собирать вновь для последующей установки в активную зону, причем количество разборок не должно ограничиваться одной.
Указанный технический результат достигается тем, что боковую цилиндрическую поверхность плоских головок винтов выполняют ступенчатой с образованием "юбки", в районе посадочных мест под концевые детали в чехле на его гранях выполняют отверстия с отбортовками, а на ребрах пазы, протяженность которых позволяет произвести надевание чехла на пучок и собранный с ним хвостовик путем развода ограниченных пазами частей граней в стороны от продольной оси ТВС, не выводя материал чехла за пределы упругих деформаций, в районе посадочного места под чехол хвостовика и головки выполняют цилиндрические выступы, вокруг них - кольцевые канавки, в самих выступах - резьбовые отверстия, а на торцах выступов выполняют по одному пазу для обеспечения контровки винтов, после установки пучка в сборе с хвостовиком и головки в чехол, ограниченные пазами части граней чехла прижимают к посадочным местам хвостовика, надевая отверстия чехла на соответствующие цилиндрические выступы хвостовика, одновременно устанавливая отбортовки в кольцевые канавки, после чего фиксируют отбортовки винтами, устанавливаемыми в упомянутые резьбовые отверстия, выполненные в цилиндрических выступах, причем винты контрят от самопроизвольного отворачивания, деформируя каждую "юбку" их головок в упомянутый паз на торце цилиндрического выступа.
Вышеуказанные действия производятся в том случае, если развод ограниченных пазами частей граней в стороны от продольной оси ТВС при сборочно-разборных операциях производится внешним воздействием без выхода в область пластических деформаций материала чехла. Однако, в некоторых случаях удобнее заранее отогнуть их на требуемый угол и оставить в таком положении, деформировав чехол соответствующим образом. Такое решение задачи достигается тем, что развод ограниченных пазами частей граней в стороны от продольной оси ТВС выполняют путем пластической деформации, фиксируя их в положении, когда контуры отбортовок не входят в пределы контура проходного сечения внутренней поверхности чехла.
Пример реализации способа представлен на чертеже, где изображено положение разведенных ограниченных пазами частей граней в стороны от продольной оси ТВС во время установки в чехол пучка ТВС и собранного с ним хвостовика.
Источники информации:
1. Б. А.Дементьев. Ядерные энергетические реакторы. - М.: Атомэнергоиздат, 1990., с. 42-44.
2. Патент РФ 1789326, G 21 C.
3. Патент РФ 2019379, G 21 C.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2133511C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2208252C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2542324C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2197021C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2088982C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2143755C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1994 |
|
RU2092914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2001 |
|
RU2215632C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 1995 |
|
RU2079170C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2294570C1 |
Использование: при изготовлении и эксплуатации ТВС ядерных реакторов. Сущность изобретения: способ, включающий сборку пучка, установку на его несущую решетку хвостовика, изготовление чехла, соединение его с головкой, установку пучка в сборе с хвостовиком в чехол и выполнение их соединения между собой, в котором для обеспечения сборки - разборки ТВС на посадочных местах чехла выполняют отбортовки с отверстиями, а на хвостовике - цилиндрические выступы, устанавливаемые в упомянутые отверстия чехла; в ребрах чехла выполняют прорези параллельно его продольной оси, получаемые в результате части граней чехла разводят в сторону от продольной оси чехла, не выходя за пределы упругих деформаций, таким образом, чтобы вывести контур отбортовок за границу контура внутреннего проходного сечения чехла, или заранее деформируют на требуемую величину угла, после чего в чехол устанавливают пучок, части граней между прорезями прижимают к посадочным местам хвостовика, надевая отверстия чехла на соответствующие цилиндрические выступы хвостовика, после чего фиксируют их винтами с плоской головкой. 1 з.п.ф-лы. 1 ил.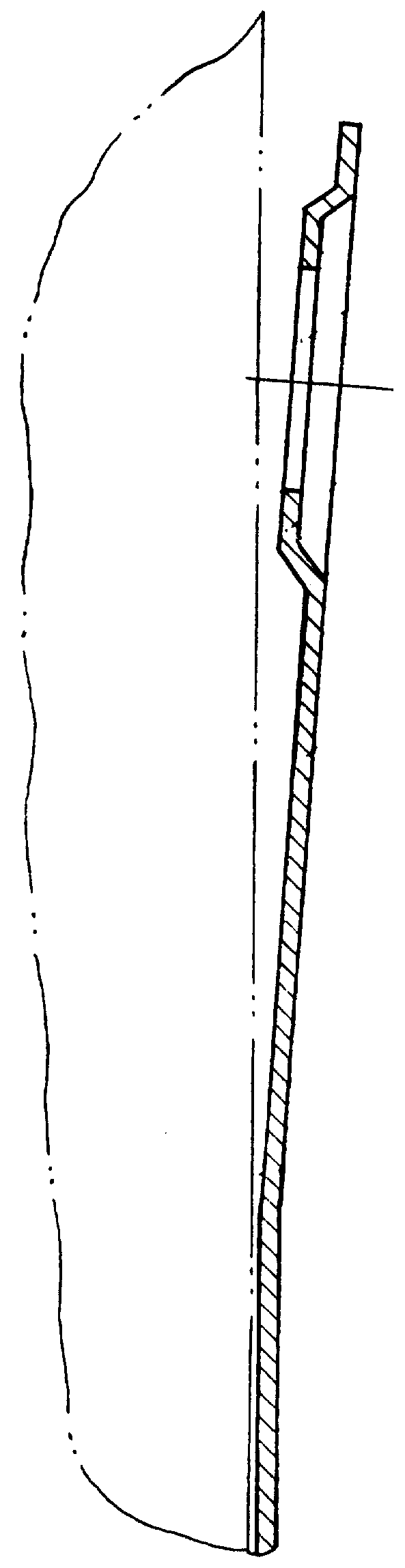
| СПОСОБ СОЕДИНЕНИЯ ЧЕХЛА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ С КОНЦЕВОЙ ДЕТАЛЬЮ | 1992 |
|
RU2019379C1 |
| Способ соединения чехла тепловыделяющей сборки с концевой деталью | 1990 |
|
SU1789326A1 |
| DE 3537270 А1, 24.04.86 | |||
| US 4702882 А, 27.10.87 | |||
| US 5253278 А, 12.10.93. | |||
