Изобретение относится к устройству для транспортировки материалов. Конкретнее, настоящее изобретение относится к устройству для одновременного перемещения множества контейнеров на непрерывно движущийся отводящий конвейер.
Из патента США N 4413720 известно устройство для перемещения множества контейнеров с опорной поверхности на непрерывно движущийся конвейер, расположенный вблизи опорной поверхности, включающее выталкивающий механизм для одновременного выталкивания множества контейнеров в виде картонных коробок с опорной поверхности на конвейер.
Из того же патента известно устройство для перемещения множества контейнеров с опорной поверхности на непрерывно движущийся конвейер, расположенный вблизи опорной поверхности, включающее по меньшей мере одну выталкивающую пластину, предназначенную для взаимодействия с картонными коробками на опорной поверхности, при этом выталкивающая пластина выполнена с возможностью передвижения вдоль оси, проходящей поперек конвейера, между положением отвода назад, отдаленным от конвейера, и положением выдвижения вблизи конвейера, и первое средство для передвижения выталкивающей пластины между ее положением отвода назад и выдвижения для одновременного выталкивания множества контейнеров с опорной поверхности на конвейер.
Однако известные устройства не предотвращают опрокидывания контейнеров при их перемещении на движущийся конвейер, а следовательно, заклинивания конвейера. Придание же контейнерам особой формы для увеличения их устойчивости усложняет синхронизацию процесса перемещения на конвейер.
Технической задачей изобретения является создание устройства для размещения контейнеров на движущийся конвейер, обеспечивающего стабильную работу конвейера за счет исключения опрокидывания наполненных контейнеров, а следовательно, остановок и заклинивания конвейера.
Данная техническая задача решается за счет того, что устройство для перемещения множества контейнеров с опорной поверхности на непрерывно движущийся конвейер, расположенный вблизи опорной поверхности, включающее выталкивающий механизм для одновременного выталкивания множества контейнеров в виде картонных коробок с опорной поверхности на конвейер, согласно изобретению включает челночный механизм для приема контейнеров, когда их выталкивают на конвейер выталкивающим механизмом, и ускорения движения картонных коробок вдоль конвейера до тех пор, пока картонные коробки не будут передвигаться приблизительно с такой же скоростью, как и конвейер.
Кроме того, выталкивающий механизм может содержать по меньшей мере одну выталкивающую пластину, расположенную вблизи поверхности напротив конвейера, при этом выталкивающая пластина выполнена с возможностью передвижения в направлении поперек конвейера между положением отвода назад и положением выдвижения, и средство для передвижения выталкивающей пластины между положением ее отвода назад и выдвижения, причем средство для передвижения выталкивающей пластины может содержать пневматический цилиндр, соединенный для передвижения выталкивающей пластины между положениями ее выдвижения и отвода назад, а также средство для передвижения выталкивающей пластины дополнительно может содержать программируемый электронный регулятор, соединенный для управления работой пневматического цилиндра.
Челночный механизм может содержать челночную пластину со многими ячейками, расположенными для приема контейнеров, когда их загружают на конвейер выталкивающей пластиной, при этом челночная пластина выполнена с возможностью передвижения вдоль первой оси, проходящей параллельно конвейеру, между первым положением напротив выталкивающих пластин и вторым положением после выталкивающей пластины и также вдоль второй оси, проходящей перпендикулярно конвейеру, между положением выдвижения, в котором челночная пластина находится над конвейером, и положением отвода назад, в котором челночная пластина находится с промежутком вбок от конвейера на стороне, противоположной выталкивающей пластине, и средство для передвижения челночной пластины вдоль ее первой и второй осей.
Средство для передвижения челночной пластины может содержать по меньшей мере одну направляющую, проходящую параллельно первой оси, каретку, установленную с возможностью скольжения по направляющей для передвижения вдоль первой оси, первый пневматический цилиндр, установленный на каретке для передвижения с ней, при этом первый пневматический цилиндр соединен для передвижения челночной пластины вдоль второй оси между положениями ее выдвижения и отвода назад, и второй пневматический цилиндр, соединенный для передвижения каретки вдоль первой оси между ее первым и вторым положениями, а также дополнительно может содержать программируемый электронный регулятор, соединенный для управления работой первого и второго пневматического цилиндров.
Устройство может содержать средство для обнаружения опрокидывания контейнера во время перемещения между опорной поверхностью и конвейером, а также две выталкивающие пластины. При этом ячейки ограничены множеством пальцев, выступающих из челночной пластины в направлении поперек конвейера.
Техническая задача изобретения может также решаться за счет того, что устройство для перемещения множества контейнеров с опорной поверхности на непрерывно движущийся конвейер, расположенный вблизи опорной поверхности, включающее по меньшей мере одну выталкивающую пластину, предназначенную для взаимодействия с картонными коробками на опорной поверхности, при этом выталкивающая пластина выполнена с возможностью передвижения вдоль оси, проходящей поперек конвейера, между положением отвода назад, отдаленным от конвейера, и положением выдвижения вблизи конвейера, первое средство для передвижения выталкивающей пластины между ее положением отвода назад и выдвижения для одновременного выталкивания множества контейнеров с опорной поверхности на конвейер, согласно изобретению имеет челночную пластину со многими ячейками, предназначенными для приема контейнеров, когда их загружают на конвейер выталкивающим механизмом, при этом челночная пластина выполнена с возможностью передвижения вдоль первой оси, проходящей параллельно конвейеру, между первым положением напротив выталкивающей пластины и вторым положением после выталкивающей пластины и также вдоль второй оси, проходящей перпендикулярно конвейеру, между положением выдвижения, в котором челночная пластина находится над конвейером, и положением отвода назад, в котором челночная пластина находится с промежутком вбок от конвейера на стороне, противоположной выталкивающей пластине, и второе средство для передвижения челночной пластины вдоль ее первой и второй оси в соответствии с заданной последовательностью для ускорения движения картонных коробок вдоль конвейеров до тех пор, пока картонные коробки не будут передвигаться приблизительно с такой же скоростью, как и конвейер.
При этом первое средство может содержать пневматический цилиндр, соединенный для передвижения выталкивающей пластины между положениями ее выдвижения и отвода назад, и первое средство, дополнительно может содержать программируемый электронный регулятор, соединенный для управления работой пневматического цилиндра.
Второе средство может содержать по меньшей мере одну направляющую, проходящую параллельно первой оси, каретку, установленную с возможностью скольжения по направляющей для передвижения вдоль первой оси, второй пневматический цилиндр, установленный на каретке для передвижения с ней, при этом второй пневматический цилиндр соединен для передвижения челночной пластины вдоль второй оси между положениями выдвижения и отвода назад, и третий пневматический цилиндр, соединенный с кареткой для передвижения каретки вдоль первой оси между первым и вторым положениями.
Устройство может содержать программируемый электронный регулятор, соединенный для управления работой пневматических цилиндров.
Кроме того, устройство может содержать средство для обнаружения опрокидывания контейнера во время перемещения между опорной поверхностью и конвейером.
Другие цели и преимущества настоящего изобретения станут очевидными из сопровождаемого подробного описания, приведенного в сочетании со следующими чертежами:
фиг. 1 - перспективный вид спереди перемещающего механизма для загрузки контейнеров на движущийся конвейер,
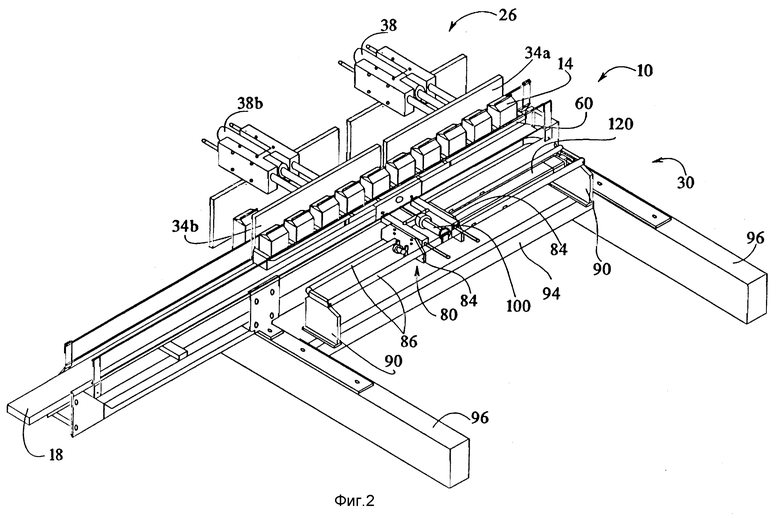
фиг. 2 - перспективный вид сзади перемещающего механизма,
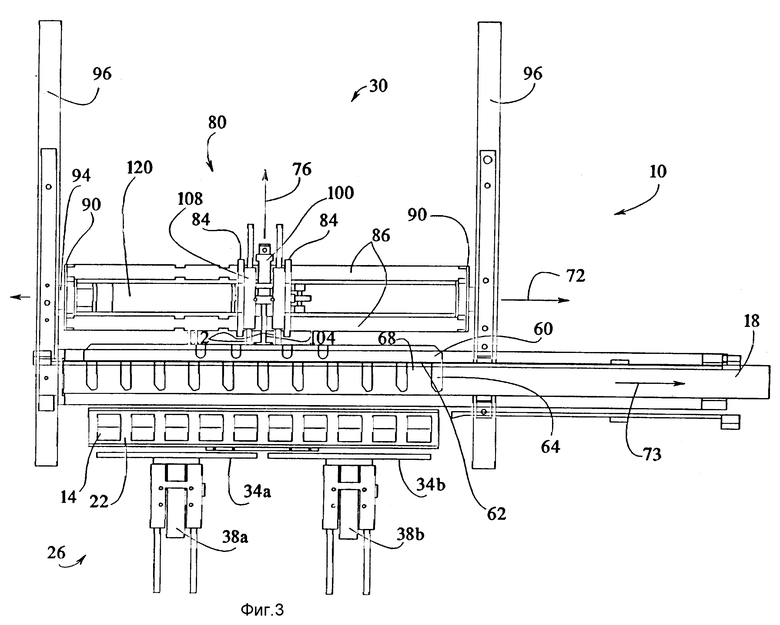
фиг. 3 - вид сверху перемещающего механизма, показывающий челночную пластину, расположенную для загрузки партии картонных коробок на конвейер,
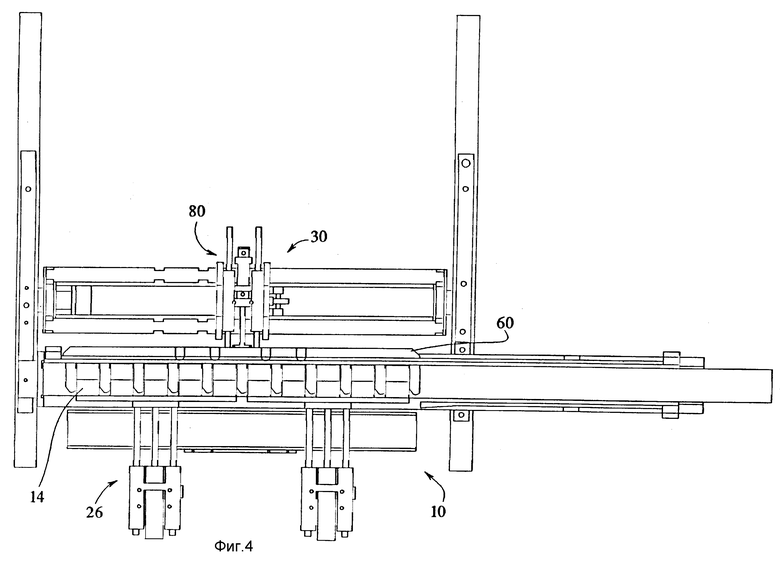
фиг. 4 - вид сверху перемещающего механизма, показывающий выталкивающие пластины, загружающие картонные коробки в челночную пластину,
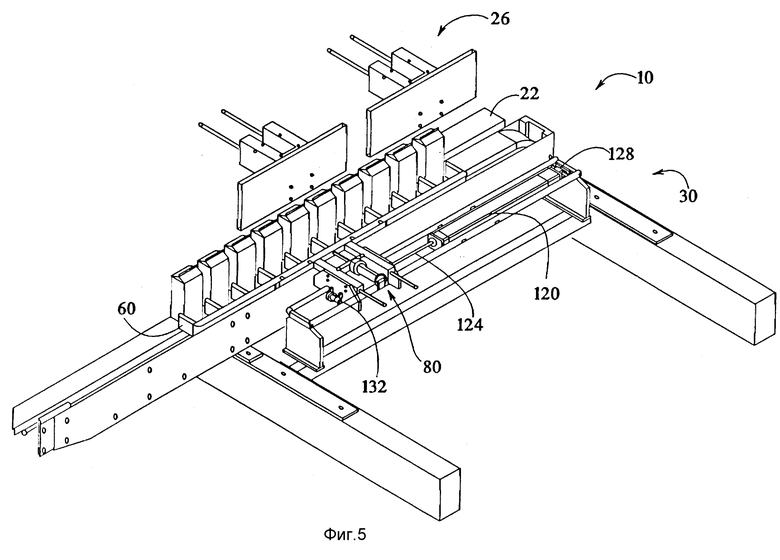
фиг. 5 - перспективный вид сзади перемещающего механизма, показывающий каретку в ее втором положении и челночную пластину в положении ее отвода назад,
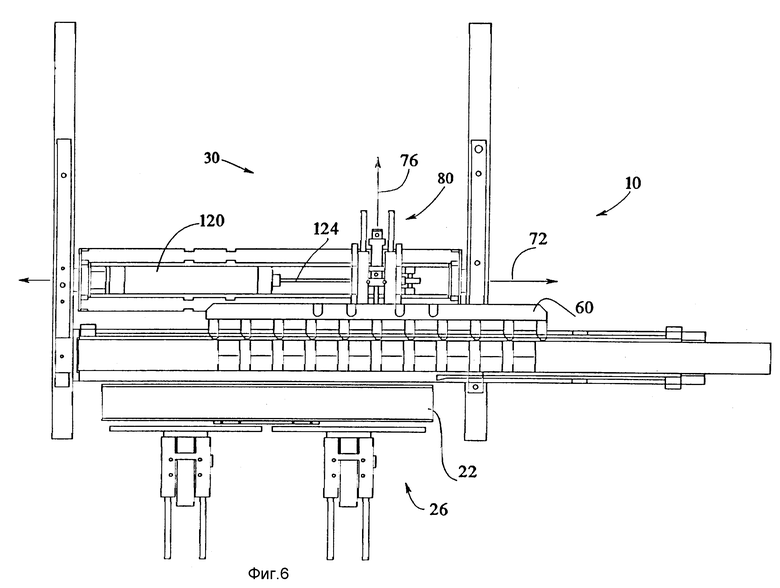
фиг. 6 - вид сверху перемещающего механизма в положении на фиг. 5,
фиг. 7 - схематическое изображение одного типа системы управления для управления работой перемещающего механизма,
фиг. 8 - диаграмма синхронизации, которая может быть использована в системе управления на фиг. 7.
На фиг. 1 и 2 в общем показан перемещающий механизм 10 для загрузки сосудов на движущийся конвейер. Перемещающий механизм 10 может быть использован, например, для загрузки картонных коробок 14 из упаковочной машины (не показана) на бесконечный конвейер 18, который затем направляет картонные коробки 14 к заранее выбранным местам в упаковочном оборудовании. Однако следует учесть, что перемещающий механизм 10 можно легко приспособить для других случаев применения, в которых требуется перемещение предметов, включая контейнеры, упаковки и сырьевые материалы, на движущийся конвейер.
Упаковочная машина содержит подвижную опору в виде вакуумного устройства 22, которое полнее описано в заявке США с порядковым номером 08/315403 (досье корпорации N ТРХ-0065; досье поверенного N 10599 US 01), озаглавленной "Vacuum Cup Bottom Former", которая при этом подана на ту же дату и описание которой инкорпорировано здесь путем отсылки. Картонные коробки 14 переносят в держателях (не показаны), расположенные в ряд вдоль верхней поверхности вакуумного устройства 22. Вакуумное устройство 22 движется вертикально вдоль направляющих рычагов (не показаны) между положением подъема (не показано) и положением опускания (см. фиг. 1), в котором вакуумное устройство 22 находится вблизи конвейера 18. Когда вакуумное устройство 22 достигает своего положения опускания, поршни (не показаны) в держателях движутся вверх и выталкивают картонные коробки 14 из держателей.
После выталкивания картонных коробок 14 из держателей перемещающий механизм 10 загружает картонные коробки 14 на движущийся конвейер 18. Для этой цели перемещающий механизм 10 содержит выталкивающий механизм 26 и челночный механизм 30. Выталкивающий и челночный механизмы 26 и 30 установлены на основании упаковочной машины (не показано), которое поддерживает их ориентацию относительно друг друга и относительно вакуумного устройства 22 и отводящего конвейера 18. Выталкивающий механизм 26 выполнен с возможностью одновременного перемещения заранее определенного количества картонных коробок 18 с вакуумного устройства 22 на конвейер 18. Для этой цели выталкивающий механизм 26 содержит первую и вторую выталкивающие пластины 34a, 34b, которые при нахождении вакуумного устройства 22 в его опущенном положении размещены вровень с картонными коробками. Однако следует учесть, что в перемещающем механизме могла быть использована единственная выталкивающая пластина.
Выталкивающие пластины 34a, 34b выполнены с возможностью передвижения в направлении поперек конвейера 18 между положением отвода назад, находящимся вдали от конвейера 18, и положением выдвижения вблизи конвейера 18. На фиг. 1 и 2 выталкивающие пластины 34a, 34b в положении их отвода назад показаны пунктирными линиями, а в положении их выдвижения - сплошными линиями. Когда выталкивающие пластины 34a, 34b движутся из положения их отвода назад в положение их выдвижения, они движутся поперек вакуумного устройства 22, одновременно перемещая множество картонных коробок 14 на конвейер 18. Каждая выталкивающая пластина 34a, 34b имеет ширину, приблизительно равную половине ширины опоры, так что каждая выталкивающая пластина 34a, 34b "выталкивает" половину картонных коробок 14, переносимых вакуумным устройством 22.
Два пневматических цилиндра 38a, 38b имеют свои поршневые штоки 42a, 42b, жестко соединенные с задней поверхностью соответствующей выталкивающей пластины 34a, 34b посредством установочных выступов 46a, 46b. В пневматические цилиндры 38a, 38b из внешнего источника (не показан) регулируемым образом подают сжатый воздух для передвижения поршневых штоков 42a, 42b и, следовательно, выталкивающих пластин 34a, 34b между положениями отвода назад и выдвижения. Пневматические цилиндра 38a, 38b представляют собой воздушные цилиндры двойного действия, хорошо известные в технике. Каждый пневматический цилиндр 38a, 38b снабжен соленоидным клапаном, реагирующим на управляющий сигнал для регулирования потока сжатого воздуха в цилиндр. Ниже в связи с фиг. 7 будет подробно объяснена система для создания управляющих сигналов. Кроме того, пневматический цилиндр 38a, 38b снабжен регулируемым вручную клапаном (не показан) для регулирования потока воздуха, выпускаемого из цилиндра, что, таким образом, позволяет регулировать скорость передвижения поршневых штоков 42a, 42b.
Пневматические цилиндры 38a, 38b установлены в держателях 50a, 50b, которые жестко соединены с основанием упаковочной машины посредством крепежных деталей (не показаны). В каждом из держателей 50a, 50b установлены с возможностью скольжения два направляющих стержня 54a, 54b, которые простираются параллельно соответствующим поршневым штокам 42a, 42b. Концы направляющих стержней 54a, 54b соединены с выступами 46a, 46b для поддержки выталкивающих пластин 34a, 34b, когда они движутся между положениями их отвода назад и выдвижения. Все пневматические цилиндры 38, направляющие стержни 54 и держатели 50 коммерчески доступны, поскольку поставляются фирмой "Мекман". Для такого применения также подойдут другие детали, имеющиеся на рынке.
Как можно лучше всего видеть на фиг. 3, челночный механизм 30 содержит челночную пластину 60, которая может занимать положение для приема картонных коробок 14, когда их выталкивают на конвейер 18. Челночная пластина 60 имеет множество пальцев 64, которые выступают в направлении к выталкивающим пластинам 34a, 34b. Пальцы с одинаковым интервалом расположены вдоль передней поверхности 62 челночной пластины 60 и ограничивают множество ячеек 68, каждая из которых имеет размер для помещения одной из картонных коробок 14. Эти ячейки удерживают сосуды, предотвращая их опрокидывание при выталкивании на движущийся конвейер.
Челночная пластина 60 выполнена с возможностью передвижения вдоль первой оси 72, проходящей параллельно конвейеру, между первым положением (см., например, фиг. 3) напротив выталкивающих пластин 34a, 34b и вторым положением (см. , например, фиг. 6). При движении челночной пластины из первого положения во второе положение она перемещается в направлении движения конвейера, как этом показано стрелкой 73. Челночная пластина 60 может также двигаться вдоль оси 76, проходящей перпендикулярно конвейеру 18. Челночная пластина 60 движется вдоль второй оси 76 между положением выдвижения (см., например, фиг. 3), в котором челночная пластина расположена над конвейером, и положением отвода назад (см., например, фиг. 6), в котором челночная пластина находится с интервалом вбок от конвейера на стороне, противоположной выталкивающим пластинам 34a, 34b.
Челночная пластина 60 соединена с кареткой 80, которая выполнена с возможностью передвигать челночную пластину вдоль ее первой и второй осей 72, 76. Как показано на фиг. 2 и 3, каретка 80 имеет две параллельные торцевые пластины 84, каждая из которых с возможностью скольжения соединена с двумя направляющими 86. Направляющие 86 проходят параллельно первой оси 72 и поддерживаются опорными элементами 90, расположенными на противоположных концах направляющих 86. Опорные элементы 90, в свою очередь, поддерживаются продольным элементом 94, проходящим между двумя расположенными на расстоянии друг от друга поперечными элементами 96, которые, например, могут образовывать часть основания упаковочной машины.
Для передвижения каретки вдоль первой оси 72 на ней установлен третий пневматический цилиндр 100, который, в общем, похож на вышеописанные пневматические цилиндры. Поршневой шток 104 пневматического цилиндра 100 проходит вдоль второй оси 76 и жестко соединен с задней поверхностью челночной пластины 60 для ее передвижения вдоль второй оси 76 между ее положениями отвода назад и выдвижения. Пневматический цилиндр 100 содержит соленоидный клапан, выполненный с возможностью приема управляющего сигнала и регулирования потока сжатого воздуха в пневматический цилиндр для управления передвижением поршневого штока 104. Пневматический цилиндр 100 соединен с кареткой 80 посредством держателей 108. В держателях 112 с возможностью скольжения установлены два направляющих стержня 108, простирающихся параллельно поршневому штоку 104. Концы направляющих стержней 108 соединены с задней поверхностью челночной пластины 60 для ее дополнительной поддержки.
С кареткой 80 соединен четвертый пневматический цилиндр 120 для передвижения каретки и, следовательно, челночной пластины 60 вдоль первой оси 72. Четвертый пневматический цилиндр 120 установлен между направляющими 86, при этом его поршневой шток 124 проходит параллельно направляющим (см., например, фиг. 6). Закрытый конец цилиндра 120 соединен с одним из опорных элементов 94 через соединительную деталь 128 (см. фиг. 5). Подобным же образом выступающий конец поршневого штока 124 соединен с одной из торцевых пластин 84 каретки посредством второй соединительной детали 132 (см. фиг. 5). Четвертый пневматический цилиндр 120 имеет соленоидный клапан, выполненный с возможностью приема управляющего сигнала и регулирования в ответ потока сжатого воздуха для контроля положения поршневого штока 124. При движении поршневого штока 124 в положение его отвода назад происходит перемещение каретки 80 и, следовательно, челночной пластины 60 в первое положение. Движение поршневого штока в положение его выдвижения заставляет каретку 80 и челночную пластину 60 перемещаться во второе положение.
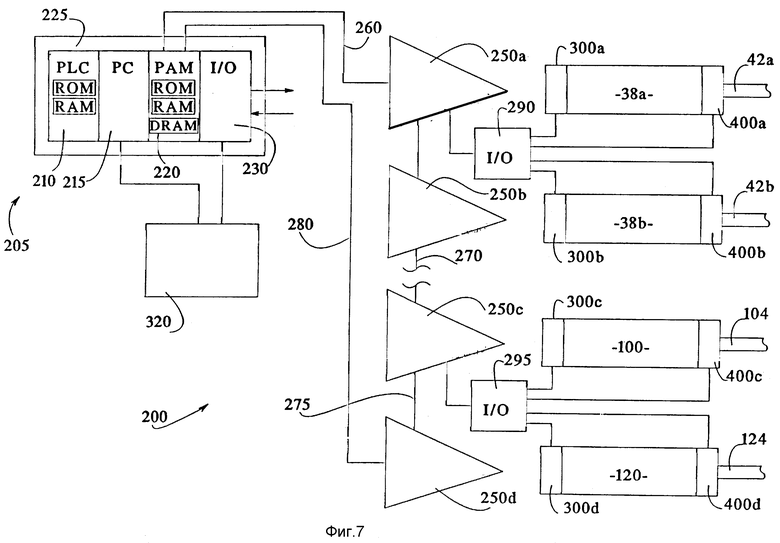
На фиг. 7 схематически изображена блок-схема, иллюстрирующая один вариант воплощения системы управления, пригодной для управления работой пневматических цилиндров 38a, 38b, 100, 120. Система управления 200 содержит средство для обнаружения опрокидывания контейнера во время перемещения между опорной поверхностью и контейнером, выполненное в виде электронного регулятора 205, который подробнее описан в заявке США с порядковым номером 08/315414 (досье корпорации N TPX-0126; досье поверенного N 10623 US 01), озаглавленной "Control System for a Packaging Machine", которая подана на ту же дату и описание которой инкорпорировано здесь путем отсылки. Электронный регулятор 205 содержит программируемый логический контроллер ("PLC"), промышленный ПК 215 и программируемое осевое устройство управления ("PAM") 220, которые все соединены в связи одни с другим в блок с электрическими соединениями VME 225. Компоненты системы управления 200 можно выбрать из любого числа имеющихся в продаже изделий, при этом особые межсоединения зависят от выбранных изделий и, кроме того, соответствуют квалификации тех, кто знаком с такими системами автоматического регулирования с использованием серводвигателя. Например, PLC может быть модели 9070, изготавливаемой "ГМ Фунак". В качестве PAM 220 может быть использовано, например, PAM, изготавливаемое "ГМ Фанук".
Электронный регулятор 205 через интерфейс 230 ввода/вывода ("I/O") соединен для передачи сигналов управления к различным частям упаковочной машины. В частности, PAM 220 соединено со множеством сервоусилителей 250a-250d по соответствующим линиям, которые могут быть, например, оптической кольцевой цепью. Сервоусилители 250a-250d, в свою очередь, соединены для управления серводвигателями (не показаны), которые приводят в действие различные другие механизмы в упаковочной машине. В качестве сервоусилителей 250a-250d могут быть использованы, например, усилители модели ST-1, изготавливаемые "Сокапель".
Если используется сервоусилитель ST-1, то он может содержать плату I/O, соответственно связанную с ним. Соленоидные клапаны 300a-300d в различных пневматических цилиндрах 38a, 38b, 100, 120 можно управлять через платы I/O 290, 295, связанные с сервоусилителями 250a и 250c. В качестве альтернативы соленоидные клапаны 300a-300d могли быть непосредственно соединены с электронным регулятором 205 через интерфейс I/O 230. PAM 220 получает команды от PLC 210, чтобы в соответствии с заданной последовательностью привести в действие пневматический цилиндр 38 для перемещения картонных коробок с вакуумного устройства 25 на конвейер 18.
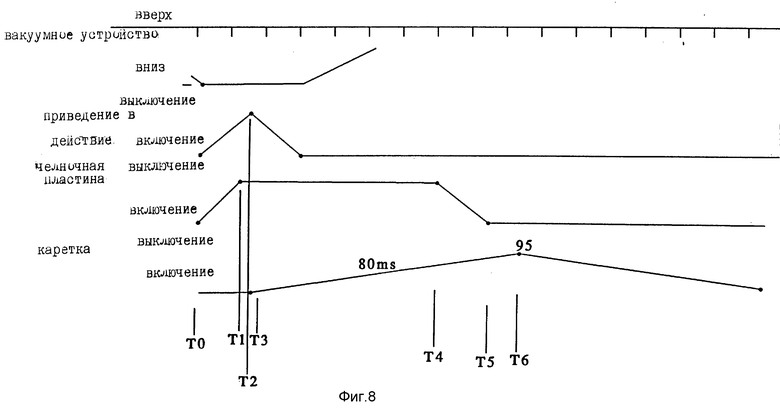
Теперь будет описан рабочий цикл перемещающего механизма 10 со ссылкой на диаграмму синхронизации, показанную на фиг. 8, а также на фиг. 1-6, которые иллюстрируют перемещающий механизм на различных стадиях во время рабочего цикла. Вначале, когда вакуумное устройство 22 достигает своего нижнего положения, выталкивающие пластины 34a, 34b находятся в положении их отвода назад, а каретка 80 находится в своем первом положении при отведенной назад челночной пластине 60. Во время Т0 выталкивающие пластины 34a, 34b начинают двигаться в направлении к положению их выдвижения, а челночная пластина 60 начинает двигаться вдоль второй оси 76 в направлении к положению ее выдвижения. При движении выталкивающих пластин 34a, 34b поперек вакуумного устройства 22 они соприкасаются с рядом картонных коробок и двигают их в направлении к конвейеру 18. Челночная пластина 60 достигает положения своего выдвижения (см. фиг. 3) во время T1, а выталкивающие пластины 34a, 34b достигают положения их выдвижения (см. фиг. 4) во время T2. Челночная пластина 60 расположена таким образом, чтобы картонные коробки 14, при их выталкивании на конвейер 18, загружались в ячейки 68.
После загрузки картонных коробок 14 в челночную пластину 60 четвертый пневматический цилиндр 120 передвигает каретку 80 и челночную пластину 60 вдоль конвейера в направлении ко второму положению. Во время движения каретки 80 в направлении ко второму положению она перемещается по направлению движения конвейера, ускоряясь до скорости, которая приблизительно аналогична скорости конвейера 18. Во время T4, т.е. после достижения челночной пластиной 60 скорости конвейера, третий пневматический цилиндр 100 начинает отводить назад челночную пластину 60 вдоль второй оси 76. Челночная пластина 60 полностью отведена назад от картонных коробок 14 во время T5 (см. фиг. 5 и 6). Во время отвода назад челночной пластины 80 направляющие 140 на конвейере 18 удерживают контейнеры 14 от их смещения вбок (см. фиг. 1). Во время T6, т.е. после полного отвода назад челночной пластины 60, каретка 80 начинает двигаться в свое первое положение для приема другой партии картонных коробок 14.
Возвращаясь теперь к фиг. 7, где электронный регулятор 205 может быть также соединен для управления работой видеомонитора на пульте управления 320 оператора, который передает пользователю информацию о состоянии машины. Например, электронный регулятор 205 запрограммирован на контроль абсолютного положения поршневых штоков 42a, 42b, 104, 124 в различных пневматических цилиндрах 38a, 38b, 100, 120 для проверки того, что перемещающий механизм действует правильно. Для этой цели каждый пневматический цилиндр 28a, 38b, 100, 120 снабжен датчиком абсолютного положения 400a-400d, выполненного с возможностью обнаруживать положение соответствующего поршневого штока 42a, 42b, 104, 124 и соответственно образовывать электрический сигнал, который передается к электронному регулятору 205 через платы I/O 290, 295. В качестве альтернативы датчики положения могли быть соединены с электронным регулятором 205 через интерфейс I/O 230.
Электронный регулятор 205 программируют для проверки положения разных поршневых штоков 42a, 42b, 104, 124 в заданные моменты времени в течение каждого рабочего цикла. Если при проверке поршневой шток 42a, 42b, 104, 124 не оказывается в правильном положении, то предполагается наличие неисправной работы. Одной из причин такой неисправной работы может быть то, что опрокинувшиеся сосуды приостановили движение частей перемещающего механизма. Электронный регулятор 205 запрограммирован на то, что в случае обнаружения неисправной работы он останавливает упаковочную машину и/или передает на пульт управления оператора сигнал или сообщение о неисправности.
Хотя настоящее изобретение описано со ссылкой на конкретный вариант его воплощения, для специалистов в данной области будет очевидно, что в нем возможны изменения, не выходящие за пределы изобретения и его сущности, как они изложены в прилагаемой формуле изобретения.
Изобретение относится к устройствам для транспортировки множества контейнеров на непрерывно движущийся отводящий конвейер, расположенный вблизи опорной поверхности. Вдоль поверхности, противоположной конвейеру, расположены две выталкивающие пластины. Выталкивающие пластины выдвигаются в направлении к конвейеру для одновременного перемещения заранее заданного количества контейнеров на конвейер. Над конвейером находится челночная пластина с ячейками, расположенными для приема картонных коробок, когда их выталкивают на конвейер. Челночная пластина затем движется вдоль конвейера для ускорения движения партии контейнеров до скорости конвейера. После достижения картонными коробками скорости конвейера челночная пластина отводится назад от пути движения конвейера, а контейнеры продолжают движение на конвейере. После этого челночная пластина возвращается в свое первоначальное положение для приема следующей партии контейнеров. Устройство обеспечивает стабильную работу конвейера за счет исключения опрокидывания наполненных контейнеров, а следовательно остановок и заклинивания конвейера. 2 с. и 14 з.п. ф-лы, 8 ил.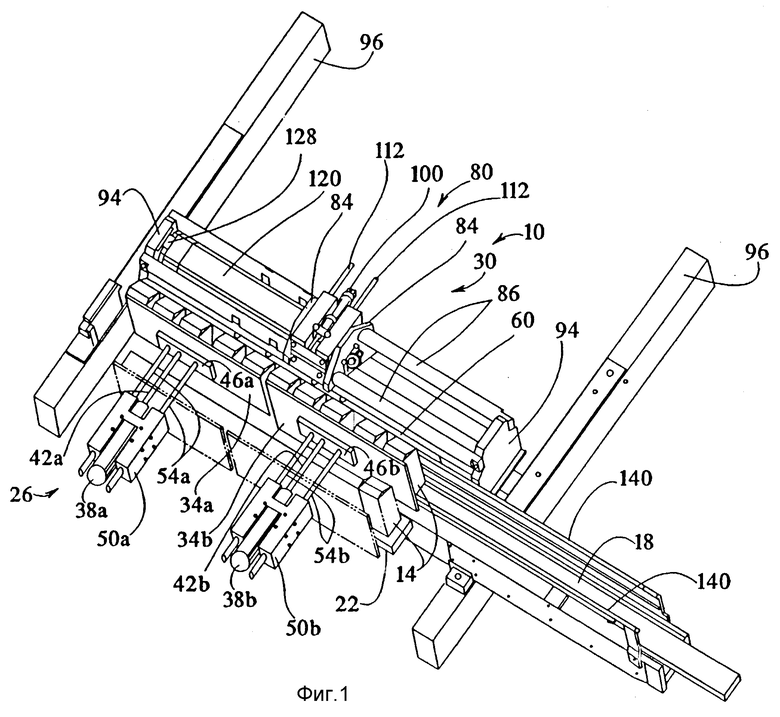
| US 4413720 А, 08.11.83 | |||
| Устройство для ориентации деталей | 1983 |
|
SU1121208A1 |
| US 4617778 А, 21.10.86 | |||
| US 3179231 А, 20.04.65 | |||
| US 5004093 А, 02.04.91. | |||
