Изобретение относится к способу и соответствующему устройству для изготовления изделий или деталей из раскрашенного и/или различным образом декорированного металла, в особенности из сплава алюминия, включая экструдированные или вытянутые полуобработанные изделия, в том числе большого размера, или же согнутые или фигурные листовые материалы, даже имеющие большой размер, в особенности те, которые предназначены для использования в строительстве и области производства бытовой электротехники, такой как холодильники, стиральные машины, и т.п.
Более конкретно, указанный способ позволяет получить отделки поверхностей, которые точно воспроизводят внешний вид различных материалов, таких как волокна дерева и жилки мрамора, или другие узоры, а также перенести на деталь и/или поверхность экструдированных или вытянутых профилей или же на фигурные листы любой орнамент, даже сложный, без деформаций или дефектов этого узора.
Данное изобретение также относится к устройству, которое позволяет изготовить указанные декорированные изделия.
Как известно, при реализации известных способов получения отделки на металлах имеются сложности и затруднения вследствие того, что для них требуются более или менее автоматизированные установки, которые работают с плоской поверхностью лент или листов.
Кроме того, известны другие способы и устройства для осуществления одноцветного окрашивания металлических изделий, например, деталей или профилей из алюминиевого сплава, которые включают в себя очень сложные и дорогие процессы, например, электролитического окрашивания, или же процессы, основанные на технике переноса многоцветного узора с несущей узор подложки на плоскую поверхность, с металла, или ткани, или других материалов, путем одновременного воздействия давления и температуры, которое иногда осуществляют непрерывно с помощью нагретых каландров.
Также известны способы и связанные с ними устройства, которые позволяют получить многоцветные и усложненные отделки на изделиях различных типов и также имеющих отличную от плоской поверхность, путем техники переноса узора с гибкой подложки на всю поверхность изделия посредством сублимации печатной краски. Как известно, эта техника заключается в оборачивании изделия подложкой, содержащей способную сублимироваться отделку, обычно с бумаги, внесении завернутого в бумажную подложку изделия в контейнер, образованный двумя упруго деформируемыми мембранами, прикрепленными к двум по существу прямоугольным рамам, сцепленных друг с другом, создании вакуума в указанном контейнере так, чтобы гибкие мембраны прилипли к изделию, раздавливая подложку на поверхности изделия. Давление и тепло также можно образовать в печи с масляной баней. В этом случае декорируемое изделие, удобным образом обернутое подложкой для переноса отделки, вносят в печь с масляной баней, причем оно защищено оболочкой или мешком из упруго деформируемого материала, стойкого к высоким температурам.
Однако способы такого типа и связанные с ними устройства, например такие, как описанные в FR 2203321 (VILLEROY), EP 544603 (CLAVEAU), EP 451067 (CLAVEAU) и EP 606189 (CLAVEAU), позволяют получить многоцветные или каким-либо образом уложенные отделки только на изделиях малого размера, например, на консервных банках, канистрах, фарфоровых изделиях и т.п., но не на изделиях большого размера, таких как экструдированные профили длиной до 20 метров, изогнутые или фигурные листовые материалы и т.п.
Таким образом, целью данного изобретения является создание способа и связанного с ним устройства для получения профилей открытого или закрытого сечения большого размера из алюминиевого сплава или других металлов, например, экструдированных деталей, имеющих длину до примерно 20 метров, и жестких согнутых и фигурных листов, декорированных таким образом, чтобы тщательно воспроизвести эстетический эффект различных материалов, таких как дерево, мрамор, или подобные материалы, или же каким-либо образом изобразить на поверхности или ее части любой орнамент (цветочный, геометрический или другие), каким бы сложным и детальным он не был.
Дополнительной целью данного изобретения является создание экструдированных профилей для строительства, фигурных листов для бытовой электротехники, и т.п., разнообразным образом декорированных на обозреваемых поверхностях даже сложными узорами, по существу не содержащих дефектов, неоднородностей узора и т.п.
Другой целью изобретения является создание способа, включающего особенно простые и высоконадежные рабочие операции, а также связанное с ним устройство, для получения отделанных изделий, пригодных для широкого использования во многих различных областях, в особенности в строительстве и в области производства мебели, в области бытовой электротехники и т.п.
Эти и другие цели, которые будут более ясны исходя из последующего описания, достигаются посредством способа получения изделий большого размера, таких как экструдированные или вытянутые наполовину обработанные продукты, согнутые и фигурные листы и т.п., которые также имеют впадины, углубления и канавки, раскрашенных и/или различным образом декорированных, особенно из алюминиевого сплава, с использованием техники переноса одноцветных или многоцветных узоров или рисунков, воспроизведенных на бумажной подложке для переноса или подобных средств, путем совместного воздействия давления и температуры, причем согласно изобретению способ включает следующие стадии:
- исходное декорируемое изделие, состоящее из профилей длиной до 20 метров, или же из согнутых или фигурных листов, подвергают обычным операциям подготовки поверхности, таким как очистка, обезжиривание, химическая и/или электролитическая обработка, затем его подвергают одному или нескольким предварительным циклах окрашивания, которые осуществляют с помощью жидких или порошкообразных красок, проводя первую операцию с красками предварительно установленного цвета и таких, чтобы образовать грунтовочное покрытие, и возможную последующую операцию с прозрачными красками, чтобы избежать явлений диффузии красок подложки для переноса, или же в случае алюминия и его сплавов его подвергают анодированию, либо бесцветному, либо с окрашиванием, затем отверждения указанных красок путем полимеризации в указанных циклах окрашивания или же по окончании указанного анодирования осуществляют оборачивание изделия или покрывание поверхностей декорируемого изделия указанной подложкой для переноса, и затем уже завернутое в указанную подложку изделие покрывают оболочкой или мембраной из непроницаемого упруго пружинящего материала, такого как резина или подобный материал, плоской или имеющей такую форму, чтобы по существу соответствовать форме изделия, затем между указанным изделием, завернутым в указанную подложку, и указанной мембраной, создают вакуум, чтобы вызвать однородное прилипание подложки для переноса к форме изделия, и, наконец, обработанное таким образом изделие подвергают нагреву, изменяемому до примерно 280oC, в течение от примерно 30 секунд до 30 минут, чтобы осуществить перенос красок с подложки на изделие и их отверждение путем полимеризации.
Более конкретно, в соответствии с данным изобретением между указанным изделием, завернутым в указанную подложку, и указанной оболочкой или мембраной из непроницаемого материала располагают средство из гибкого воздухопроницаемого материала, такого как ткань с большими уточными нитями, сетку или подобный материал, подходящий для того, чтобы создать тонкие каналы между завернутым в подложку изделием и непроницаемой оболочкой или мембраной, что таким образом дает возможность полного и равномерного выпуска воздуха во время стадии создания вакуума, избегая неравномерностей в сцеплении оболочки с изделием, образования воздушных пузырьков и т.п.
В действительности было замечено, что промежуточное расположение средства из гибкого воздухопроницаемого материала по данному изобретению позволяют получать изделия с различными и сложными отделками, по существу без деформации узора, присутствующих недекорированных участков или участков с плохо програвированными отделками, также тогда, когда изделие имеет большой размер, например, в случае экструдированного профиля с длиной до 20 метров, фигурного и изогнутого листа, такой как дверца холодильника и т.д.
В соответствии с данным изобретением между указанным изделием, завернутым в указанную подложку, и указанной упруго пружинящей мембраной всегда промежуточным образом располагают средство из гибкого материала с остаточной деформацией, такого как крепированная бумага или подобный материал, подходящий для того, чтобы унифицировать и выравнить давление, испытываемое указанной мембраной на поверхностях изделия под воздействием вакуума. В действительности было замечено, что промежуточное расположение указанного средства с остаточной деформацией, такого как крепированная бумага или подобный материал, позволяет получить по существу без деформаций, скручиваний, обесцвечивания и т.п. любой узор и отделку, независимо от того, являются ли они сложными и/или имеют оттенки, контрасты и т.д., даже в наиболее сложных точках поверхности изделия, таких как те, которые соответствуют краям. Кроме того, для обеспечения сцепления подложки с краской с декорируемым изделием и/или для предотвращения деформаций изделий с открытым профилем, по настоящему изобретению в упомянутых впадинах или углублениях всегда используют контрформы или подкладки, между указанной подложкой для переноса и указанной мембраной перед созданием вакуума, если есть желание декорировать также и внутреннюю поверхность указанных углублений, или же в непосредственном контакте с поверхностью указанных углублений, если нет желания декорировать внутреннюю поверхность указанных углублений, например, в случае внутренней поверхности изогнутого листа, который используют для дверцы холодильника, поскольку очевидно, что в этом случае бесполезно декорировать внутреннюю поверхность листа, так как последний будет полностью покрыт изолирующим материалом и противоположной дверцей. В вышеприведенных случаях контрформа используется для того, чтобы противостоять напряжениям, происходящим от создания вакуума, и предотвратить таким образом деформации в декорируемых частях. Контрформу или прокладку можно изготовить из любого жесткого или полужесткого материала, который способен выдержать рабочие температуры. С преимуществом можно использовать такие материалы, как силоксановый каучук, дерево, алюминий, сталь и т. д. Более конкретно, указанное заключительное воздействие нагрева осуществляют с помощью нескольких инфракрасных ламп, или же указанный нагрев осуществляют внутри сушилки туннельного типа или в подобном устройстве с циркуляцией горячего воздуха, достигаемой с помощью любого источника энергии.
Кроме того, указанную конечную температуру нагрева предпочтительно поддерживают в течение времени от 30 секунд до 30 минут.
В способе по изобретению для нанесения на профили используют печатные краски, пригодные также для наружных воздействий.
После подходящих и известных операций по подготовке декорируемых поверхностей осуществляют один или несколько циклов предварительного окрашивания, которые можно достигнуть с применением либо жидких, либо порошкообразных красок, для того, чтобы получить покрытие из грунтовки и возможный прозрачный слой с целью предотвращения явлений диффузии красок, переносимыми с подложки. Кроме того, для практической реализации способа по данному изобретению можно использовать различные устройства, которые позволяют декорировать профили открытого или закрытого сечения с длинами до примерно 20 метров, а также изогнутые и фигурные листы, размер которых подходит для образования деталей мебели, бытовой электротехники, таких как дверцы холодильников и т.п.
Устройство для получения профилей и различным образом декорированного фигурного листа по данному изобретению содержит: скамью длиной до 20 м, на которой размещено изделие, которое нужно декорировать, подходящим образом предварительно обработанное (очищенное, обезжиренное и уже обработанное, с образованием одного или нескольких предварительных красочных покрытий или же подвергнутое анодированию, бесцветному или с окрашиванием), и на которой указанное изделие подготавливают путем обертывания его подложкой для переноса, проницаемым средством и, возможно, средством с остаточной деформацией, плиту с длиной, равной длине указанной скамьи, снабженную множеством сквозных отверстий, на которую переносят и располагают обернутое изделие, покрывающее средство, содержащее по меньшей мере оболочку или мембрану из упруго пружинящего непроницаемого материала, которую располагают на указанном обернутом изделии, покоящемся на указанной плите, устройство для создания вакуума между указанной мембраной и указанной просверленной плитой через указанные отверстия, так что указанная мембрана прилипает и создает давление на указанное обернутое изделие, расположенные над указанной просверленной плитой нагреватели, связанные со средством вентиляции и циркуляции воздуха, находящемся в специальном колпаке.
Более конкретно, указанные нагреватели могут выгодным образом включать, например, батарею инфракрасных ламп в комнате с вентилируемым воздухом.
Кроме того, в случае особо тонких работ, указанная просверленная плита может быть способной горизонтально перемещаться и/или указанный колпак может быть способен подниматься, чтобы облегчить доступ к зоне, связанной с просверленной плитой.
Мембрана с упругой податливостью по существу образована покрывалом из каучука или другого эластичного и термостойкого материала, который накладывают на обернутое декорируемое изделие и который прилипает к нему благодаря вакууму, создаваемому через отверстия. Мембрана может быть полностью свободной, или же для удобства, ее можно прикрепить к плите вдоль одной из ее сторон, или же вдоль края колпака, и т.д.
В соответствии с одним из вариантов данного изобретения, указанное покрывающее средство может быть образовано горизонтально перемещаемым основанием, содержащим первую жесткую раму, к которой прикреплена упругая или полужесткая плита, на которой размещено обернутое изделие, и верхней упруго пружинящей оболочкой, прикрепленной ко второй раме, которая может подниматься или открываться как книга над указанным основанием, причем создание вакуума достигается между указанным основанием и указанной верхней оболочкой через сквозные отверстия в указанной первой или указанной второй раме, связанные с указанным устройством для создания вакуума.
Такое покрывающее средство может быть образовано трубкообразным гибким мешком с длиной немного большей, чем длина декорируемого изделия, причем внутри средства завернуто покрытое подложкой декорируемое изделие и вакуум создается с конца указанного трубкообразного мешка с помощью устройства для создания вакуума.
Дальнейшие характеристики и преимущества данного изобретения будут лучше подчеркнуты следующим подробным описанием, производимым со ссылкой на прилагаемые чертежи, которые имеют только иллюстративную, а не ограничивающую цель, где:
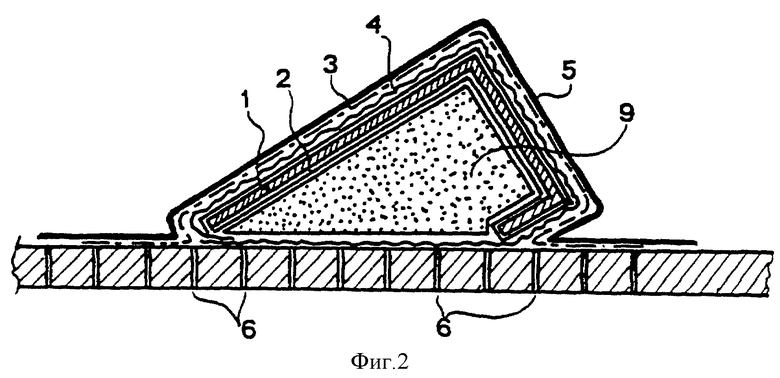
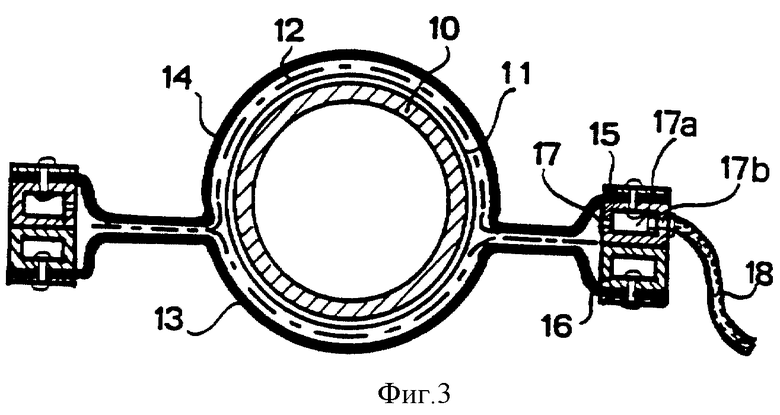
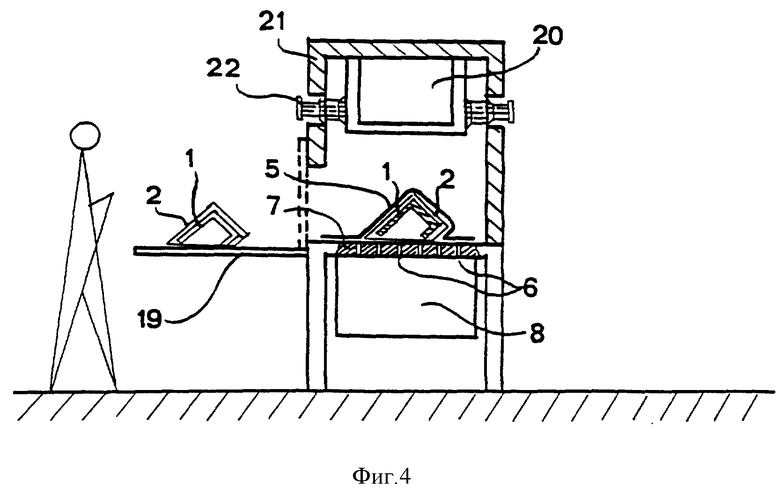
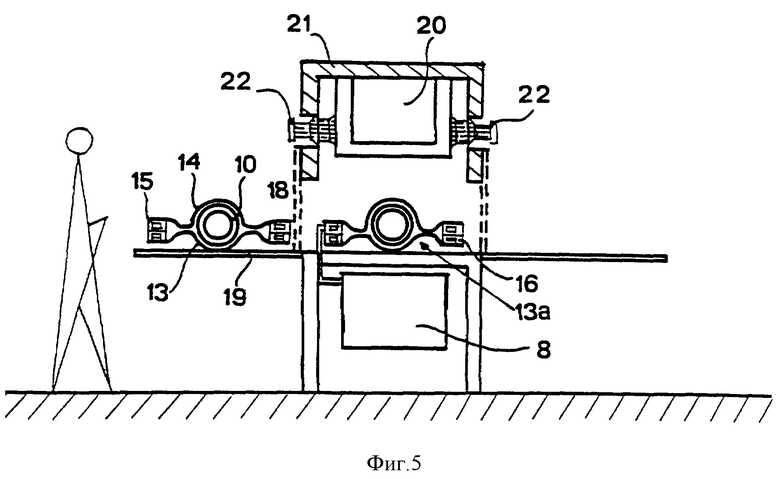
на фиг. 1 и 2 схематически показано сечение изделия, завернутого в различные средства подготовки, покрытого упруго пружинящей мембраной и готового к воздействию нагревания; на фиг. 3 схематически изображено сечение другого типа покрытого изделия, размещенного на перемещаемом основании в соответствии с вариантом данного изобретения, и готового к воздействию нагревания; на фиг. 4 схематически изображено сечение устройства, пригодного для осуществления способа декорирования различных изделий в соответствии с настоящим изобретением, таких как экструдированные стержни, или профили, или фигурные листы различных размеров и длиной до 20 метров; на фиг. 5 везде схематично и в разрезе изображен вариант устройства из фиг. 4.
На фиг. 1 изделие 1, образованное экструдированным профилем из алюминиевого сплава в форме буквы "С", которое в общем используют в области строительства, завернуто в подложку для переноса 2, в ткань с большими уточными нитями 3, пригодную для того, чтобы создать каналы для потока и выпуска воздуха, и в образованное крепированной бумагой средство с остаточной деформацией 4, которое, как указано, особенно удобно, когда надо декорировать поверхности, прилегающих граней, которыми в данном случае являются поверхности 1a, 1b и 1c.
После этого изделие покрывают упруго пружинящей мембраной 5, которая идеально прилипает ко всем частям декорируемых изделий благодаря вакууму, создаваемому между мембраной 5 и плитой 7 через отверстия 6 в плите 7, связанные с устройством для создания вакуума 8. В углубление полого профиля, там где создание вакуума может вызвать деформации в декорируемой детали, можно вставить контрформу 9, которая в данном случае действует как арматура.
На фиг. 2 показан профиль 1 в форме буквы "C", снабженный контрформой 9, наложенной в углубление этого профиля, если надо декорировать также его внутренние грани, в этом случае контрформа 9 действует и как арматура, и как прокладка.
На фиг. 3 изображен вариант изобретения: цилиндрический экструдированный профиль 10, завернутый в подложку для переноса 11 и в ткань с большими уточными нитями 12, помещен на эластичную плиту 13, прикрепленную к первой полой раме 16, верхняя оболочка 14, прикрепленная к полой раме 15, покрывает завернутый в подложку и ткань профиль и прилипает к этой подложке благодаря вакууму, создаваемому через отверстия 17, которые через выемку 17а в раме и отверстия 17b соединены с устройством для создания вакуума 8 через каналы 18. Таким образом, благодаря предусмотренной в раме выемке 17а достигается идеальная однородность создания вакуума, что также вносит вклад в предотвращение дефектов при переносе отделки, когда изделие является сложным или длинным. В примере на фиг. 3 промежуточное размещение кремированной бумаги, то есть средства с остаточной деформацией, не является необходимых, так как поверхность профиля не имеет ребер.
На фиг. 4 изображено устройство, пригодное для получения декорированного изделия по изобретению. Такое устройство содержит скамью 19, на которой находится изделие 1, завернутое в подложку для переноса, ткань, и т.п., причем последняя не представлена. Со скамьи 19 завернутое изделие переносят на плиту 7 и покрывают мембраной или оболочкой 5. После этого через устройство 8, образованное насосом или подобным средством, и через отверстия 6 создают вакуум, так что мембрана 5 прилипает к завернутому изделию по всей его длине. Тепло, необходимое для переноса отделки с подложки на изделие, подается посредством нагревателей 20, расположенных над плитой в колпаке 21. Также предусмотрено средство 22, образованное вентиляторами или подобными устройствами, которое обеспечивает циркуляцию воздуха по всей длине колпака и равномерно по всему изделию. Для большей простоты применения колпак 21 может быть способным подниматься, а также плита, на которой покоится изделие, может быть способной горизонтально перемещаться.
Показанное на фиг. 5 устройство содержит полужесткое основание 13, прикрепленное к раме 16, способное перемещаться в положение 13а и имеющее длину больше длины профиля или листа, с верхней оболочкой 14, прикрепленной к полой раме 15, которая может подниматься или открываться как книга, причем оболочка изготовлена из гибкого материала (резины или подобного материала), который втягивается и идеально прилипает к деталям при, первоначальном создании вакуума с помощью специального устройства 8. Эта часть устройства скользит на рельсах и помещается внутрь канальной сушильной печи 21, чтобы осуществить перенос красок с подложки на изделие. На фиг. 15 указано положение для подготовки деталей и позиция 13а указывает на рабочее положение внутри устройства.
Для вентиляции и циркуляции воздуха имеются вентиляторы 22. Указанная гибкая мембрана может быть образована гибким трубкообразным мешком с длиной немного большей, чем длина декорируемого изделия, причем внутри мешка заключено обернутое в подложку для перевода изделие и вакуум создается с конца указанного трубкообразного мешка с помощью устройства 8 через канал 18.
На практике было замечено, что вышеописанный способ позволяет идеально переносить отделки на подложке на все участки профиля, даже на неплоские, что также позволяет совершенным образом декорировать профили, имеющие сложное сечение, и профили любого размера.
Способ изготовления декорированных экструдированных профилированных элементов для повышения качества заключается в том, что исходное декорируемое изделие длиной до 20 м подвергают обычным операциям подготовки поверхности, таким как очистка, обезжиривание, химическая и/или электролитическая обработка, подвергают одному или нескольким предварительным циклам окрашивания, после отверждения красок изделие оборачивают или покрывают указанной подложкой, завернутое изделие покрывают оболочкой или мембраной и обрабатывают нагреванием. Устройство для изготовления декорированных экструдированных профилированных элементов для расширения разнообразия изготавливаемых изделий содержит плиту со множеством сквозных отверстий, а покрывающее непроницаемое средство образовано мембраной, расположенной поверх указанного завернутого изделия. 2 с. и 7 з. п. ф-лы, 5 ил.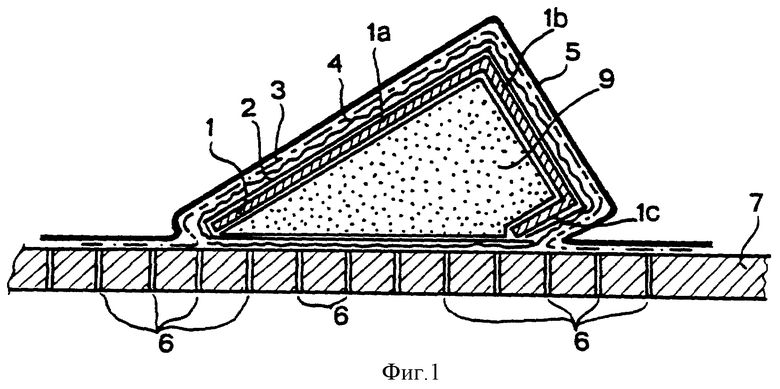
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ВЛАГОСТОЙКИХ МАТЕРИАЛОВ | 1949 |
|
SU81608A1 |
| US 3340121 A, 05.09.67 | |||
| US 3868901 A, 04.03.75 | |||
| US 4328268 A, 04.05.82 | |||
| СПОСОБ, УСТРОЙСТВО И КОМПЬЮТЕРНЫЙ ПРОГРАММНЫЙ ПРОДУКТ ДЛЯ ОБЕСПЕЧЕНИЯ ВОССТАНОВЛЕНИЯ ПОСЛЕ ОШИБКИ ШИФРОВАНИЯ ДЛЯ РАДИОКАНАЛА В РЕЖИМЕ ПЕРЕДАЧИ БЕЗ ПОДТВЕРЖДЕНИЯ | 2009 |
|
RU2504128C2 |
| ВОЗДУХОРАСПРЕДЕЛИТЕЛЬ | 2003 |
|
RU2245495C1 |

