Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления компонента часов или ювелирного изделия, имеющего керамическую основу и структурированную отделку.
Настоящее изобретение относится также к наручным или карманным часам, содержащим внешний элемент и/или циферблат, изготовленные этим способом.
Настоящее изобретение относится также к области внешних или индикаторных компонентов для часового дела, а также к области ювелирных изделий.
Уровень техники
При изготовлении декорированных компонентов трудно достичь правильного оптического эффекта, особенно когда украшение наносится в том же цвете, а механическое структурирование украшения изменяет дифракцию света и внешний вид украшения.
В Европейской патентной заявке № 3067220 (заявитель ROLEX) раскрывается способ декорирования элемента часов, включающий в себя операции глубокой гравировки поверхности декорируемого элемента с помощью фемтосекундного лазера и структурирования поверхности декорируемого элемента часов, причем вышеупомянутые два декоративных элемента по меньшей мере частично накладываются друг на друга.
В патенте CH 713871 (заявитель RICHEMONT) раскрывается компонент часов, содержащий множество графических элементов и способ его изготовления; компонент часов содержит подложку, по меньшей мере на одну часть которой нанесено покрытие, состоящее из множества слоев, включая внешний слой и по меньшей мере один промежуточный слой, сформированный между подложкой и внешним слоем, отличающийся своим внешним видом от внешнего слоя; покрытие имеет по меньшей мере первое отверстие, образующее первый графический элемент и имеющее первую глубину, которая позволяет открыть промежуточный слой, и второе отверстие, имеющее вторую глубину, отличающуюся от первой глубины, таким образом, что компонент содержит по меньшей мере два графических элемента, отличающихся друг от друга своим внешним видом.
Раскрытие сущности изобретения
Настоящим изобретением предлагается способ создания декоративных эффектов и оттенков или голографических эффектов, в частности для украшений, наносимых в том же цвете.
В связи с этим настоящее изобретение относится к способу изготовления компонента часов или ювелирного изделия, имеющего керамическую основу и структурированную отделку, согласно п. 1 формулы изобретения.
Объектом изобретения являются также наручные или карманные часы, содержащие внешний элемент и/или циферблат, изготовленные этим способом.
Объектом настоящего изобретения является также ювелирное изделие, содержащее по меньшей мере один компонент, изготовленный этим способом.
Предлагаемый способ обеспечивает возможность создания декоративных элементов с высоким разрешением на подложках, например керамических, а также сапфировых, стеклянных и т.д.
Краткое описание чертежей
Другие отличительные признаки и преимущества настоящего изобретения станут более ясными после ознакомления с приведенным ниже его подробным описанием со ссылками на прилагаемые чертежи.
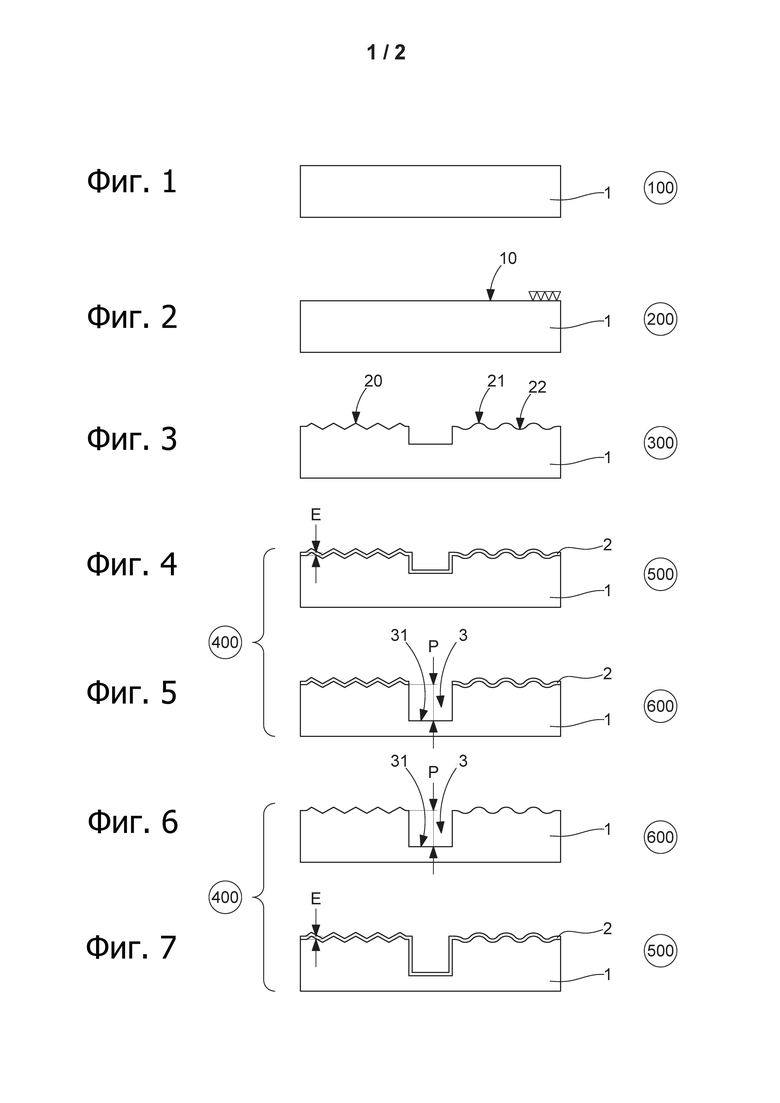
На фиг. 1-11 показаны схематичные виды в разрезе, иллюстрирующие последовательности операций способа согласно настоящему изобретению:
на фиг. 1 показано изготовление основания;
на фиг. 2 – зеркальная полировка каждой видимой поверхности основания, предназначенной для того, чтобы быть видимой для пользователя;
на фиг. 3 – первая операция обработки, в процессе которой выполняется лазерная обработка, и/или механическая обработка алмазным инструментом, и/или абразивная обработка для получения первой тонкой гравировки на по меньшей мере некоторых структурированных поверхностях, содержащих поверхностный рельеф с вершинами и впадинами;
на фиг. 4 – первая операция переноса, в процессе которой выполняется прикрепление по меньшей мере одного декоративного элемента к первой внешней поверхности первого слоя;
на фиг. 5 – первая операция нанесения покрытия, в процессе которой на по меньшей мере одну часть поверхностного рельефа наносится покрытие первой толщины в виде по меньшей мере первого слоя первого металлического декоративного отделочного материала и/или окрашенного декоративного отделочного материала, после которой, как показано на фиг. 6, производится вторая операция механической обработки, в процессе которой выполняется глубокая гравировка для создания первой декоративной полости, глубина которой превышает первую толщину и которая проходит в основание ниже видимой поверхности и ниже впадин поверхностного рельефа;
на фиг. 6-7 – операции, показанные на фиг. 4 и 5, выполняемые в обратной последовательности: на фиг. 6 показана вторая операция обработки, в процессе которой производится глубокая гравировка для создания первой декоративной полости, глубина которой превышает первую толщину и которая проходит в основание ниже видимой поверхности и ниже впадин поверхностного рельефа, после которой выполняется операция, показанная на фиг. 7, в процессе которой на по меньшей мере одну часть поверхностного рельефа наносится покрытие первой толщины в виде по меньшей мере первого слоя первого металлического декоративного отделочного материала и/или окрашенного декоративного отделочного материала;
на фиг. 8 – третья операция обработки заготовки, полученной после выполнения операций, показанных на фиг. 4 и 5, в процессе которой выполняется лазерная абляция первого слоя в карманах, на дне которых открывается керамический материал основания;
на фиг. 9 – третья операция механической обработки, как и на фиг. 8, выполняемая на заготовке, полученной в результате операций, показанных на фиг. 6 и 7;
на фиг. 10 – вторая операция нанесения покрытия, выполняемая на заготовке, полученной после выполнения операции, показанной на фиг. 8, в процессе которой на все видимые поверхности компонента наносится покрытие в виде второго слоя второго отделочного материала;
на фиг. 11 – вторая операция нанесения покрытия на заготовку, как и на фиг. 10, полученную после выполнения операции, показанной на фиг. 9; и
на фиг. 12 – часы с циферблатом, изготовленным и декорированным способом согласно настоящему изобретению.
Осуществление изобретения
Настоящее изобретение относится к способу изготовления компонента часов или ювелирного изделия, имеющего керамическую основу и структурированную отделку, в котором по меньшей мере один раз выполняют базовый цикл, включающий в себя следующие операции, выполняемые в указанном ниже порядке:
- начальную операцию 100, в процессе которой изготавливают основание 1 из подложки, выполненной из керамического материала;
- первую операцию 200 полировки, в процессе которой выполняют зеркальную полировку основания 1, по меньшей мере на видимых поверхностях 10, предназначенных для того, чтобы быть видимыми для пользователя;
- вторую операцию 300 обработки, в процессе которой выполняют лазерную обработку, и/или механическую обработку алмазным инструментом, и/или абразивную обработку для получения первой тонкой гравировки по меньшей мере некоторых структурированных поверхностей, содержащих поверхностный рельеф 20 с вершинами 21 и впадинами 22, гильоширования, или узора "солнечные лучи", или чеканки, или гравировки, или жемчужного зернения, или спиралевидного узора, или кругового зернения, или фацетирования, или сатинирования, или вытягивания, или вогнутой фаски, или узора "женевские полосы", или узора "парижские гвозди";
- первую операцию 400 подготовки, включающую первую операцию 500 нанесения покрытия, в процессе которой на по меньшей мере один участок поверхностного рельефа 20 наносят покрытие первой толщины E в виде по меньшей мере первого слоя 2 первого металлического декоративного отделочного материала и/или окрашенного декоративного отделочного материала, и включающую, до или после первой операции 500 нанесения покрытия, вторую операцию 600 обработки, в процессе которой выполняют глубокую гравировку для получения первой декоративной полости 3, глубина P которой превышает первую толщину E и которая проходит в основание 1 ниже видимой поверхности 10 и ниже впадин 22 поверхностного рельефа;
- третью операцию 700 обработки, в процессе которой выполняют лазерную абляцию первого слоя 2 в карманах 4, на дне которых открывают керамический материал основания 1. Фактически лазерная обработка обеспечивает возможность удаления поверхностного слоя, каким бы тонким он ни был, чтобы достичь поверхности подложки основания, не повреждая последнюю.
Согласно частному варианту осуществления изобретения, в процессе первой операции 400 подготовки выполняют первую операцию 500 нанесения покрытия перед второй операцией 600 обработки, как показано на фиг. 4 и 5.
Согласно другому частному варианту осуществления изобретения, в процессе первой операции 400 подготовки выполняют вторую операцию 600 обработки перед первой операцией 500 нанесения покрытия, как показано на фиг. 6 и 7.
Согласно частному варианту осуществления изобретения, в процессе третьей операции 700 обработки продолжают обработку по меньшей мере одного кармана 4 в керамическом материале основания 1.
Согласно настоящему изобретению, после третьей операции 700 обработки выполняют вторую операцию 800 нанесения покрытия, в процессе которой на все видимые поверхности компонента наносят второй слой 5 второго отделочного материала.
Более конкретно, после второй операции 800 нанесения покрытия, в процессе четвертой операции 900 обработки, производят лазерную абляцию второго слоя 5 в карманах, на дне которых открывают керамический материал основания 1 и/или первый отделочный материал первого слоя 2.
Согласно частному варианту осуществления изобретения, после четвертой операции 700 обработки выполняют итеративный процесс, во время которого каждый раз выполняют операцию нанесения покрытия, во время которой на все поверхности, оставшиеся видимыми после предыдущей операции, наносят покрытие в виде еще одного слоя другого отделочного материала, после чего производят лазерную абляцию нового слоя в карманах, на дне которых открывают керамический материал основания и/или первый отделочный материал первого слоя, или материал одного из слоев, находящихся под новым слоем.
Согласно частному варианту осуществления изобретения, после последней операции обработки выполняют последнюю операцию нанесения покрытия, во время которой на все видимые поверхности компонента наносят прозрачный слой прозрачного отделочного материала 5 сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком.
Согласно частному варианту осуществления изобретения, после последней операции обработки выполняют последнюю операцию, в процессе которой на видимые поверхности компонента наносят покрытие в виде слоя полупрозрачного окрашенного отделочного материала, наносимого сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком.
Согласно частному варианту осуществления изобретения, в качестве материала первого слоя 2 используют материал такого же цвета, что и керамический материал основания.
Согласно частному варианту осуществления изобретения, в качестве материала первого слоя 2 используют материал с более высокой плотностью красящих пигментов, чем плотность красящих пигментов в керамическом материале основания.
Согласно частному варианту осуществления изобретения, все накладываемые друг на друга слои, содержащиеся в компоненте, имеют такой же цвет, что и цвет керамического материала основания.
Согласно частному варианту осуществления изобретения, каждый из наносимых сверху слоев, содержащихся в компоненте, имеет более высокую плотность красящих пигментов, чем плотность красящих пигментов слоя, на который он наносится, и более высокую плотность красящих пигментов, чем у керамического материала основания.
Как вариант, возможно нанесение слоев и в противоположном порядке, когда плотность красящих пигментов в слоях уменьшается от основания к внешнему слою.
Согласно частному варианту осуществления изобретения, выбирают черный или темно-серый цвет.
Согласно частному варианту осуществления изобретения, изготавливают компонент часов или ювелирного изделия для формирования внешнего элемента или циферблата.
Объектом изобретения являются также наручные или карманные часы 1000, содержащие по меньшей мере один компонент часов или ювелирный компонент, изготовленный вышеописанным способом.
Объектом настоящего изобретения является также ювелирное изделие, содержащее по меньшей мере один компонент, изготовленный этим способом.
Разумеется, настоящее изобретение может быть использовано для изготовления не только компонентов часов, но и ювелирных изделий, или компонентов ювелирных изделий, или очков, или модных вещей.
Фактически настоящее изобретение дает возможность изменять и существенно улучшать внешний вид непосредственно видимых пользователю компонентов с инновационными украшениями, а также способствует маркетинговому продвижению бренда и продукта. В частности, настоящее изобретение может быть использовано для идентификационной и/или антиконтрафактной маркировки.
Способ изготовления компонента часов или ювелирного изделия со структурированной отделкой, включающий: изготовление керамического основания (1); выполнение зеркальной полировки; выполнение лазерной и/или механической обработки поверхностного рельефа (20); нанесение на поверхностный рельеф (20) первого слоя (2) первого металлического декоративного отделочного материала и/или окрашенного декоративного отделочного материала, при этом до или после указанной первой операции нанесения покрытия выполняют глубокую гравировку для создания первой декоративной полости (3), глубина которой превышает толщину первого слоя и которая проходит в основание (1) ниже видимой поверхности (10) и ниже впадин (22) поверхностного рельефа (20); выполнение лазерной абляции первого слоя (2) в карманах (4), на дне которых открывают керамический материал; нанесение второго слоя (5) второго материала на все видимые поверхности компонента. 2 н. и 14 з.п. ф-лы, 12 ил.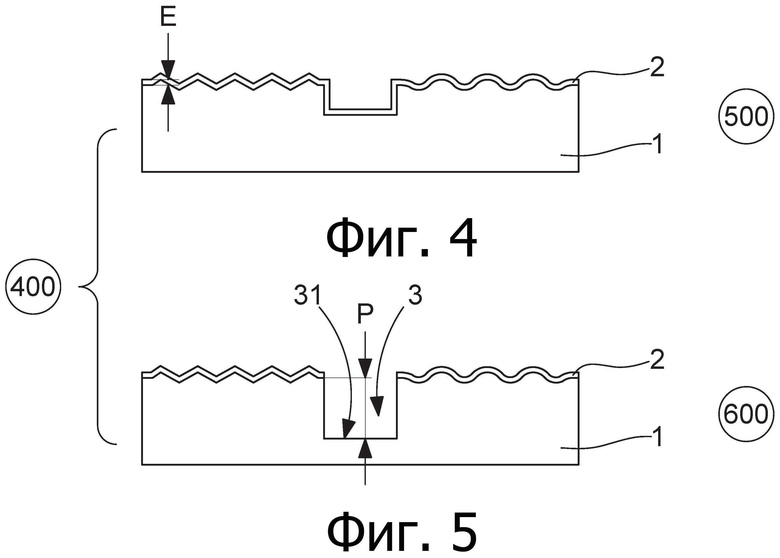
1. Способ изготовления компонента часов или ювелирного изделия, имеющего керамическую основу и структурированную отделку, характеризующийся тем, что по меньшей мере один раз выполняют базовый цикл, включающий в себя следующие операции, выполняемые в указанном ниже порядке:
- начальную операцию (100), в процессе которой изготавливают основание (1) из подложки, выполненной из керамического материала;
- первую операцию полировки (200), в процессе которой выполняют зеркальную полировку указанного основания (1), по меньшей мере на видимых поверхностях (10), предназначенных для того, чтобы быть видимыми для пользователя;
- вторую операцию (300) обработки, в процессе которой выполняют лазерную обработку, и/или механическую обработку алмазным инструментом, и/или абразивную обработку для выполнения первой тонкой гравировки по меньшей мере некоторых структурированных поверхностей, имеющих поверхностный рельеф (20) с вершинами (21) и впадинами (22), или гильоширования, или узора "солнечные лучи", или чеканки, или гравировки, или жемчужного зернения, или спиралевидного узора, или кругового зернения, или фацетирования, или сатинирования, или вытягивания, или вогнутой фаски, или узора "женевские полосы", или узора "парижские гвозди";
- первую операцию (400) подготовки, включающую в себя первую операцию (500) нанесения покрытия, в процессе которой на по меньшей мере один участок указанного поверхностного рельефа (20) наносят покрытие первой толщины E в виде по меньшей мере первого слоя (2) первого металлического декоративного отделочного материала и/или окрашенного декоративного отделочного материала, и включающую в себя, до или после указанной первой операции (500) нанесения покрытия, вторую операцию (600) обработки, в процессе которой выполняют глубокую гравировку для создания первой декоративной полости (3), глубина P которой превышает указанную первую толщину E и которая проходит в указанное основание (1) ниже указанной видимой поверхности (10) и ниже указанных впадин (22) указанного поверхностного рельефа;
- третью операцию (700) обработки, в процессе которой выполняют лазерную абляцию указанного первого слоя (2) в карманах (4), на дне которых открывают керамический материал указанного основания (1);
- вторую операцию (800) нанесения покрытия, которую выполняют после указанной третьей операции (700) обработки и в процессе которой на все видимые поверхности указанного компонента наносят второй слой (5) второго отделочного материала.
2. Способ по п. 1, характеризующийся тем, что в процессе указанной первой операции (400) подготовки указанную первую операцию (500) нанесения покрытия выполняют перед указанной второй операцией (600) обработки.
3. Способ по п. 1, характеризующийся тем, что в процессе указанной первой операции (400) подготовки указанную вторую операцию (600) обработки выполняют перед указанной первой операцией (500) нанесения покрытия.
4. Способ по п. 1, характеризующийся тем, что в процессе указанной третьей операции (700) обработки продолжают обработку по меньшей мере одного указанного кармана (4) в керамическом материале указанного основания (1).
5. Способ по п. 1, характеризующийся тем, что после указанной второй операции (800) нанесения покрытия, в процессе четвертой операции (900) обработки, выполняют лазерную абляцию указанного второго слоя (5) в карманах, на дне которых открывают керамический материал указанного основания (1) или первый отделочный материал указанного первого слоя (2).
6. Способ по п. 5, характеризующийся тем, что после указанной четвертой операции (900) обработки выполняют итеративный процесс, во время которого каждый раз выполняют операцию нанесения покрытия, во время которой на все поверхности, оставшиеся видимыми после предыдущей операции, наносят покрытие в виде еще одного слоя другого отделочного материала, после чего выполняют лазерную абляцию нового слоя в карманах, на дне которых открывают керамический материал указанного основания, или первый отделочный материал указанного первого слоя, или материал одного из слоев, находящихся под указанным новым слоем.
7. Способ по п. 1, характеризующийся тем, что после последней операции обработки выполняют последнюю операцию нанесения покрытия, в процессе которой на все видимые поверхности указанного компонента наносят прозрачный слой прозрачного отделочного материала (5) сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком.
8. Способ по п. 1, характеризующийся тем, что после последней операции обработки выполняют последнюю операцию, в процессе которой на видимые поверхности указанного компонента наносят покрытие в виде слоя полупрозрачного окрашенного отделочного материала, наносимого сухим способом, или физическим осаждением из паровой фазы, или химическим осаждением из паровой фазы, или с помощью атомно-слоевого осаждения, или лакировкой, или лакировкой нитроцеллюлозным лаком.
9. Способ по п. 1, характеризующийся тем, что в качестве материала указанного первого слоя (2) выбирают материал такого же цвета, что и керамический материал указанного основания.
10. Способ по п. 9, характеризующийся тем, что в качестве материала указанного первого слоя (2) выбирают материал с более высокой плотностью красящих пигментов, чем плотность красящих пигментов в указанном керамическом материале указанного основания.
11. Способ по п. 1, характеризующийся тем, что все накладываемые друг на друга слои, содержащиеся в указанном компоненте, имеют такой же цвет, что и цвет указанного керамического материала указанного основания.
12. Способ по п. 11, характеризующийся тем, что каждый из наносимых сверху слоев, содержащихся в указанном компоненте, имеет более высокую плотность красящих пигментов, чем плотность красящих пигментов слоя, на который они наносятся, и более высокую плотность красящих пигментов, чем у указанного керамического материала указанного основания.
13. Способ по п. 9, характеризующийся тем, что в качестве указанного цвета выбирают черный или темно-серый цвет.
14. Способ по п. 11, характеризующийся тем, что в качестве указанного цвета выбирают черный или темно-серый цвет.
15. Способ по п. 1, характеризующийся тем, что указанный компонент часов или ювелирного изделия изготавливают для формирования внешнего элемента или циферблата.
16. Часы (1000), содержащие по меньшей мере один компонент часов или ювелирный компонент, изготовленный способом по п. 1.
| EP 3067220 A1, 14.09.2016 | |||
| Способ термоактивации двунитевых полирибонуклеотидных комплексов | 1978 |
|
SU713871A1 |
| US 4725511 A1, 16.02.1988 | |||
| WO 2013135703 A1, 19.09.2013 | |||
| EP 3181006 A1, 21.06.2017 | |||
| EP 3126914 B1, 06.05.2020. | |||

