Изобретение относится к области станкостроения и может быть использовано для автоматической балансировки шлифовального круга на станке в процессе работы.
Известно устройство [1] для балансировки роторов, содержащее вал для установки балансируемого ротора, цилиндрическую емкость с жидкостью, закрепленную на валу, и кольцевую камеру с жидкостью, размещенную коаксиально с цилиндрической емкостью, подпружиненный сильфон, размещенный в кольцевой камере, и коаксиально расположенные кольцевые диафрагмы, закрепленные на другом торце камеры и образующие дополнительную емкость, сообщающуюся с цилиндрической емкостью и камерой, которые связаны между собой посредством упругих элементов.
Недостатком данного устройства являются сложность его конструкции, большие габариты и вес, а следовательно, и дороговизна.
Известно гидравлическое приспособление [2] для балансировки кругов на шлифовальной машине с ЧПУ НК-5000 фирмы HOFMANN. Оно состоит из четырехкамерной кольцевой емкости, датчика вибрации, блока жиклеров с датчиком фаз, набора клапанов, узла измерения и регулировки, емкости с охлаждающей жидкостью и фильтра.
Недостатками устройства является сложность конструкции и высокая стоимость устройства.
Наиболее близким к предлагаемому изобретению является устройство [3] для автоматической балансировки шлифовального круга на стенке в процессе работы. Устройство содержит датчик, регистрирующий колебания, вызванные неуравновешенностью шлифовального круга, усилитель сигнала датчика, электромагнитное реле с нормально замкнутыми контактами и механизм корректировки, установленный на фланце шлифовального круга и выполненный в виде токонепроводящего диска с прикрепленными к нему кольцевыми электродами, пространство между которыми заполнено диэлектрической жидкостью с вязкостью, увеличивающейся в переменном электрическом поле.
Недостатками устройства являются постоянное энергопотребление во время работы и низкая надежность за счет наличия скользящих контактов.
Задачей изобретения является повышение надежности устройства и снижение его энергопотребления.
Задача осуществляется за счет того, что в устройстве для балансировки шлифовального круга на станке в процессе работы, содержащем датчик вибрации, усилитель его сигнала и механизм корректировки, связанный с выходом усилителя через электромагнитное реле с нормально разомкнутыми контактами, механизм корректировки выполнен в виде соединенного с электромагнитным реле нагревателя, двух обойм и двух колец с цилиндрическими проточками, связанных между собою четырьмя упругими крышками, причем одна обойма с кольцом и двумя упругими крышками образуют одну цилиндрическую полость, а вторая обойма с кольцом и двумя упругими крышками - вторую цилиндрическую полость, при этом указанные полости расположены в двух разных плоскостях исправления несбалансированности круга, а каждая из них связана с нагревателем и частично заполнена легкоплавким материалом, объем которого выбран из условия заполнения полости при любой несбалансированности круга.
Конструкция предлагаемого устройства поясняется чертежом. Устройство для балансировки шлифовального круга 1 содержит датчик несбалансированности 2, усилитель сигнала датчика 3, электромагнитное реле 4 и механизм корректировки, который представляет собой электромеханическую систему, состоящую из следующих элементов: обойм 5 и 6, колец 7 и 8, упругих крышек 9, легкоплавкого материала 10, путепровода 11 и нагревателя 12. Шлифовальный круг 1 с помощью механизма корректировки закреплен на шпинделе 13 станка.
Обоймы 5 и 6, а также кольца 7 и 8 имеют цилиндрические проточки, причем обоймы 5 и 6 соединены соответственно с кольцами 7 и 8 посредством упругих крышек 9 так, что цилиндрические проточки на них расположены коаксиально и вместе с упругими крышками 9 образуют две цилиндрические полости, частично заполненные легкоплавким материалом 10. Объем легкоплавкого материала таков, что при любой несбалансированности он заполняет полости между упругими крышками. Цилиндрические полости с легкоплавким материалом расположены в двух разных плоскостях исправления несбалансированности. Путепроводы 11 расположены по обе стороны шлифовального круга и служат соответственно для подвода теплового излучения от нагревателя 12 к каждой из цилиндрических полостей. Для подвода напряжения U от внешней сети к нагревателю служит электромагнитное реле 4 с нормально разомкнутыми контактами.
Устройство работает следующим образом. При появлении у шлифовального круга 1 несбалансированности возникают вибрации, которые регистрируются датчиком 2. Сигнал датчика через усилитель 3 поступает на реле 4. В результате замыкаются нормально разомкнутые контакты реле и включается напряжение U, подаваемое на нагреватель 12. Тепловое излучение от нагревателя по путепроводам 11 подается на цилиндрические полости, в которых легкоплавкий материал 10 расплавляется и переходит в жидкое состояние. Под действием центробежных сил расплавленный материал перераспределяется в полостях, компенсируя дисбаланс шлифовального круга. Вибрации, вызванные несбалансированностью шлифовального круга, затухают и подача сигнала от датчика на реле 4 прекращается. Реле обесточивается, размыкаются его нормально разомкнутые контакты, и нагреватель 12 отключается от внешней сети. Легкоплавкий материал затвердевает, жесткость подвеса увеличивается, что способствует повышению качества шлифования.
Необходимо отметить особенность предлагаемого устройства. Известно [4], что эффект самоцентрирования проявляется только при наличии упругого подвеса у самоцентрирующихся систем. Поэтому в предлагаемом устройстве предусмотрены упругие крышки 9, которые обеспечивают упругий подвес шлифовальному кругу вместе с кольцами 7 и 8 при жидком состоянии легкоплавкого материала. После затвердевания легкоплавкого материала подвес шлифовального круга становится жестким, что способствует высокому качеству шлифования.
Таким образом, проводя технико-экономическое обоснование предлагаемого технического решения, можно сделать следующие выводы:
1. Отсутствие скользящих контактов позволяет повысить надежность устройства.
2. Потребление энергии от внешней сети необходимо только в процессе балансировки, который по времени мал по сравнению со штатным режимом работы.
3. Предусмотрен подвес шлифовального круга, жесткость которого уменьшается в процессе балансировки, что позволяет использовать эффект самоцентрирования. По окончании балансировки легкоплавкий материал затвердевает, жесткость подвеса увеличивается, что способствует повышению качества шлифования.
Источники информации
1. А. С. N 905675 G 01 М 1/38 Б.И. 6 1982 г. // Устройство для балансировки роторов. Т.А.Носовский, В.И.Белошитский, И.М.Пишник.
2. Гидравлическое приспособление для балансировки кругов на шлифовальной машине с ЧПУ НК 500 фирмы HOFMANN. Техническое описание.
3. А. с. N 369112 G 01 M 1/36 Б.И. 10 1973 г. // Устройство для автоматической балансировки шлифовального круга. Б.И. Горбунов, В.Г.Гусев, В.А. Клещин, В.М.Тришин.
4. Основы балансировочной техники /Под ред. В.А. Щепетильникова, т.1, 2, М., Машиностроение, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРУТИЛЬНОЕ ВЕРЕТЕНО | 1995 |
|
RU2090671C1 |
| УСТРОЙСТВО ДЛЯ ТЕКСТУРИРОВАНИЯ НИТИ | 1993 |
|
RU2064982C1 |
| КОФЕМОЛКА | 1996 |
|
RU2104665C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИ ШЛИФОВАЛЬНОГО КРУГА | 1973 |
|
SU369442A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТКАНЕЙ | 1995 |
|
RU2102018C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2069620C1 |
| ДИНАМИЧЕСКИ НАСТРАИВАЕМЫЙ ГИРОСКОП | 1999 |
|
RU2158902C1 |
| КОМПРЕССОР С ГАЗОСТАТИЧЕСКИМ ЦЕНТРИРОВАНИЕМ ПОРШНЯ | 1995 |
|
RU2098659C1 |
| КЛИСТРОД | 1994 |
|
RU2084042C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИ ВРАЩАЮЩИХСЯ ТЕЛ | 1998 |
|
RU2148806C1 |
Устройство для балансировки шлифовального круга на станке в процессе работы содержит датчик вибрации, усилитель его сигнала и механизм корректировки, управляемый сигналом с выхода усилителя через электромагнитное реле. При этом механизм корректировки выполнен в виде нагревателя, двух обойм и двух колец с цилиндрическими проточками, которые соединены между собой четырьмя упругими крышками. Причем обоймы и кольца с упругими крышками образуют две цилиндрические полости, частично заполненные легкоплавким материалом, объем которого выбран из условия заполнения полостей при любой несбалансированности круга. В результате повышается надежность работы устройства и снижается его энергопотребление. 1 ил.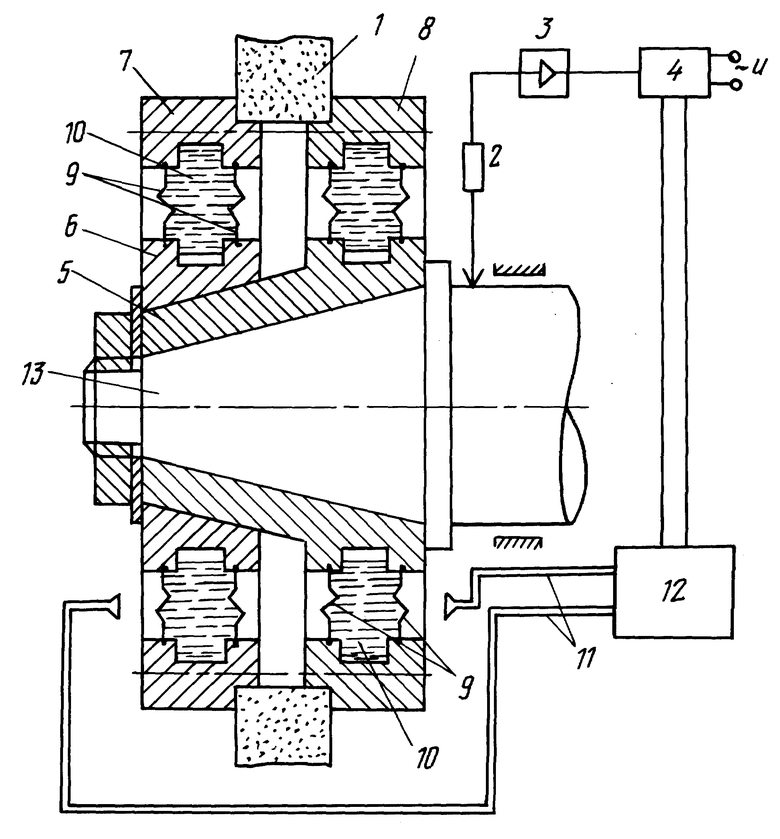
Устройство для балансировки шлифовального круга на станке в процессе работы, содержащее датчик вибрации, усилитель его сигнала и механизм корректировки, связанный с выходом усилителя через электромагнитное реле, отличающееся тем, что электромагнитное реле имеет нормально разомкнутые контакты, а механизм корректировки выполнен в виде соединенного с электромагнитным реле нагревателя, двух обойм и двух колец с цилиндрическими проточками, связанных между собой четырьмя упругими крышками, причем одна обойма с кольцом и двумя упругими крышками образуют одну цилиндрическую полость, а вторая обойма с кольцом и двумя другими крышками - вторую цилиндрическую полость, при этом указанные полости расположены в двух разных плоскостях исправления несбалансированности круга, а каждая из них связана с нагревателем и частично заполнена легкоплавким материалом, объем которого выбран из условия заполнения полости при любой несбалансированности круга.
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИ ШЛИФОВАЛЬНОГО КРУГА | 0 |
|
SU369442A1 |
| Балансирующее устройство | 1988 |
|
SU1555625A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ БАЛАНСИРОВКИ ШЛИФОВАЛЬНОГО КРУГА ПРИ ЕГО ВРАЩЕНИИ | 0 |
|
SU372468A1 |
| Балансирующее устройство | 1988 |
|
SU1594358A1 |
| DE 3606618 А, 03.09.87 | |||
| Камерная электропечь для светлого отжига длинномерных изделий | 1988 |
|
SU1603166A1 |
| DE 3428078 А, 21.03.85. | |||
