Предполагаемое изобретение относится к области производства полупроводниковых приборов и может быть использовано для создания структур "кремний на изоляторе", предназначенных для изготовления дискретных приборов и интегральных схем, стойких к воздействию дестабилизирующих факторов, например, к радиации.
Известен способ изготовления структур "кремний на изоляторе" путем глубокой имплантации ионов кислорода и (или) азота с дозой выше 1018 см-2 в кремниевую подложку с последующим высокотемпературным отжигом, при котором в имплантированном слое протекают химические реакции образования диоксида, нитрида или оксинитрида кремния [1] . Образовавшийся диэлектрический слой изолирует тонкий приповерхностный слой монокристаллического кремния, в котором затем формируют приборные структуры (т. н., приборный слой) от остальной части кремниевой пластины, выполняющей роль пластины-носителя.
Основной недостаток способа [1] в том, что для его реализации необходимо внедрение в кремний высоких, не менее стехиометрических доз ионов кислорода (азота), достижение которых требует большой длительности облучения и сопровождается генерацией высокой концентрации радиационных дефектов, частично сохраняющихся после отжига и ухудшающих качество приборных слоев структур.
Наиболее близким техническим решением к заявляемому является способ изготовления структур "кремний на изоляторе", включающий термокомпрессионное соединение через слой диэлектрика рабочей пластины и пластины-носителя и последующее абразивно- химическое утонение рабочей пластины до заданной толщины приборного слоя [2]. Термокомпрессионное соединение кремниевых пластин через диэлектрический слой, выращенный на пластине-носителе, например, высокотемпературным окислением или осаждением силикатного стекла, проводят обычно при температурах 1200oC1400 К в сжатом состоянии при давлениях не выше 0,1 ГПа в инертной атмосфере или вакууме. После этого одну из пластин (рабочую) утоняют до заданной толщины, определяемой конкретной конструкцией полупроводникового прибора или интегральной схемы, путем последовательного абразивного шлифования, полирования и химико-механического полирования. Структуры, сформированные термокомпрессионным соединением пластин кремния через диэлектрический слой, широко используются для производства радиационно-стойких схем и изделий силовой микроэлектроники.
Недостатком способа [2] является высокая по сравнению с исходной концентрация структурных дефектов в приборном слое. Эти дефекты возникают при термокомпрессионном соединении пластин, но особенно интенсивно этот процесс протекает при абразивном утонении рабочей пластины, прежде всего, за счет трансформации исходных дефектов под действием локально больших механических напряжений в зоне контакта абразивных частиц с обрабатываемой поверхностью. В результате таких напряжений в приборном слое увеличивается концентрация и размеры кластеров точечных дефектов; кластеры по мере роста превращаются в дислокационные петли; активизируются процессы консервативного и неконсервативного перемещения и размножения дислокаций и т.д. В итоге, наличие дефектов приводит к ухудшению качества приборных слоев структур "кремний на изоляторе" и, в частности, к снижению радиационной стойкости интегральных схем, изготовленных на таких структурах.
Техническим результатом заявляемого способа является повышение качества приборных слоев структур "кремний на изоляторе" за счет снижения их дефектности.
Технический результат достигается тем, что в способе изготовления структур "кремний на изоляторе", включающем термокомпрессионное соединение через слой диэлектрика рабочей пластины и пластины-носителя и последующее абразивно-химическое утонение рабочей пластины до заданной толщины приборного слоя, после термокомпрессионного соединения перед утонением структуру со стороны рабочей пластины облучают ионами средних энергий дозами выше дозы аморфизации кремния.
Новым, не обнаруженным при анализе патентной и научно-технической литературы, в заявляемом способе является то, что после термокомпрессионного соединения перед утонением структуру со стороны рабочей пластины облучают ионами средних энергий дозами выше дозы аморфизации кремния.
Технический результат при реализации заявляемого способа достигается благодаря тому, что облучение структур перед утонением со стороны рабочей пластины ионами средних энергий, т.е. ионами, имеющими энергию в диапазоне 10-300 кэВ [3], дозами выше дозы аморфизации кремния приводит к снижению концентрации примесно-дефектных кластеров (микродефектов) и комплексов в области рабочей пластины, контактирующей с заглубинным диэлектрическим слоем. Этот процесс инициируют потоки неравновесных собственных точечных дефектов и упругие волны, возникающие в зоне торможения внедряемых ионов. Эффективность растворения микродефектов и примесно - дефектных комплексов максимальна при достижении доз облучения, соответствующих аморфизации кремния, т.е. максимальной концентрации радиационных дефектов в имплантированном слое, который затем удаляют при абразивно-химическом утонении рабочей пластины. Необходимость использования ионов средних энергий обусловлена тем, что в этом интервале большая часть теряемой ионами при торможении энергий расходуется в упругих столкновениях с атомами кристаллической решетки, а не вследствие ионизации атомов мишени. Именно в результате упругих потерь энергии ионами возникают значительные потоки неравновесных точечных дефектов и упругих волн. Проведение операции ионного облучения после термокомпрессионного соединения пластин обеспечивает снижение концентраций не только исходных (свойственных пластинам данной марки кремния) примесно-дефектных комплексов и микродефектов, но и возникших новых или частично трансформировавшихся исходных во время выполнения термокомпрессионного соединения пластин. В результате уменьшения концентрации дефектов в рабочей пластине в области, прилегающей к диэлектрическому слою, снижается вероятность образования и накопления структурных нарушений при последующем абразивно - химическом утонении, т.е. в приборном слое изготовленной структуры. Глубина очищенной от дефектов области соизмерима с длиной пробега собственных точечных дефектов в кремнии, которая достигает, например, для вакансий несколько микрометров, что при дозах (т.е. длительностях) облучения, обеспечивает аморфизацию, всегда оказывается больше толщины формируемых приборных слоев в структурах " кремний на изоляторе".
Заявляемый способ осуществляют следующим образом. По стандартным абразивным и химическим технологиям готовят поверхность кремниевых пластин до требуемого класса чистоты. После очистки пластин от продуктов обработки и загрязнений на поверхности пластин-носителей выращивают диэлектрический слой, например, термический диоксид кремния. Затем проводят термокомпрессионное сращивание рабочих пластин и пластин-носителей через диэлектрический слой. Полученные таким образом структуры со стороны рабочих пластин подвергают по всей поверхности облучению ионами средних энергий дозами, превышающими дозу аморфизации кремния. Конкретные значения доз аморфизации для ионов различных масс известны [31. После облучения рабочую пластину утоняют до требуемой толщины путем последовательного абразивного шлифования, ионирования и химико-механического полирования. Готовую структуру после очистки от загрязнений и контроля геометрических и физических параметров передают на следующую операцию технологического маршрута изготовления интегральных схем или дискретных приборов.
Пример практической реализации заявляемого способа.
Исследовали остаточную дефектность приборных слоев структур "кремний на изоляторе ", изготовленных по способу-прототипу [2] и заявляемому термокомпрессионным соединением пластин кремния марки КЭФ - 4,5 (III) с исходной толщиной 350 мкм. Общими технологическими операциями для структур обеих партий из 14 шт. были: абразивно-химическая подготовка поверхности исходных пластин по стандартной технологии; окисление пластин-носителей при температуре 1420 К в потоке сухого кислорода для выращивания пленок диоксида кремния на поверхности толщиной 0,8-1,1 мкм; термокомпрессионное соединение пластин в вакууме с давлением остаточных газов не более 10-4 мм.рт.ст. при температуре 1270 К с выдержкой под нагрузкой 90 ± 10 МПа в течение 2,5 часов; абразивно - химическое утонение рабочей пластины путем последовательного шлифования, связанным абразивом АСМ 40/80 (съем материала 50 - 60%), алмазными пастами АСМ - 3 (съем 20-30%) и АСМ -1 (съем - 10%) и финишное химико-механическое полирование суспензией аэросила до толщины приборного слоя 10 - 1 мкм; селективное травление в растворе Сиртла CrO3:HF=1:1 на глубину 4 мкм приборного слоя после окисления структур для определения плотности окислительных дефектов упаковки, зарождающихся на остаточных, после утонения пластины микродефектных и примесно-дефектных комплексах. Плотность окислительных дефектов упаковки определяли не менее, чем по 20 полям зрения микроскопа. Среднее значение плотности дефектов находили с надежностью 0,95.
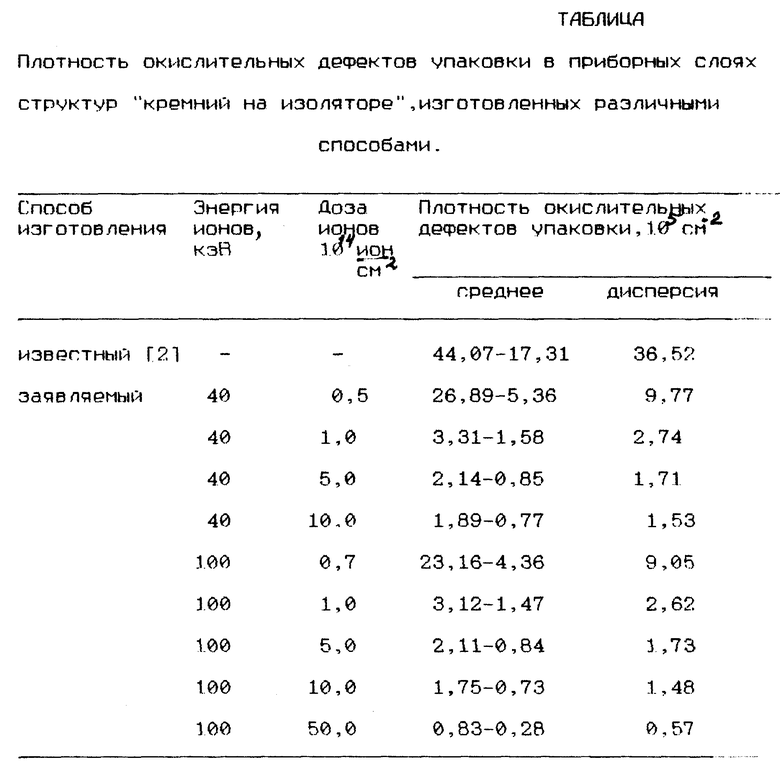
При изготовлении структур по заявляемому способу перед утонением их облучали со стороны рабочей пластины различными дозами ионов аргона с энергией 40 и 100 кэВ. Дозы при постоянной плотности ионного тока набирали путем варьирования длительности облучения.
Результаты исследований в виде средних значений плотности и дисперсии плотности окислительных дефектов упаковки по поверхности приборного слоя в зависимости от облучения приведены в таблице в конце описания.
Из данных таблицы видно, что заявляемый способ позволяет существенно снизить плотность окислительных дефектов упаковки в приборных слоях. Это означает, что в результате облучения происходит уменьшение структурных нарушений, является центрами зарождения окислительных дефектов упаковки. Наибольший эффект по снижению остаточной дефектности приборных слоев структур "кремний на изоляторе" достигается при облучении ионами с дозами выше дозы аморфизации, которая для ионов аргона составляет 1,0•1014 ион/см2. Из таблицы также следует, что дозовая зависимость снижения дефектности выражена сильнее, чем зависимость от энергии ионов.
Литература.
1. Кравченко В. М. ,Будько М.С. Современное состояние КНД- технологии. /Зарубежная электронная техника. 1989,N 9 (340), с.17-19
2. Уэбер С. Эффективные методы изготовления СБИБ повышенной радиационной стойкости. /Электроника., 1987, т. 60, N 24, с. 48-52
3. Вавилов В.С., Кив А.Е., Ниязова О.P. Механизмы образования и миграции дефектов в полупроводниках. М.: Наука, 1981, с. 279м
Использование: в области производства полупроводниковых приборов. Технический результат: повышение качества приборных слоев структур "кремний на изоляторе" за счет снижения их дефектности. Сущность изобретения: производят термокомпрессионное соединение через слой диэлектрика рабочей пластины и пластины-носителя, производят облучение со стороны рабочей пластины ионами средних энергий дозами выше дозы аморфизации кремния, а затем производят абразивно-химическое утонение рабочей пластины до заданной толщины приборного слоя. 1 табл.
Способ изготовления структур "кремний на изоляторе", включающий термокомпрессионное соединение через слой диэлектрика рабочей пластины и пластины-носителя и последующее абразивно-химическое утоньшение рабочей пластины до заданной толщины приборного слоя, отличающийся тем, что после термокомпрессионного соединения перед утоньшением структуру со стороны рабочей пластины облучают ионами средних энергий дозами выше дозы аморфизации кремния.
| Уэбер С | |||
| Эффективные методы изготовления СБИС повышенной радиации стойкости | |||
| Электроника, 1987 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| JP 1225130 A, 08.09.89 | |||
| RU 2071145 C1, 27.12.96 | |||

