Предлагаемое изобретение относится к области производства полупроводниковых приборов и может быть использовано для создания структур "кремний на изоляторе", предназначенных для изготовления дискретных приборов и интегральных схем, стойких к действию дестабилизирующих факторов, например, к радиации.
Известен способ изготовления структур "кремний на изоляторе", включающий термокомпрессионное соединение окисленных рабочей кремниевой пластины с пластиной носителем и последующее абразивно-химическое утонение рабочей пластины до заданной толщины приборного слоя [1]. Термокомпрессионное соединение пластин с предварительно выращенным на них слоем диоксида кремния толщиной от долей до единиц мкм обычно проводят при температурах до 1400 К, выдерживая их определенное время в сжатом друг другом состоянии при давлениях, не выше 0,1 ГПа. Затем одну из пластин (рабочую) склеенной структуры утоняют до заданной толщины, определяемой конструкцией полупроводникового прибора или интегральной схемы, путем последовательного абразивного шлифования, полирования, химико-механического или электрохимического полирования. Такие структуры используют для производства приборов силовой микроэлектроники, микромеханики и специальных интегральных схем. Недостаток способа [1] в том, что при его реализации в приборном слое на операциях термокомпрессионного соединения пластин и абразивно-химического утонения рабочей пластины создается высокая концентрация структурных дефектов, как правило, намного превышающая концентрацию дефектов в исходных пластинах. Наличие дефектов в приборном слое ухудшает его электрофизические и функциональные свойства, в частности приводит к снижению термо- и радиационной стойкости интегральных схем.
Наиболее близким техническим решением к заявляемому является способ изготовления структур "кремний на изоляторе", включающий формирование путем циклического отжига в инертной среде внутреннего геттера в рабочей пластине и геттерирование от примесей и дефектов ее приповерхностного слоя на глубину не менее толщины приборного слоя, термокомпрессионное соединение рабочей пластины с окисленной пластиной-носителем и абразивно-химическое утонение рабочей пластины до заданной толщины приборного слоя [2]. В отличии от способа [1] способ [2] позволяет изготавливать структуры "кремний на изоляторе" с концентрацией микродефектов (кластеров точечных дефектов и мелких дислокационных петель) в приборных слоях на уровне не выше исходной ростовой благодаря геттерированию неравновесных собственных точечных дефектов, возникающих при термокомпрессионном соединении пластин в структуре и абразивно-химическом утонении рабочей пластины до требуемой толщины. Кроме того, в процессе формирования при циклическом отжиге внутренний геттер удаляет из поверхностного слоя рабочей пластины фоновые примеси и способствует частичному растворению микродефектов, возникающих при выращивании слиточного кремния.
Недостатком способа [2] является то, что с его помощью нельзя получить однородное распределение концентрации микродефектов по толщине приборного слоя. После геттерирования концентрация микродефектов имеет наибольшее значение вблизи границы раздела приборного слоя с диоксидом кремния и ее величина уменьшается по мере приближения к области внутреннего геттера. Это приводит к тому, что в тонких приборных слоях (толщины менее 4-5 мкм) структур "кремний на изоляторе", изготовленных по способу [2], сохраняется достаточно высокая остаточная дефектность, ухудшающая их электрофизические характеристики.
Техническим результатом заявляемого способа является повышение качества приборных слоев структур "кремний на изоляторе" за счет снижения их дефектности.
Технический результат достигается тем, что в способе изготовления структур "кремний на изоляторе", включающем формирование путем циклического отжига в инертной среде внутреннего геттера в рабочей пластине и геттерирование от примесей и дефектов ее приповерхностного слоя на глубину не менее толщины приборного слоя, термокомпрессионное соединение рабочей пластины с окисленной пластиной-носителем и абразивно-химическое утонение рабочей пластины до заданной толщины приборного слоя, перед термокомпрессионным соединением рабочую пластину с геттером со стороны, которая будет контактировать с пластиной-носителем, аморфизируют облучением ионами средних энергий и после удаления имплантированного слоя проводят термокомпрессионное соединение пластин.
Технический результат при реализации заявляемого способа достигается благодаря тому, что облучение ионами средних энергий (30-300 кэВ) рабочей пластины кремния перед соединением ее с пластиной-носителем приводит к эффективному растворению микродефектов в приповерхностной области за счет их взаимодействия с неравновесными собственными точечными дефектами и упругими волнами, возникающими в зоне торможения ионов. Этот эффект достигает максимума при дозах внедряемых ионов, превышающих критическою дозу аморфизации кремния для ионов данного сорта. В результате облучения происходит выравнивание профиля распределения концентрации микродефектов по толщине приборного слоя и дополнительное уменьшение общей концентрации дефектов, оставшихся после циклического геттерирования.
Заявляемый способ осуществляется следующим образом. По стандартным абразивным и химическим технологиям готовят поверхность кремниевых пластин до требуемого класса чистоты. После очистки пластин от продуктов обработки и загрязнений в рабочих пластинах путем циклической (двух- или трехстадийной) термообработки в инертной среде формируют внутренний геттер и проводят геттерирование от примесей и дефектов приповерхностных областей пластин на глубину не менее толщины приборного слоя создаваемой структуры. Внутренний геттер, состоящий из кластеров точечных дефектов, дислокационных образований и частиц второй фазы формируют, например, путем последовательного отжига пластин в аргоне или азоте сначала при высоких температурах 1370-1470 К (I стадия), затем при пониженных 1000-1100 К (II стадия) и вновь при повышенных 1370-1470 К (III стадия). Длительность отжига (обычно не менее 5 часов) на каждой стадии определяется предварительно экспериментально для каждого типа пластин, т.е. для конкретного примесно-дефектного состава исходного кремния, в зависимости от глубины очищенной геттером приповерхностной зоны, которая должна быть не менее толщины приборного слоя, задаваемой конструкцией приборов, изготавливаемых на структурах "кремний на изоляторе" данного типа. После геттерирования рабочие пластины со стороны, которая будет затем контактировать со слоем диоксида кремния на пластине-носителе, облучают ионами с энергией из интервала 30-300 кэВ дозами, превышающими дозу аморфизации поверхности кремния. После этого имплантированный слой с внедренной примесью и стабильными радиационными нарушениями удаляют химическим, анодным или плазмохимическим травлением. На подготовленных таким образом пластинах затем выращивают, например, термически, пленка диоксида кремния. Предпочтительнее диоксид кремния выращивать на пластине-носителе, чтобы снизить вероятность дефектообразования в приборном слое рабочей пластины. После окисления осуществляют термокомпрессионное соединение пластины-носителя и рабочей пластины, например, в вакууме при температурах 1200-1400 К в условиях сжатия пластин давлением не более 0,1 ГПа и выдержке в течение 1,5-5 ч. Далее рабочую пластину утоняют до требуемой толщины приборного слоя путем последовательного абразивного, химико-механического или электрохимического полирования. После очистки сформированных структур от загрязнений и контроля геометрических и электрофизических параметров их передают на следующие операции технологического маршрута изготовления приборов.
Пример практической реализации заявляемого способа.
Исследовали остаточную дефектность приборных слоев структур "кремний на изоляторе", изготовленных по способу - прототипу [2] и заявляемому способу термокомпрессионным соединением пластин кремния марки КДБ-12 (001) с исходной толщиной 460 мкм. Основным типом дефектов в исходных пластинах были микродефекты, средняя плотность которых по результатам селективного травления в хромовом растворе состава СrО3:HF=1:1 с надежностью 0,95 составляла (6,9±2,6)•105 см-2, а дисперсии по поверхности и по толщине пластин равны, соответственно, 2,98•105 и 1,04•105 см-2. Измерения плотности дефектов по числу ямок травления, в том числе и послойного, проводили не менее, чем по 20 полям зрения микроскопа NEOPHOT 32.
Общими технологическими операциями при изготовлении структур обоими способами были:
- абразивная и химическая подготовка поверхности исходных пластин по стандартной технологии с финишным химико-механическим полированием суспензией аэросила;
- термическое выращивание пленки кремния толщиной 0,7 мкм на поверхности пластин-носителей в атмосфере сухой, влажный кислород при температуре 1220 К;
- формирование внутреннего геттера в рабочей пластине путем трехстадийного отжига в потоке аргона: 1370 К - 6 ч, 1120 К - 12 ч и 1370 К - 10 ч; толщина термически прогеттерированного слоя составила 12±2 мкм;
- термокомпрессионное соединение пластин в вакууме 0,01 Па при температуре 1270 К с выдержкой под нагрузкой 80±5 МПа в течение 2 ч;
- абразивно-химическое утонение рабочей пластины, включающее обработку связанным абразивом АСМ 40/28 (съем 50%), алмазными пастами АСМ-3 (съем 25%) и АСМ-1 (съем 10%) и финишное химико-механическое полирование щелочной суспензией аэросила до толщины приборного слоя 10±1 мкм;
- селективное травление в хромовом травителе в сочетании с послойным стравливанием приборного слоя в травителе HNO3:HF:СН3СООН=40:1:1 со скоростью 1 мкм/мин и анализом картин травления на микроскопе NEOPHOT 32.
Рабочие пластины структур, изготавливавшихся по заявляемому способу, перед термокомпрессионным соединением со стороны, которая должна контактировать с пленкой диоксида кремния, облучали ионами аргона с энергией 50 кэВ дозами 6•1013 см-2 и 3•1016 см-2. После этого имплантированный слой толщиной 0,8 мкм удаляли анодным травлением и осуществляли термокомпрессионное соединение пластин и утонение рабочей пластины.
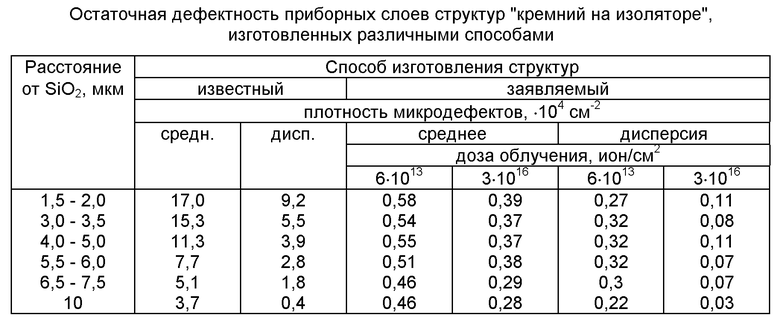
Результаты измерений плотности микродефектов в приборных слоях структур обоих партий, измеренной на различных расстояниях от границы раздела с пленкой диоксида кремния, приведены в таблице.
Как видно из данных, представленных в таблице, заявляемый способ позволяет существенно снизить плотность остаточных микродефектов и сделать более однородным распределение их концентрации по толщине приборных слоев "кремний на изоляторе", причем наиболее эффективное снижение дефектности происходит при дозах облучения ионами рабочей пластины, превышающей дозу аморфизации кремния ионами аргона (Ф≥5•1014 см-2). Таким образом, технический результат - повышение приборных слоев структур "кремний на изоляторе" за счет снижения их дефектности - при реализации заявляемого способа - достигается.
Литература
1. Уэбер С. Эффективные методы изготовления СБИС повышенной радиационной стойкости /Электроника, 1987, т.60, N 24, с.48-52.
2. Патент РФ N 2139595, МПК 6 Н 01 L 21/322, опубл. 10.10.99, Бюл. N 28.
Изобретение относится к области производства полупроводниковых приборов и может быть использовано для создания структур "кремний на изоляторе", предназначенных для изготовления дискретных приборов и интегральных схем, стойких к действию дестабилизирующих факторов. Технический результат: повышение качества приборных слоев структур "кремний на изоляторе" за счет снижения их дефектности. Сущность изобретения: в способе изготовления "кремний на изоляторе", включающем формирование путем циклического отжига в инертной среде внутреннего геттера в рабочей пластине и геттерирование от примесей и дефектов ее приповерхностного слоя на глубину не менее толщины приборного слоя, термокомпрессионное соединение рабочей пластины с окисленной пластиной-носителем и абразивно-химическое уплотнение рабочей пластины до заданной толщины приборного слоя, перед компрессорным соединением рабочую пластину с геттером со стороны, которая будет контактировать с пластиной-носителем, аморфизируют облучением ионами средних энергий и после удаления имплантированного слоя проводят термокомпрессионное соединение пластин. 1 табл.
Способ изготовления структур "кремний на изоляторе", включающий формирование путем циклического отжига в инертной среде внутреннего геттера в рабочей пластине и геттерирование от примесей и дефектов ее приповерхностного слоя на глубину не менее толщины приборного слоя, термокомпрессионное соединение рабочей пластины с окисленной пластиной-носителем и абразивно-химическое утонение рабочей пластины до заданной толщины приборного слоя, отличающийся тем, что перед компрессионным соединением рабочую пластину с геттером со стороны, которая будет контактировать с пластиной-носителем, аморфизируют облучением ионами средних энергий и после удаления имплантированного слоя проводят термокомпрессионное соединение пластин.
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУР "КРЕМНИЙ НА ИЗОЛЯТОРЕ" | 1998 |
|
RU2139595C1 |
| УЭБЕР С | |||
| Эффективные методы изготовления СБИС повышенной радиационной стойкости | |||
| - Электроника | |||
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУР "КРЕМНИЙ НА ИЗОЛЯТОРЕ" | 1998 |
|
RU2137252C1 |
| Измеритель относительной влажности газовой среды | 1984 |
|
SU1226168A1 |

