Настоящее изобретение имеет отношение к созданию способа усиления эффекта разделения между формой и отвержденной формовочной массой в ходе литья под давлением или литьевого прессования. Более конкретно, настоящее изобретение связано с созданием способа уменьшения критического поверхностного натяжения поверхности формы и усиления эффекта отделения за счет покрытия поверхности формы тонким слоем или слоями низкотемпературной плазмы, образованной органическим полимером.
Известно, что большое число пластмассовых изделий производится при помощи литья под давлением или литьевого прессования. Однако величина критического поверхностного натяжения металлических материалов, которые используются для образования поверхности формы, так велика (от нескольких сот до тысячи Нм/м2), что отвержденные полимерные изделия прилипают к форме и их трудно от нее отделить. (Следует иметь в виду, что краска имеет большую адгезию к металлической поверхности, чем к поверхности стекла или пластика). Таким образом, для обеспечения легкого отделения полимерных изделий от формы следует производить добавку разделительного состава в формовочную массу полимера, стабилизаторов, красителей, наполнителей, упрочняющих веществ и т.п. В качестве разделительного состава используют главным образом полиэфирный парафин, содержание которого в формовочной массе составляет ориентировочно от 0,5 до 1,0 весовых процентов.
Однако использование разделительных составов приводит к следующим отрицательным последствиям. Например, при использовании технологии монтажа микросхем, (1) разделительный состав препятствует отверждению изделий из расплава полимера, (2) разделительный состав оставляет загрязнения на поверхности формы после отверждения полимера за счет карбонизации или полимеризации, (3) он совершенно не имеет совместимости с рамкой с выводами, поэтому при упаковке между этой рамкой и полимерной деталью остается зазор, который легко приводит к коррозии рамки с выводами, и (4) разделительный состав, который содержится в полимерном изделии, затрудняет распечатку названия торговой марки на микросхеме.
Среди указанного карбонизация или полимеризация представляют собой наиболее серьезные проблемы. Поэтому поверхность формы должна очищаться растворителем (например, M-PYROL (1-метил-2-пирролидинон), а при литье под давлением или литьевом прессовании - меламиновым очистителем формы. Однако указанные способы очистки приводят к возникновению следующих вторичных проблем: (1) процесс формования (литья под давлением или литьевого прессования) должен быть прекращен в ходе процесса очистки, при этом производительность падает, и (2) M-PYROL создает загрязнение окружающей среды в виде VOC (летучих органических соединений).
Хорошо известно, что критическое поверхностное натяжение у полимера намного меньше, чем у металла, так что другие материалы плохо прилипают к поверхности полимера. Например, можно указать, что для уменьшения критического поверхностного натяжения тефлона (поли-4-фторэтилена) он может быть нанесен на сковороду (для приготовления пищи) при помощи процесса спекания. Однако процесс нанесения тефлона не может быть рекомендован для покрытия формы, так как при этом процессе трудно контролировать толщину пленки покрытия и обеспечить прочную адгезию пленки к форме, которая требуется для выдерживания напряжения сдвига в ходе процессов литья под давлением или литьевого прессования.
Известно, что при плазменном нанесении тонких пленок получают очень плотный слой пленки с однородной толщиной без "проколов" (точечных дефектов) и с хорошей адгезией.
Известно также, что тонкие полимерные пленки могут быть нанесены на металлическую подложку при помощи плазменной полимеризации. Плазменное нанесение органических пленок на металлы в общем виде описано в статье "Покрытие металлических поверхностей в тлеющем разряде", в Журнале Ассоциации Химиков по Маслам и Красителям, том 48, 1965 г. В этой статье в общем виде описан способ нанесения на стальную подложку тонких полимерных пленок, полученных из органических паров (стирола, акрилата, бутадиена и диэтил силиката), с использованием тлеющего разряда (т.е. плазменного осаждения), для обеспечения кратковременной коррозионной защиты. Однако в описанном процессе нет указаний относительно уменьшения критического поверхностного натяжения металлов.
Профессор Ясуда раскрыл некоторые основные факты относительно энергетического уровня плазмы, нанесения органосиланов и очистки кислородом стальной подложки в статье "Плазменная полимеризация при комбинированном вводе энергии для создания защитного покрытия металлов", опубликованной в Журнале Прикладных Полимеров: Симпозиум по Прикладным Полимерам 42, 233 (1988). Однако в этой статье нет сведений относительно уменьшения критического поверхностного натяжения металлов.
Использование полисилоксана в нанесенной при помощи тлеющего разряда пленке для коррозионной защиты стали также раскрыто в патенте Японии N Sho 51 [1976] - 83030. В этом патенте раскрыто использование мощности переменного тока, но нет сведений относительно уменьшения критического поверхностного натяжения.
В связи с указанным существует необходимость в создании способа нанесения тонкопленочного слоя на различные формовочные подложки для уменьшения критического поверхностного натяжения и для обеспечения усиления эффекта отделения. Было обнаружено, что полимеризованная плазмой тонкая пленка имеет хорошую адгезию к металлической форме, причем эта тонкая полимерная пленка имеет очень низкое критическое поверхностное натяжение, поэтому формовочная масса без всякого разделительного состава может подвергаться литью под давлением или литьевому прессованию, причем формовочная масса с разделительным составом или совсем не оставляет загрязнений, или оставляет их меньшее количество на поверхности формы в ходе процессов литья под давлением или литьевого прессования. При этом новом способе также уменьшается число операций очистки поверхности формы.
Задачей настоящего изобретения является создание способа уменьшения критического поверхностного натяжения формы и усиления эффекта отделения от формы вместо добавления разделительного состава в полимерный состав для усиления эффекта отделения полимерных изделий от формы.
В соответствии с настоящим изобретением предлагается способ уменьшения критического поверхностного натяжения формы и усиления эффекта отделения за счет покрытия поверхности формы тонким слоем или тонкими слоями органического полимера, образованного низкотемпературной плазмой.
Способ в соответствии с настоящим изобретением состоит из двух основных этапов. Первым этапом является предварительная обработка поверхности формы плазмой инертного газа (например, аргона) или химически активного газа (например, кислорода). Вторым этапом является плазменное полимерное осаждение тонкой пленки или тонких пленок на поверхность формы при помощи плазменной полимеризации мономера (например, углеводородов, фторуглеродов, органосиланов и т. п.), или смеси мономеров, что позволяет полимерным изделиям легко отделяться от металлической формы в ходе процессов литья под давлением или литьевого прессования.
При плазменном нанесении полимера на поверхность формы отвержденная формовочная масса при литьевом прессовании легко отделяется от формы. В случае использования эпоксидной формовочной массы (EMC) с разделительным составом процесс может быть проведен без всякого загрязнения.
На чертеже схематично показана система плазменного нанесения в соответствии с настоящим изобретением, которая содержит вакуумную камеру, электроды, источник питания радиочастотной (РЧ) мощности, трубопроводы и т.п.
Было обнаружено, что простая система нанесения покрытия, в которой используется плазменная обработка, эффективно осуществляет модификацию поверхности формы.
В настоящем изобретении используется низкотемпературная технология нанесения тонкой полимерной пленки на поверхность формы для уменьшения критического поверхностного натяжения поверхности металлической формы и для усиления эффекта отделения от формы.
Предлагаемая новая система может быть использована со стальными (или металлическими) формами различного типа (например, HSP, ASP, AISI и т.д.), имеющими различные размеры и форму (внешний вид).
Низкотемпературная плазма (или тлеющий разряд) представляет собой частично ионизированный газ, электрически нейтральный в целом, который легко может быть получен за счет электрического разряда в имеющих низкое давление газах или парах. В тлеющем разряде газов имеются электроны, фотоны, ионизированные атомы или молекулы, а также химически активные разновидности, такие как свободные радикалы, причем в технологии низкотемпературной плазмы эти химически активные разновидности используются для изменения свойств поверхности или для нанесения покрытия на поверхность за счет полимеризации. Эта технология может быть разделена (классифицирована) на плазменную обработку для модифицирования физических и химических свойств поверхности, и на плазменную полимеризацию (или полимеризацию тлеющим разрядом) для нанесения тонкой полимерной пленки на поверхность. В процессе плазменной обработки может быть использован инертный газ (например, аргон) или химически активные газы (например, кислород, азот, водородно-водяные пары или воздух); в процессе плазменной полимеризации используют мономерные газы или пары (например, углеводороды, органосиланы, фторуглероды и т.п.).
Плазменная полимеризация совершенно отличается от обычного процесса полимеризации (например, от полимеризации со ступенчатым ростом или полимеризации с ростом цепи), причем свойства плазменного полимера лежат между органическим и неорганическим материалами и структура предшественника не может быть сохранена в плазменном полимере. Характеристики плазменных полимеров в высокой степени взаимосвязаны, они являются термически и химически стабильными, причем на любом твердом материале при помощи тлеющего разряда может быть образовано покрытие из плазменного полимера.
Способ в соответствии с настоящим изобретением состоит из двух основных этапов. Первым этапом является предварительная обработка формы при помощи инертного или химически активного плазменного газа. Вторым этапом является плазменное нанесение (осаждение) тонкой пленки или тонких пленок.
Первый этап, который предусматривает плазменную обработку формы при помощи инертного или химически активного газа, является предпочтительным в сравнении с обычной чисткой и дает лучшие результаты. (Если формы замаслена, то до проведения плазменной обработки она должна быть очищена при помощи обычных методов, например, при помощи чистки растворителем).
После плазменной предварительной обработки инертным или химически активным газом осуществляют второй этап, который представляет собой процесс нанесения на подложку формы тонкого слоя или слоев плазменных полимеров в камере с высоким вакуумом.
Этап 1: Плазменная предварительная обработка.
Полная схема преимущественной системы в соответствии с настоящим изобретением показана на чертеже. (Примечание: показанная система приведена только в качестве примера, причем специалисты могут разработать множество эффективных систем, в которых реализовано настоящее изобретение. Например, возможно производить плазменную предварительную обработку и плазменное осаждение в отдельных камерах при осуществлении некоторых непрерывных процессов).
Для подготовки к проведению операций плазменной предварительной обработки и плазменного осаждения форму помещают по центру камеры в плавающем состоянии и между двумя расположенными вне камеры электродами, которые имеют емкостную или индуктивную связь с источником РЧ (радиочастотной) мощности. (В коммерческих системах число, размер и форма (внешний вид), форма (внешний вид) электродов и их расположение могут изменяться в зависимости от желательного назначения, причем электроды могут перемещаться в пределах камеры для более равномерного нанесения покрытия).
На чертеже показана вакуумная камера 11, подложка (форма) 12, РЧ источник питания 13, согласующая сеть (устройство согласования) 14, клапан отсечки плазменного газа 15, контроллер плазменного газа 16, газовый баллон 17, манометр 18, дроссельная заслонка 19, вакуумный насос 20 и электрод 21.
При помощи вакуумного насоса 20 в вакуумной камере 11 создается разрежение, пока давление в системе не упадет ниже 1 миллиторр. Управление давлением в системе производится независимо от расхода газа при помощи дроссельной заслонки 19 с использованием показаний манометра 18.
Газ или газы для осуществления предварительной обработки (например, кислород, аргон или кислород плюс аргон) подаются в вакуумную камеру 11 при желательном расходе, причем давление поддерживается на уровне ниже 10 торр, а преимущественно ниже 1 торр.
Преимущественно в качестве газа для осуществления предварительной обработки используют кислород, так как он эффективно устраняет органические загрязнения. Однако могут быть использованы и другие химически активные или инертные газы или их смеси. В качестве примеров таких иных газов для осуществления предварительной обработки можно указать воздух, водород, азот, водяной пар, а также смеси газов и т.д.
Операционный параметр процессов низкотемпературной плазмы может быть задан путем выбора отношения входного уровня энергии к массе плазменного газа, W/FM, измеряемого в джоулях (Дж/кг), где W представляет собой входную электрическую мощность (Вт) системы, F является молярным расходом, а М представляет собой молекулярный вес газа (FM представляет собой массовый расход). В соответствии с этим выражением используемый расход зависит от входной мощности и от молекулярного веса газа.
Отношение входной энергии к массе должно составлять от 1 МДж/кг до 10 ГДж/кг. Плазменный газ для осуществления предварительной обработки поступает по линии питания плазменным газом, причем его расход контролируется при помощи соответствующего контроллера 16 расхода плазменного газа.
Для инициализации плазменного состояния включают источник питания 13. Устанавливают желательный уровень мощности. Уровни мощности зависят от расхода, размера подложки (формы), расстояния между электродами, молекулярного веса газа для предварительной обработки, давления и т.д.
Плазма предварительной обработки должна поддерживаться в течение желательного периода времени (обычно от 30 с до 30 мин), после чего источник питания 13 может быть выключен и протекание газа предварительной обработки может быть остановлено с использованием соответствующего клапана отсечки плазменного газа 15.
Время предварительной обработки зависит от операционного параметра W/FM. Эффективная обработка может быть достигнута при поддержании отношения "(входной энергии), умноженной на (время обработки) и поделенной на (массу)" в диапазоне от 0,5 до 100 ГДж/кг. После этапа предварительной обработки плазмой в вакуумной камере 11 вновь создают разрежение при помощи вакуумного насоса 20 до давления ниже 1 миллиторра. На этом этап плазменной обработки завершается. (Примечание: на этапе плазменной предварительной обработки вместо РЧ (радиочастотного) источника питания можно также использовать источник питания постоянного тока, переменного тока, источник питания звуковой частоты или микроволновый источник.)
Этап 2: Осаждение плазменного полимера.
Профессор Ясуда раскрыл базовые концепции плазменного осаждения в книге "Плазменная полимеризация", опубликованной издательством Академик Пресс в 1985 г.
Плазменное осаждение производят подачей плазменного газа для осаждения в вакуумную камеру 11, через контроллер 16 потока плазменного газа, с желательным расходом.
Так же как и в случае плазмы для предварительной обработки, расход зависит от входной мощности системы и молекулярного веса плазменного газа. Отношение входной энергии к массе должно составлять от 1 МДж/кг до 10 ГДж/кг в зависимости от вида плазменного газа для осаждения и от уровня мощности. При подаче плазменного газа для осаждения в вакуумную камеру 11 важно поддерживать давление в системе в диапазоне от 1 миллиторр до 10 торр, преимущественно от 10 миллиторр до 2 торр, а предпочтительно от 20 миллиторр до 500 миллиторр.
Как это указано выше, управление давлением в системе производится независимо от расхода газа при помощи дроссельной заслонки 19 с использованием показаний манометра 18.
И в данном случае после достижения желательного расхода и давления в системе включают источник питания и устанавливают желательный уровень мощности. Уровни мощности зависят от расхода, размера подложки, расстояния между электродами, молекулярного веса плазменного газа, давления и т.д.
Процесс плазменного осаждения продолжается в течение желательного периода времени, чтобы получить желательную толщину пленки и ее желательные свойства. Толщина пленки должна лежать в диапазоне от 10 ангстрем до 10 мкм, преимущественно от 100 ангстрем до 5 мкм, а предпочтительно от 1000 ангстрем до 1 мкм.
Время осаждения обычно составляет от 1 секунды до 1 часа, преимущественно, от 30 с до 30 мин, а предпочтительно от 3 мин до 20 мин. Контроль процесса осаждения может быть основан на параметре " "(входная энергия), умноженная на (время осаждения), поделенная на (массу)". Этот параметр должен составлять от 0,5 до 500 ГДж-с/кг.
По истечении желательного периода времени источник питания 13 может быть выключен, и протекание потока плазменного газа может быть остановлено с использованием соответствующего клапана отсечки плазменного газа 15. Время осаждения зависит от уровня входной мощности, поделенного на массу, выраженного в Дж/кг.
Эффективность осаждения зависит от адгезии пленки, поверхностных свойств пленки, твердости пленки и толщины пленки.
Жидкое или даже твердое соединение может быть использовано как плазменный мономер осаждения (предшественник), если этим соединением может быть создано достаточное давление пара для питания вакуумной системы.
Предпочтительными плазменными мономерами осаждения в соответствии с настоящим изобретением являются органосиланы, фторуглероды, углеводороды и смесь силана и углеводородов.
Не может быть успешно произведена плазменная полимеризация силана, поэтому углеводород (например, метан, этан, этилен, ацетилен, бензол и т.п.) должен быть использован совместно с ним как источник углерода в ходе плазменной полимеризации.
Преимущественными органосиланами являются гексаметилдисилоксан (HMDSO) и триметилсилан (TMS). В качестве альтернативы, но без ограничения, можно указать диметилсилан (DMS), тетраметилсилан, триметилэтоксисилан, метилтриметоксисилан, а также другие органосиланы, которые содержат кремний, кислород, углерод, азот, фосфор или водород и их смеси, с насыщенностью винилом или без нее.
Преимущественным фторуглеродом в соответствии с настоящим изобретением является гексафторэтилен.
Могут быть использованы и другие углеводороды, содержащие кислород, азот, фтор или их смеси (например, метан).
Кроме того, могут быть использованы органометаллические соединения, содержащие сурьму, фосфор, цинк, титан, алюминий, олово, цирконий и другие металлы или их смеси.
Предпочтительно использование транспортирующего газа для плазменного полимерного газа для осаждения (особенно если использован пар с высокой температурой кипения). Транспортирующими газами могут быть инертные газы, такие как аргон, гелий или неон, а также химически активные газы, такие как кислород или азот (или их смеси).
По завершении этапа осаждения в вакуумной камере 11 должно быть создано разрежение с использованием вакуумного насоса до уровня давления ниже 1 миллиторр. Этим этап осаждения завершается.
Следует, однако, подчеркнуть, что поверх первого слоя могут быть нанесены дополнительные слои плазменного полимера. Эти дополнительно нанесенные слои должны быть скорее органическими или органометаллическими, чем силановыми.
Примеры.
Все примеры, если не указано иное, проведены в соответствии с данными, содержащимися в описании настоящего изобретения. Далее приведена более конкретная информация, относящаяся к примерам:
(1) Подложка формы: размер (1,3 х 1,2 х 22,0 см), которая была предварительно очищена растворителем, если имелись загрязнения.
(2) Вакуумная камера: Трубчатый реактор из пирекса с внутренним диаметром 15 см и высотой 120 см.
(3) Источник питания: РЧ источник питания (модель RFX-600 с согласующей сетью производства фирмы Advanced Energy Industries Inc.).
(4) Электроды: Два электрода, показанные на чертеже. Горячий (активный) электрод образован пластиной из стали марки SS306 (53,5 х 5,5 х 0,1 см), холодный (заземленный) электрод образован пластиной из стали марки SS306 (53,5 х 2,8 х 0,1 см), причем оба электрода обернуты вокруг реактора. Расстояние между электродами составляло 30 см.
(5) Механизм вакуумной накачки: Механический роторный насос (двухступенчатая модель Е2М40 производства фирмы Edwards).
(6) Манометр: Емкостной барометр (модель 112А производства фирмы MKS Instruments).
(7) Дроссельная заслонка (модель 25ЗА производства фирмы MKS Instruments) и контроллер дроссельной заслонки (модель 252А производства фирмы MKS Instruments).
(8) Контроллер потока: массовый расходомер (модель 1259А производства фирмы MKS Instruments).
Пример I.
EMC подложка формы/ O2 плазменная предварительная обработка/HMDSO плазменное осаждение.
Подложка: очищенная EMC форма.
Условия проведения O2 плазменной предварительной обработки: РЧ мощность 100 Вт, отношение энергии к массе 1,4 ГДж/кг, расход газа кислорода 3,0 стандартных кубических сантиметра в минуту (sccm), давление в системе 50 миллиторр и длительность приложения мощности 15 мин.
Плазменное осаждение поли(гексаметилдисилоксана) с использованием газа HMDSO: РЧ мощность 50 Вт, отношение энергии к массе 66,7 МДж/кг, расход газа HMDSO 6,2 стандартных кубических сантиметра в минуту (sccm), давление в системе 100 миллиторр и длительность приложения мощности 20 мин.
После проведения указанных плазменных процессов измеренный краевой угол смачивания чистой воды составил 95o, а критическое поверхностное натяжение составило 23 Н•м/м2. Несмотря на то что краевой угол смачивания воды и критическое поверхностное натяжение пластика варьируют в зависимости от состава формовочной массы, измеренные краевой угол смачивания воды и критическое поверхностное натяжение отвержденной EMC составили соответственно 15-25o и 50-60 Н•м/м2, причем хорошо известно, что EMC не может загрязнять форму с нанесенным плазменным полимером. Форма с нанесенным плазменным полимером, обработанная в соответствии с описанным, позволяет легко отделять отвержденные полимерные изделия при литьевом прессовании. В случае применения эпоксидной формовочной массы EMC с разделительным составом описанная форма с плазменной обработкой позволяет работать дольше без всяких загрязнений на поверхности формы, чем необработанная форма.
Пример II.
EMC подложка формы/ O2 плазменная предварительная обработка/ TMS плазменное осаждение.
Подложка: очищенная EMC форма.
Условия проведения O2 плазменной предварительной обработки: РЧ мощность 100 Вт, отношение энергии к массе 1,4 ГДж/кг, расход газа кислорода 3,0 стандартных кубических сантиметра в минуту (sccm), давление в системе 50 миллиторр и длительность приложения мощности 15 мин.
Плазменное осаждение поли(триметилсилана) с использованием газа TMS: РЧ мощность 100 Вт, отношение энергии к массе 0,59 ГДж/кг, расход газа TMS 3,1 стандартных кубических сантиметра в минуту (sccm), давление в системе 100 миллиторр и длительность приложения мощности 20 мин.
После проведения указанных плазменных процессов измеренный краевой угол смачивания чистой воды составил 85o, а критическое поверхностное натяжение составило 30 Н•м/м2. Несмотря на то что краевой угол смачивания воды и критическое поверхностное натяжение пластика варьируют в зависимости от состава формовочной массы, измеренные краевой угол смачивания воды и критическое поверхностное натяжение отвержденной EMC составили соответственно 15-25o и 50-60 Н•м/м2, причем хорошо известно, что EMC не может загрязнять форму с нанесенным плазменным полимером. Форма с нанесенным плазменным полимером, обработанная в соответствии с описанным, позволяет легко отделять отвержденные полимерные изделия при литьевом прессовании. В случае применения эпоксидной формовочной массы EMC с разделительным составом описанная форма с плазменной обработкой позволяет работать дольше без всяких загрязнений на поверхности формы, чем необработанная форма.
Пример III.
EMC подложка формы/ O2 плазменная предварительная обработка/ плазменное осаждение гексафторэтилена.
Подложка: очищенная EMC форма.
Условия проведения O2 плазменной предварительной обработки: РЧ мощность 100 Вт, отношение энергии к массе 1,4 ГДж/кг, расход газа кислорода 3,1 стандартных кубических сантиметра в минуту (sccm), давление в системе 50 миллиторр и длительность приложения мощности 15 мин.
Плазменное осаждение поли(фторэтилена) с использованием газа гексафторэтилена: РЧ мощность 150 Вт, отношение энергии к массе 2,80 ГДж/кг, расход газа гексафторэтилена 6,2 стандартных кубических сантиметра в минуту (sccm), давление в системе 100 миллиторр и длительность приложения мощности 20 мин.
После проведения указанных плазменных процессов измеренный краевой угол смачивания чистой воды составил 120o, а критическое поверхностное натяжение составило 19 Н•м/м2. Несмотря на то что краевой угол смачивания воды и критическое поверхностное натяжение пластика варьируют в зависимости от состава формовочной массы, измеренные краевой угол смачивания воды и критическое поверхностное натяжение отвержденной EMC составили соответственно 15-25o и 50-60 Н•м/м2, причем хорошо известно, что EMC не может загрязнять форму с нанесенным плазменным полимером. Форма с нанесенным плазменным полимером, обработанная в соответствии с описанным, позволяет легко отделять отвержденные полимерные изделия при литьевом прессовании. В случае применения эпоксидной формовочной массы EMC с разделительным составом описанная форма с плазменной обработкой позволяет работать дольше без всяких загрязнений на поверхности формы, чем необработанная форма.
Пример IV.
EMC подложка формы/ Аргоновая (Ag) плазменная предварительная обработка/ Плазменное осаждение смеси бензола, силана и водорода.
Подложка: очищенная EMC форма.
Условия проведения плазменной предварительной обработки аргоном: РЧ мощность 100 Вт, отношение энергии к массе 1,2 ГДж/кг, расход газа аргона 3,0 стандартных кубических сантиметра в минуту (sccm), давление в системе 50 миллиторр и длительность приложения мощности 15 мин.
Плазменное осаждение полимера (аналогичного аморфному SiC) с использованием газовой смеси бензола, силана и водорода: РЧ мощность 200 Вт, отношение энергии к массе 0,797 ГДж/кг, расход бензола, силана и водорода 3,0, 2,0 и 20 стандартных кубических сантиметра в минуту (sccm) соответственно, давление в системе 200 миллиторр и длительность приложения мощности 40 мин.
После проведения указанных плазменных процессов измеренный краевой угол смачивания чистой воды составил 85o, а критическое поверхностное натяжение составило 30 Н•м/м2. Несмотря на то что краевой угол смачивания воды и критическое поверхностное натяжение пластика варьируют в зависимости от состава формовочной массы, измеренные краевой угол смачивания воды и критическое поверхностное натяжение отвержденной EMC составили соответственно 15-25o и 50-60 Н•м/м2, причем хорошо известно, что EMC не может загрязнять форму с нанесенным плазменным полимером. Форма с нанесенным плазменным полимером, обработанная в соответствии с описанным, позволяет легко отделять отвержденные полимерные изделия при литьевом прессовании. В случае применения эпоксидной формовочной массы EMC с разделительным составом описанная форма с плазменной обработкой позволяет работать дольше без всяких загрязнений на поверхности формы, чем необработанная форма.
Пример V.
EMC подложка формы/O2 плазменная предварительная обработка/Ar (транспортирующий газ)+HMDSO плазменное осаждение.
Подложка: очищенная EMC форма.
Условия проведения O2 плазменной предварительной обработки: РЧ мощность 100 Вт, отношение энергии к массе 1,4 ГДж/кг, расход газа кислорода 3,2 стандартных кубических сантиметра в минуту (sccm), давление в системе 50 миллиторр и длительность приложения мощности 15 мин.
Плазменное осаждение поли(гексаметилдисилоксана) с использованием газа HMDSO: РЧ мощность 100 Вт, отношение энергии к массе 37,1 МДж/кг, расход газа аргона 5, 0 стандартных кубических сантиметра в минуту (sccm), расход газа HMDSO 1,0 стандартных кубических сантиметра в минуту (sccm), давление в системе 100 миллиторр и длительность приложения мощности 20 мин.
После проведения указанных плазменных процессов измеренный краевой угол смачивания чистой воды составил 95o, а критическое поверхностное натяжение составило 23 Н•м/м2. Несмотря на то что краевой угол смачивания воды и критическое поверхностное натяжение пластика варьируют в зависимости от состава формовочной массы, измеренные краевой угол смачивания воды и критическое поверхностное натяжение отвержденной EMC составили соответственно 15-25o и 50-60 Н•м/м2, причем хорошо известно, что EMC не может загрязнять форму с нанесенным плазменным полимером. Описанная форма с нанесенным плазменным полимером, обработанная в соответствии с описанным, позволяет легко отделять отвержденные полимерные изделия при литьевом прессовании. В случае применения эпоксидной формовочной массы EMC с разделительным составом описанная форма с плазменной обработкой позволяет работать дольше без всяких загрязнений на поверхности формы, чем необработанная форма.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИКАЦИИ, ПО МЕНЬШЕЙ МЕРЕ, ЧАСТИ ПОВЕРХНОСТИ ПОЛИМЕРА | 1996 |
|
RU2163246C2 |
| СПОСОБ ФОРМИРОВАНИЯ РЕЛЬЕФА ИЗ ЭЛЕКТРОННОГО ИЛИ ФОТОННОГО МАТЕРИАЛА | 2009 |
|
RU2495515C2 |
| ГИДРОФОБНОЕ ПОКРЫТИЕ С УЛЬТРАНИЗКОЙ ОТРАЖАТЕЛЬНОЙ СПОСОБНОСТЬЮ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2721531C2 |
| СПОСОБ ПЛАЗМЕННОГО ОСАЖДЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2382119C1 |
| ДОБАВКА ДЛЯ ЦЕМЕНТА, ИМЕЮЩАЯ УЛУЧШЕННЫЕ ПЛАСТИФИЦИРУЮЩИЕ СВОЙСТВА, И СПОСОБ ЕЕ ПРИГОТОВЛЕНИЯ | 2003 |
|
RU2291128C2 |
| ПЕЧАТНАЯ ПЛАТА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2014 |
|
RU2685692C2 |
| ГАЛОГЕНУГЛЕВОДОРОДНОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ | 2009 |
|
RU2533162C2 |
| БАЛАНСИРОВОЧНОЕ УСТРОЙСТВО, КОРПУС БАЛАНСИРОВОЧНОГО УСТРОЙСТВА, СТИРАЛЬНАЯ МАШИНА, СОДЕРЖАЩАЯ ЕГО, И СПОСОБ УПРАВЛЕНИЯ ЕЮ | 2013 |
|
RU2600714C2 |
| РЕМНИ С ПОЛИУРЕТАНОВЫМ ПОКРЫТИЕМ И ПОКРЫТИЯ ВАЛОВ, СОДЕРЖАЩИЕ НАНОНАПОЛНИТЕЛИ | 2005 |
|
RU2404221C2 |
| ОПТИЧЕСКАЯ ГОЛОВКА СЧИТЫВАНИЯ | 1996 |
|
RU2173483C2 |
Изобретение относится к созданию способа усиления эффекта разделения между формой и отвержденной формовочной массой в ходе литья под давлением или литьевого прессования. Более конкретно, настоящее изобретение связано с созданием способа уменьшения критического поверхностного натяжения поверхности формы и усиления эффекта отделения за счет покрытия поверхности формы тонким слоем или слоями низкотемпературной плазмы, образованной органическим полимером. В способе усиления эффекта отделения от формы поверхность формы предварительно обрабатывают плазмой химически активного или инертного газа. Затем осуществляют нанесение тонкой пленки полимера на поверхность формы при помощи плазменной полимеризации. Изобретение позволяет уменьшить критическое поверхностное натяжение поверхности формы и производить литье под давлением или литьевое прессование пластмасс без использования разделительного состава, а также уменьшить карбонизацию или полимеризацию разделительного состава. 10 з.п. ф-лы, 1 ил.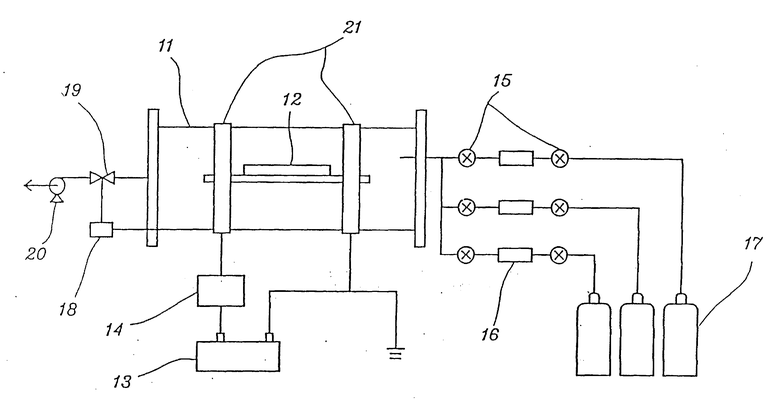
| ВСЕСОЮЗНАЯ аПдт-утуп T-'Y!.'4!<C!^Ui^ И1 ^.11 i fiu- i s-Ahfl it'v ПАл | 0 |
|
SU376104A1 |
| Устройство для регулирования соотношения газ-воздух | 1986 |
|
SU1449774A1 |
| СПОСОБ ФИКСАЦИИ ДОЛГОЖИВУЩИХ РАДИОНУКЛИДОВ ДЛЯ ХРАНЕНИЯ И ТРАНСМУТАЦИИ | 2007 |
|
RU2343575C2 |
| МЕХАНИЗИРОВАННАЯ КРЕПЬ | 0 |
|
SU275949A1 |
| SU 1484741 A1, 07.06.89 | |||
| SU 228923 A, 17.10.68. | |||
