Изобретение относится к способам сборки крыла летательных аппаратов и может быть использовано в самолетостроении.
Известен способ сборки крыла летательного аппарата, заключающийся в том, что в стапель общей сборки устанавливают носовую и хвостовую части крыла, предварительно собранные с передним и задним лонжеронами соответственно, затем собирают каркас кессона с нервюрами, монтируют в нем арматуру, после чего устанавливают панели кессона со снятыми крышками люков-лазов и верхние панели кессона от лонжеронов к съемным панелям, причем съемные панели устанавливают последними (см. авторское свидетельство СССР N 1261226, кл. B 64 F 5/00, 1984).
Известный способ обладает следующими недостатками.
В связи с горизонтальным расположением стапеля общей сборки увеличивается трудоемкость сборочных работ за счет потолочных работ по подготовке отверстий и постановке крепежа по продольным швам крепления панелей с поясами лонжеронов и взаимно.
Затруднена закладка нижних панелей между каркасом крыла и оснасткой, на которой установлен каркас.
В связи с наличием опор, на которые установлен каркас, затруднены подходы к рабочим зонам при креплении верхних и нижних панелей к поясам лонжеронов и взаимно.
Для сборки крыла известным способом нет необходимости в двух технологически съемных панелях. Достаточно иметь одну, что позволит одну из панелей подать на сборку в собранном виде.
Трубопроводы, установленные после сборки каркаса, ухудшат подход для выполнения последующих операций: установки панелей, герметизации и т.д., что увеличит трудоемкость сборочных работ и приведет к повреждениям арматуры.
Технологически съемные панели нельзя устанавливать в стапеле общей сборки окончательно, т.к. через люки-лазы нельзя обеспечить безопасные условия труда и свободные подходы к рабочим зонам при герметизации крыла.
Известен также принятый за прототип способ сборки крыла летательного аппарата, заключающийся в параллельной во времени сборке переднего лонжерона с носовой частью, заднего лонжерона с хвостовой частью, каркаса кессона с нервюрами и фланцами под трубопровод, установке панелей, их герметизации, в том числе замыкающей в последнюю очередь, после герметизации трубопровода (см. авторское свидетельство СССР N 1744893, кл. B 64 F 5/00, 1996).
Однако прототип имеет ограниченные технологические возможности, т.к. предполагает перекладку каркаса крыла из стапеля его сборки в стапель общей сборки крыла, что возможно без деформации каркаса только при его значительной жесткости и малом размахе крыла.
Задачей настоящего изобретения является расширение технологических возможностей известного способа в направлении сборки крупногабаритных крыльев с малой жесткостью каркаса.
Поставленная задача решается с использованием операций известного способа, включая сборку переднего лонжерона с носовой частью заднего лонжерона с хвостовой частью, каркаса кессона с нервюрами, установку панелей и их герметизацию, в том числе замыкающей панели в последнюю очередь, после герметизации трубопровода.
Отличие предлагаемого способа от известного состоит в том, что каркас кессона с нервюрами собирают в вертикальном стапеле общей сборки на базе заранее собранных и установленных в нем переднего лонжерона с носовой частью, заднего лонжерона с хвостовой частью и одной из панелей.
Снижение трудоемкости окончательной сборки и повышение ее качества за счет исключения операций выемки и повторной закладки панелей для подготовки их к герметизации достигается путем того, что подготовку привалочных поверхностей панелей и лонжеронов к окончательной сборке, нанесение на них герметика осуществляют в стапеле общей сборки крыла, при этом установленные в стапель панели отодвигают от каркаса с сохранением их пространственной ориентации.
Кроме того, повышение качества и снижение трудоемкости сборки крыла достигается тем, что крепление нервюр к нижней и верхней панелям осуществляют через заранее установленные на панелях компенсаторы.
Т. о. весь процесс сборки крыла, за исключением окончательной установки технологически съемной панели, происходит в стапеле общей сборки. При этом собранный каркас кессона и заложенные панели из стапеля не вынимаются. Панели для подготовки привалочных поверхностей к окончательной сборке и герметизации лишь отодвигают от каркаса кессона, перемещая в горизонтальной плоскости, сохраняя пространственную ориентацию относительно взаимных с каркасом стыков. В результате ни каркас, ни панели дополнительным деформациям не подвергаются, что позволяет изготавливать по предлагаемому способу крыло любых габаритов и формы, следовательно, поставленная задача решена.
Более того, в результате решения поставленной задачи получен качественно новый технический результат - повышение качества и снижение трудоемкости сборки за счет исключения операций по перекладке каркаса и панелей из стапеля в стапель, предусмотренных способом, принятым за прототип.
Сущность предлагаемого способа сборки летательного аппарата поясняется графически, где:
на фиг. 1 изображена схема подетального членения нижней панели;
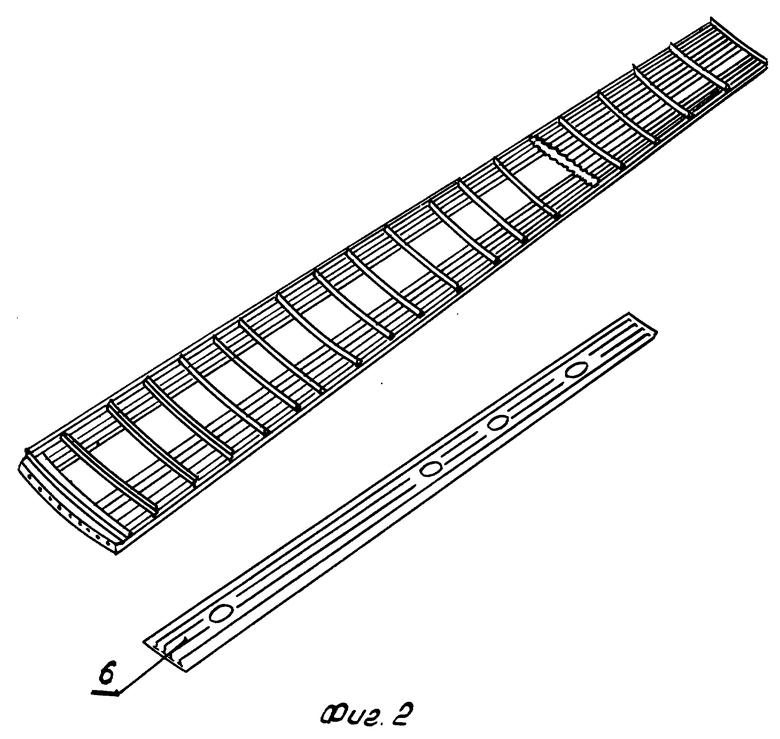
на фиг. 2 схематично изображена панель крыла в сборе с вынесенной технологически съемной панелью;
на фиг. 3 изображена носовая часть лонжерона;
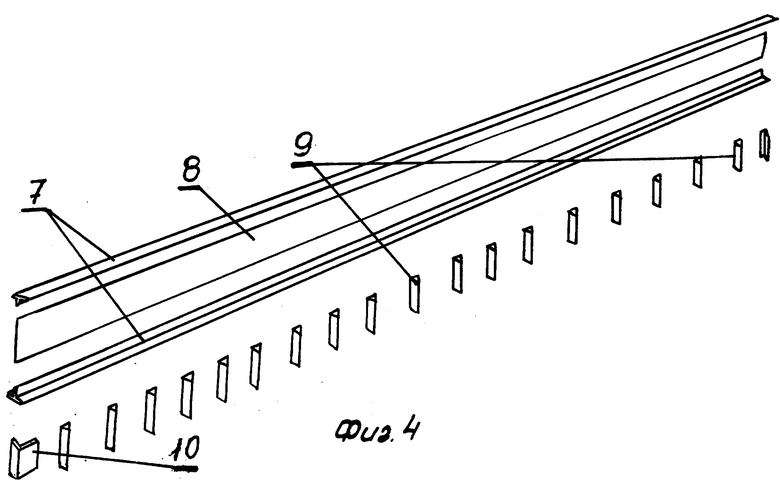
на фиг. 4 приведена схема подетального членения лонжерона;
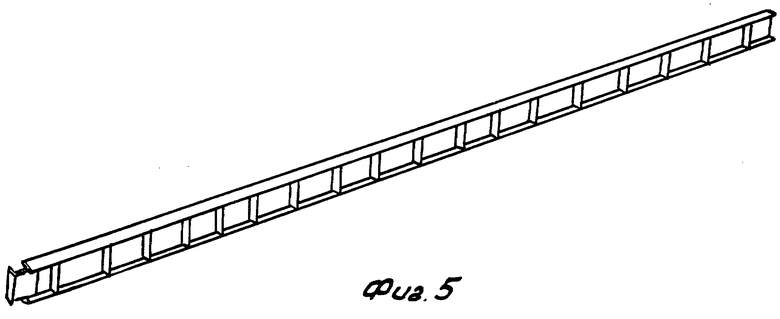
на фиг. 5 - лонжерон в сборе;
на фиг. 6 схематично изображены передний и задний лонжерон в сборе с носовой и хвостовой частями соответственно;
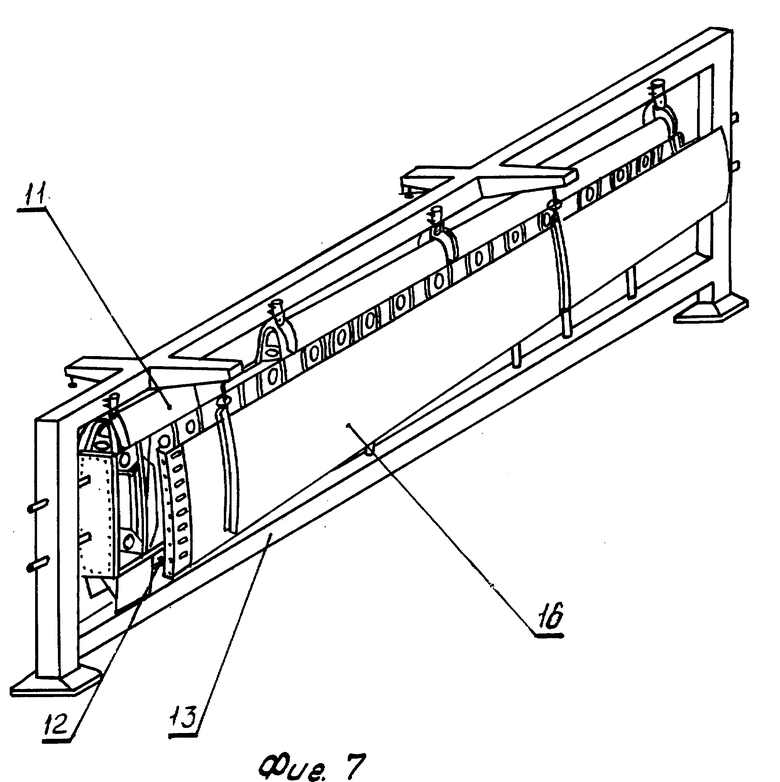
на фиг. 7 изображены стапель общей сборки крыла с установленными в нем передним лонжероном с носовой частью, задним лонжероном с хвостовой частью в сборе с нервюрами с установленной нижней панелью и отведенной верхней панелью;
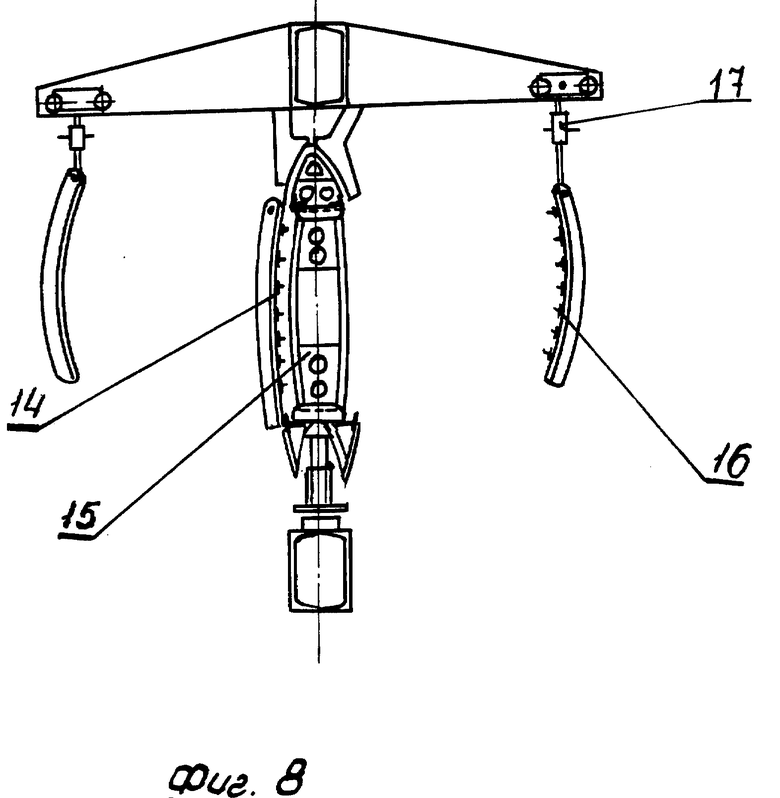
на фиг. 8 изображен механизм крепления панели в стапеле общей сборки;
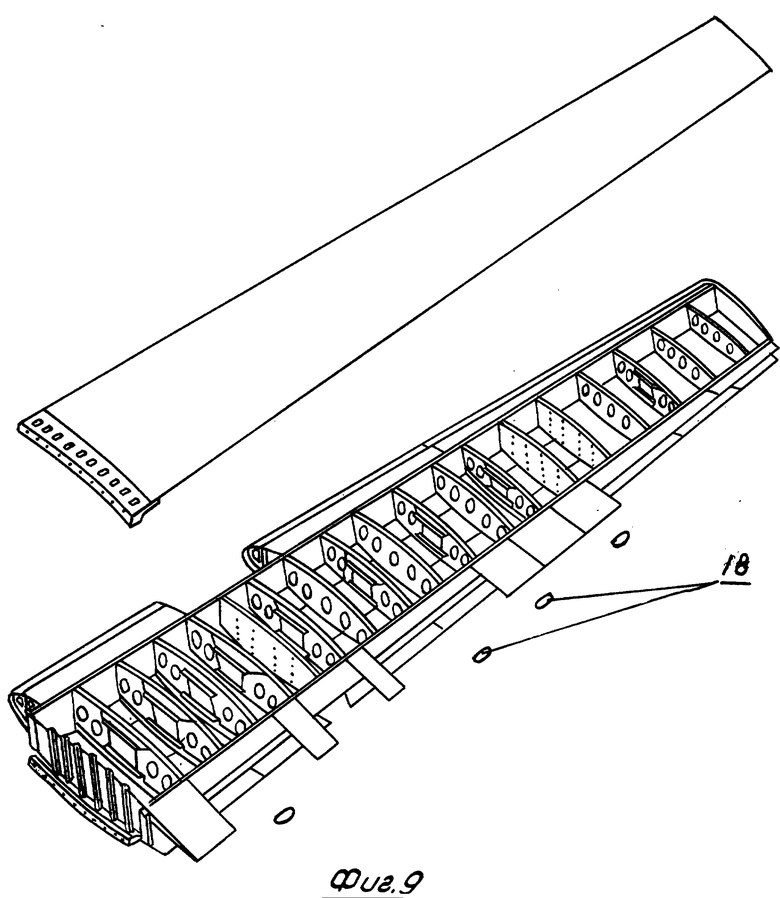
на фиг. 9 - крыло в сборе со снятой верхней панелью;
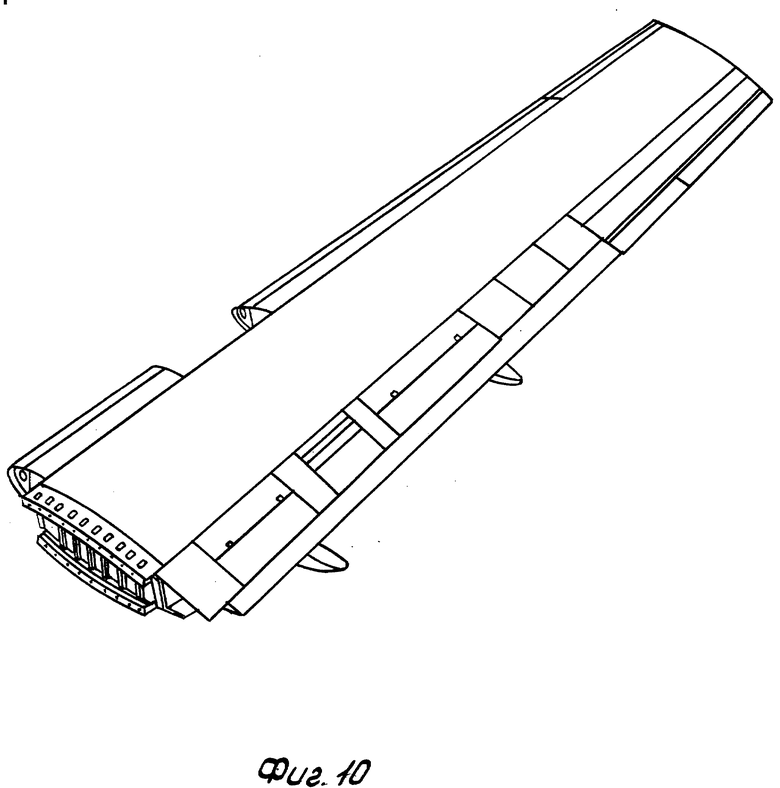
на фиг. 10 - крыло в сборе с элементами механизации.
Сборку крыла по предлагаемому способу осуществляют следующим образом.
На первом этапе в комплектовочных стендах собирают в монолитные конструкции панели кессонов (см. фиг. 1 и 2), соединяя между собой предварительно подогнанные по привалочным поверхностям листы обшивки 1, профиля разъемов 2, и устанавливая на них стрингеры 3, элементы усиления 4 (под пилоны, шасси, мотогондолы и т.п.), компенсаторы 5 нервюр. При этом технологически съемную панель 6 устанавливают на технологический крепеж без герметизации.
На этом же этапе (см. фиг. 4 и 5) в специализированных стапелях (на схемах не показаны) собирают передний и задний лонжероны, соединяя между собой и герметизируя пояса 7, стенку 8, стойки крепления нервюр 9 и профили разъемов 10.
Также параллельно (см. фиг. 3) в других стапелях (на схемах не показаны) производят сборку носовой 11 и хвостовой 12 частей крыла. После этого их стыкуют с соответствующими лонжеронами (см. фиг. 6).
На втором этапе в стапель общей сборки 13 с вертикальным расположением крыла (см. фиг. 7 и 8) закладывают задний лонжерон с хвостовой частью 12, передний лонжерон с носовой частью 11, устанавливают нижнюю панель 14 с технологически съемной панелью 6, фиксируют ее на поясах 7 лонжеронов и совместно разделывают крепежные отверстия.
Затем устанавливают и крепят к лонжеронам за стойки 9 заранее собранные нервюры 15 с фланцами под трубопроводы, образуя каркас кессона, совместно разделывают в них и закрепленных на панелях компенсаторах крепежные отверстия, отводят нижнюю панель 14 от каркаса кессона, снимают с нее технологически съемную панель 6.
После этого устанавливают в стапель 13 верхнюю панель 16 и по аналогии с нижней панелью 14 разделывают в ней совместно поясами 7 лонжеронов и нервюрами 15 крепежные отверстия. Отводят верхнюю панель 16 от каркаса кессона с помощью механизма 17 точной ориентации и перемещения панелей, удаляют с привалочных поверхностей панели, поясов лонжеронов, нервюр заусеницы, очищают панель 16 и каркас кессона от стружки, наносят на привалочные поверхности герметик, подводят и окончательно крепят к каркасу кессона верхнюю панель 16. Далее после проведения аналогичных предварительных операций крепят к каркасу кессона нижнюю панель 16 без технологически съемной панели 6.
Собранное таким образом крыло с помощью траверсы-кантователя вынимают из стапеля 13, поворачивают из вертикального положения в горизонтальное (см. фиг. 9).
Третий этап осуществляют вне стапеля.
На участке герметизации через проем под технологически съемную панель 6 выполняют поверхностную герметизацию проходных швов.
Вне участка герметизации через торцовые нервюры 15 крыла заводят арматуру и производят окончательный монтаж трубопроводов на заранее подготовленные базы.
Вне участка герметизации устанавливают окончательно технологически съемную панель 6, используя выполненные в ней люки-лазы 18.
На участке герметизации через люки-лазы выполняют поверхностную герметизацию проходных швов технологически съемной панели 6.
Затем на собранное крыло навешивают пилоны, устройства механизации, мотогондолы и т.п. (см. фиг. 10).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
| СПОСОБ МОДУЛЬНОЙ СБОРКИ КЕССОНА КОНСОЛИ КРЫЛА САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ С УСТРОЙСТВАМИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2021 |
|
RU2774870C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1992 |
|
RU2067543C1 |
| СПОСОБ СБОРКИ МОДУЛЬНЫМ СПОСОБОМ КЕССОНА КОНСОЛИ КРЫЛА ТЯЖЕЛОГО ТРАНСПОРТНОГО САМОЛЕТА С ДЕТАЛЯМИ ИЗ УГЛЕРОДНЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И МЕТАЛЛОВ И СБОРОЧНАЯ ЛИНИЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА СБОРКИ | 2023 |
|
RU2836920C1 |
| КРЫЛО САМОЛЕТА | 2014 |
|
RU2557638C1 |
| Крыло самолёта, кессон крыла самолета, центроплан, лонжерон (варианты) | 2019 |
|
RU2709976C1 |
| КРЫЛО ШИРОКОФЮЗЕЛЯЖНОГО ДАЛЬНЕМАГИСТРАЛЬНОГО САМОЛЕТА | 2024 |
|
RU2838859C1 |
| СПОСОБ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНОГО АППАРАТА | 1999 |
|
RU2179136C2 |
| КРЫЛО САМОЛЕТА И УЗЕЛ СТЫКА ЕГО КОНСОЛЕЙ | 2012 |
|
RU2481243C1 |
| ЗАКОНЦОВКА КРЫЛА САМОЛЕТА | 2024 |
|
RU2838694C1 |


Способ заключается в сборке переднего лонжерона с носовой частью, заднего лонжерона с хвостовой частью, каркаса кессона с нервюрами, установке панелей, их герметизации с использованием вертикального стапеля общей сборки, в котором предварительно устанавливают передний лонжерон с носовой частью, задний лонжерон с хвостовой частью и одну из панелей. Подготовку привалочных поверхностей панелей и лонжеронов к окончательной сборке осуществляют в стапеле общей сборки, при этом установленные панели отодвигают от каркаса с сохранением их пространственной ориентации. Крепление нервюр к верхней и нижней панелям осуществляют через заранее установленные на панелях компенсаторы. Изобретение направлено на снижение трудоемкости и повышение качества окончательной сборки. 2 з.п.ф-лы, 10 ил.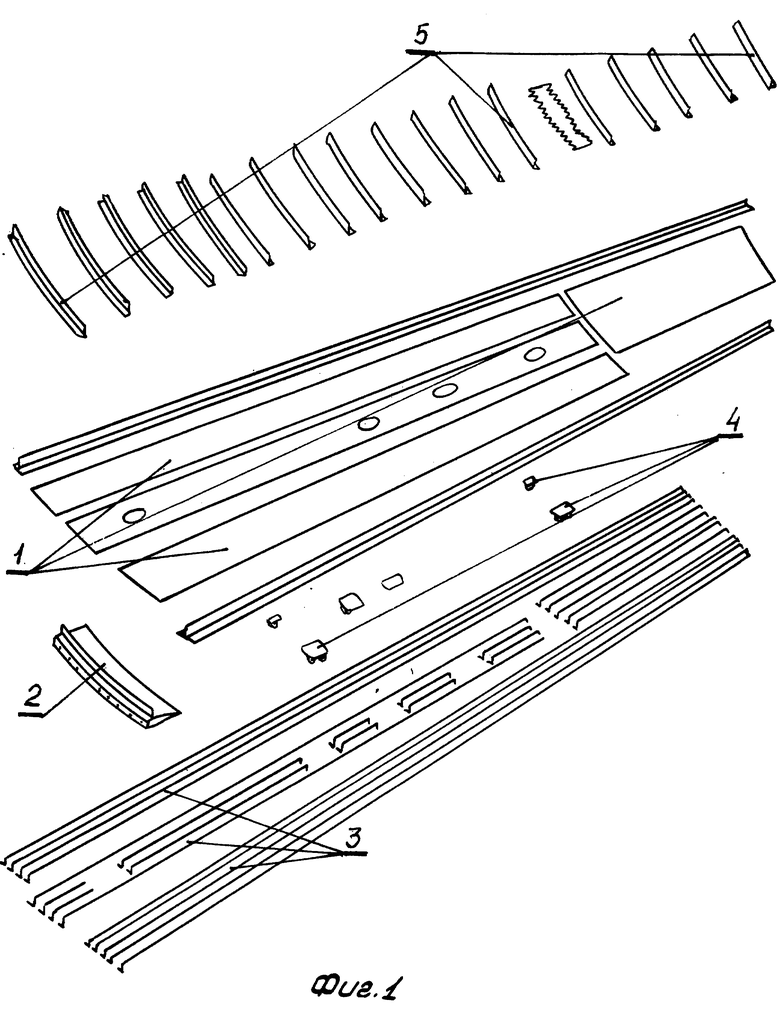
| SU 1744893 A1, 10.04.96 | |||
| СПОСОБ РЕАБИЛИТАЦИИ ПАЦИЕНТОВ С ПАТОЛОГИЕЙ ОПОРНО-ДВИГАТЕЛЬНОГО АППАРАТА | 2004 |
|
RU2276600C2 |
| US 3827661 A, 06.08.74 | |||
| US 3669801 A, 13.06.72. | |||

