Изобретение относится к области самолетостроения, а именно, к сборке объемных агрегатов летательного аппарата.
Известен способ сборки агрегатов летательного аппарата (заявка на Европейский патент N 593127, В 23 Q 35/02), включающий сборку панелей соединением обшивки с набором силовых элементов, сборку из панелей отсеков, стыковку и соединение отсеков между собой. В известном техническом решении крепление состыкованных агрегатов производится только изнутри этих агрегатов. Это удобно при сборке изделия, однако в процессе эксплуатации изделия подход к стыку агрегатов изнутри затруднен, а снаружи и вовсе не доступен.
Прототипом предлагаемого изобретения принят способ стыковки отсеков фюзеляжа (Гусева Р. И., Тихомиров В.А. "Вопросы технологии сборочных работ в самолетостроении", Хабаровск, 1989, с.43, 44), при котором отсеки поступают на сборку агрегата в собранном виде и имеют по периметру стыка отверстия для взаимной координации и фиксации; установочные базовые отверстия (УБО) и направляющие отверстия (НО), по которым сверлятся отверстия по всему периметру стыкового шпангоута. УБО используются как базовые отверстия для сборки отсеков и агрегатов из отсеков. Стыковка отсеков производится на специальном стенде, имеющем неподвижные и подвижные ложементы, способные перемещаться вдоль стенда по рельсам для перемещения стыкуемых отсеков и ориентации их относительно базового отсека. Недостатком прототипа является сложность получения качественного стыка из-за жесткости стыкуемых элементов и сложности ориентации стыкуемого объекта относительно базового.
Предлагаемое изобретение направлено на повышение качества стыка и улучшение условий при его эксплуатации.
Это достигается тем, что в способе сборки агрегатов летательного аппарата, включающем сборку панелей соединением обшивки с набором из лонжеронов, стрингеров и нервюр, сборку из упомянутых панелей отсеков, стыковку и соединение отсеков между собой в агрегат, жесткое соединение обшивки с упомянутым набором осуществляют только в средней части панелей. Затем осуществляют соединение панелей в отсек с образованием жесткого соединения только в средней части отсека. Далее при стыковке и соединении отсеков между собой сначала жестко с использованием технологических фланцев и нивелира соединяют концы стрингеров и лонжеронов стыкуемых отсеков, а также производят жесткое соединение обшивки и соединенных стрингеров и лонжеронов, причем в месте стыка отсеков используют обшивку, укороченную на величину, достаточную для жесткого соединения стыкуемых отсеков, стык между которыми закрывают накладной лентой. Это обеспечивает возможность смещения в области стыка концов стрингеров и лонжеронов стыкуемых отсеков. Стык закрывают накладной лентой так, чтобы наружные поверхности состыкованных отсеков и накладной ленты были в одной плоскости, т.е. чтобы не нарушалась аэродинамика изделия.
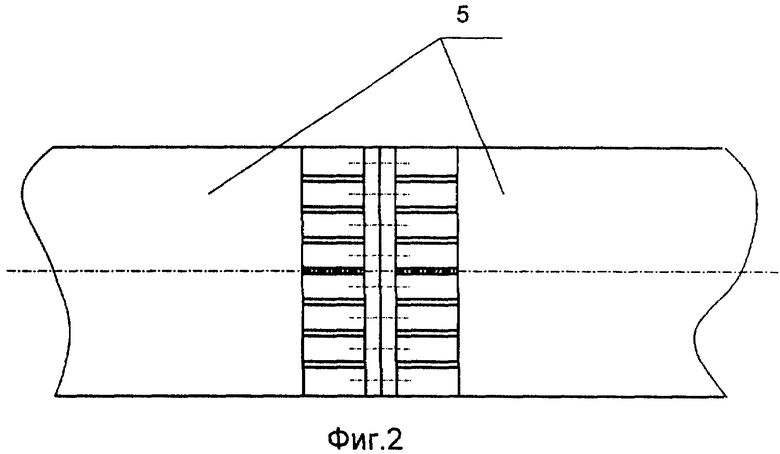
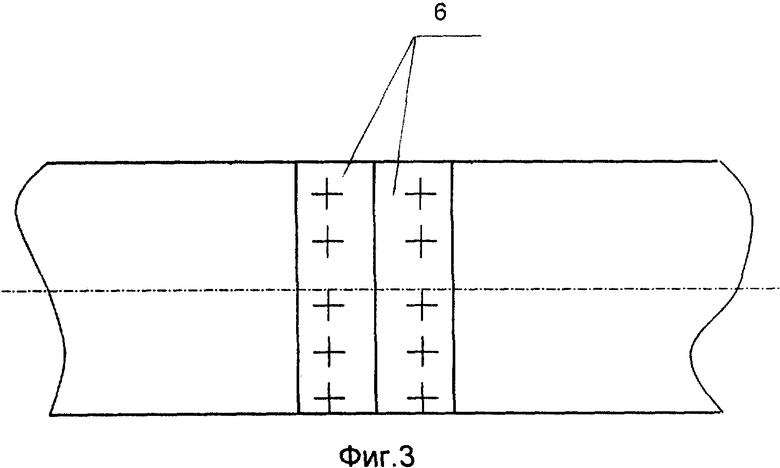
Изобретение поясняется графическими материалами, где на фиг. 1 показан общий вид отсеков перед стыковкой; на фиг.2 - стык силовых элементов агрегатов; на фиг. 3 - зашивка стыка накладной лентой.
Обшивка 1 закреплена на силовых продольных элементах - стрингерах 2 и лонжеронах 3 и поперечных силовых элементах - нервюрах 4. В сборе эта конструкция образует отсек 5. После стыковки продольного набора - стрингеров 2 и лонжеронов 3 отсеков 5 образуется агрегат. Швы между отсеками зашивают накладной лентой 6.
Способ осуществляется следующим образом.
В стапелях сборки панелей выставляют по базовым отверстиям в ложементах стапеля обшивку 1 панели. На обшивку 1 по базовым отверстиям устанавливают набор силовых элементов (продольных - лонжеронов 3, стрингеров 2 и поперечных - нервюр 4), причем обшивку в продольном направлении берут короче продольных элементов силового набора по краям примерно на 100 мм. Выставленные таким образом элементы панелей фиксируют ложементами стапеля, после этого сверлят отверстия под заклепки и производят клепку обшивки с набором силовых элементов, причем клепку производят не по всей длине продольных силовых элементов (лонжеронов 3 и стрингеров 4), а оставляют не проклепанными их концы примерно на 200-250 мм. После осуществления сборки панелей ложементы стапеля раскрывают, извлекают собранные панели, перемещают их на стапеля сборки отсеков. Панели устанавливают на стапелях сборки отсеков по базовым отверстиям, фиксируют ложементами, сверлят отверстия под заклепки на стыках панелей и производят формообразование отсеков путем клепки продольных стыков панелей, в свою очередь, не по всей длине стыка, а оставляя не проклепанными концы. Собранные таким образом отсеки 5 перемещают в стыковочный стапель. В стыковочном стапеле производят установку и стыковку отсеков 5 между собой стягиванием технологических фланцев болтами, выставляют отсеки нивелиром по реперным точкам и соединяют между собой не проклепанные концы стрингеров 2 внутри отсека штатными стыковочными стрингерными накладками с последующим их совмещением и клепкой. Затем на место стыка отсеков снаружи агрегата подгоняют накладные ленты 6 и закрепляют их винтами. В случае необходимости расстыковки агрегата винты крепления накладных лент откручивают, накладные ленты снимают и открывается доступ к накладкам стрингеров.
Использование предлагаемого изобретения позволяет осуществить оперативную сборку и стыковку агрегатов летательных аппаратов из отсеков на конвейере, повышает качество и производительность сборки летательного аппарата.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ СБОРКИ ПАНЕЛЕЙ АГРЕГАТОВ ЛЕТАТЕЛЬНОГО АППАРАТА | 1998 |
|
RU2139813C1 |
| УСТАНОВКА ДЛЯ МАНИПУЛИРОВАНИЯ ЧАСТЯМИ ОБЪЕКТА ПРИ ИХ ВЗАИМНОЙ СТЫКОВКЕ | 1998 |
|
RU2158700C2 |
| СПОСОБ СБОРКИ ЛЕТАТЕЛЬНОГО АППАРАТА | 1994 |
|
RU2084379C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2185285C2 |
| СПОСОБ СБОРКИ ОБЪЕМНЫХ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1997 |
|
RU2123965C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 1997 |
|
RU2137679C1 |
| СОСТАВНОЙ ПУАНСОН ДЛЯ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК | 1996 |
|
RU2120342C1 |
| СПОСОБ ПАЙКИ ТОНКОСТЕННЫХ ТРУБ ПРИ ТЕЛЕСКОПИЧЕСКОМ СОЕДИНЕНИИ | 2001 |
|
RU2193477C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ МЕЖОСЕВОГО РАССТОЯНИЯ ОТВЕРСТИЙ | 1998 |
|
RU2142612C1 |
| СПОСОБ РЕМОНТА АГРЕГАТА СОТОВОЙ КОНСТРУКЦИИ ВОЗДУШНОГО СУДНА И СТАПЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2747889C1 |
Изобретение относится к области самолетостроения. Способ основан на предварительной сборке панелей при жестком соединении обшивки с набором продольных силовых элементов-лонжеронов и стрингеров, а также с набором поперечных силовых элементов-нервюр клепкой только в средней части. При этом используют заведомо укороченную обшивку для жесткого соединения продольных силовых элементов стыкуемых отсеков. Из собранных панелей собирают отсеки, оставляя не проклепанными соответствующие предназначенные для стыков концы продольных стыков панелей. Затем производят стыковку и соединение отсеков между собой. Сначала жестко соединяют концы соответствующих продольных силовых элементов стыкуемых отсеков в агрегат, затем производят жесткое соединение обшивки и соединенных силовых элементов. Стык закрывают накладной лентой. Изобретение направлено на повышение качества при повышении производительности. 3 ил.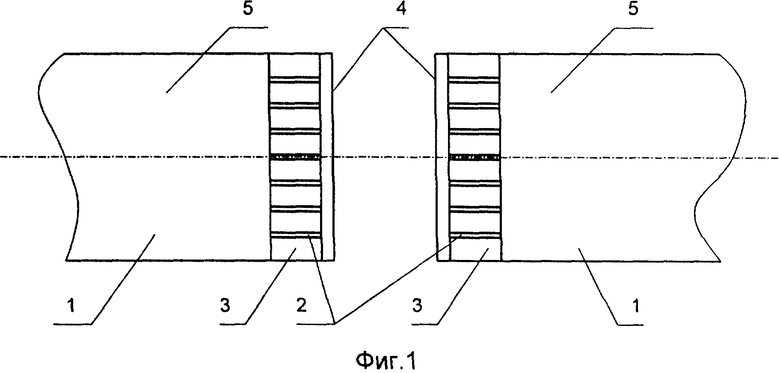
Способ сборки агрегатов летательного аппарата, включающий сборку панелей соединением обшивки с набором из лонжеронов, стрингеров и нервюр, сборку из упомянутых панелей отсеков, стыковку и соединение отсеков между собой в агрегат, отличающийся тем, что жесткое соединение обшивки с упомянутым набором осуществляют только в средней части панелей, затем осуществляют соединение панелей в отсек с образованием жесткого соединения только в средней части отсека, далее при стыковке и соединении отсеков между собой сначала жестко с использованием технологических фланцев и нивелира соединяют концы стрингеров и лонжеронов стыкуемых отсеков, а также производят жесткое соединение обшивки и соединенных стрингеров и лонжеронов, причем в месте стыка отсеков используют обшивку, укороченную на величину, достаточную для жесткого соединения стыкуемых отсеков, стык между которыми закрывают накладной лентой.
| ГУСЕВА Р.И | |||
| И ДР | |||
| ВОПРОСЫ ТЕХНОЛОГИИ СБОРОЧНЫХ РАБОТ В САМОЛЕТОСТРОЕНИИ | |||
| - ХАБАРОВСК, 1989, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| СПОСОБ СБОРКИ ЛЕТАТЕЛЬНОГО АППАРАТА | 1994 |
|
RU2084379C1 |
| Способ измерения влажности газа | 1975 |
|
SU593127A1 |
| US 4667905 А, 26.05.1987 | |||
| US 4671470 А, 09.06.1987 | |||
| US 5065960 А, 19.11.1991. | |||

