Предложение относится к фасовочно-упаковочному полуавтоматическому оборудованию и может быть использовано в пищевой отрасли промышленности для упаковки различной продукции, преимущественно жидких и полужидких, в том числе молочных продуктов в пластиковую тару, например стаканчики любых объемов и форм, укупоренные крышками из упаковочной фольги с полноцветной печатью на лицевой ее стороне.
Из уровня техники известна машина для расфасовки и укупорки продукта, такого как мороженое, в емкости с крышками. Машина содержит установленные на опоре роторный конвейер, соединенный с приводом, и предназначенный для перемещения емкостей, дозатор, снабженный пневмоприводом и клапаном для заполнения емкостей продуктом, и механизм укупорки емкостей крышками (US 3994117, В 65 В 3/36, 1976).
К недостаткам известной машины можно отнести ее избыточные габариты и вес, а также стоимостные показатели.
Технический результат предложения заключается в повышении эксплуатационных свойств, в том числе уменьшении габаритов и веса устройства, что положительно скажется на его стоимости. Кроме того, включение в конструкцию устройства средства стерилизации внутренней поверхности емкостей позволит увеличить срок годности укупоренного продукта, что особенно важно для детского питания.
Сущность предложения состоит в том, что устройство для расфасовки и укупорки продукта в емкости с крышками, как и в ближайшем аналоге, содержит установленные на основании роторный транспортер с приводом его вращения вокруг своей оси для перемещения емкостей, дозатор с пневмоприводом для заполнения емкостей продуктом и приспособление для укупорки емкостей крышками. Согласно предложению, приспособление для укупорки выполнено в виде сварочного блока, включающего стойку, на которой с возможностью поступательного перемещения установлена сварочная головка, при этом ось стойки совмещена с осью роторного транспортера, т.е. выполнена соосно с ней. Транспортер снабжен толкателями для извлечения укупоренных емкостей. На основании установлено маркировочное средство для проставления даты на боковой поверхности емкости. Устройство снабжено средством стерилизации внутренней поверхности емкостей перед их заполнением продуктом.
Для обеспечения снижения габаритов и веса устройства, а также повышения его эксплуатационных свойств транспортер имеет 6 гнезд для установки емкостей вместо 8 в аналоге. Работа устройства обеспечена за счет совмещения на одной позиции операций укупорки емкости и проставления на ее боковой поверхности даты, а также операций извлечения укупоренной емкости и установки на ее место пустой емкости. Транспортер имеет 6 толкателей, соответствующих расположению емкостей для извлечения последних. Преимущественно емкости выполняются в виде пластиковых стаканчиков, а привариваемые к ним крышки - из алюминиевой фольги, покрытой термолаком.
Для обеспечения сохранности укупориваемого продукта средство стерилизации емкостей снабжено ультрафиолетовой лампой.
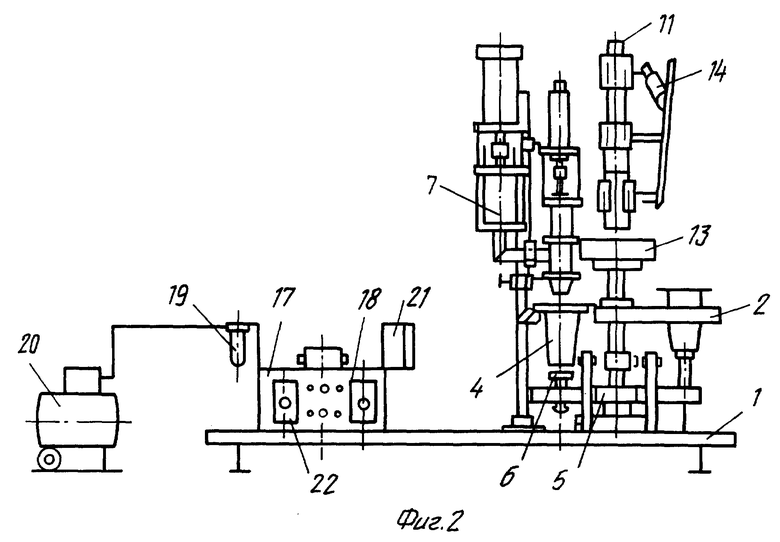
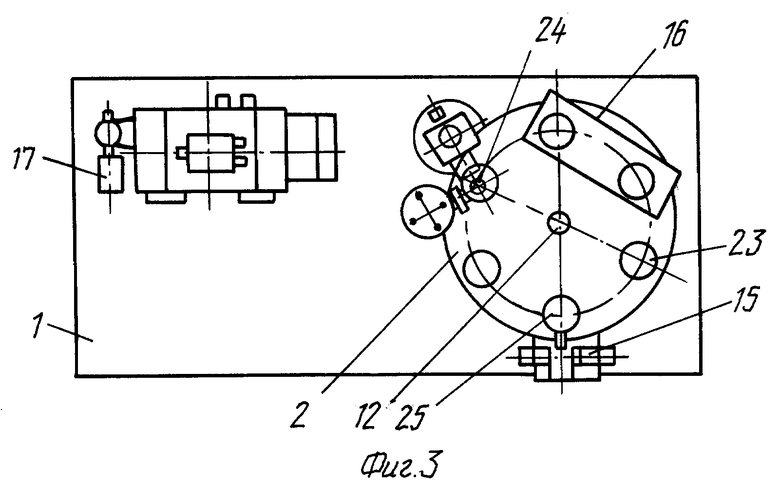
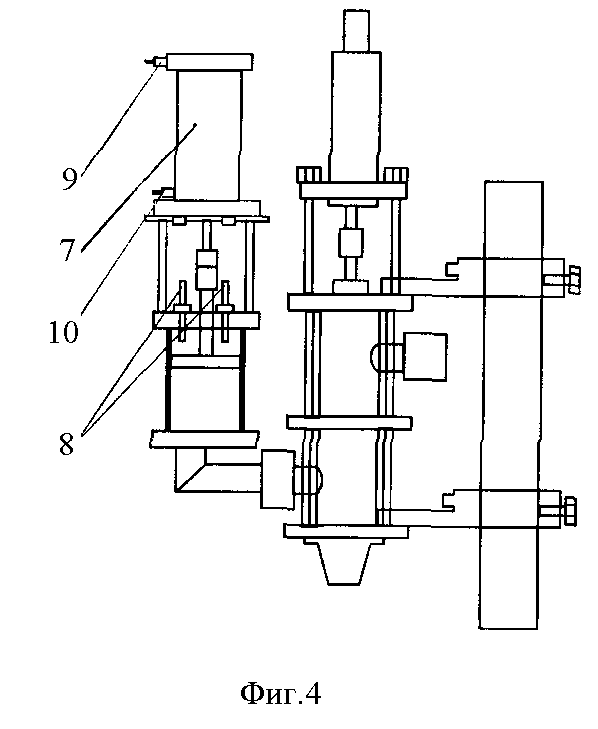
Предложение поясняется чертежами, где на фиг.1 изображен общий вид устройства в аксонометрии, на фиг.2 схематичный вид устройства спереди, на фиг. 3 - то же (вид сверху без сварочного блока) и на фиг.4 изображен дозатор.
Устройство для расфасовки и укупорки продукта в емкости с крышками (фиг. 1) является полуавтоматическим и содержит установленный на основании 1 роторный транспортер 2, имеющий гнезда для размещения стаканчиков 4 (см. фиг. 3). Устройство имеет фиксатор 5 положения роторного транспортера 2 и толкатели 6, обеспечивающие выталкивание укупоренного стаканчика на позиции извлечения стаканчика. Дозатор 7 (фиг. 2 и 4) объемный с пневматическим приводом дозирующего цилиндра и клапанного механизма позволяет дозировать жидкие и полужидкие продукты в диапазоне от 10 до 500 см3 (в зависимости от объема дозирующего цилиндра). Регулировка дозы производится с помощью регулировочных винтов 8 (фиг. 4), а скорость всасывания-нагнетания - с помощью пневмодросселей 9 и 10. Сварочный блок включает стойку 11, ось которой совпадает с осью 12 роторного транспортера 2 (фиг. 3), а также сварочную головку 13 с пневмоприводом 14. На основании 1 на позиции укупорки (фиг.3) установлено маркировочное средство 15 для проставления даты на боковой поверхности стаканчиков, а над роторным транспортером 2 на позиции стерилизации размещено средство, снабженное ультрафиолетовой лампой 16.
Крышки укладываются на основании 1 стопкой рядом с позицией укладки крышки. Блок электропневмоавтоматики 17 состоит из установленного на основании 1 корпуса 18, в котором размещен блок подготовки воздуха 19, соединенный с компрессором 20, электронный датчик - реле температуры 21 и реле времени электронное 22 для обеспечения процесса сварки.
Полуавтоматическое устройство размещают на ровной поверхности стола без дополнительного крепления.
Пустой стаканчик 4 устанавливают на позиции замены емкостей 23 (фиг. 3). Роторный транспортер 2 поворачивают вручную на одну позицию против часовой стрелки до щелчка фиксатора 5.
После щелчка автоматически запускается дозатор 7 и пневмопривод 14 сварочной головки, после чего происходит налив продукта в стаканчик на позиции налива 24 и приварка крышки к стаканчику на позиции укупорки 25. Оператор вручную устанавливает крышку на стаканчик, извлекает укупоренный стаканчик (стаканчик вытолкнут толкателем) и устанавливает пустой стаканчик. После чего цикл повторяется. Крышки на стаканчики могут устанавливаться автоматически.
Перед началом работы необходимо в зависимости от марки пластмассы стаканчика, а также марки термолака на крышке подобрать режим сварки (температуру и время сварки). Для нагрева сварочной головки необходимо тумблер "Нагрев" на передней панели блока перевести в верхнее положение, при этом на нагревательный элемент головки подается напряжение, а с помощью регулировочных ручек на панели датчика-реле температуры задается требуемое значение температуры сварки и зона возврата, при этом на панели датчика-реле температуры горит красный светодиод. Приблизительно через 5 минут (температура сварки 1500) сварочная головка набирает заданную температуру и датчик-реле температуры отключает нагревательный элемент сварочной головки, при этом светодиод на панели датчика-реле гаснет, сигнализируя о том, что сварочная головка готова к работе. С помощью реле времени "Длительность сварки" задается оптимальное время сварки. Затем в пневмосистему подается сжатый воздух (включается компрессор либо открывается вентиль пневмосети) и при достижении давления 0,6 МПа сварочная головка готова к работе. При отладке режима сварки дозатор желательно отключить, для чего тумблер под реле времени "Длительность дозирования" перевести в нижнее положение. Запуск сварочной головки в ручной режим осуществляется нажатием кнопки "Доза" на передней панели блока. После отработки режимов сварки необходимо вновь включить дозатор. Затем переводят тумблер "Ручн.-авт." в положение "Авт." и полуавтомат готов к работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПРОДУКТА В ЕМКОСТИ | 2003 |
|
RU2259309C2 |
| УСТРОЙСТВО ДЛЯ СТЕРИЛИЗАЦИИ ЗАКУПОРИВАЮЩИХ ЭЛЕМЕНТОВ | 2004 |
|
RU2261825C1 |
| ДОЗАТОР ДЛЯ ФАСОВОЧНО-УПАКОВОЧНОЙ МАШИНЫ | 2011 |
|
RU2483992C1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| СПОСОБ РОЗЛИВА ВИНА В ТАРУ | 1998 |
|
RU2129982C1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| ШНЕКОВЫЙ ДОЗАТОР | 2004 |
|
RU2259313C1 |
| Автомат для расфасовки домашнего сыра в стаканчики | 1977 |
|
SU925763A1 |
| СПОСОБ ПРОИЗВОДСТВА, ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ МОЛОЧНЫХ ПРОДУКТОВ И СРЕДСТВО ДЛЯ УКУПОРКИ СОСУДОВ С МОЛОЧНЫМИ ПРОДУКТАМИ | 2001 |
|
RU2208936C2 |
| УСТАНОВКА ДЛЯ РАСФАСОВКИ СЫПУЧИХ ПРОДУКТОВ В БАРАБАНЫ | 2004 |
|
RU2266848C1 |
Устройство относится к фасовочно-упаковочному оборудованию в емкости типа пластиковых стаканчиков преимущественно для пищевой отрасли промышленности. Устройство содержит установленные на основании роторный транспортер с приводом его вращения вокруг своей оси для перемещения емкостей, дозатор для заполнения емкостей продуктом и приспособление для укупорки емкостей крышками. Последнее выполнено в виде сварочного блока, включающего стойку и сварочную головку. Оси стойки и роторного транспортера совпадают, а на основании установлено маркировочное средство для проставления даты на боковой поверхности емкости на позиции ее укупорки. Устройство снабжено средством стерилизации внутренней поверхности емкостей перед их заполнением продуктом для увеличения срока годности укупоренного продукта. Конструкция устройства обеспечивает высокие эксплуатационные качества при уменьшенных габаритах и весе. 8 з.п. ф-лы, 4 ил.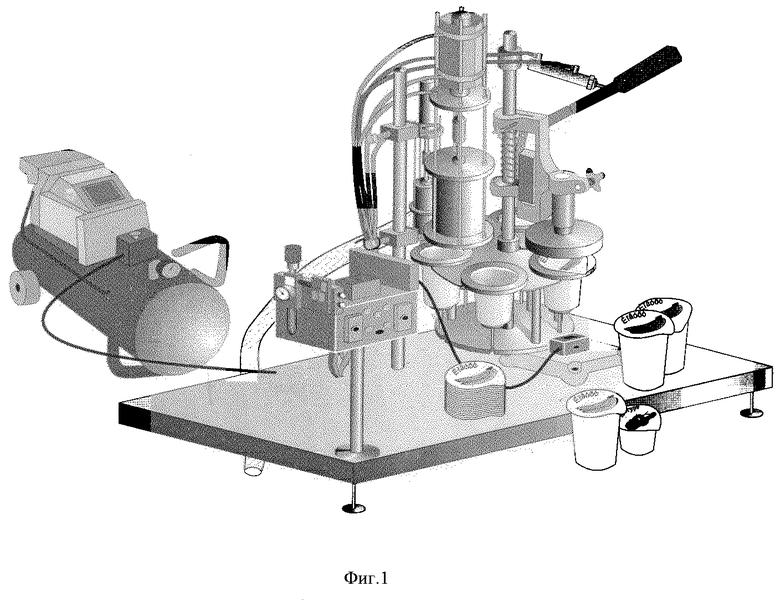
| US 3994117 A, 30.11.76 | |||
| US 4297828 A, 03.11.81 | |||
| US 3471992 A, 14.10.69 | |||
| Устройство для расфасовки молочных продуктов в стаканы | 1984 |
|
SU1204486A1 |
